
Achat et remise en etat d'un HBX360
+7
Mjc22160
brise-copeaux
jmm79
kikmania
simca
TRD
Papynano
11 participants
Page 3 sur 17
Page 3 sur 17 •  1, 2, 3, 4 ... 10 ... 17
1, 2, 3, 4 ... 10 ... 17
Re: Achat et remise en etat d'un HBX360
TRD Lun 06 Sep 2021, 21:19
Fin de remise en etat et remontage de la poupee mobile.
Demontage de graisseurs en mauvais etat par perçage. et sertissage de pieces neuves



En ce qui concerne les racleurs du fourreau, il est tout a fait possible de remplacer celui qui se trouve à l'avant par une corde torique. A l'arriere ce n'est pas envisageable à cause de la crémaillère taillee dans le fourreau.
Repose de la poupee mobile.

Demontage, nettoyage des commandes du tablier
L'ecrou du volant du transversal est conique. Il faut fabriquer des ergots speciaux plus longs que ceux de Facom.
Le filetage de la clé Facom est un M9 x 125.

Depose du volant


Depose de le boite à butees du transversal


Depose des butees de trainard
Premier circlips
Premier ressort

Second circlips

Second ressort

Troisieme circlips

Troisieme ressort

Quatrieme circlips

Cinquieme circlips

Rondelle bronze

Vis de reglage

Levier d'embrayage filetage
Palier


Pieces nettoyees

Demontage de graisseurs en mauvais etat par perçage. et sertissage de pieces neuves
En ce qui concerne les racleurs du fourreau, il est tout a fait possible de remplacer celui qui se trouve à l'avant par une corde torique. A l'arriere ce n'est pas envisageable à cause de la crémaillère taillee dans le fourreau.
Repose de la poupee mobile.
Demontage, nettoyage des commandes du tablier
L'ecrou du volant du transversal est conique. Il faut fabriquer des ergots speciaux plus longs que ceux de Facom.
Le filetage de la clé Facom est un M9 x 125.
Depose du volant
Depose de le boite à butees du transversal
Depose des butees de trainard
Premier circlips
Premier ressort
Second circlips
Second ressort
Troisieme circlips
Troisieme ressort
Quatrieme circlips
Cinquieme circlips
Rondelle bronze
Vis de reglage
Levier d'embrayage filetage
Palier
Pieces nettoyees
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Mjc22160 aime ce message
Re: Achat et remise en etat d'un HBX360
TRD Jeu 09 Sep 2021, 20:16
QUARANTE ANS D'HBX 360
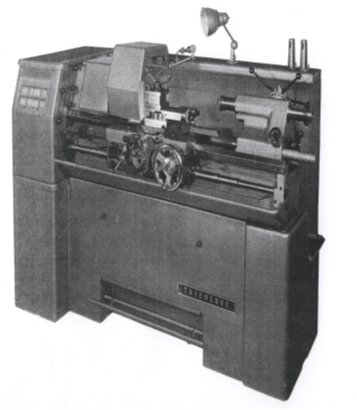
Le tour Cazeneuve HBX360 apparait au cours des années 60 avec un banc en fonte. Les versions A, B, C et BC existent déjà. Les plus courantes sont les A et les BC.
Dans la notice du modèle 1965 figure cette photo :
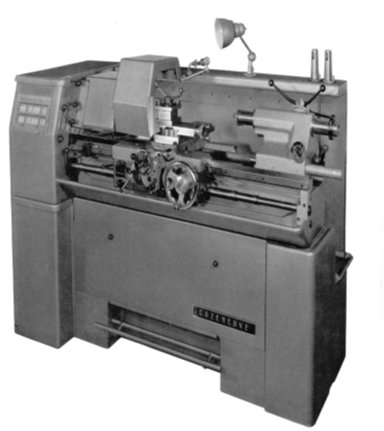
La version 1965
Elle a un capot de compartiment du variateur peu épais et une porte mince.
La tôle qui ferme le dessous du banc à l’avant porte un monogramme Cazeneuve en lettres claires sur fond noir. Il est fixé par deux points en façade.
L’étagère à l’arrière plan est peu épaisse.
Le volant du trainard a trois branches.
La pompe hydraulique et la pompe d’arrosage sont est entrainées par l’arbre du moteur du tour.
Il n’y a pas de pupitre avec des commandes électriques.
L’armoire électrique est intégrée au tour.
Versions 1973-1976
Pas de modification apparente.
Il est probable que la visserie qui était au standard SI en 1965 soit passée au standard ISO. Elle le sera déjà en 1978.
Version 1977

Les fixations en façade de la tole sous le banc sont toujours présentes, mais un nouveau monogramme Cazeneuve porte des lettres imprimées noires sur fond en aluminium anodisé.
Le volant du trainard a deux branches.
Version 1978

La fixation en façade de la tôle sous le banc a été supprimée.
La grille d’aération de la porte du variateur couvre toute sa hauteur. Probablement depuis l’origine.
La porte a un pan coupé deouis l'origine.
La jonction des deux parties superposées qui forment le compartiment technique derrière la poupée fixe a un joint simple qui préfigure le montage des versions HBX 360 I

Version 1982 HBX 360 I

En 1982, la carrosserie a déjà été modifiée. Le banc n'est plus en fonte. On raconte que Cazeneuve en est venu aux bancs mecanosoudés non pas parce que c'etait mieux, mais parce qu'il n'etait plus possible de trouver un fondeur pour realiser les complexes bancs fonte des anciens modeles. Ce dont je me souviens puisque je faisais de la moto aux abords de l'usine à la fin des annees 70, c'est qu'à l'epoque, les bancs etaient laissés longtemps aux intempéries pour laisser à la matiere le temps de se stabiliser. Et qu'un de mes copains qui les transportait sur sur un camion en avait perdu un à Pont-évêque. Il avait écrasé la Renault 5 d'une dame... Mais vu les degats, c'etait probablement un banc de HB.
Le capot du compartiment moteur est épais, il comporte des commandes électriques.
La porte est aussi épaisse. elle n'a plus de pan coupé. L’aération est plus petite qu’avant et réalisée par perforation de la tôle de la porte.
La tôle qui ferme l’avant du banc est plus longue. Elle porte un monogramme Cazeneuve plus haut avec logo. Elle n’a plus de point de fixation en façade.
L’étagère à l’arrière est épaisse et porte un monogramme HBX 360.
La centrale hydraulique est entrainée par un moteur de 0,37 kW.
Une armoire électrique plus importante se trouve en face arrière du tour.
Le tour dispose d’un graissage centralisé.
Version d'avant 1982
Apparemment, il a existé des nouvelles carrosseries avec le second modele de monogramme (1979 ou 1980 ?)

Et aussi sans les commandes électriques à l'avant gauche.
Version 1989
Des contacts électriques de sécurité ont été ajoutés sur la porte et le protecteur de mandrin.
Dernieres versions de l’HBX 360 (jusqu’en 2006 ?)

Le monogramme Cazeneuve comporte un drapeau tricolore
Dans tous les cas, le numero de série permet de connaître le millésime de l'année de fabrication.
Les HBX ont ete fabriqués au depart à l'usine parisienne, puis chez Ruchon qui etait un fabricant de tours à Pont-Eveque (dans l'isere. ) La plupart de mes collegues outilleurs chez Calor Pont-Eveque (à 200 metres de l'usine Cazeneuve) avaient fait leurs premieres armes chez Ruchon apres leur formation à "la Prat", l'Ecole Pratique de Commerce et d'Industrie de Vienne. Ils en parlaient parfois. De cette époque, il reste le nom gravé dans la maconnerie de ce qui est devenu le collège Ponsard. Le Lycée technique ouvert en 1957 a longtemps gardé des contact privilegies avec Cazeneuve. Pourtant, quand j'y etais, il n'y avait aucun tour de cette marque. Un comble !
Ensuite l'usine Cazeneuve de Pont eveque a ete construite. Les tours assembles a Pont-Eveque comportent un B dans leur numero de serie.
D'autres tours ont été fabriqués au Japon pour les marchés exports. Mais à cause de la forte demande en Europe, certains auraient ete vendus en France. Il faudra que je verifie cette info si je retourne acheter des pieces.
Le tour Cazeneuve HBX360 apparait au cours des années 60 avec un banc en fonte. Les versions A, B, C et BC existent déjà. Les plus courantes sont les A et les BC.
Dans la notice du modèle 1965 figure cette photo :
La version 1965
Elle a un capot de compartiment du variateur peu épais et une porte mince.
La tôle qui ferme le dessous du banc à l’avant porte un monogramme Cazeneuve en lettres claires sur fond noir. Il est fixé par deux points en façade.
L’étagère à l’arrière plan est peu épaisse.
Le volant du trainard a trois branches.
La pompe hydraulique et la pompe d’arrosage sont est entrainées par l’arbre du moteur du tour.
Il n’y a pas de pupitre avec des commandes électriques.
L’armoire électrique est intégrée au tour.
Versions 1973-1976
Pas de modification apparente.
Il est probable que la visserie qui était au standard SI en 1965 soit passée au standard ISO. Elle le sera déjà en 1978.
Version 1977
Les fixations en façade de la tole sous le banc sont toujours présentes, mais un nouveau monogramme Cazeneuve porte des lettres imprimées noires sur fond en aluminium anodisé.
Le volant du trainard a deux branches.
Version 1978
La fixation en façade de la tôle sous le banc a été supprimée.
La grille d’aération de la porte du variateur couvre toute sa hauteur. Probablement depuis l’origine.
La porte a un pan coupé deouis l'origine.
La jonction des deux parties superposées qui forment le compartiment technique derrière la poupée fixe a un joint simple qui préfigure le montage des versions HBX 360 I
Version 1982 HBX 360 I
En 1982, la carrosserie a déjà été modifiée. Le banc n'est plus en fonte. On raconte que Cazeneuve en est venu aux bancs mecanosoudés non pas parce que c'etait mieux, mais parce qu'il n'etait plus possible de trouver un fondeur pour realiser les complexes bancs fonte des anciens modeles. Ce dont je me souviens puisque je faisais de la moto aux abords de l'usine à la fin des annees 70, c'est qu'à l'epoque, les bancs etaient laissés longtemps aux intempéries pour laisser à la matiere le temps de se stabiliser. Et qu'un de mes copains qui les transportait sur sur un camion en avait perdu un à Pont-évêque. Il avait écrasé la Renault 5 d'une dame... Mais vu les degats, c'etait probablement un banc de HB.
Le capot du compartiment moteur est épais, il comporte des commandes électriques.
La porte est aussi épaisse. elle n'a plus de pan coupé. L’aération est plus petite qu’avant et réalisée par perforation de la tôle de la porte.
La tôle qui ferme l’avant du banc est plus longue. Elle porte un monogramme Cazeneuve plus haut avec logo. Elle n’a plus de point de fixation en façade.
L’étagère à l’arrière est épaisse et porte un monogramme HBX 360.
La centrale hydraulique est entrainée par un moteur de 0,37 kW.
Une armoire électrique plus importante se trouve en face arrière du tour.
Le tour dispose d’un graissage centralisé.
Version d'avant 1982
Apparemment, il a existé des nouvelles carrosseries avec le second modele de monogramme (1979 ou 1980 ?)
Et aussi sans les commandes électriques à l'avant gauche.
Version 1989
Des contacts électriques de sécurité ont été ajoutés sur la porte et le protecteur de mandrin.
Dernieres versions de l’HBX 360 (jusqu’en 2006 ?)
Le monogramme Cazeneuve comporte un drapeau tricolore
Dans tous les cas, le numero de série permet de connaître le millésime de l'année de fabrication.
Les HBX ont ete fabriqués au depart à l'usine parisienne, puis chez Ruchon qui etait un fabricant de tours à Pont-Eveque (dans l'isere. ) La plupart de mes collegues outilleurs chez Calor Pont-Eveque (à 200 metres de l'usine Cazeneuve) avaient fait leurs premieres armes chez Ruchon apres leur formation à "la Prat", l'Ecole Pratique de Commerce et d'Industrie de Vienne. Ils en parlaient parfois. De cette époque, il reste le nom gravé dans la maconnerie de ce qui est devenu le collège Ponsard. Le Lycée technique ouvert en 1957 a longtemps gardé des contact privilegies avec Cazeneuve. Pourtant, quand j'y etais, il n'y avait aucun tour de cette marque. Un comble !
Ensuite l'usine Cazeneuve de Pont eveque a ete construite. Les tours assembles a Pont-Eveque comportent un B dans leur numero de serie.
D'autres tours ont été fabriqués au Japon pour les marchés exports. Mais à cause de la forte demande en Europe, certains auraient ete vendus en France. Il faudra que je verifie cette info si je retourne acheter des pieces.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Dim 12 Sep 2021, 13:15
Apres cet intermède historique, la fin de restauration de la combinee SAVA, et beaucoup de temps passé sur des bricoles de ce tour, notamment un gros decrassage de l'armoire electrique (maintenant, elle est sale, avant elle etait répugnante...) , j'ai remonté la partie arrière du tour.
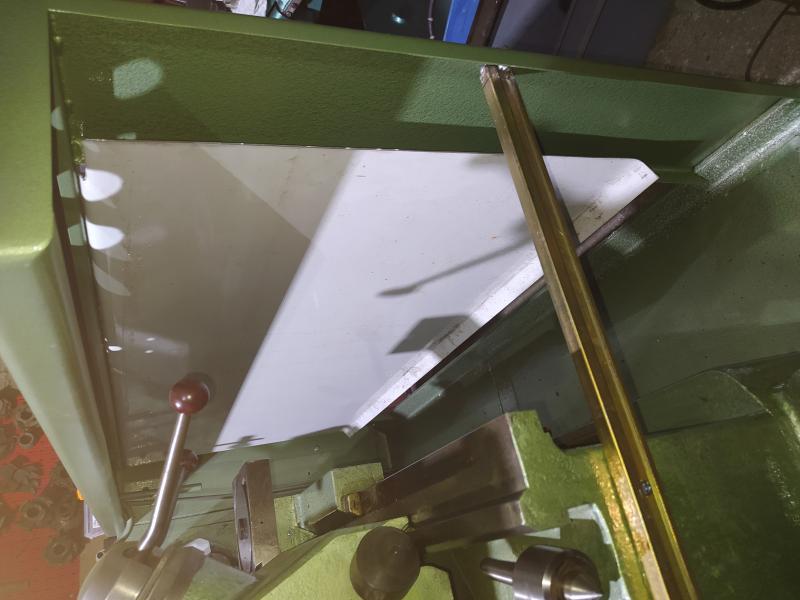
Je n'ai jamais eu la tôle de fermeture. Pliage d'une tôle prelaquée neuve achetée sur Leboncoin.

J'ai bien cru que je n'y arriverais pas. Ma petite plieuse Picot manuelle etait au taquet de ses possibilités avec cette tôle d'acier de 15/10 et de 1,30 metre de largeur.
La tôle pliée.

Les deux plis (un a 45 degres et un à 90) ont décuplé la rigidité de ma tôle.
Elle rentre de justesse sur le tour.
J'aurais préféré qu'elle soit un peu plus large, pour monter plus haut, mais je n'ai trouvé que ça a un prix sympa.
Cette tole est protegee par un film plastique et probablement tres belle dessous. Hélas, les copeaux vont vite se charger de l'abîmer...

Toutes les autres pieces sont peintes. La peinture me sort par les yeux. Mais pour me changer les idees, je vais aller chez ma femme... Repeindre un appartement...
Je n'ai jamais eu la tôle de fermeture. Pliage d'une tôle prelaquée neuve achetée sur Leboncoin.
J'ai bien cru que je n'y arriverais pas. Ma petite plieuse Picot manuelle etait au taquet de ses possibilités avec cette tôle d'acier de 15/10 et de 1,30 metre de largeur.
La tôle pliée.
Les deux plis (un a 45 degres et un à 90) ont décuplé la rigidité de ma tôle.
Elle rentre de justesse sur le tour.
J'aurais préféré qu'elle soit un peu plus large, pour monter plus haut, mais je n'ai trouvé que ça a un prix sympa.
Cette tole est protegee par un film plastique et probablement tres belle dessous. Hélas, les copeaux vont vite se charger de l'abîmer...
Toutes les autres pieces sont peintes. La peinture me sort par les yeux. Mais pour me changer les idees, je vais aller chez ma femme... Repeindre un appartement...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
Mjc22160 Dim 12 Sep 2021, 15:59
Tu en as peut être marre, mais cela vaut le coup : Quel beau résultat ! et pour ne pas perdre la main, aller chez ton épouse pour l'appartement ! ....Là c'est de la gourmandise ! .... 
Mjc22160- Chevronné

- Messages : 1592
Date d'inscription : 13/08/2014
Re: Achat et remise en etat d'un HBX360
TRD Dim 12 Sep 2021, 22:03
Zut, j'ai oublié que je vais devoir peindre encore les deux lunettes que je viens d'acheter d'occasion pour ce tour...
Le martelé vert machine 135 me sort par les yeux...
Et des que le Cazeneuve sera fini, je vais repeindre le deValliere en vue de sa revente. Encore en vert 135...
Le martelé vert machine 135 me sort par les yeux...
Et des que le Cazeneuve sera fini, je vais repeindre le deValliere en vue de sa revente. Encore en vert 135...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
Mjc22160 Lun 13 Sep 2021, 10:42
......C'est plus de la gourmandise, ....c'est de la torture ! ..... 
Mjc22160- Chevronné
- Messages : 1592
Date d'inscription : 13/08/2014
Re: Achat et remise en etat d'un HBX360
TRD Lun 13 Sep 2021, 13:23
Qui, SVP, aurait la reference d'une crepine d'aspiration qui se monte dans le bac du liquide d'arrosage ?
Mon tour n'a pas cette crepine.
Mon tour n'a pas cette crepine.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Lun 13 Sep 2021, 21:22
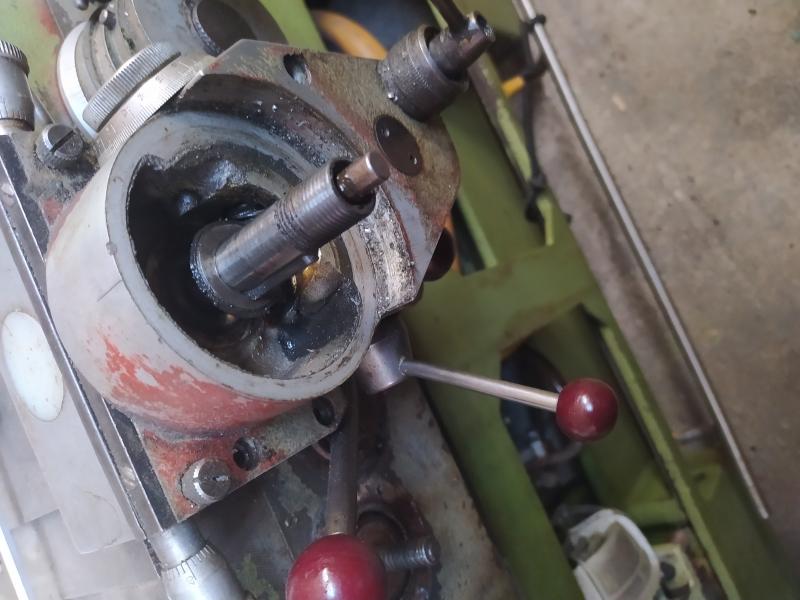
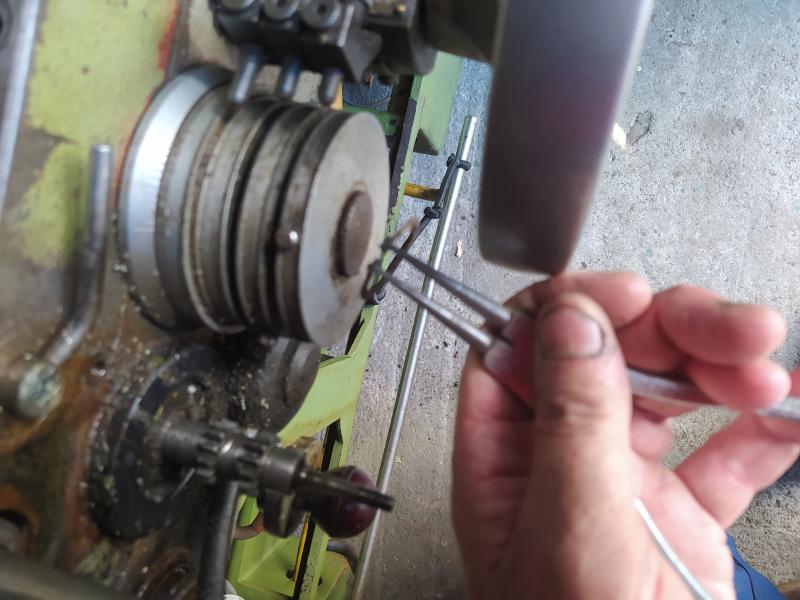
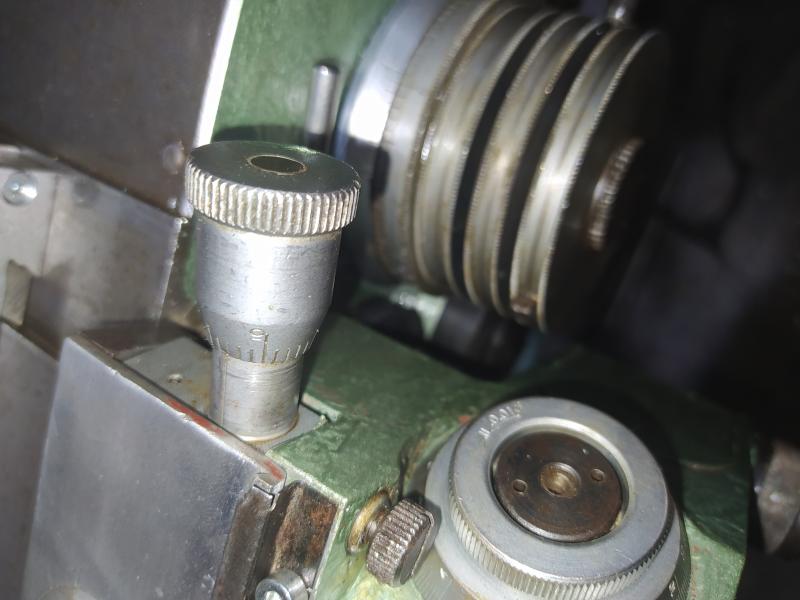
Remontage du systeme de selection d'avances de l'HBX.
Et de l'indicateur des centièmes au diametre.
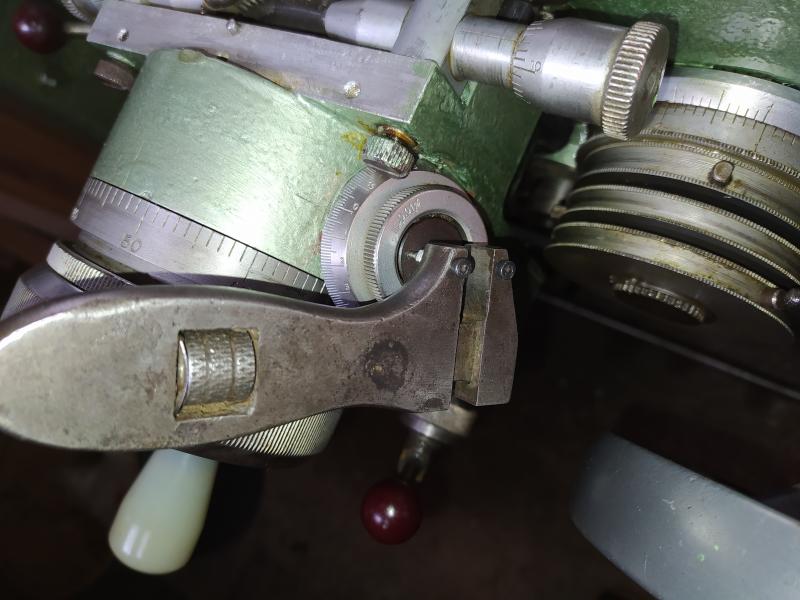
Avec le detail de la petite clé à molette qui sert aussi pour les bouchons et voyants des fraiseuses Vernier FV3 et FV3S.

Et de l'indicateur des centièmes au diametre.
Avec le detail de la petite clé à molette qui sert aussi pour les bouchons et voyants des fraiseuses Vernier FV3 et FV3S.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Mar 14 Sep 2021, 10:51
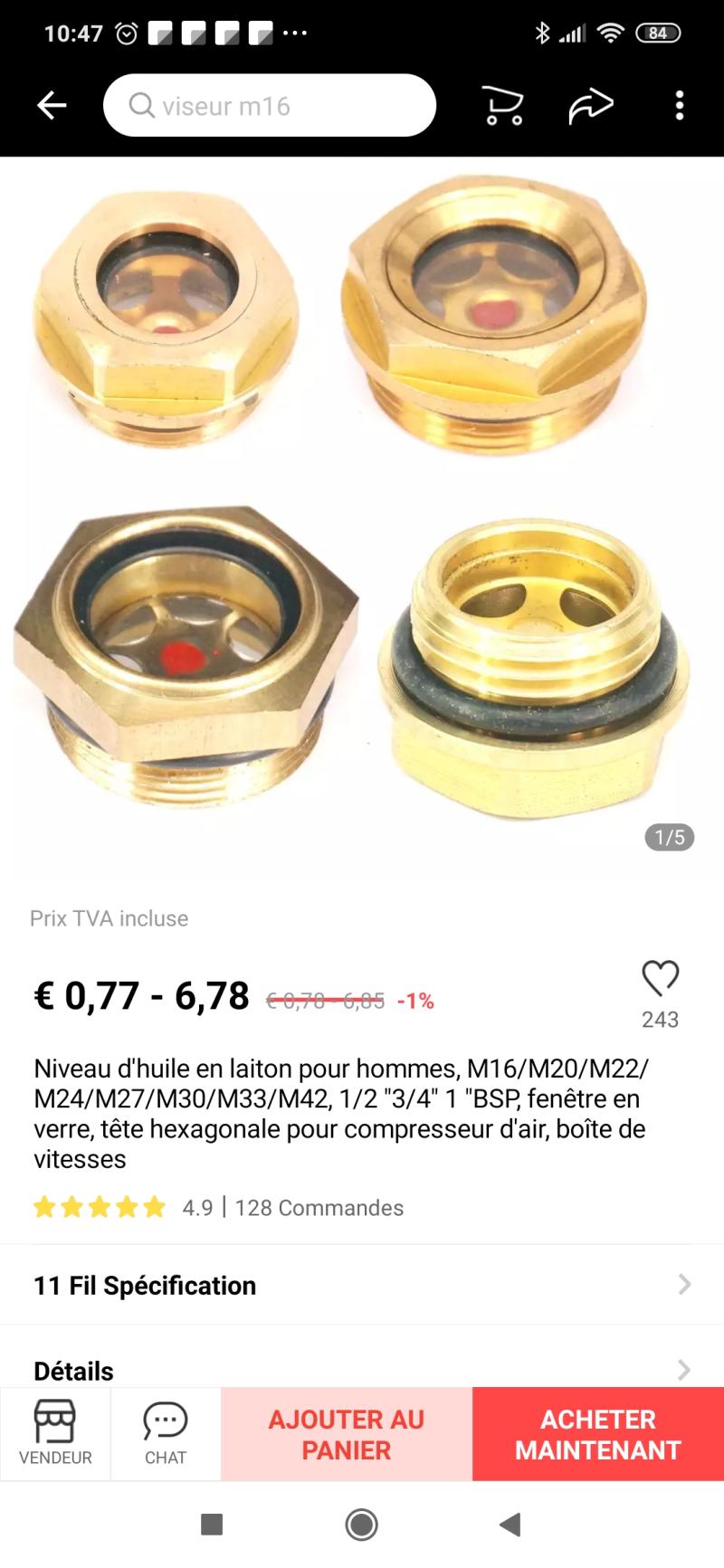
Le voyant d'huile de la vis mere est franchement moche.
Sur ce coup-là, j'ai de la chance : j'ai commandé un vrai voyant en laiton pas cher pour remplacer celui en polycarbonate terni d'origine. Pour ceux que ça interesse, c'est du 1" BSP.
Edit : ce n'est pas du BSP, mais du standard Cazeneuve...
Sur ce coup-là, j'ai de la chance : j'ai commandé un vrai voyant en laiton pas cher pour remplacer celui en polycarbonate terni d'origine. Pour ceux que ça interesse, c'est du 1" BSP.
Edit : ce n'est pas du BSP, mais du standard Cazeneuve...
Dernière édition par TRD le Lun 17 Jan 2022, 20:19, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Mjc22160 aime ce message
Re: Achat et remise en etat d'un HBX360
TRD Mar 14 Sep 2021, 20:51
J'ai acheté le tour à-moitié demonté.
Et il manque quelques pieces. Par exemple la vis de reglage du lardon. Tout ce que je sais, c'est que c'etait une vis à fente M6.
Déjà, les vis à fente, je n'aime pas ça...
Donc, je prends pour ebauche une vieille vis épaulée bien massacree dans un outil de presse.

Deux avantages : d'abord le six-pans creux est déjà fait et ensuite c'est de l'acier à 130 kg.
La tete a été martelée. Dressage de la face en pince de 10 sur le deValliere.

Et chariotage de la tete au diametre 12.
En bossant sur mon fidèle deValliere, je pense que je vais m'en separer et ça me fait un peu de peine. On a fait tellement de pieces ensemble. J'ai ce tour depuis 27 ou 28 ans et je n'ai pas beaucoup de reproches à lui faire. Mais je n'ai pas assez de place pour garder trois tours.
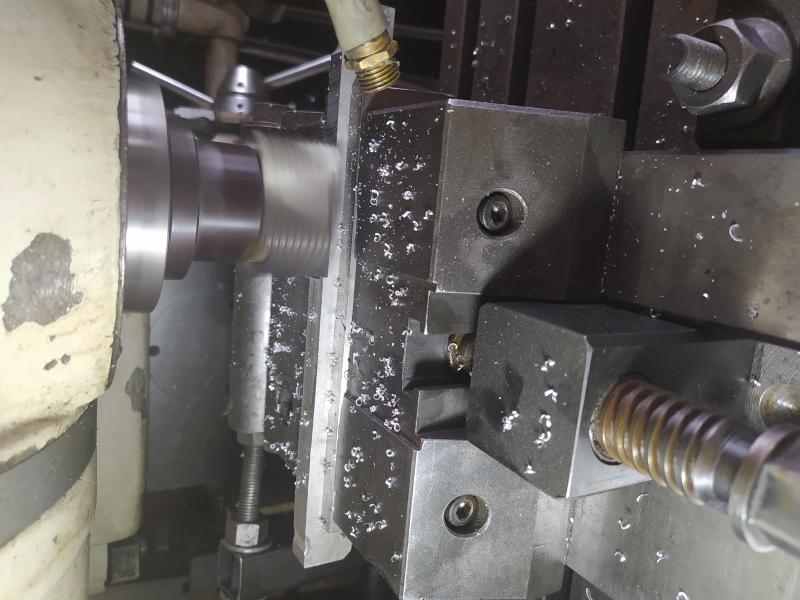
Reprise par la tete avec une pince de 12 plus pointe tournante pour chariotage de l'ébauche du filetage M6.
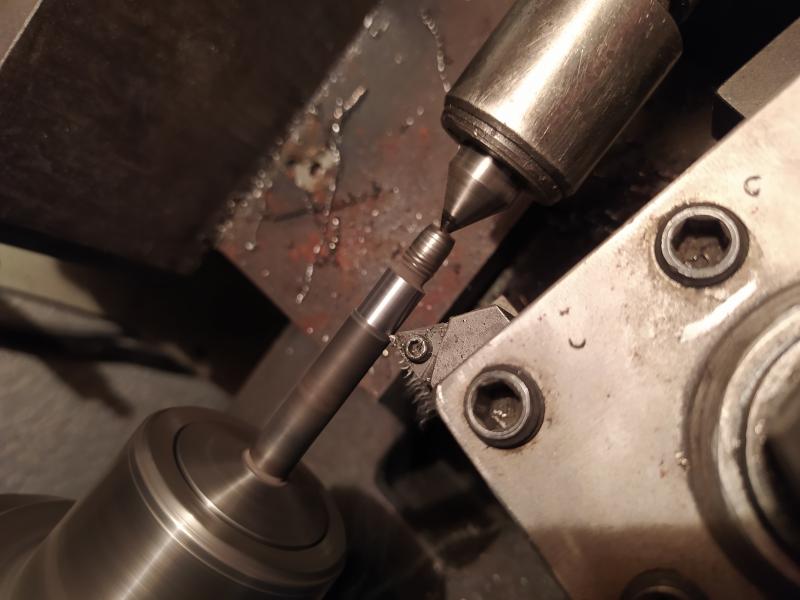
Pour travailler sur de longues pieces de faible diametre sans lunette, j'utilise une plaquette ultra-positive avec un angle de direction d'arête important. Ça diminue fortement la flexion.
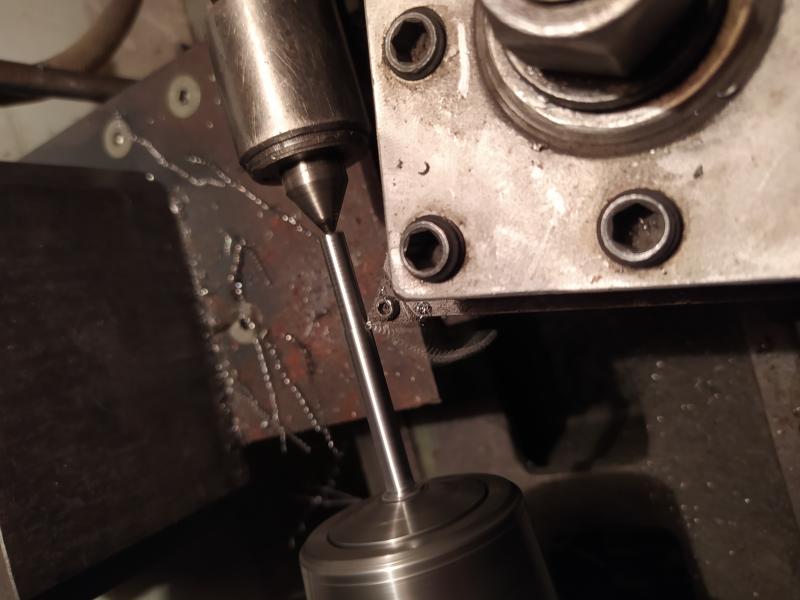
Filetage contre epaulement à la filière à declanchement

Je n'ai pas de peigne M6 sur la petite filiere, du coup je suis obligé de prendre la grosse en montage rigide avec poupée mobile tractee par la filiere.
Ça fait bizarre d'utiliser une filière plus grosse que le mandrin. Pour eviter que le frein de la contre-poupee se bloque par gravité, il est retenu par un ruban adhesif. C'est du bricolage...
Comme toujours, quand la filiere s'ouvre, elle laisse apparaitre un filetage parfait.


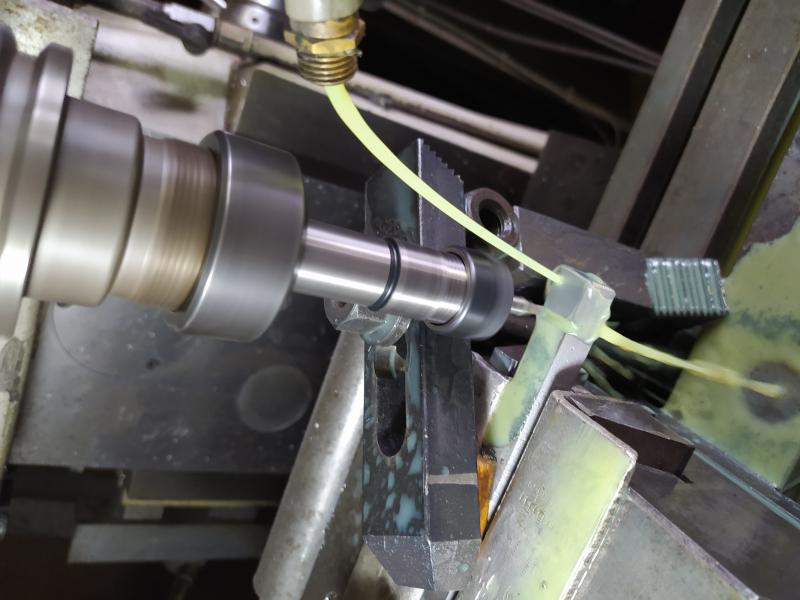
Recoupe de la surlongueur apres essai dans le chariot et reprise en pince de 6 sur filetage pour ajustement de l'epaisseur de la tete sur le vieux lardon cassé.

Montage "à blanc" dans le chariot avec le lardon cassé.

Tout semble bien s'ajuster.
Usinage de la saignée du lardon neuf.
Le lardon est bridé sur cales d'etau entre les mors non serrés, mais juste au contact. Pour ne pas marquer le lardon, les brides appuient via des petites cales en bois.
Pour eviter les interferences avec une bride, comme les fraises longues sont trop flexibles, j'utilise une fraise de 4 montee en mandrin à pince ER16, lui-meme pris en pince ER32 dans un mandrin plus gros.

La vis de réglage va parfaitement.

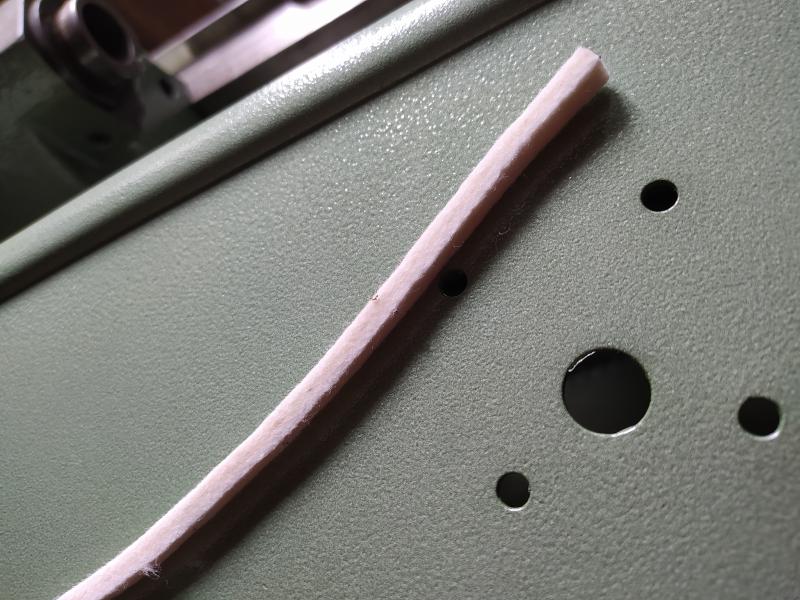
Fabrication d'un patin racleur en feutre neuf.
Remplissage de lubrifiant du chariot transversal

Il faut un lubrifiant ISO 220 avec un bon pouvoir relarguant pour le liquide d'arrosage. J'ai justement trouvé un bidon neuf à prix "Diesel* sur Leboncoin. Elle n'est pas belle la vie ?

Remontage de la partie superieure avec sa tourelle Multifix B d'origine.
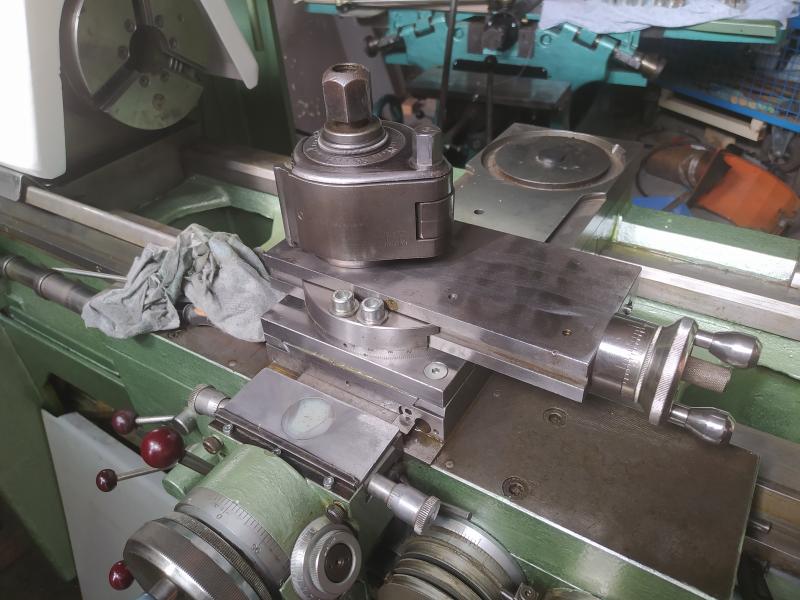
Un petit coup de Graziano pour tourner une piece d'adaptation et voilà la Multifix B remplacée par une Multifix C.
Pourquoi ?
Par souci de standardisation. Je veux pouvoir utiliser les memes porte-outils et les memes outils sur le Cazeneuve et le Graziano.

Parmi les pieces manquantes, je n'ai pas le support pour le racleur feutre avant. Il va falloir que j'en fabrique un.
Et il manque quelques pieces. Par exemple la vis de reglage du lardon. Tout ce que je sais, c'est que c'etait une vis à fente M6.
Déjà, les vis à fente, je n'aime pas ça...
Donc, je prends pour ebauche une vieille vis épaulée bien massacree dans un outil de presse.
Deux avantages : d'abord le six-pans creux est déjà fait et ensuite c'est de l'acier à 130 kg.
La tete a été martelée. Dressage de la face en pince de 10 sur le deValliere.
Et chariotage de la tete au diametre 12.
En bossant sur mon fidèle deValliere, je pense que je vais m'en separer et ça me fait un peu de peine. On a fait tellement de pieces ensemble. J'ai ce tour depuis 27 ou 28 ans et je n'ai pas beaucoup de reproches à lui faire. Mais je n'ai pas assez de place pour garder trois tours.
Reprise par la tete avec une pince de 12 plus pointe tournante pour chariotage de l'ébauche du filetage M6.
Pour travailler sur de longues pieces de faible diametre sans lunette, j'utilise une plaquette ultra-positive avec un angle de direction d'arête important. Ça diminue fortement la flexion.
Filetage contre epaulement à la filière à declanchement
Je n'ai pas de peigne M6 sur la petite filiere, du coup je suis obligé de prendre la grosse en montage rigide avec poupée mobile tractee par la filiere.
Ça fait bizarre d'utiliser une filière plus grosse que le mandrin. Pour eviter que le frein de la contre-poupee se bloque par gravité, il est retenu par un ruban adhesif. C'est du bricolage...
Comme toujours, quand la filiere s'ouvre, elle laisse apparaitre un filetage parfait.
Recoupe de la surlongueur apres essai dans le chariot et reprise en pince de 6 sur filetage pour ajustement de l'epaisseur de la tete sur le vieux lardon cassé.
Montage "à blanc" dans le chariot avec le lardon cassé.
Tout semble bien s'ajuster.
Usinage de la saignée du lardon neuf.
Le lardon est bridé sur cales d'etau entre les mors non serrés, mais juste au contact. Pour ne pas marquer le lardon, les brides appuient via des petites cales en bois.
Pour eviter les interferences avec une bride, comme les fraises longues sont trop flexibles, j'utilise une fraise de 4 montee en mandrin à pince ER16, lui-meme pris en pince ER32 dans un mandrin plus gros.
La vis de réglage va parfaitement.
Fabrication d'un patin racleur en feutre neuf.
Remplissage de lubrifiant du chariot transversal
Il faut un lubrifiant ISO 220 avec un bon pouvoir relarguant pour le liquide d'arrosage. J'ai justement trouvé un bidon neuf à prix "Diesel* sur Leboncoin. Elle n'est pas belle la vie ?
Remontage de la partie superieure avec sa tourelle Multifix B d'origine.
Un petit coup de Graziano pour tourner une piece d'adaptation et voilà la Multifix B remplacée par une Multifix C.
Pourquoi ?
Par souci de standardisation. Je veux pouvoir utiliser les memes porte-outils et les memes outils sur le Cazeneuve et le Graziano.
Parmi les pieces manquantes, je n'ai pas le support pour le racleur feutre avant. Il va falloir que j'en fabrique un.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Mjc22160 aime ce message
Re: Achat et remise en etat d'un HBX360
TRD Mer 15 Sep 2021, 21:17
Mauvaise surprise ce matin : la roue qui sert de butee sur le transversal ne tourne pas avec la manivelle.
Apres demontage, nettoyage des pieces deja propres, graissage des pieces déjà graissées et remontage aucune amelioration.
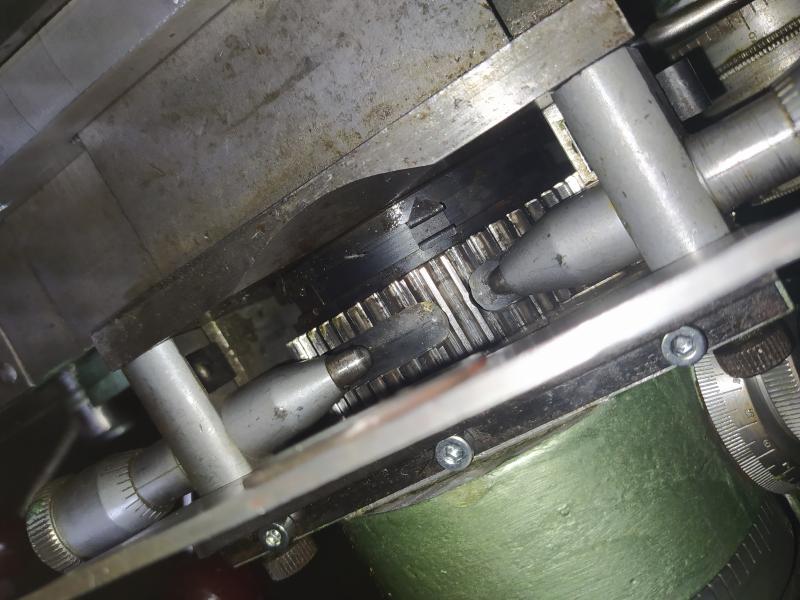
Entre temps, je m'appercois que la boîte est bloquee en position imperial. Du coup, je redemonte l'indicateur de pas et je nettoie le fond d'un carter plein de copeaux susceptibles de bloquer le mecanisme. C'est quasiment inaccessible. Je vais à la peche avec un aimant. Finalement, je recupere un bon verre de copeaux bien dégoûtants. Mais la commande reste bloquée.
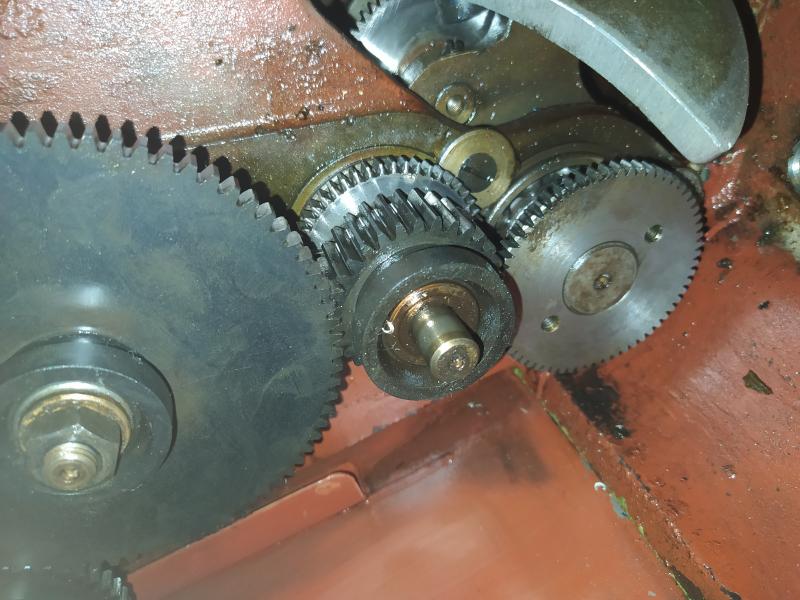
Du coup, je me souviens que j'ai demonté la lyre pour commander des roues speciales pour faire des pas de 70, 80 et du 1/4 GAZ. Je redemonte et... La commande de boite se debloque.
En fait, il faut regler l'entre-dents un peu plus grand que sur les autres tours parce qu'il y a un pignon baladeur qui gere le passage imperial-métrique.
Ce problème réglé, j'attaque les racleurs en feutre du banc.
Aucune difficulté.

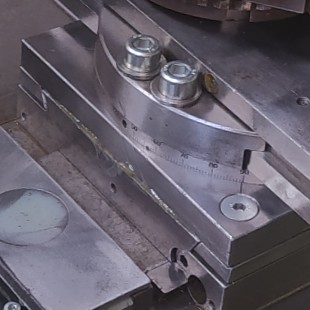
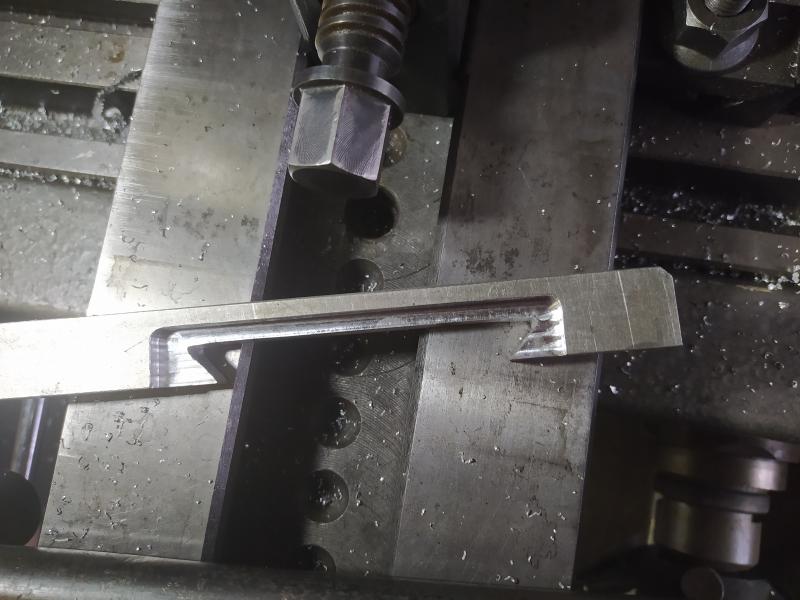
Puis celui du transversal. Le support est l'une des pieces qui manquent sur mon tour.
Decoupe du lopin au ruban dans une ancienne piece de machine en 2017A.

Equarrissage à la fraiseuse
Usinage de la poche qui va recevoir la garniture.

Je n'ai pas de fraise à queue d'aronde. Donc ebauche de la forme à la scie à ruban
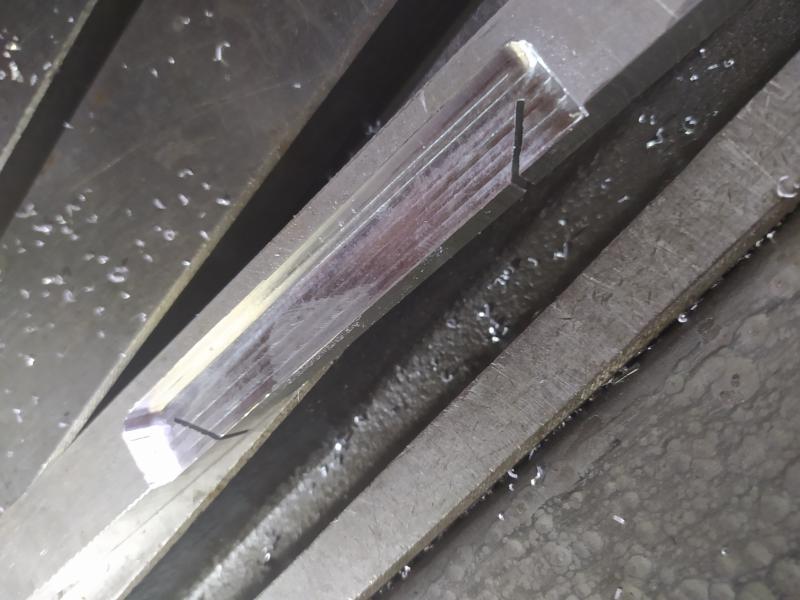
Et defonçage à la fraiseuse

Avant demi- finition à la lime.
Mesure de la surepaisseur à la cale etalon

Puis ajustage à la fraiseuse
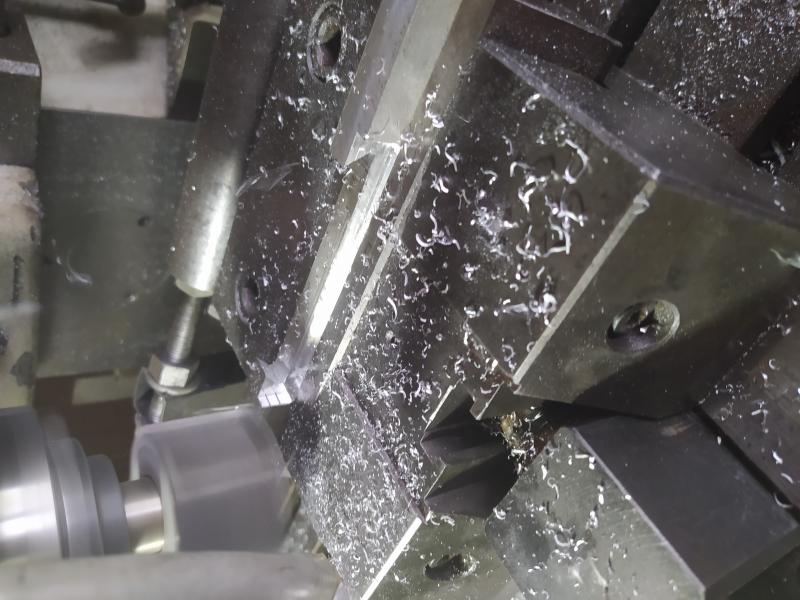
Ensuite perçage et lamage des fixations.
Au regard de la quantité de crasse trouvee dans les trous taraudes des vis, ce tour a du fonctionner des annees sans ce racleur. Pas étonnant que le lardon ait ete cassé.
En essayant le fonctionnement du racleur sur toute la course du chariot se produit un délic.
???
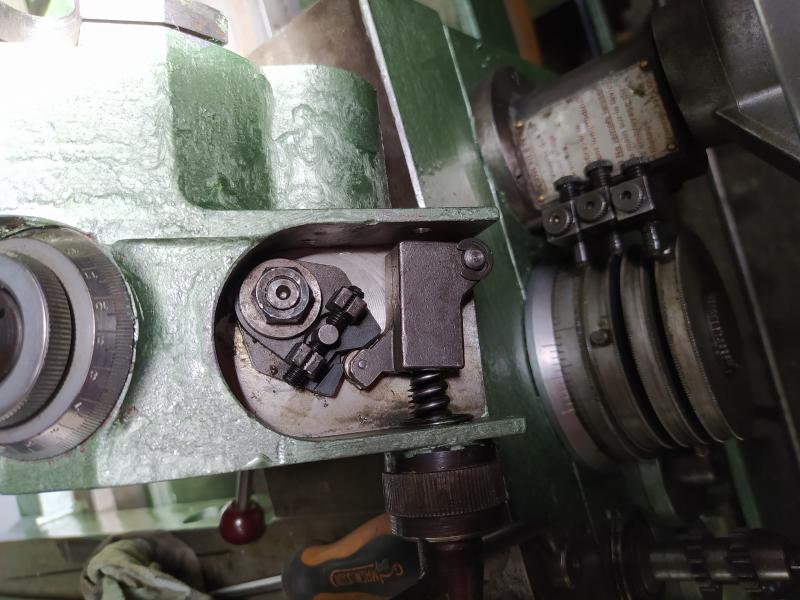
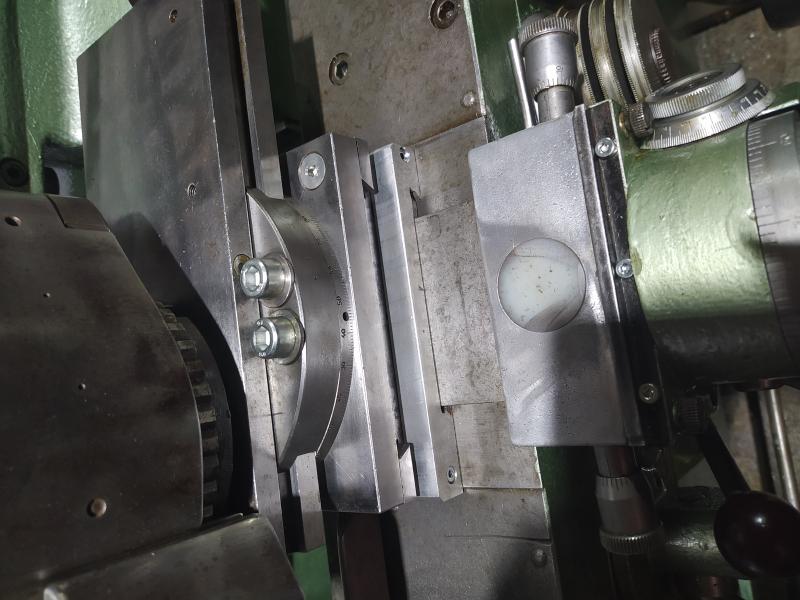
En fait de déclic, c'est plutôt un "crac boum hue" comme le disait si bien la chanson. Le volant se retrouve avec un jeu enorme et la roue de butée de transversal se remet à fonctionner. Un crabot devait etre mal enclenché ce matin. Apres resserrage du volant tout fonctionne : les butees, l'embrayage de butées.
Je n'ai jamais vu d'info sur cet embrayage (en fait, vraisemblablement un decrabotage ou un désencliquetage) nulle part. Mais je me doutais que ça devait exister.
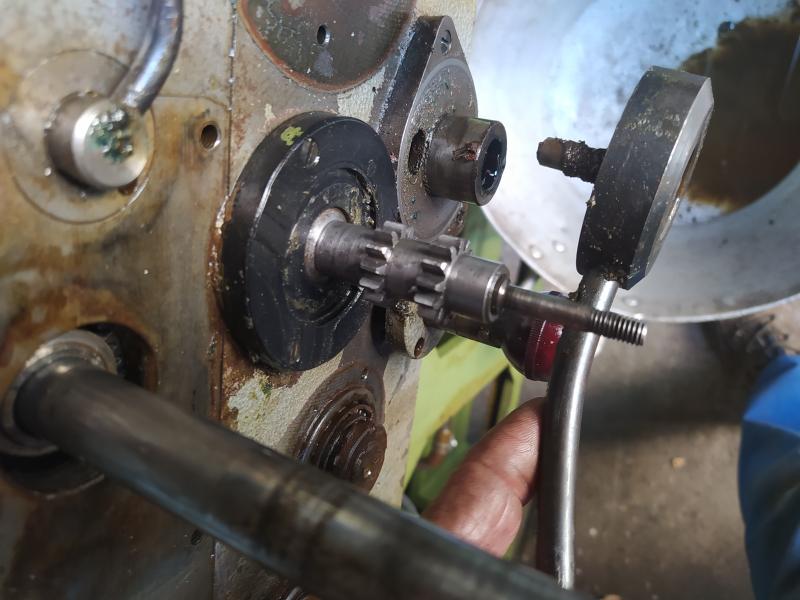
En fait le petit bouton qui se trouve au centre du volant de transversal

debraye l'engrenage sur lequel les butees viennent prendre appui.
Une fois debrayé, on peut manoeuvrer le volant sans faire tourner l'engrenage. On obtient un reglage grossier de la butee qu'on affine ensuite avec la vis micrometrique.
Bravo m'sieur Cazeneuve !
Non, pas le politicard, le "tourniste"...
Du coup, je viens de comprendre où se situe mon erreur. Je n'ai pas demonté la vis. Je n'ai pas vu que le bout de vis etait en fait un bouton-poussoir. Et surtout, je n'ai pas vu qu'il etait coincé. Vu la soupe trouvee dans le carter au demontage j'aurais du tout deposer. Mais je croyais le vis pleine et l'exterieur etait propre...
En fin de journée, j'ai reglé le problème de la hauteur de la tôle arriere en la suspendant à l'étagère
Et j'allais couper une tôle pour mettre à la base quand...
L'eau est venue me rendre visite. Un orage d'enfer s'abattait dehors.

Comme je nage tres mal, j'ai terminé ma journée avant d'etre emporté par le déluge.
Apres demontage, nettoyage des pieces deja propres, graissage des pieces déjà graissées et remontage aucune amelioration.
Entre temps, je m'appercois que la boîte est bloquee en position imperial. Du coup, je redemonte l'indicateur de pas et je nettoie le fond d'un carter plein de copeaux susceptibles de bloquer le mecanisme. C'est quasiment inaccessible. Je vais à la peche avec un aimant. Finalement, je recupere un bon verre de copeaux bien dégoûtants. Mais la commande reste bloquée.
Du coup, je me souviens que j'ai demonté la lyre pour commander des roues speciales pour faire des pas de 70, 80 et du 1/4 GAZ. Je redemonte et... La commande de boite se debloque.
En fait, il faut regler l'entre-dents un peu plus grand que sur les autres tours parce qu'il y a un pignon baladeur qui gere le passage imperial-métrique.
Ce problème réglé, j'attaque les racleurs en feutre du banc.
Aucune difficulté.
Puis celui du transversal. Le support est l'une des pieces qui manquent sur mon tour.
Decoupe du lopin au ruban dans une ancienne piece de machine en 2017A.
Equarrissage à la fraiseuse
Usinage de la poche qui va recevoir la garniture.
Je n'ai pas de fraise à queue d'aronde. Donc ebauche de la forme à la scie à ruban
Et defonçage à la fraiseuse
Avant demi- finition à la lime.
Mesure de la surepaisseur à la cale etalon
Puis ajustage à la fraiseuse
Ensuite perçage et lamage des fixations.
Au regard de la quantité de crasse trouvee dans les trous taraudes des vis, ce tour a du fonctionner des annees sans ce racleur. Pas étonnant que le lardon ait ete cassé.
En essayant le fonctionnement du racleur sur toute la course du chariot se produit un délic.
???
En fait de déclic, c'est plutôt un "crac boum hue" comme le disait si bien la chanson. Le volant se retrouve avec un jeu enorme et la roue de butée de transversal se remet à fonctionner. Un crabot devait etre mal enclenché ce matin. Apres resserrage du volant tout fonctionne : les butees, l'embrayage de butées.
Je n'ai jamais vu d'info sur cet embrayage (en fait, vraisemblablement un decrabotage ou un désencliquetage) nulle part. Mais je me doutais que ça devait exister.
En fait le petit bouton qui se trouve au centre du volant de transversal
debraye l'engrenage sur lequel les butees viennent prendre appui.
Une fois debrayé, on peut manoeuvrer le volant sans faire tourner l'engrenage. On obtient un reglage grossier de la butee qu'on affine ensuite avec la vis micrometrique.
Bravo m'sieur Cazeneuve !
Non, pas le politicard, le "tourniste"...
Du coup, je viens de comprendre où se situe mon erreur. Je n'ai pas demonté la vis. Je n'ai pas vu que le bout de vis etait en fait un bouton-poussoir. Et surtout, je n'ai pas vu qu'il etait coincé. Vu la soupe trouvee dans le carter au demontage j'aurais du tout deposer. Mais je croyais le vis pleine et l'exterieur etait propre...
En fin de journée, j'ai reglé le problème de la hauteur de la tôle arriere en la suspendant à l'étagère
Et j'allais couper une tôle pour mettre à la base quand...
L'eau est venue me rendre visite. Un orage d'enfer s'abattait dehors.
Comme je nage tres mal, j'ai terminé ma journée avant d'etre emporté par le déluge.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Mjc22160 aime ce message
Page 3 sur 17 • 1, 2, 3, 4 ... 10 ... 17
» Remise en état de marche de la 230 G 353
» Remise en état "électrique" d'une Gambin 1V
» remise en état perceuse ADAM C13
» Remise en etat d'une pompe Japy
» Remise en état moteur Porsche 993
» Remise en état "électrique" d'une Gambin 1V
» remise en état perceuse ADAM C13
» Remise en etat d'une pompe Japy
» Remise en état moteur Porsche 993
Page 3 sur 17
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum