
Achat et remise en etat d'un HBX360
+7
Mjc22160
brise-copeaux
jmm79
kikmania
simca
TRD
Papynano
11 participants
Page 5 sur 17
Page 5 sur 17 •  1, 2, 3, 4, 5, 6 ... 11 ... 17
1, 2, 3, 4, 5, 6 ... 11 ... 17
Re: Achat et remise en etat d'un HBX360
Mjc22160 Sam 25 Sep 2021, 17:28
Tu as "un deal" en cours, avec G. Dubol ? .... 
Mjc22160- Chevronné

- Messages : 1592
Date d'inscription : 13/08/2014
Re: Achat et remise en etat d'un HBX360
TRD Sam 25 Sep 2021, 18:16
Je te dirais ça quand j'aurais reçu les joints. Commandés presque quatre fois moins cher que chez Cazeneuve...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8452
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Lun 27 Sep 2021, 20:27
Usinage dur du moyeu de tourelle.
Il s'agit d'une vraie tourelle Multifix fabriquée en Suisse, donc tres dure.
L'objectif est d'avoir exactement les memes reglages d'outils sur les deux tours. Dans ce but, la tourelle du Cazeneuve est abaissee de 8 mm et celle du Graziano sera surrelevée de 5.
L'usinage est réalisé avec une CNMG 120408 (plaquette à coupe negative) à mise rapportée en CBN.
Les conditions de coupe sont tres défavorables : la coupe est interrompue par des poches. On entend bien les chocs en peripherie au début de la video.
La plaquette a resisté aux chocs. L'etat de surface est satisfaisant. On notera que l'absence de brise-copeaux créé un gros échevau de l'unique copeau qui à tendance à recouvrir l'outil. Mais la conception d'un outil CBN équipé d'un brise copeaux n'est probablement pas simple.
Pour un premier essai de coupe au CBN, je suis satisfait.
Il s'agit d'une vraie tourelle Multifix fabriquée en Suisse, donc tres dure.
L'objectif est d'avoir exactement les memes reglages d'outils sur les deux tours. Dans ce but, la tourelle du Cazeneuve est abaissee de 8 mm et celle du Graziano sera surrelevée de 5.
L'usinage est réalisé avec une CNMG 120408 (plaquette à coupe negative) à mise rapportée en CBN.
Les conditions de coupe sont tres défavorables : la coupe est interrompue par des poches. On entend bien les chocs en peripherie au début de la video.
La plaquette a resisté aux chocs. L'etat de surface est satisfaisant. On notera que l'absence de brise-copeaux créé un gros échevau de l'unique copeau qui à tendance à recouvrir l'outil. Mais la conception d'un outil CBN équipé d'un brise copeaux n'est probablement pas simple.
Pour un premier essai de coupe au CBN, je suis satisfait.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8452
Date d'inscription : 11/08/2010
Mjc22160 aime ce message
Re: Achat et remise en etat d'un HBX360
Mjc22160 Mar 28 Sep 2021, 11:30
...effectivement , : bel état de surface 
Mjc22160- Chevronné
- Messages : 1592
Date d'inscription : 13/08/2014
Re: Achat et remise en etat d'un HBX360
TRD Mar 28 Sep 2021, 11:50
Je trouve ça sidérant.
Trente ans en arrière, la majorité des tourneurs auraient ri au nez de ceux qui prétendaient usiner un roulement à l'outil.
Et maintenant, c'est à la portée de n'importe quel bricoleur à condition qu'il ait une machine puissante et rigide.
Souvent, je déplore que "l'innovation" n'est en fait qu'un argument marketing pour vendre des produits dont on se passait tres bien avant. Mais là, bravo. Ce que j'ai fait en une demi-heure m'aurait demandé plus d'une demi-journée à la rectifieuse.
Le nitrure de bore cubique (CBN) est le second materiau par ordre de dureté derrière le diamant. Mais il n'a aucune affinité pour le fer contenu dans l'acier. Les outils en diamant sont connus depuis longtemps. On en avait un quand j'étais au Lycée techniqie. Mais ces outils s'usaient par diffusion dans les copeaux. Ce n'est pas le cas du CBN.
Trente ans en arrière, la majorité des tourneurs auraient ri au nez de ceux qui prétendaient usiner un roulement à l'outil.
Et maintenant, c'est à la portée de n'importe quel bricoleur à condition qu'il ait une machine puissante et rigide.
Souvent, je déplore que "l'innovation" n'est en fait qu'un argument marketing pour vendre des produits dont on se passait tres bien avant. Mais là, bravo. Ce que j'ai fait en une demi-heure m'aurait demandé plus d'une demi-journée à la rectifieuse.
Le nitrure de bore cubique (CBN) est le second materiau par ordre de dureté derrière le diamant. Mais il n'a aucune affinité pour le fer contenu dans l'acier. Les outils en diamant sont connus depuis longtemps. On en avait un quand j'étais au Lycée techniqie. Mais ces outils s'usaient par diffusion dans les copeaux. Ce n'est pas le cas du CBN.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8452
Date d'inscription : 11/08/2010
Mjc22160 aime ce message
Re: Achat et remise en etat d'un HBX360
TRD Mar 28 Sep 2021, 19:41
Aujourd'hui, j'ai realisé la cale de la tourelle du Graziano.
Découpe d'un morceau de S235 laminé acheté sur Leboncoin

Usinage deux faces
Du coup, je vais vendre la Mutifix B d'origine du Cazeneuve puisque j'ai assez de porte-outils Multifix C pour les deux tours.
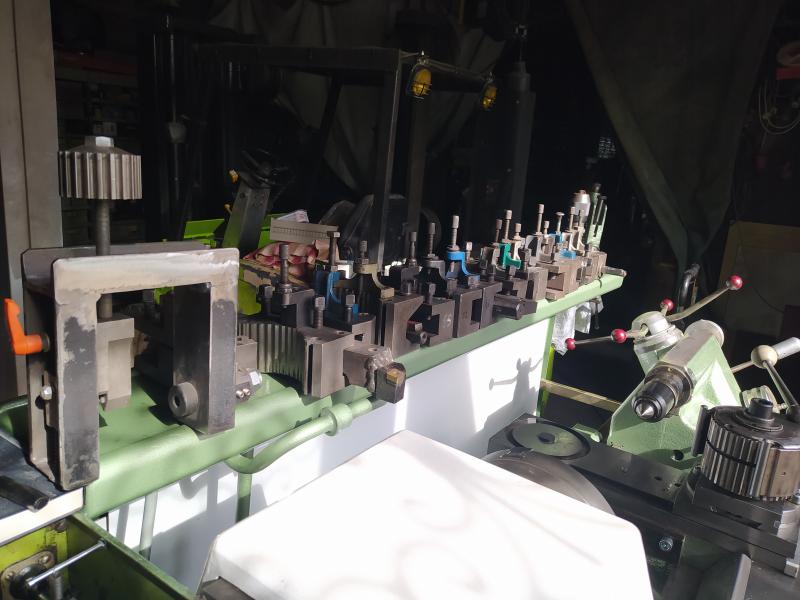
Je mets en vente ce soir la B et ses porte-outils en un seul lot d'abord sur ce forum et dans quelques jour sur Leboncoin.
Ensuite, j'ai fait le montage de la lunette fixe revisee. Il manque juste les roulements neufs qui sont en commande.
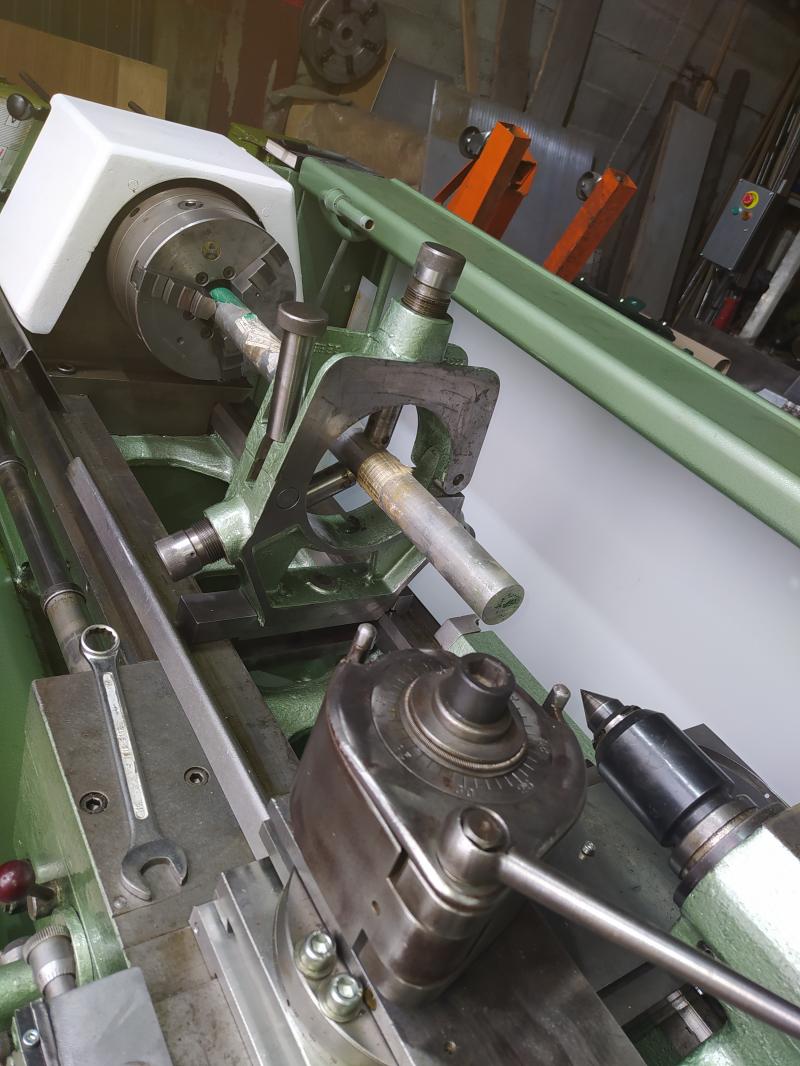
Cette lunette provient d'un tour vraisemblablement americain.
Sur cette image, on voit le surfaçage de la fonderie et sur la suivante la piece rapportée qui prend appui sur les glissières pour la mettre a hauteur de pointe.


La peinture de la lunette à suivre seche en attendant aussi des roulements neufs.

Découpe d'un morceau de S235 laminé acheté sur Leboncoin
Usinage deux faces
Du coup, je vais vendre la Mutifix B d'origine du Cazeneuve puisque j'ai assez de porte-outils Multifix C pour les deux tours.
Je mets en vente ce soir la B et ses porte-outils en un seul lot d'abord sur ce forum et dans quelques jour sur Leboncoin.
Ensuite, j'ai fait le montage de la lunette fixe revisee. Il manque juste les roulements neufs qui sont en commande.
Cette lunette provient d'un tour vraisemblablement americain.
Sur cette image, on voit le surfaçage de la fonderie et sur la suivante la piece rapportée qui prend appui sur les glissières pour la mettre a hauteur de pointe.
La peinture de la lunette à suivre seche en attendant aussi des roulements neufs.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8452
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Mer 29 Sep 2021, 20:01
La visu est arrivée aujourd'hui.
J'ai acheté du pas cher en attendant de tomber sur une Heidenhain ou autre bonne visu d'occasion. Mais vu la rareté de l'offre, je sens que je vais garder ça un bon moment...
Rien que pour avoir l'afficheur à peu pres droit, j ai passé une heure. Du boulot de chinois...
Ça fonctionne, mais côté rusticité et finition, ça fait quand meme bien quincaille quand on compare ça aux production européennes 15 fois plus cheres.
La lunette à suivre n'attend plus que des roulements neufs.

J'ai acheté du pas cher en attendant de tomber sur une Heidenhain ou autre bonne visu d'occasion. Mais vu la rareté de l'offre, je sens que je vais garder ça un bon moment...
Rien que pour avoir l'afficheur à peu pres droit, j ai passé une heure. Du boulot de chinois...
Ça fonctionne, mais côté rusticité et finition, ça fait quand meme bien quincaille quand on compare ça aux production européennes 15 fois plus cheres.
La lunette à suivre n'attend plus que des roulements neufs.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8452
Date d'inscription : 11/08/2010
brise-copeaux aime ce message
Re: Achat et remise en etat d'un HBX360
TRD Mer 29 Sep 2021, 22:55
Petite video sur une visu à l'aspect different mais qui utilise le meme logiciel.
J'ai mis une heure pour trouver le menu secret...
Si j'avais vu la video plus tôt...
J'ai mis une heure pour trouver le menu secret...
Si j'avais vu la video plus tôt...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8452
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Jeu 30 Sep 2021, 20:35
Les nouvelles durits en nitrile compatible hydrocarbures ont remplacé les tuyaux en PD3 (Plastique De Daube Durci.)

Les couvercles de la bache à huile ont été repeints il y a quelques jours.
Il reste à enlever un peu de crasse que ne pouvais pas nettoyer tellement les anciens tuyaux etaient durs.
Ressoudage et redressage du carter Parolai, puis mise en peinture. Blanche. Je trouvais ce orange RAL tres mal assorti avec le vert du tour.

J'ai ete obligé de modifier le support du carter qui n'etait pas compatible la regle de la visu.
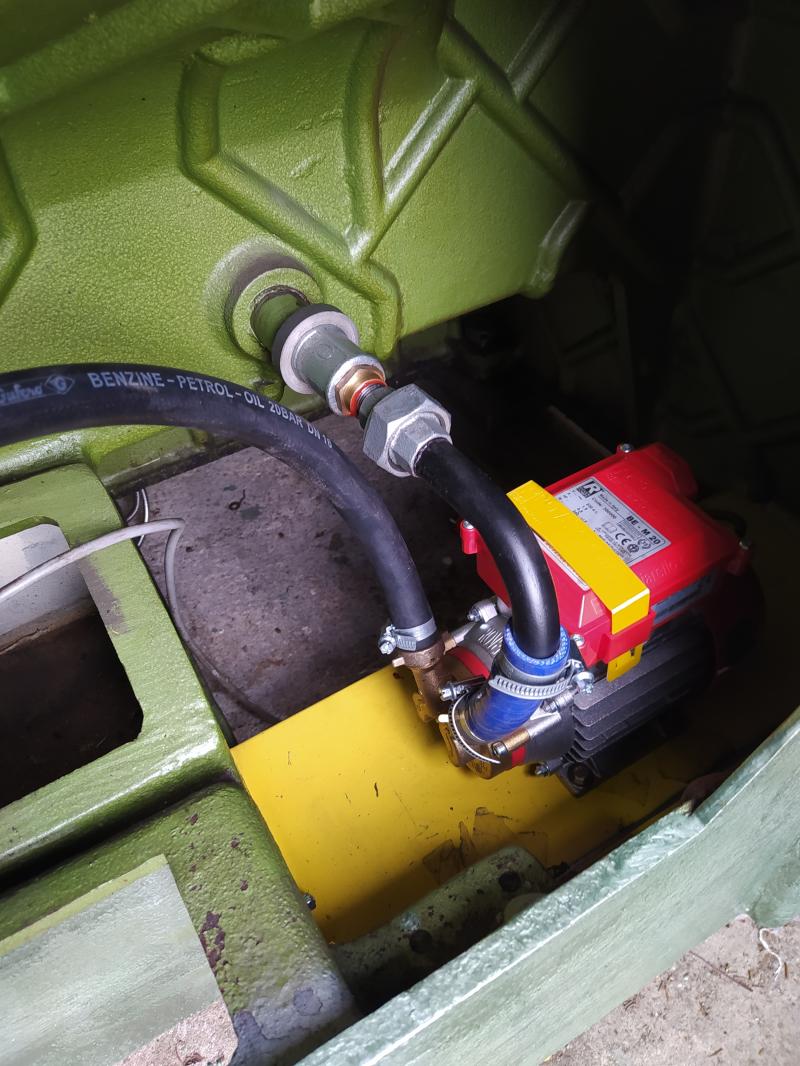
Fabrication d'un support pour la nouvelle pompe d'arrosage.

Pompe en place dans le bâti.

L'emplacement a été choisi pour que la pompe ne reçoive ni copeaux, ni fluide de coupe, pour qu'elle soit alimentée par gravité pour eviter les desamorçages. Ces desamorçages sont un calvaire sur beaucoup de tours. L'entree de pompe est juste en face du piquage du bac du liquide d'arrosage.
Ce piquage d'origine qu'on voit à l'arrière-plan est peu pratique à utiliser. C'est un tube de 35 epaisseur 2,5. On ne peut donc pas le raccorder ni par un filetage GAZ, ni par un M30 hydraulique.
Du coup, je vais passer à l'interieur une bobine 3/4 GAZ et realiser l'étanchéité avec des joints plats ou des toriques.
Et c'est le meme bazar pour l'orifice de vidange. Le tube a un diametre de 18 et une epaisseur de 2 mm. Là, je cherche une idée pour eviter le bout de durit moche façon pompe à eau de Renault 5... C'etait comme ça quand je l'ai acheté.
Beurk !
18-14, là, tu déconnes à plein tube m'sieu Cazeneuve...
Les couvercles de la bache à huile ont été repeints il y a quelques jours.
Il reste à enlever un peu de crasse que ne pouvais pas nettoyer tellement les anciens tuyaux etaient durs.
Ressoudage et redressage du carter Parolai, puis mise en peinture. Blanche. Je trouvais ce orange RAL tres mal assorti avec le vert du tour.
J'ai ete obligé de modifier le support du carter qui n'etait pas compatible la regle de la visu.
Fabrication d'un support pour la nouvelle pompe d'arrosage.
Pompe en place dans le bâti.
L'emplacement a été choisi pour que la pompe ne reçoive ni copeaux, ni fluide de coupe, pour qu'elle soit alimentée par gravité pour eviter les desamorçages. Ces desamorçages sont un calvaire sur beaucoup de tours. L'entree de pompe est juste en face du piquage du bac du liquide d'arrosage.
Ce piquage d'origine qu'on voit à l'arrière-plan est peu pratique à utiliser. C'est un tube de 35 epaisseur 2,5. On ne peut donc pas le raccorder ni par un filetage GAZ, ni par un M30 hydraulique.
Du coup, je vais passer à l'interieur une bobine 3/4 GAZ et realiser l'étanchéité avec des joints plats ou des toriques.
Et c'est le meme bazar pour l'orifice de vidange. Le tube a un diametre de 18 et une epaisseur de 2 mm. Là, je cherche une idée pour eviter le bout de durit moche façon pompe à eau de Renault 5... C'etait comme ça quand je l'ai acheté.
Beurk !
18-14, là, tu déconnes à plein tube m'sieu Cazeneuve...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8452
Date d'inscription : 11/08/2010
Mjc22160 aime ce message
Re: Achat et remise en etat d'un HBX360
TRD Lun 04 Oct 2021, 21:06
Protection des regles de la visu
Longitudinal, aucune difficulté. L'écran fourni avec la visu convient parfaitement

Transversal, c'est plus compliqué parce que le dessus du chariot n'est pas plat. Il y a une queue d'aronde qui envoie le fluide de coupe sur la regle.

Du coup, j'ai fabriqué un capot en tôle d'inox pliée.

Orifice de puisage du liquide de coupe dans le bac.
Le piquage d'origine n'etant compatible avec aucun filetage GAZ, NPT ou metrique hydraulique, un tube 3/4 GAZ galva est installé à l'interieur du piquage d'origine. L'étanchéité doit etre assurée. Ce n'est pas specialement simple.
Premiere étape : dressage d'une face sur un manchon.

Seconde etape : réalisation de deux rondelles d'appui chambrees en PVC.

Les chambres sont prevues pour recevoir des joints toriques de 3,53 mm de tore.
Troisieme etape : montage du manchon dressé sur une bobine galvanisee 3/4 de 150 mm.

Quatrieme etape : montage d'un joint torique en appui contre la face dressée.

Cinquième etape : montage d'une rondelle PVC autour du joint torique.
Sixieme etape : montage d'un second joint torique dans la seconde chambre de la rondelle.

Septieme etape : montage de l'ensemble dans le piquage d'origine côté pompe. Le dernier joint torique vient s'appuyer contre la face du piquage.

Huitième etaoe : dans le bac (donc de l'autre coté de la cloison), montage d'un joint torique contre la face du piquage.

Neuvieme etape : montage de la seconde rondelle chambree en PVC.

Puis montage d'un dermer manchon equipé d'une crepine. Il sert d'écrou pour comprimer les joints et ainsi realiser l'étanchéité.

Pompe raccordee
Longitudinal, aucune difficulté. L'écran fourni avec la visu convient parfaitement
Transversal, c'est plus compliqué parce que le dessus du chariot n'est pas plat. Il y a une queue d'aronde qui envoie le fluide de coupe sur la regle.
Du coup, j'ai fabriqué un capot en tôle d'inox pliée.
Orifice de puisage du liquide de coupe dans le bac.
Le piquage d'origine n'etant compatible avec aucun filetage GAZ, NPT ou metrique hydraulique, un tube 3/4 GAZ galva est installé à l'interieur du piquage d'origine. L'étanchéité doit etre assurée. Ce n'est pas specialement simple.
Premiere étape : dressage d'une face sur un manchon.
Seconde etape : réalisation de deux rondelles d'appui chambrees en PVC.
Les chambres sont prevues pour recevoir des joints toriques de 3,53 mm de tore.
Troisieme etape : montage du manchon dressé sur une bobine galvanisee 3/4 de 150 mm.
Quatrieme etape : montage d'un joint torique en appui contre la face dressée.
Cinquième etape : montage d'une rondelle PVC autour du joint torique.
Sixieme etape : montage d'un second joint torique dans la seconde chambre de la rondelle.
Septieme etape : montage de l'ensemble dans le piquage d'origine côté pompe. Le dernier joint torique vient s'appuyer contre la face du piquage.
Huitième etaoe : dans le bac (donc de l'autre coté de la cloison), montage d'un joint torique contre la face du piquage.
Neuvieme etape : montage de la seconde rondelle chambree en PVC.
Puis montage d'un dermer manchon equipé d'une crepine. Il sert d'écrou pour comprimer les joints et ainsi realiser l'étanchéité.
Pompe raccordee
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8452
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Jeu 07 Oct 2021, 20:14
Remontage du demi-variateur supérieur
Les pièces ont été nettoyées et contrôlées

Demi-poulie supérieure côté mandrin
Dépose du petit joint torique et remplacement.

Dépose du joint à lèvres

Montage d'un joint neuf

Dépose du grand joint torique

Problème : ce joint mesure 44 x 3 et j'avais lu sur un autre forum que le joint était un 44 x 2,5. je n'ai pas commandé le bon joint.
La nomenclature publiée sur ce forum il y a huit jours a été mise à jour.
Aujourd'hui, les bons joints sont arrivés.
Repose du joint de 44 x 3 neuf

repose de la demi-poulie sur l'arbre secondaire

Repose des patins

Montage d'une courroie neuve (longueur 1800)
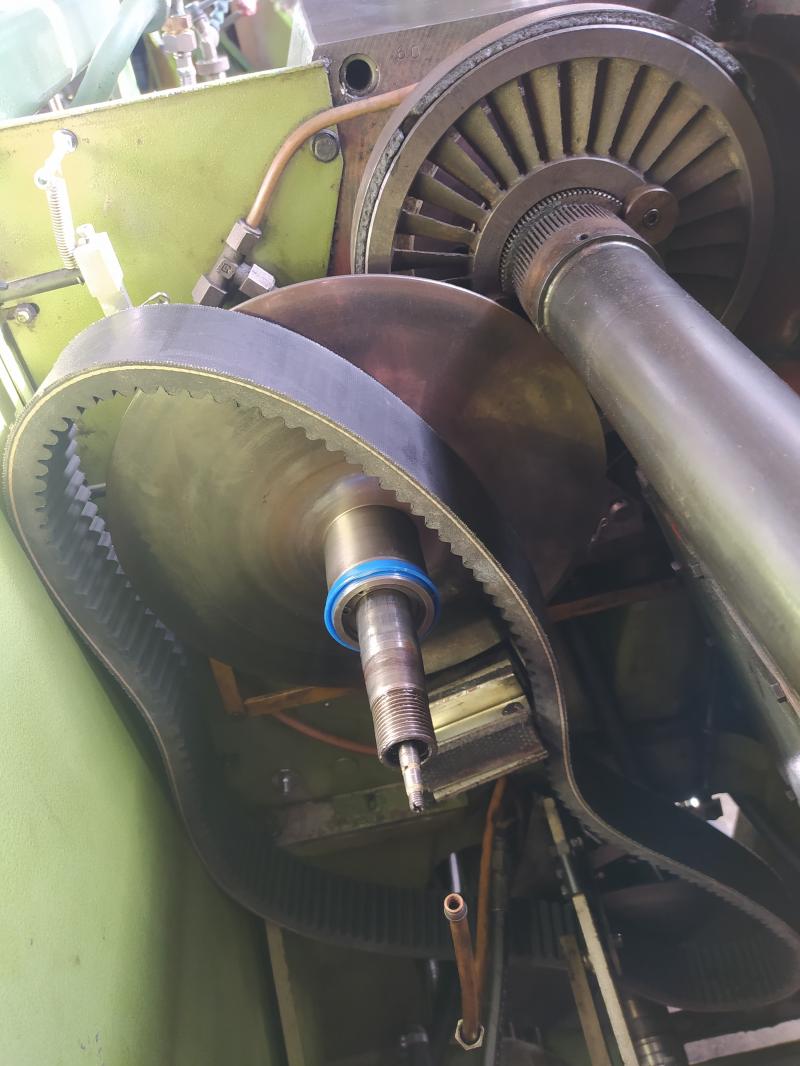
Repose de la seconde demi-poulie bien graissée pour que le joint rentre facilement.
Repose et blocage de l'écrou.
Repose du vérin supérieur

Connexion de la haute pression sur le vérin supérieur

Repose du tuyau de retour à la bâche des fuites.
Les pièces ont été nettoyées et contrôlées
Demi-poulie supérieure côté mandrin
Dépose du petit joint torique et remplacement.
Dépose du joint à lèvres
Montage d'un joint neuf
Dépose du grand joint torique
Problème : ce joint mesure 44 x 3 et j'avais lu sur un autre forum que le joint était un 44 x 2,5. je n'ai pas commandé le bon joint.
La nomenclature publiée sur ce forum il y a huit jours a été mise à jour.
Aujourd'hui, les bons joints sont arrivés.
Repose du joint de 44 x 3 neuf
repose de la demi-poulie sur l'arbre secondaire
Repose des patins
Montage d'une courroie neuve (longueur 1800)
Repose de la seconde demi-poulie bien graissée pour que le joint rentre facilement.
Repose et blocage de l'écrou.
Repose du vérin supérieur
Connexion de la haute pression sur le vérin supérieur
Repose du tuyau de retour à la bâche des fuites.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8452
Date d'inscription : 11/08/2010
Page 5 sur 17 • 1, 2, 3, 4, 5, 6 ... 11 ... 17
» Remise en état de marche de la 230 G 353
» Remise en état "électrique" d'une Gambin 1V
» Remise en etat d'une pompe Japy
» Remise en état moteur Porsche 993
» Remise en état de l’hydraulique sur un transpalette
» Remise en état "électrique" d'une Gambin 1V
» Remise en etat d'une pompe Japy
» Remise en état moteur Porsche 993
» Remise en état de l’hydraulique sur un transpalette
Page 5 sur 17
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum