
Achat et remise en etat d'un HBX360
+7
Mjc22160
brise-copeaux
jmm79
kikmania
simca
TRD
Papynano
11 participants
Page 10 sur 17
Page 10 sur 17 •  1 ... 6 ... 9, 10, 11 ... 13 ... 17
1 ... 6 ... 9, 10, 11 ... 13 ... 17
Re: Achat et remise en etat d'un HBX360
TRD Dim 30 Jan 2022, 22:20
Bien encrassé !
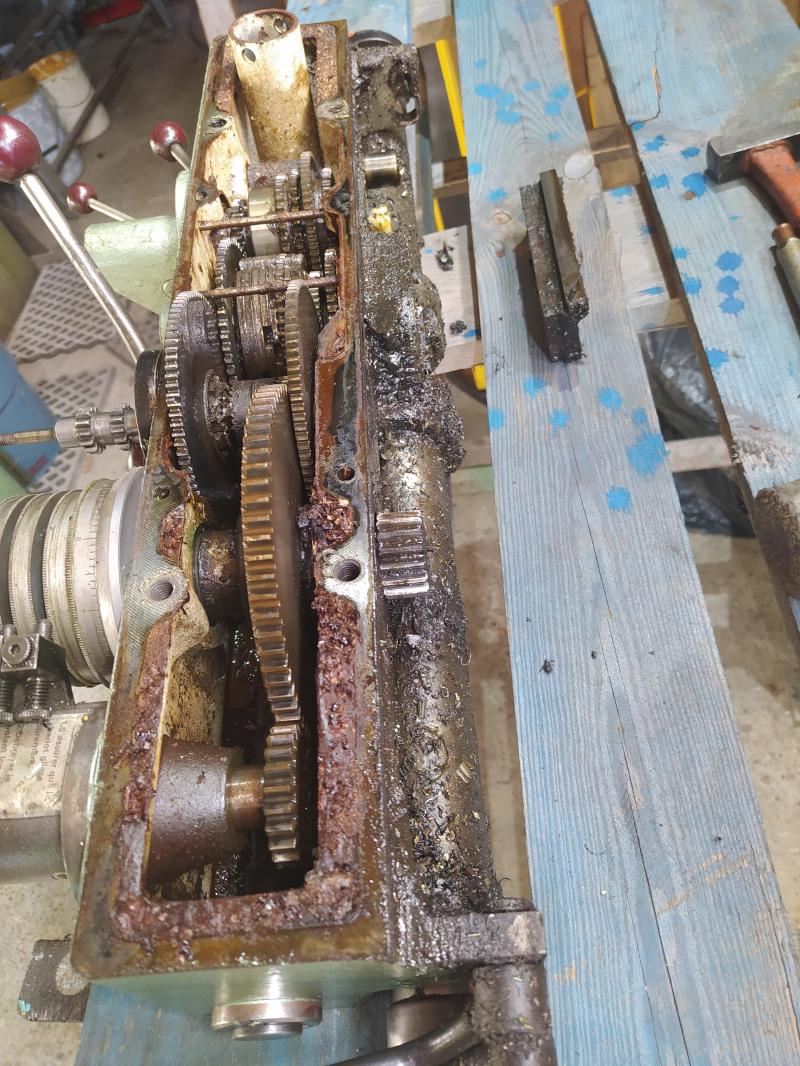
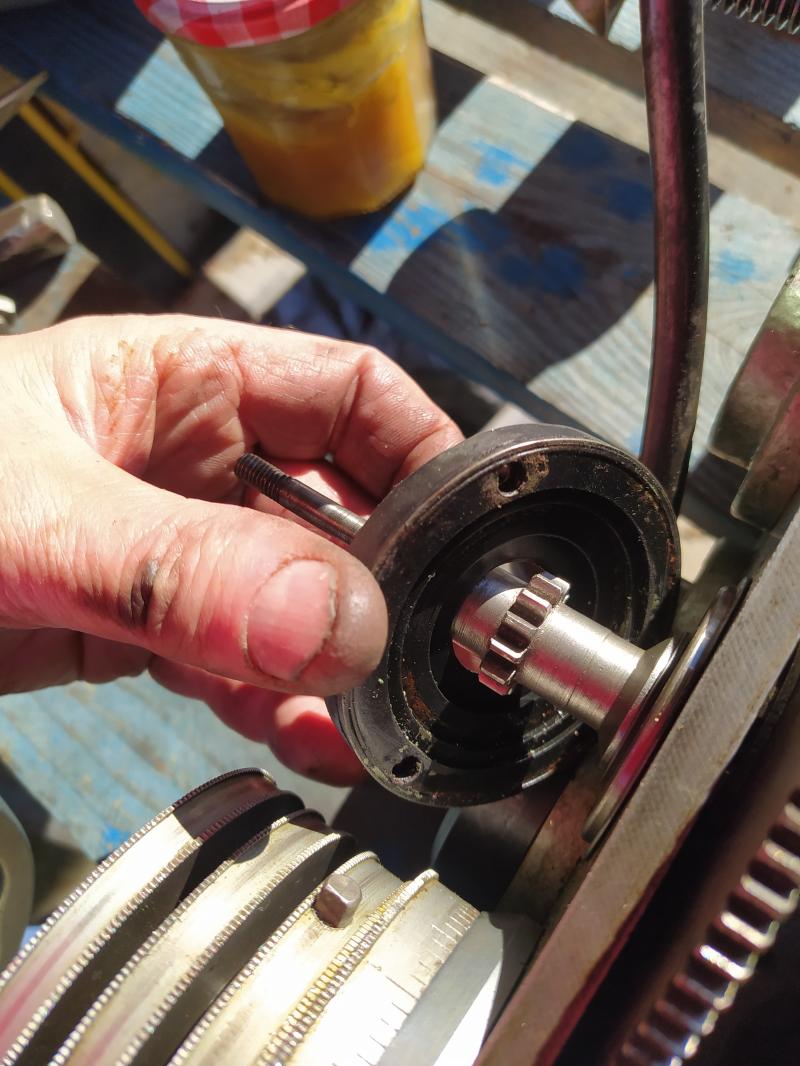
Depose de la vis d'arret en translation de l'axe de commande de frein de trainard

L'axe est aussi lisse que le crane d'un chauve.

Tant mieux. Sinon ça aurait été l'axe à tifs...
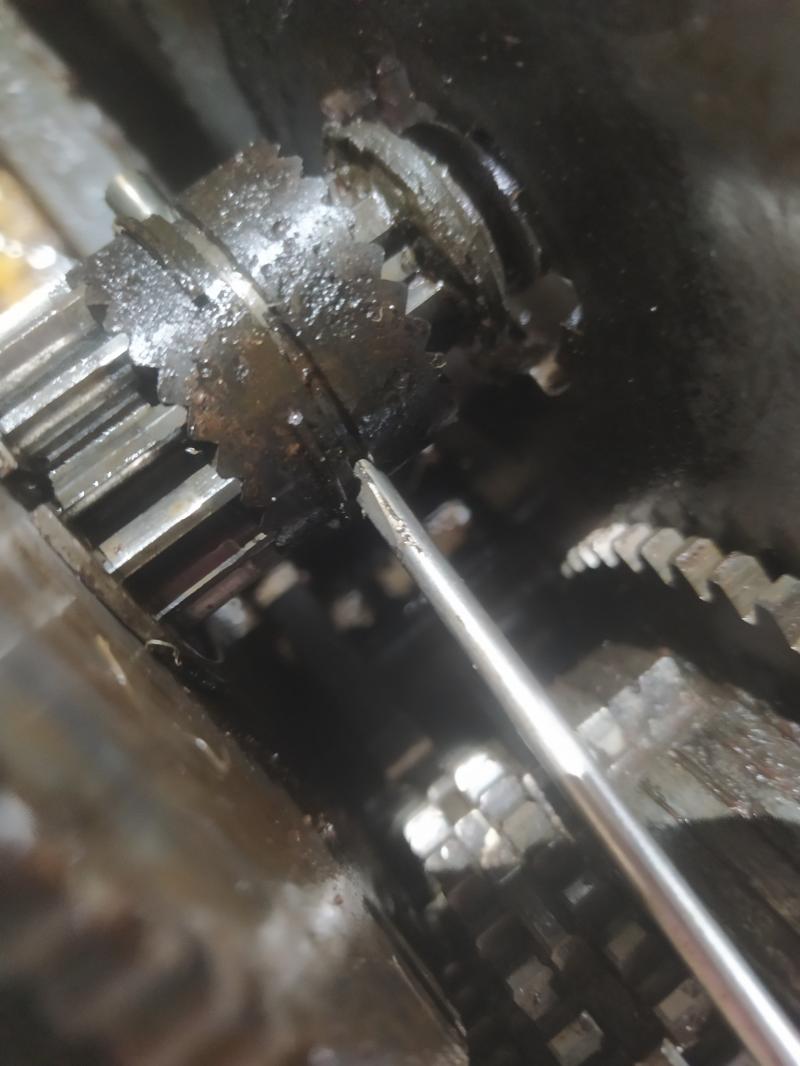
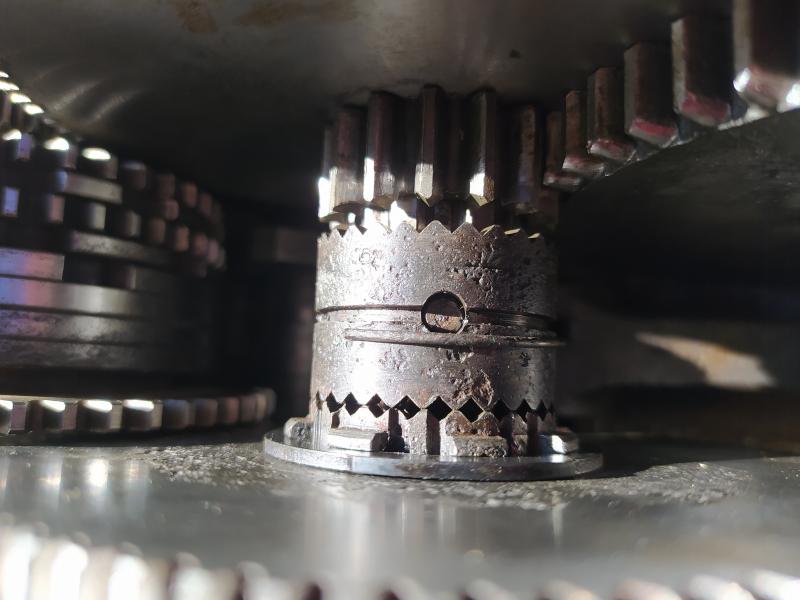
Demontage de la serie de butees de trainard. Les details ont ete donnés précédemment, on ne revient pas là dessus. Une fois les butees et leurs ressorts demontés, on voit bien que la bague bronze arriere est encore plus mal en point que celle de l'avant.
Depose de la goupille conique interne et depose de l'arbre des butees et du pignon d'attaque de la cremaillere.
Depose du dispositif d'etancheite de la commande d'avances

Etancheite deposee

Le roulement est oxydé. Deja constaté au premier demontage. Roulement déjà commandé.
Depose du circlips (de l'arbre)

Depose du circlips ( de l'alesage)

Depose de l'obturateur plastique qui maintient le frein

Montage du volant du trainard
Depose des vis

Volant deposé

Depose de l'obturateur acier arriere (capot de la roue de la vis sans fin) . On met des vis plus longues à la place des vis d'origine pour extraire l'obturateur

Obturateur deposé et nettoyé.

Depose de la roue

Roue deposee

Depose du cache avant et de l'ectrou a creneaux

Pieces deposees

Depose des deux aiguilles filetees

Depose d'une grande roue

Identification au crayon electriqie

Il reste encore beaucoup de pieces

Depose de la vis d'arret en translation de l'axe de commande de frein de trainard
L'axe est aussi lisse que le crane d'un chauve.
Tant mieux. Sinon ça aurait été l'axe à tifs...
Demontage de la serie de butees de trainard. Les details ont ete donnés précédemment, on ne revient pas là dessus. Une fois les butees et leurs ressorts demontés, on voit bien que la bague bronze arriere est encore plus mal en point que celle de l'avant.
Depose de la goupille conique interne et depose de l'arbre des butees et du pignon d'attaque de la cremaillere.
Depose du dispositif d'etancheite de la commande d'avances
Etancheite deposee
Le roulement est oxydé. Deja constaté au premier demontage. Roulement déjà commandé.
Depose du circlips (de l'arbre)
Depose du circlips ( de l'alesage)
Depose de l'obturateur plastique qui maintient le frein
Montage du volant du trainard
Depose des vis
Volant deposé
Depose de l'obturateur acier arriere (capot de la roue de la vis sans fin) . On met des vis plus longues à la place des vis d'origine pour extraire l'obturateur
Obturateur deposé et nettoyé.
Depose de la roue
Roue deposee
Depose du cache avant et de l'ectrou a creneaux
Pieces deposees
Depose des deux aiguilles filetees
Depose d'une grande roue
Identification au crayon electriqie
Il reste encore beaucoup de pieces
Dernière édition par TRD le Lun 31 Jan 2022, 09:57, édité 1 fois
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Dim 30 Jan 2022, 22:47
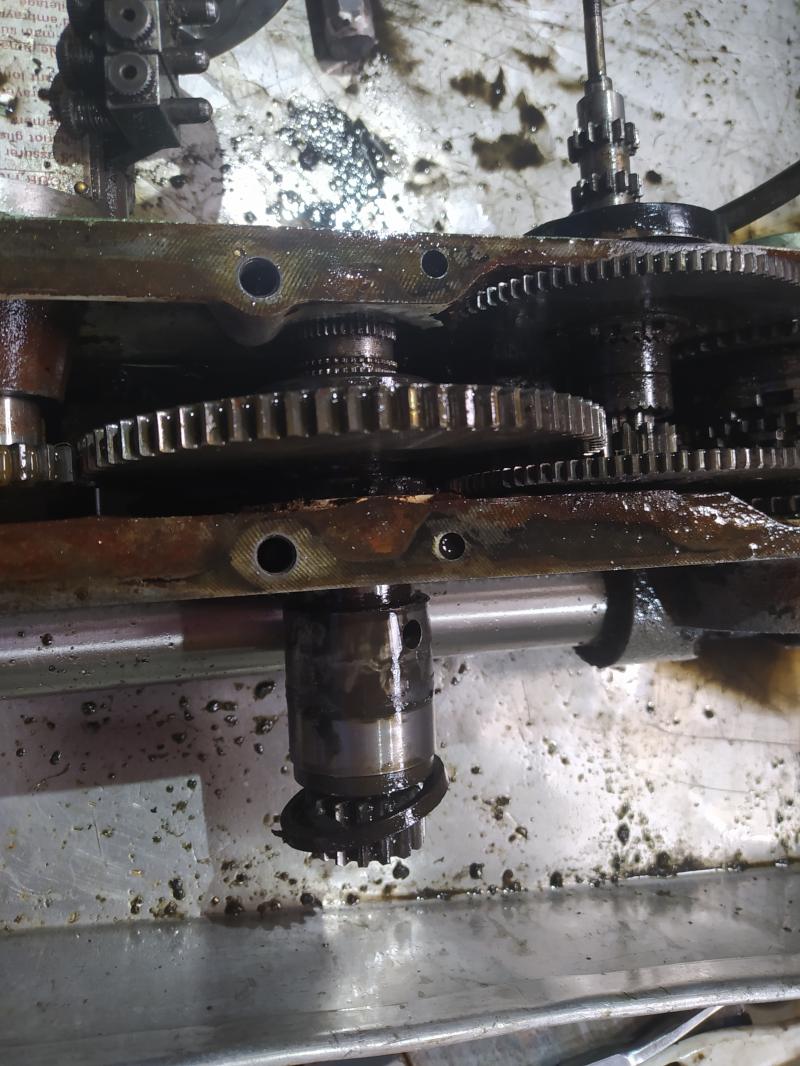
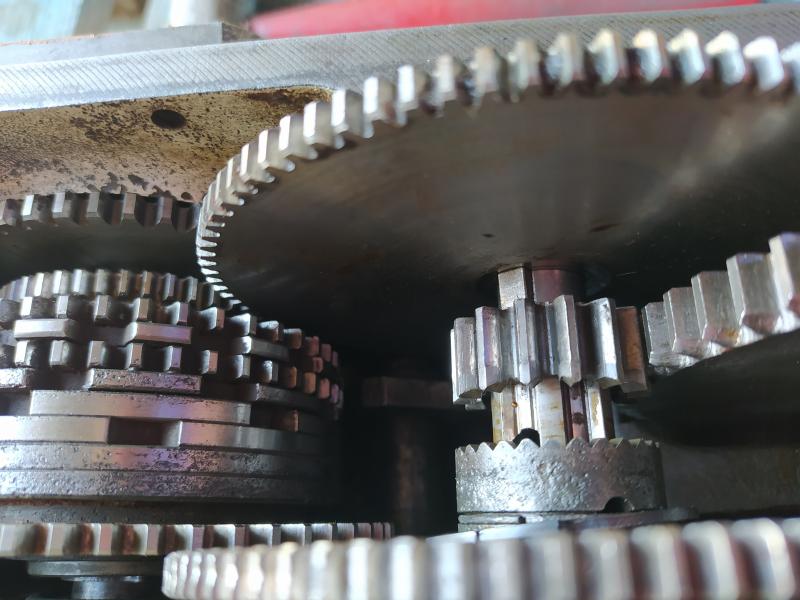
Depose de la cremaillere rotative

Piece deposee

Fabrication d'un extracteur (en U et en dural) et extraction du demi-arbre il y a d'abord un circlips a enlever a l'interieur

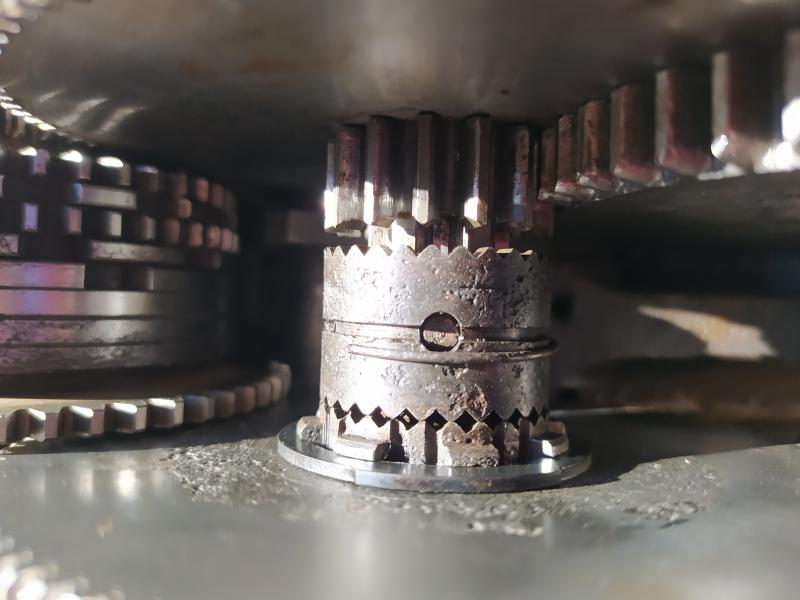
Retrait jonc et depose de la goupille du crabot baladeur du selecteur d'avances
Depose de l'axe
Axe depose

Attention au petit ressort

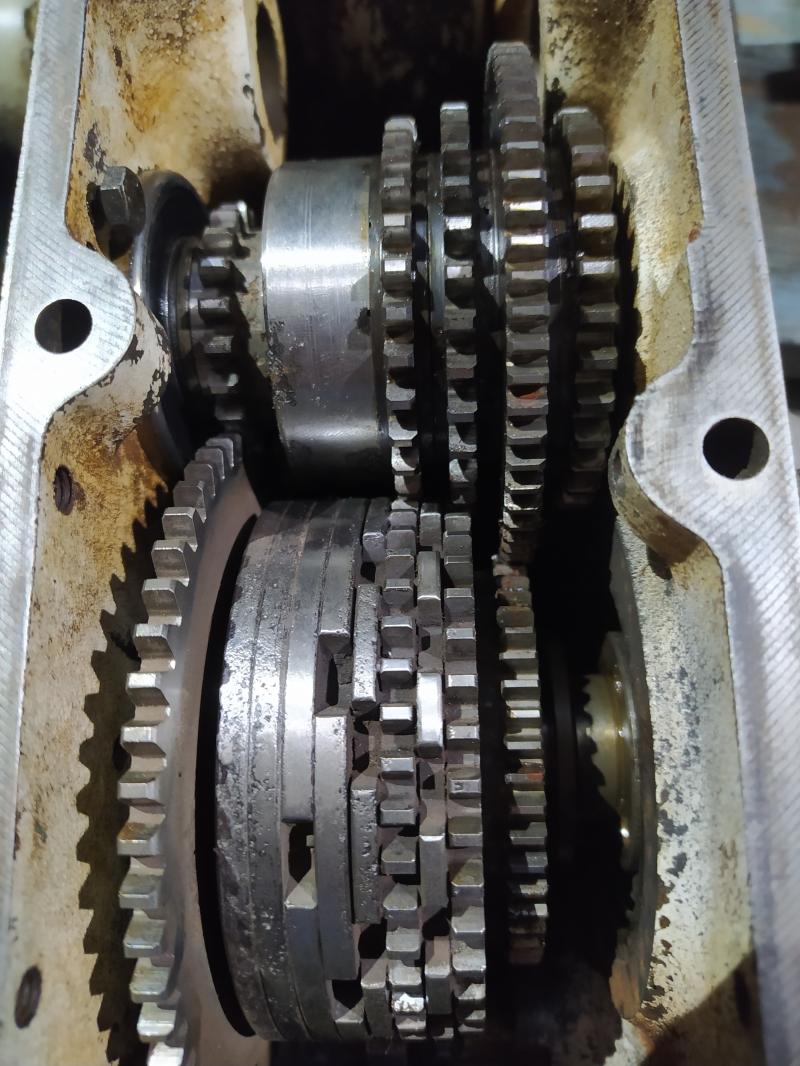
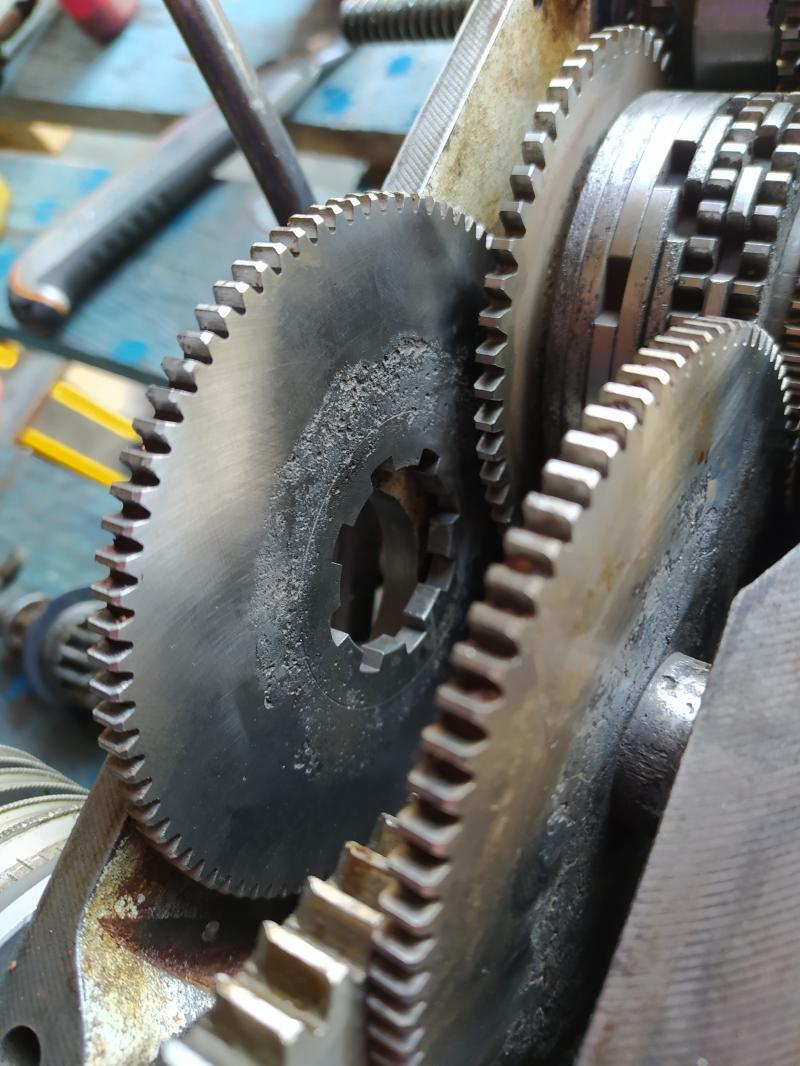
Deplacer les grandes roues

Pour pouvoir deposer les disques crantés
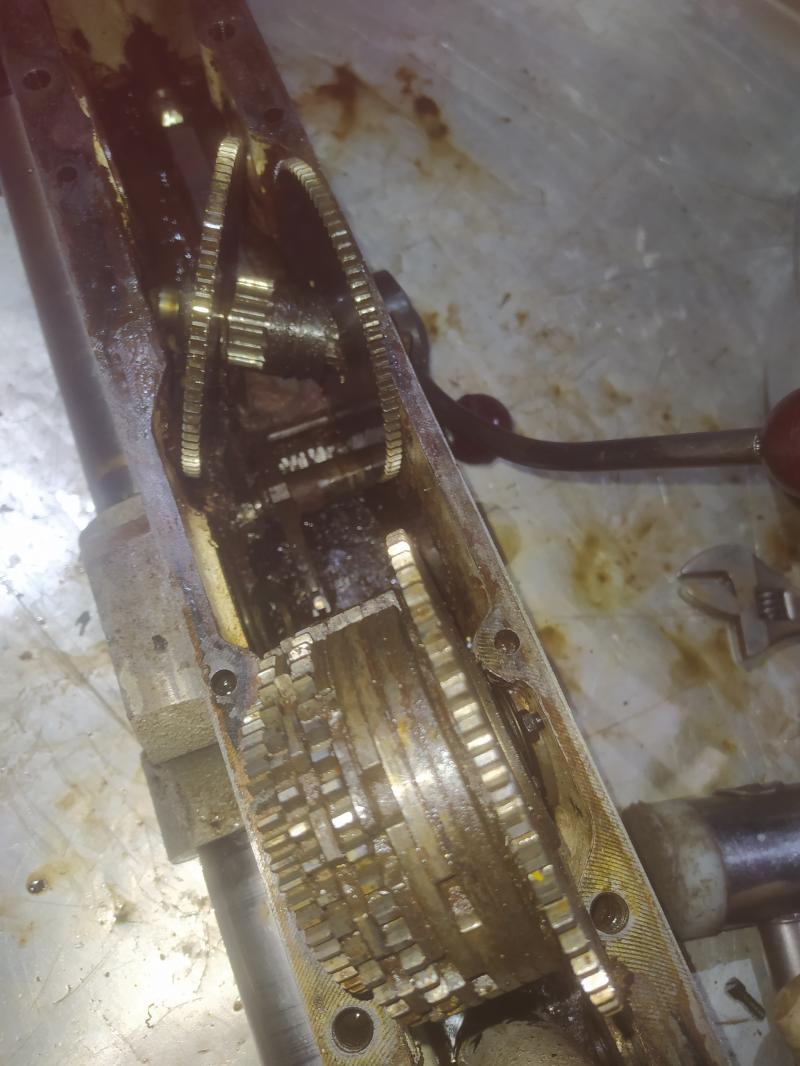
Depose des grandes roues Attention au circlips.

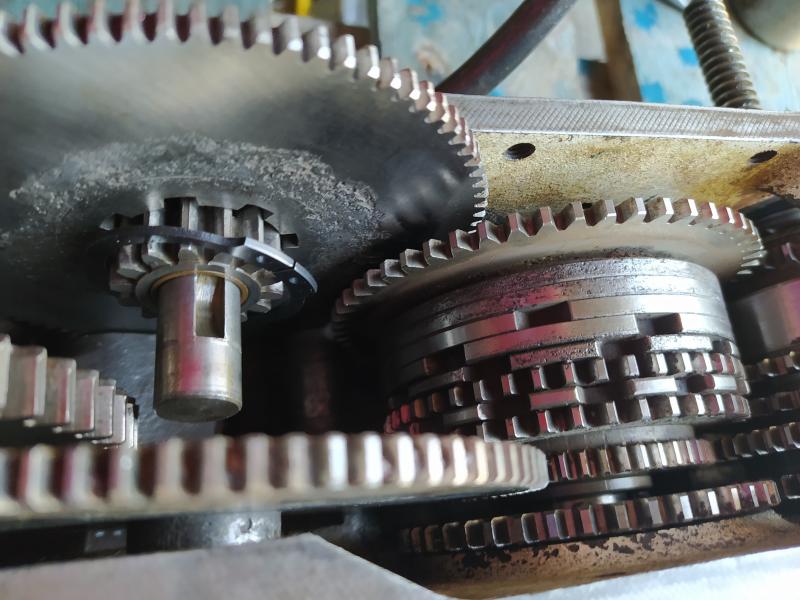
Depose du second demi-axe

Deplacer le bloc d'engrenages

Pour pouvoir extraire le roulement

Fin des travaux pour aujourd'hui
Piece deposee
Fabrication d'un extracteur (en U et en dural) et extraction du demi-arbre il y a d'abord un circlips a enlever a l'interieur
Retrait jonc et depose de la goupille du crabot baladeur du selecteur d'avances
Depose de l'axe
Axe depose
Attention au petit ressort
Deplacer les grandes roues
Pour pouvoir deposer les disques crantés
Depose des grandes roues Attention au circlips.
Depose du second demi-axe
Deplacer le bloc d'engrenages
Pour pouvoir extraire le roulement
Fin des travaux pour aujourd'hui
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Lun 31 Jan 2022, 12:34
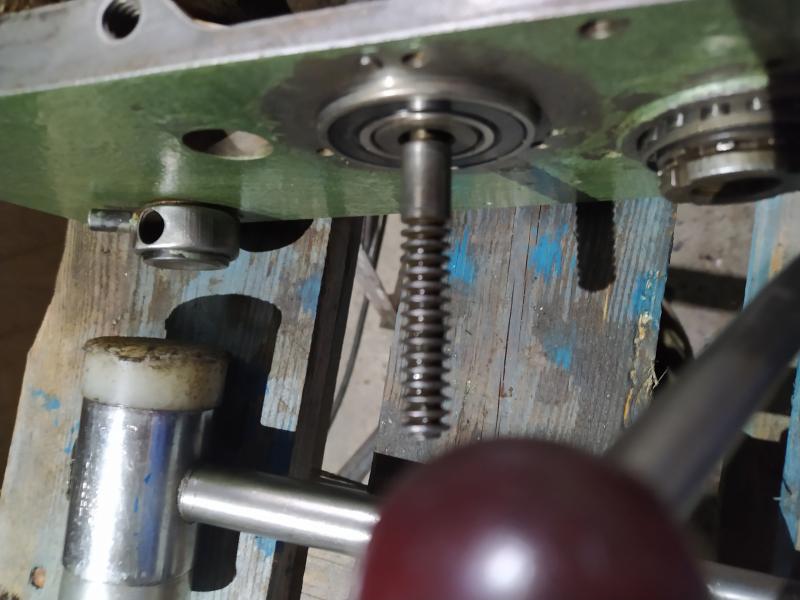
Mesure du depassement de la vis de reglage de precharge des roulements : 0,52

Depose de la vis

Depose du bloc d'engrenages d'avances

Confit de connard...

Et j'en avais enlevé les deux tiers avant la photo...
Le trou d'alimentation en huile de la vis mere est bouché par la confiture. Voilà pourquoi l'huile n'arrivait qu'au compte gouttes au voyant.
" Operation Sarko"

Une clavette demi-lune retrouvée dans les depots de fond de carter devait être là. Elle rentre juste dans le logement

Depose de la vis
Depose du bloc d'engrenages d'avances
Confit de connard...
Et j'en avais enlevé les deux tiers avant la photo...
Le trou d'alimentation en huile de la vis mere est bouché par la confiture. Voilà pourquoi l'huile n'arrivait qu'au compte gouttes au voyant.
" Operation Sarko"
Une clavette demi-lune retrouvée dans les depots de fond de carter devait être là. Elle rentre juste dans le logement
Dernière édition par TRD le Lun 31 Jan 2022, 21:57, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Lun 31 Jan 2022, 21:51
Diagnostic du jeu excessif de l'arbre des butees de trainard.
Bague fonte arrière

Diametre 44,39

Portee de l'arbre dans la bague 43,96
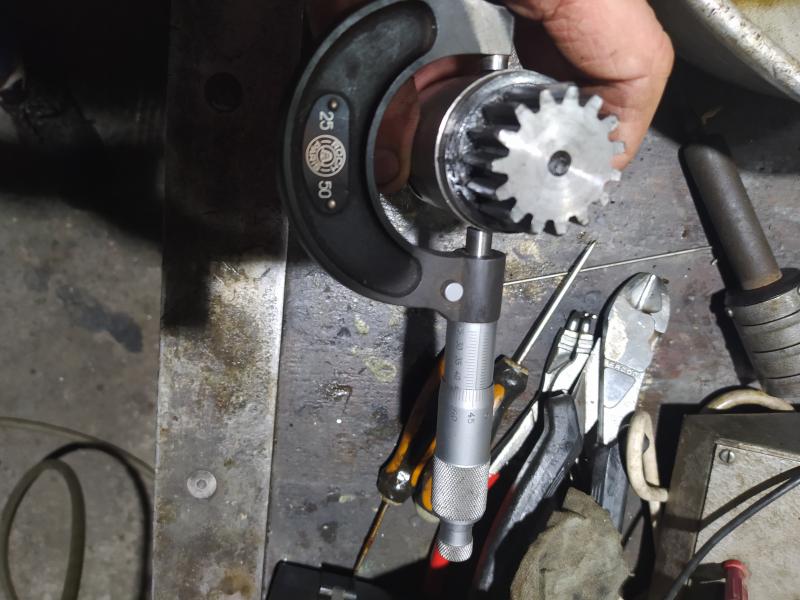
Jeu 43 centiemes !
Pas de bague standard dans le commerce. Je vais en tailler une dans un vieux vilebrequin de moteur
Bague bronze avant diametre 35,02 mm

Portee de l'arbre dans la bague avant diametre 34,98

Jeu 0,04 mm.
Je commande une bague bronze et je verrai au montage
si ça vaut la peine de la remplacer ou pas.
Les roulements à rouleaux coniques sont speciaux references 05079, 13890, A4059. Je lance une consultation et je deciderai de les remplacer ou pas en fonction des prix.
Pour les roulements à billes : 6006 N et 6205, vu les prix, je vais mettre du neuf, usés ou pas.
Un petit ressort de verrouillage corrodé s'est cassé au demontage. Le mecanisme fonctionne avec un autre ressort d'occasion, mais je fais quand meme chiffrer un ressort d'origine chez Cazeneuve.
Un palier de barre de commande en plastique s'est aussi cassé au demontage. Je fais chiffrer egalement. En fonction du prix, j'achete ou je refabrique.
Bague fonte arrière
Diametre 44,39
Portee de l'arbre dans la bague 43,96
Jeu 43 centiemes !
Pas de bague standard dans le commerce. Je vais en tailler une dans un vieux vilebrequin de moteur
Bague bronze avant diametre 35,02 mm
Portee de l'arbre dans la bague avant diametre 34,98
Jeu 0,04 mm.
Je commande une bague bronze et je verrai au montage
si ça vaut la peine de la remplacer ou pas.
Les roulements à rouleaux coniques sont speciaux references 05079, 13890, A4059. Je lance une consultation et je deciderai de les remplacer ou pas en fonction des prix.
Pour les roulements à billes : 6006 N et 6205, vu les prix, je vais mettre du neuf, usés ou pas.
Un petit ressort de verrouillage corrodé s'est cassé au demontage. Le mecanisme fonctionne avec un autre ressort d'occasion, mais je fais quand meme chiffrer un ressort d'origine chez Cazeneuve.
Un palier de barre de commande en plastique s'est aussi cassé au demontage. Je fais chiffrer egalement. En fonction du prix, j'achete ou je refabrique.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Mar 01 Fév 2022, 22:47
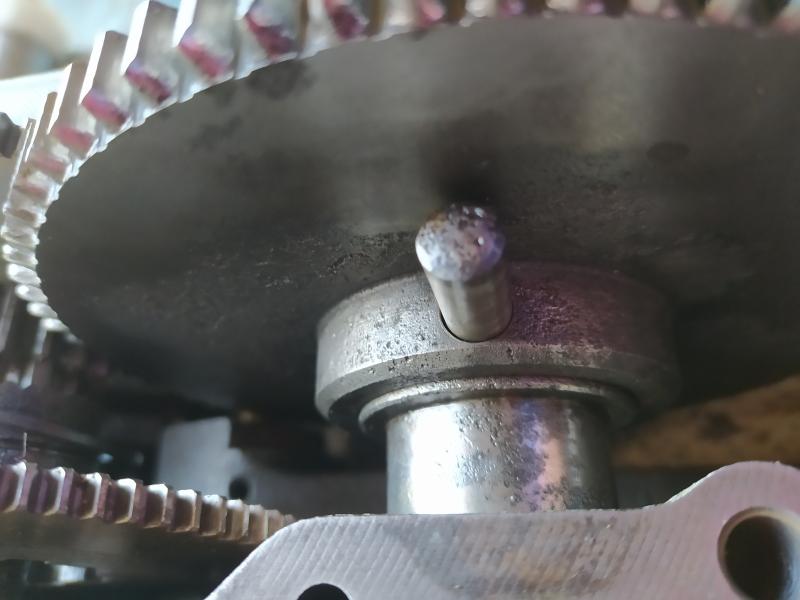
Extraction du petit roulement à billes.

L'anneau d'arret est difficile à enlever. J'ai essayé une heure sans y parvenir.
Du coup je decide d'extraire le bouchon transparent à l'arriere.

Il n'y a pas de prise. Donc je le pousse par m'interieur avec un jet en POM passant à-travers le roulement.

Le bouchon extrait, on peut alors chasser le roulement par l'exterieur et le recuperer.

Je vais devoir usiner une gorge d'anneau d'arret dans le roulement neuf.
Extraction de la bague fonte.
Mesure de la position de la bague

Ensuite la bague est chassee avec une grosse douille.

La bague extraite

Le trou d'huile etait completement bouché, ce qui explique les 4/10 d'usure sur l'alesage de la bague.
Usinage d'une nouvelle bague dans une tranche de vilebrequin de V6 Nissan.
Au niveau du tourillon, la fonte est trempee par induction, les copeaux sortent bien bleus malgré une vitesse de coupe de seulement 40 metres par minute.

Je travaille avec un outil à rayon de 0,8, bien plus solide qu'un outil à petit rayon. Un 1,2 aurait été préférable, mais je n'en ai pas.
Heureusement, la trempe par induction n'est que superficielle. Ça permet de percer à coeur avec un foret et acier rapide.

L'alesage est ensuite fini à l'outil carbure

Il fait à peu pres 10 degres à l'atelier. La piece est à environ 30 degrés apres la derniere passe. J'ai laissé un jeu de 3/100 par rapport à la cote de l'arbre usagé. On verra apres homogeneisation des temperatures le jeu residuel.
La fonte GS a un coefficient de dilatation de 12,5 . 10 exp -6. Si les estimations de temperature sont exactes, apres homogeniesation des temperatures, l'alesage de la bague devrait perdre 22 microns. Il ne devrait rester que 8 microns de jeu, ce qui est un peu faible. La bague sera toilee si necessaire.
La piece ne sera chanfreinee et tronçonnée que demain.
L'anneau d'arret est difficile à enlever. J'ai essayé une heure sans y parvenir.
Du coup je decide d'extraire le bouchon transparent à l'arriere.
Il n'y a pas de prise. Donc je le pousse par m'interieur avec un jet en POM passant à-travers le roulement.
Le bouchon extrait, on peut alors chasser le roulement par l'exterieur et le recuperer.
Je vais devoir usiner une gorge d'anneau d'arret dans le roulement neuf.
Extraction de la bague fonte.
Mesure de la position de la bague
Ensuite la bague est chassee avec une grosse douille.
La bague extraite
Le trou d'huile etait completement bouché, ce qui explique les 4/10 d'usure sur l'alesage de la bague.
Usinage d'une nouvelle bague dans une tranche de vilebrequin de V6 Nissan.
Au niveau du tourillon, la fonte est trempee par induction, les copeaux sortent bien bleus malgré une vitesse de coupe de seulement 40 metres par minute.
Je travaille avec un outil à rayon de 0,8, bien plus solide qu'un outil à petit rayon. Un 1,2 aurait été préférable, mais je n'en ai pas.
Heureusement, la trempe par induction n'est que superficielle. Ça permet de percer à coeur avec un foret et acier rapide.
L'alesage est ensuite fini à l'outil carbure
Il fait à peu pres 10 degres à l'atelier. La piece est à environ 30 degrés apres la derniere passe. J'ai laissé un jeu de 3/100 par rapport à la cote de l'arbre usagé. On verra apres homogeneisation des temperatures le jeu residuel.
La fonte GS a un coefficient de dilatation de 12,5 . 10 exp -6. Si les estimations de temperature sont exactes, apres homogeniesation des temperatures, l'alesage de la bague devrait perdre 22 microns. Il ne devrait rester que 8 microns de jeu, ce qui est un peu faible. La bague sera toilee si necessaire.
La piece ne sera chanfreinee et tronçonnée que demain.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Mer 02 Fév 2022, 13:01
J'ai tres bien fait d'attendre l'homogeneisation des temperatures. Le jeu residuel etait de l'ordre du centieme. Les pieces se montaient, mais l'assemblage frottait en rotation. Un petit toilage de l'alesage a redonné de la liberté à l'axe.
Voilà un point important. Quand je lis sur ce forum ou d'autres qu'on realise des pieces au centième et même une fois on a parlé de micron (un vendeur de machine...) je me dis que pour y arriver à coup sûr ces gens-là doivent être bien plus affutés que moi.
Bref, le jeu est maintenant de l'ordre de 2 centiemes en esperant que la coaxialité des deux alesages du carter sera bonne. Le jeu un peu superieur du palier d'en face va devenir un atout pour garantir la montabilité, n'en déplaise aux Tartarins de ramasse-cons chasseurs (et vendeurs) de microns.
De 4 dixiemes, on passe à moins de 4 centiemes. C'etait l'objectif.
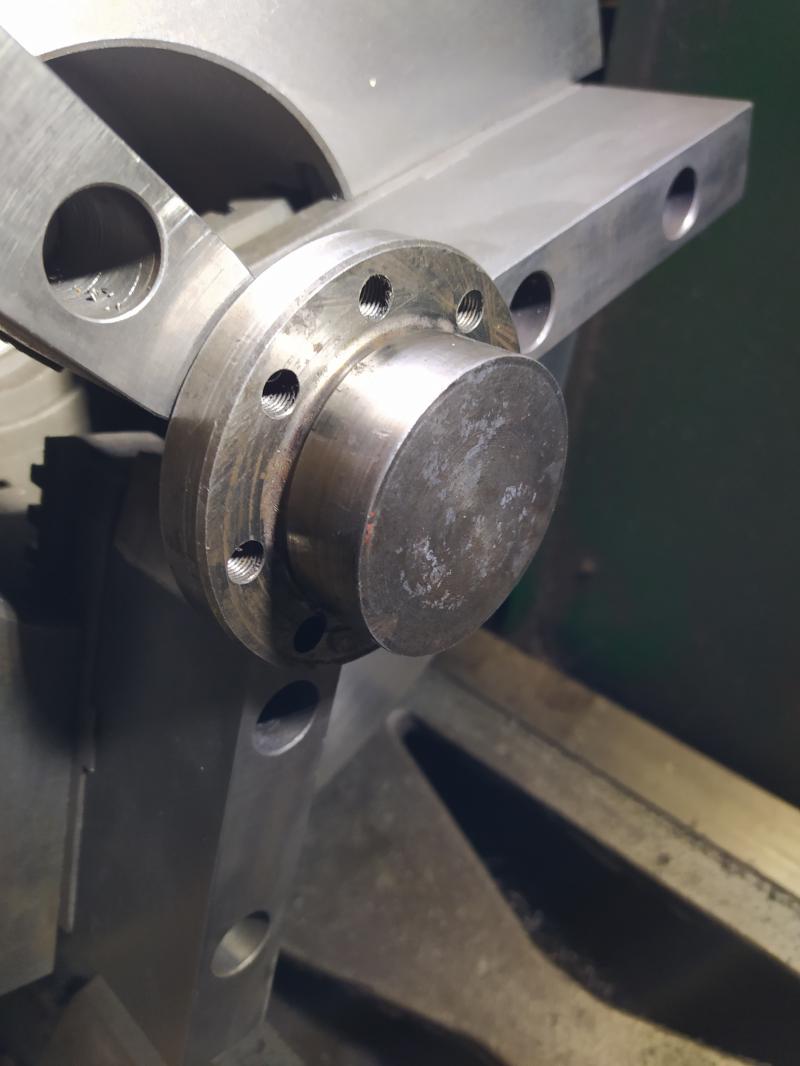
Comme je ne voulais pas galérer pour positionner ma bague à la presse, j'ai realisé une bague epaulée. La collerette a une epaisseur de 3 mm ce qui permettra à la bague de 16 de retrouver la position de celle d'origine
Mais l'alesage du carter n'est pas chanfreiné à l'extrémité interieure. Il aurait fallu chanfreiner en tirant, ce que Cazeneuve n'a pas fait puisque c'etait inutile avec une bague cylindrique.
Pour ne pas être embêté avec le rayon d'outil et assurer un bon plaquage de la collerette, je realise un piquage pour degager l'angle. Il s'agit de deplacer le congé de raccordement dans une zone où il ne nuira pas. Autrement formulé, le congé me fera des vacances en degageant ailleurs...
L'outil (à tronçonner) a un rayon nominal de 0,2, le piquage une profondeur de 0,4.
Enfin, le trou d'huile est realisé à-cheval sur la collerette.


La bague en place avec l'entrée du trou d'huile à la meme position qu'à l'origine.
Ancienne bague
On devine le trou d'huile bouché par la crasse.
Nouvelle bague

Voilà un point important. Quand je lis sur ce forum ou d'autres qu'on realise des pieces au centième et même une fois on a parlé de micron (un vendeur de machine...) je me dis que pour y arriver à coup sûr ces gens-là doivent être bien plus affutés que moi.
Bref, le jeu est maintenant de l'ordre de 2 centiemes en esperant que la coaxialité des deux alesages du carter sera bonne. Le jeu un peu superieur du palier d'en face va devenir un atout pour garantir la montabilité, n'en déplaise aux Tartarins de ramasse-cons chasseurs (et vendeurs) de microns.
De 4 dixiemes, on passe à moins de 4 centiemes. C'etait l'objectif.
Comme je ne voulais pas galérer pour positionner ma bague à la presse, j'ai realisé une bague epaulée. La collerette a une epaisseur de 3 mm ce qui permettra à la bague de 16 de retrouver la position de celle d'origine
Mais l'alesage du carter n'est pas chanfreiné à l'extrémité interieure. Il aurait fallu chanfreiner en tirant, ce que Cazeneuve n'a pas fait puisque c'etait inutile avec une bague cylindrique.
Pour ne pas être embêté avec le rayon d'outil et assurer un bon plaquage de la collerette, je realise un piquage pour degager l'angle. Il s'agit de deplacer le congé de raccordement dans une zone où il ne nuira pas. Autrement formulé, le congé me fera des vacances en degageant ailleurs...
L'outil (à tronçonner) a un rayon nominal de 0,2, le piquage une profondeur de 0,4.
Enfin, le trou d'huile est realisé à-cheval sur la collerette.
La bague en place avec l'entrée du trou d'huile à la meme position qu'à l'origine.
Ancienne bague
On devine le trou d'huile bouché par la crasse.
Nouvelle bague
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Jeu 03 Fév 2022, 08:59
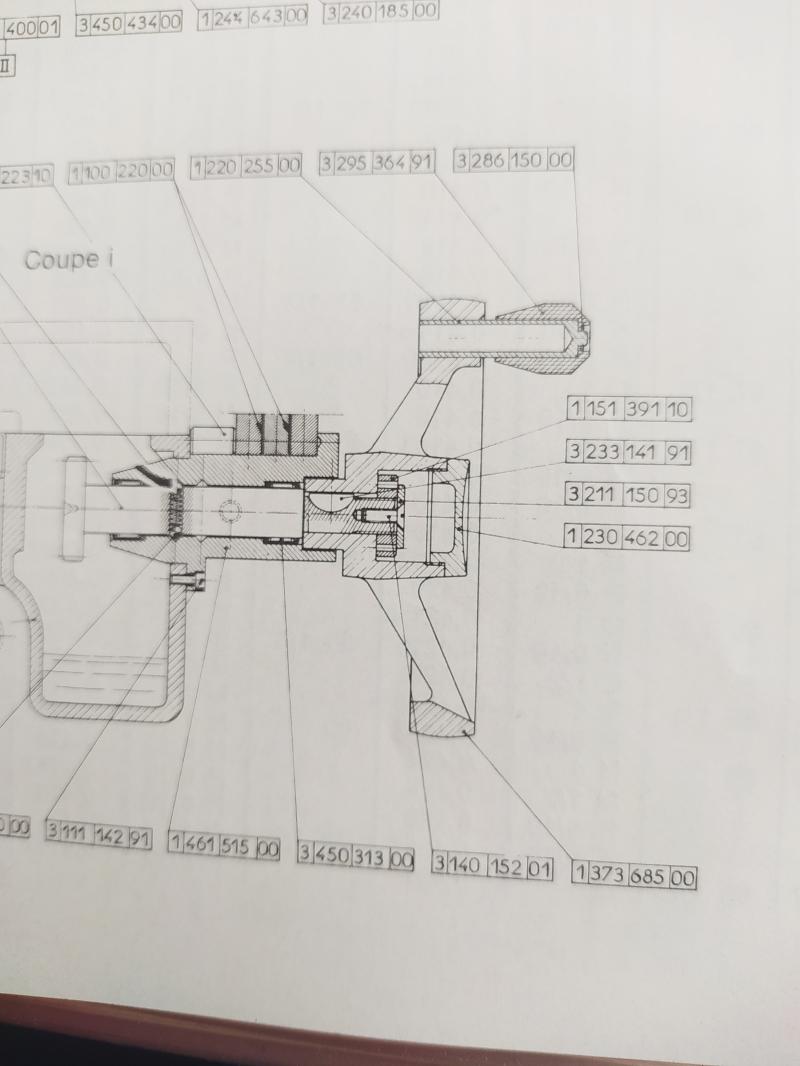
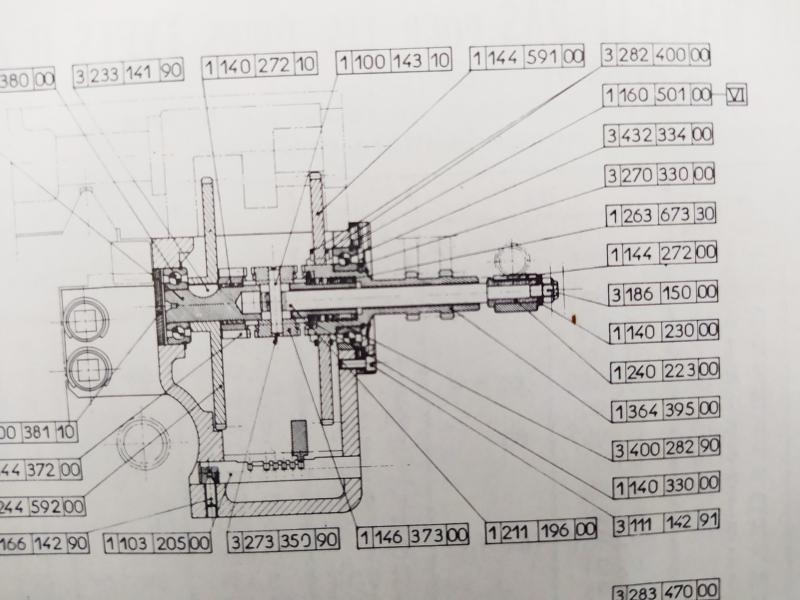
Hier, je suis allé chercher quelques pieces chez Cazeneuve. Et on m'a offert quelques documents relatifs à l'HBX.
Je remercie madame Magnard pour le don de ces " vieux papiers" qui permettent d'avancer un peu dans l'historique de ces tours. J'ai eu aussi en main quelques instants des tirages de plans d'ensemble d'epoque et même un tract syndical appelant à manifester son mecontentement face à la crise qui secouait le monde de la machine-outil française il y a entre quarante et cinquante ans. J'y ai retrouvé le nom de nombreuses marques de machines-outil et pas seulement d'usinage. Je m'en veux de ne pas avoir pensé à photographier ce document. Au-delà des conflits patronnat-syndicats, c'est un temoignage d'une époque presque révolue où les machines françaises étaient réputées dans le monde entier.
Ces gueguerres entre patrons et ouvriers me semblent bien derisoires. Sans des patrons qui risquaient vraiment leur capital, les ouvriers n'auraient jamais disposé de l'outil de travail qui leur permettait de realiser de si bonnes machines. Sans l'implication des ouvriers, les patrons n'auraient jamais pu produire toutes ces machines qui 50 ans plus tard font encore rever nombre d'entre nous.
A une époque où au plus haut sommet, à moins que ce soit en fait dans les bas fonds, de l Etat on cherche à diviser les français, l'Histoire, avec un grand H, doit nous éclairer.
De tout ce rayonnement industriel, quasiment disparu il reste évidemment Cazeneuve. Mais ce n'est qu'une infime partie de ce que nous (français) savions faire.
Mais revenons à nos HBX...
En quelques minutes passees chez Cazeneuve, j'ai pu recuperer quelques "scoops" (en tout cas des infos pas disponibles sur Internet que j'ai pourtant retourné depuis des mois) :
- la date de sortie on ne peut plus officielle du dernier HBX360,
- la configuration particuliere des premieres poupees mobiles de type C.
Et d'autres qui confirment de maniere officielle des impressions d'utilisateurs d'HBX.
Du coup, ceux que ça interesse sont invités à se rendre sur mon Blog.
https://thomas-racing.blog4ever.com/blog/arrivee-d-un-nouveau-tour-cazeneuve-hbx-360-1
Ça me rapporte quoi ?
Plus les internautes y vont, plus il est referencé, plus la connaissance est partagée. Le but, c'est ça. Et rien d'autre.
Pfizer et Moderna ne m'ont rien donné, je le jure.
Mais si Cazeneuve voulait bien me livrer un 590 Maxica, p'têtre bien que je me laisserais corrompre...
Je remercie madame Magnard pour le don de ces " vieux papiers" qui permettent d'avancer un peu dans l'historique de ces tours. J'ai eu aussi en main quelques instants des tirages de plans d'ensemble d'epoque et même un tract syndical appelant à manifester son mecontentement face à la crise qui secouait le monde de la machine-outil française il y a entre quarante et cinquante ans. J'y ai retrouvé le nom de nombreuses marques de machines-outil et pas seulement d'usinage. Je m'en veux de ne pas avoir pensé à photographier ce document. Au-delà des conflits patronnat-syndicats, c'est un temoignage d'une époque presque révolue où les machines françaises étaient réputées dans le monde entier.
Ces gueguerres entre patrons et ouvriers me semblent bien derisoires. Sans des patrons qui risquaient vraiment leur capital, les ouvriers n'auraient jamais disposé de l'outil de travail qui leur permettait de realiser de si bonnes machines. Sans l'implication des ouvriers, les patrons n'auraient jamais pu produire toutes ces machines qui 50 ans plus tard font encore rever nombre d'entre nous.
A une époque où au plus haut sommet, à moins que ce soit en fait dans les bas fonds, de l Etat on cherche à diviser les français, l'Histoire, avec un grand H, doit nous éclairer.
De tout ce rayonnement industriel, quasiment disparu il reste évidemment Cazeneuve. Mais ce n'est qu'une infime partie de ce que nous (français) savions faire.
Mais revenons à nos HBX...
En quelques minutes passees chez Cazeneuve, j'ai pu recuperer quelques "scoops" (en tout cas des infos pas disponibles sur Internet que j'ai pourtant retourné depuis des mois) :
- la date de sortie on ne peut plus officielle du dernier HBX360,
- la configuration particuliere des premieres poupees mobiles de type C.
Et d'autres qui confirment de maniere officielle des impressions d'utilisateurs d'HBX.
Du coup, ceux que ça interesse sont invités à se rendre sur mon Blog.
https://thomas-racing.blog4ever.com/blog/arrivee-d-un-nouveau-tour-cazeneuve-hbx-360-1
Ça me rapporte quoi ?
Plus les internautes y vont, plus il est referencé, plus la connaissance est partagée. Le but, c'est ça. Et rien d'autre.
Pfizer et Moderna ne m'ont rien donné, je le jure.
Mais si Cazeneuve voulait bien me livrer un 590 Maxica, p'têtre bien que je me laisserais corrompre...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Mjc22160 aime ce message
Re: Achat et remise en etat d'un HBX360
TRD Ven 04 Fév 2022, 06:19
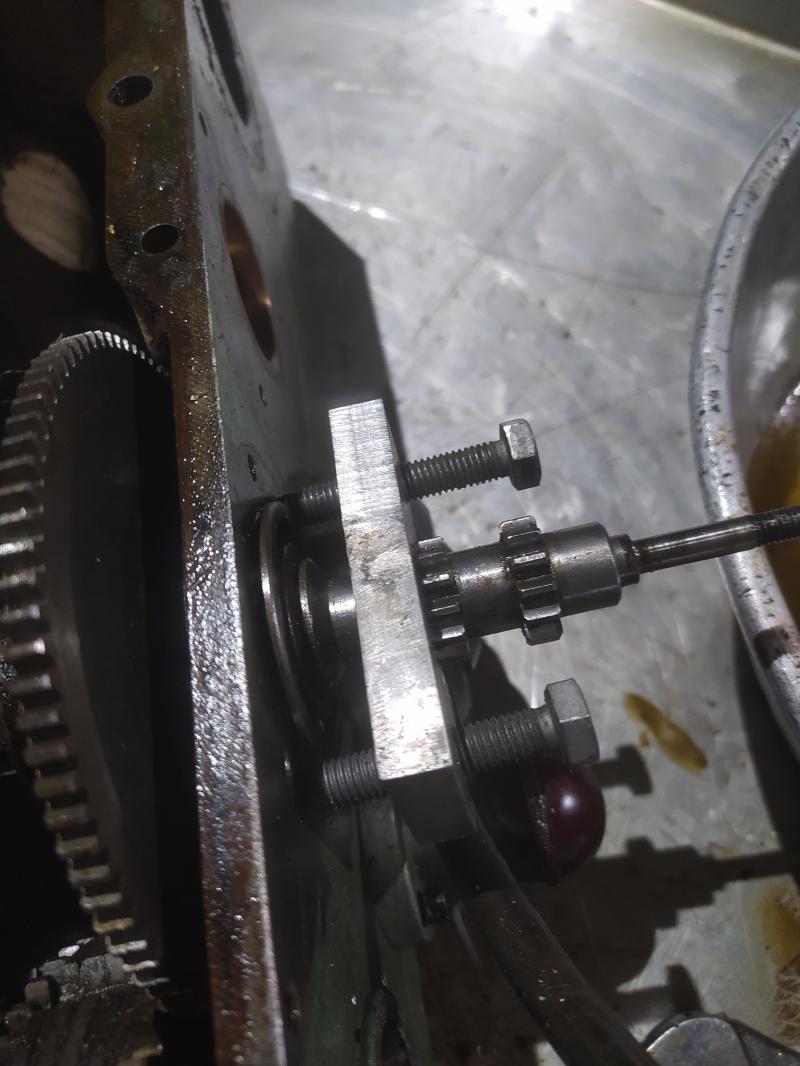
Je m'en dputais un peu, le frettage de la bague fonte a legerement reduit son alesage. Le pignon arbré qui potte les butees de trainard se monte mais tourne dur.

Un petit coup d'alesoir reglable de 44 permet de retrouver une rotation sous faible couple.

La remise en place dans le carter de l'ensemble d'engrenages est largement aussi compliquée que sa depose.

J'avais juste parlé de la nécessité d'enlever une vis de reglage du gros roulement pour le demontage, mais ce sous-ensemble passe vraiment tout juste dans le carter. Si vous devez en deposer-reposer un, ne perdez pas courage. Ça peut prendre plusieurs minutes. On a l'impression qu'on n'y arrivera jamais. Et d'un coup, on ne sait pas pourquoi, le bloc de disques joue les passe-muraille sans prendre la peine de telephoner avant.
Il vaut tout de même mieux ne monter le petit roulement conique qu'une fois l'ensemble dans le carter.
J'avoue que si je n'avais pas demonté ce tablier, j'aurais été tenté de meuler un millimetre de carter en croyant que ce serait nécessaire. Mais puisque la pièce avait ete montee à l'usine, il n'y avait pas de raison que je n'y arrivasse. Profitez-en bien, j'ai acheté une caisse toute neuve d'imparfait du subjonctif pour unc bouchée de pain sur leboncoin, du coup je n'hesite pas à m'en servir pour faire le kéké... Pourquoi eu t-il fallu que j'hésitasse ?
Ensuite, remontage du bloc de disques crantés.
Apres ce cours de causerie certes complètement has-been, un petit cours de mecanique qui interessera plus de monde. A quoi servent ces fameux disques crantés ?
Et bien c'est toute l'astuce qui permet de retomber dans le pas à tous les coups. J'ai mis un bon moment pour comprendre la cinematique de ce tablier. Imaginez un differentiel automobile. Les deux arbres de sortie sont cannelés. On veut pouvoir desolidariser l'arbre droit de la couronne d'entrée. C'est simple : il suffit que l'arbre gauche soit fou. Il tournera deux fois plus vite et l'arbre droit restera immobile.
Mais on veut aussi que les cannelures de l' arbre droit soient phasées par rapport à la position de la couronne d'entrée quand on embraye. Il suffit de bloquer l'arbre gauche dans une position connue.
Comme il y a plusieurs cannelures sur l'arbre droit, on peut bloquer l'arbre gauche sur autant de positions par tour qu'il y a de cannelures sur l'arbre droit.
Ça tombe bien l'arbre gauche a autant de cannelures que lnarbre droit. Il suffit de disposer d'un doigt d'arret en rotation q'on vient inserer dans une cannelure pour bloquer la rotation de l'arbre gauche sous un angle determiné.
Alors la position de l'arbre droit est forcement phasée par rapport à celle de la couronne d'entrée.
Dans le tablier "intelligent" de l'HBX, la cinematique est comparable. Mais il y a plusieurs rapports de transmission possibles entre couronne d'entree et arbre de sortie. Ceci parce qu'il y a une boite secondaire d'avances dans le tablier. Il faut donc differentes cannelures sur l'arbre gauche du differentiel.
L'arbre gauche du Cazeneuve, c'est en fait l'arbre qui comporte tous les disques cannelés. Et le levier de commande du filetage ne sert qu'à enclancher le doigt de verrouillage.
Voilà comment ça fonctionne. Les brevets sont tombés depuis longtemps. Mais pourquoi les autres fabricants de tours n'ont-ils pas copié ? Quels cons...
Apres ce petit detour par la cinematique particuliere de kla boite d'avances du tablier, revenons au remontage.
Quand on remonte le bloc de disques crantés, tout le mecanisme se bloque. Bien qu'inquietant, c'est normal.
C'est normal parce qu'il y a plusieurs rapports enclanchés en même temps.
Pour liberer la rotation, il faut remonter l'axe qui va deverouiller les engrenages.
Tout est simple quand on a compris comment ça marche...
Mais maintenant, je comprends mieux pourquoi ce tour fait autant peur aux mecaniciens debutants. Il est exceptionnel, mais souvent déroutant.
Un petit coup d'alesoir reglable de 44 permet de retrouver une rotation sous faible couple.
La remise en place dans le carter de l'ensemble d'engrenages est largement aussi compliquée que sa depose.
J'avais juste parlé de la nécessité d'enlever une vis de reglage du gros roulement pour le demontage, mais ce sous-ensemble passe vraiment tout juste dans le carter. Si vous devez en deposer-reposer un, ne perdez pas courage. Ça peut prendre plusieurs minutes. On a l'impression qu'on n'y arrivera jamais. Et d'un coup, on ne sait pas pourquoi, le bloc de disques joue les passe-muraille sans prendre la peine de telephoner avant.
Il vaut tout de même mieux ne monter le petit roulement conique qu'une fois l'ensemble dans le carter.
J'avoue que si je n'avais pas demonté ce tablier, j'aurais été tenté de meuler un millimetre de carter en croyant que ce serait nécessaire. Mais puisque la pièce avait ete montee à l'usine, il n'y avait pas de raison que je n'y arrivasse. Profitez-en bien, j'ai acheté une caisse toute neuve d'imparfait du subjonctif pour unc bouchée de pain sur leboncoin, du coup je n'hesite pas à m'en servir pour faire le kéké... Pourquoi eu t-il fallu que j'hésitasse ?
Ensuite, remontage du bloc de disques crantés.
Apres ce cours de causerie certes complètement has-been, un petit cours de mecanique qui interessera plus de monde. A quoi servent ces fameux disques crantés ?
Et bien c'est toute l'astuce qui permet de retomber dans le pas à tous les coups. J'ai mis un bon moment pour comprendre la cinematique de ce tablier. Imaginez un differentiel automobile. Les deux arbres de sortie sont cannelés. On veut pouvoir desolidariser l'arbre droit de la couronne d'entrée. C'est simple : il suffit que l'arbre gauche soit fou. Il tournera deux fois plus vite et l'arbre droit restera immobile.
Mais on veut aussi que les cannelures de l' arbre droit soient phasées par rapport à la position de la couronne d'entrée quand on embraye. Il suffit de bloquer l'arbre gauche dans une position connue.
Comme il y a plusieurs cannelures sur l'arbre droit, on peut bloquer l'arbre gauche sur autant de positions par tour qu'il y a de cannelures sur l'arbre droit.
Ça tombe bien l'arbre gauche a autant de cannelures que lnarbre droit. Il suffit de disposer d'un doigt d'arret en rotation q'on vient inserer dans une cannelure pour bloquer la rotation de l'arbre gauche sous un angle determiné.
Alors la position de l'arbre droit est forcement phasée par rapport à celle de la couronne d'entrée.
Dans le tablier "intelligent" de l'HBX, la cinematique est comparable. Mais il y a plusieurs rapports de transmission possibles entre couronne d'entree et arbre de sortie. Ceci parce qu'il y a une boite secondaire d'avances dans le tablier. Il faut donc differentes cannelures sur l'arbre gauche du differentiel.
L'arbre gauche du Cazeneuve, c'est en fait l'arbre qui comporte tous les disques cannelés. Et le levier de commande du filetage ne sert qu'à enclancher le doigt de verrouillage.
Voilà comment ça fonctionne. Les brevets sont tombés depuis longtemps. Mais pourquoi les autres fabricants de tours n'ont-ils pas copié ? Quels cons...
Apres ce petit detour par la cinematique particuliere de kla boite d'avances du tablier, revenons au remontage.
Quand on remonte le bloc de disques crantés, tout le mecanisme se bloque. Bien qu'inquietant, c'est normal.
C'est normal parce qu'il y a plusieurs rapports enclanchés en même temps.
Pour liberer la rotation, il faut remonter l'axe qui va deverouiller les engrenages.
Tout est simple quand on a compris comment ça marche...
Mais maintenant, je comprends mieux pourquoi ce tour fait autant peur aux mecaniciens debutants. Il est exceptionnel, mais souvent déroutant.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Mjc22160 et Alexanian joel aiment ce message
Re: Achat et remise en etat d'un HBX360
simca Ven 04 Fév 2022, 19:54
bonsoir
super boulot comme d habitude
perso sur les machines outils, les roulements qui sont sujet à une mauvaise lub je les remplace par des étanches 2rsh je crois que je bourre de graisse ,ça ne tourne pas vite et je suis sur que l eau n est pas prête de rentrer
cdlt
super boulot comme d habitude
perso sur les machines outils, les roulements qui sont sujet à une mauvaise lub je les remplace par des étanches 2rsh je crois que je bourre de graisse ,ça ne tourne pas vite et je suis sur que l eau n est pas prête de rentrer
cdlt
simca- Chevronné

- Messages : 694
Date d'inscription : 20/07/2021
Re: Achat et remise en etat d'un HBX360
TRD Ven 04 Fév 2022, 20:21
Le roulements à billes ont ete remplacés par des roulements EE chaque fois que c'etait possible. Double interet : l'eau ne peut pas rentrer et l'huile ne peut pas sortir du tablier. Les couvercles de roulements ne sont pas toujours tres etanches. En plus, je les ai tous enduits de pate silicone à joints de carter. D'origine, c'etait monté à la resine. Probablement de l'Hermetic.
Au passage, j'ai remplacé toutes les vis à fente au "standard Cazeneuve" par des vis CHc, au "standard TRD", c'est-à-dire avec tete reduite au tour pour rentrer dans les minis-lamages Cazeneuve.
Palme des vis merdiques : les 4 vis de la roue de la vis mere ont une longueur de 32 - 0, +1... Plus long ça interfere, plus court ça tient sur quatre filets. Maintenant, il y a quatre vis neuves avec 0,5 mm de garde.
Il me manque un seul roulement pour finir. Il etait tellement pourri que je me suis trompé en lisant la reference. J'ai commandé un 6006 N au lieu d'un 6005 N. Il devrait arriver demain ou lundi.
Mais il y a trois Timken coniques. Et en plus 2 fabrications speciales. Ceux-ci, pas moyen de les etancher. J'en ai trouvé un en Allemagne pour une bouchee de pain J'en ai sauvé un qui etait juste sale. Et pour le troisième, j'ai été obligé de le prendre chez Cazeneuve.
Heureusement, la boutique existe toujours et les pieces sont disponibles en une demi-heure pour moi puisque j'habite a 15 km de l'usine.
Cerise sur le gateau, j'ai pu acheter la plaque alu qui indique les positions des leviers du tablier qui manquait sur mon premier HBX. Sinon, j'aurais du faire graver une copie de celle du second et ça m'aurait coûté cinq fois plus cher.
Je vais refabriquer la came du frein du trainard. Je trouve ce frein un peu mollasson alors que celui de l'autre HBX est hyper-efficace. C'est meme le meilleur frein de trainard que j'ai jamais eu entre les mains. Comme quoi deux machines identiques quasiment aussi vieilles, mais des avis tres differents. A decharge, il y avait tellement de saleté sur le patin de frein que ça devait mal porter.
Mais je vais refaire la came parce que l'angle pris par le levier frein serré est deux fois plus grand sur cet HBX que sur l'autre.
Et c'est pareil pour le frein de broche. Le plus vieux des deux, le lyonnais, est celui qui a le meilleur frein. Donc je vais commander du ferrodo pour refaire celui de l'HBX numero 1, le savoyard. Le ferrodo qui a trempé dans l. Huile, c'est moyen...
Pour lnarbre à butée qui avait 4/10 de jeu, la reparation est nickel. Plus de jeu. Ça claque bien avec un bruit "mecanique".
https://www.youtube.com/shorts/gNztmq50fk8?feature=share
Au passage, j'ai remplacé toutes les vis à fente au "standard Cazeneuve" par des vis CHc, au "standard TRD", c'est-à-dire avec tete reduite au tour pour rentrer dans les minis-lamages Cazeneuve.
Palme des vis merdiques : les 4 vis de la roue de la vis mere ont une longueur de 32 - 0, +1... Plus long ça interfere, plus court ça tient sur quatre filets. Maintenant, il y a quatre vis neuves avec 0,5 mm de garde.
Il me manque un seul roulement pour finir. Il etait tellement pourri que je me suis trompé en lisant la reference. J'ai commandé un 6006 N au lieu d'un 6005 N. Il devrait arriver demain ou lundi.
Mais il y a trois Timken coniques. Et en plus 2 fabrications speciales. Ceux-ci, pas moyen de les etancher. J'en ai trouvé un en Allemagne pour une bouchee de pain J'en ai sauvé un qui etait juste sale. Et pour le troisième, j'ai été obligé de le prendre chez Cazeneuve.
Heureusement, la boutique existe toujours et les pieces sont disponibles en une demi-heure pour moi puisque j'habite a 15 km de l'usine.
Cerise sur le gateau, j'ai pu acheter la plaque alu qui indique les positions des leviers du tablier qui manquait sur mon premier HBX. Sinon, j'aurais du faire graver une copie de celle du second et ça m'aurait coûté cinq fois plus cher.
Je vais refabriquer la came du frein du trainard. Je trouve ce frein un peu mollasson alors que celui de l'autre HBX est hyper-efficace. C'est meme le meilleur frein de trainard que j'ai jamais eu entre les mains. Comme quoi deux machines identiques quasiment aussi vieilles, mais des avis tres differents. A decharge, il y avait tellement de saleté sur le patin de frein que ça devait mal porter.
Mais je vais refaire la came parce que l'angle pris par le levier frein serré est deux fois plus grand sur cet HBX que sur l'autre.
Et c'est pareil pour le frein de broche. Le plus vieux des deux, le lyonnais, est celui qui a le meilleur frein. Donc je vais commander du ferrodo pour refaire celui de l'HBX numero 1, le savoyard. Le ferrodo qui a trempé dans l. Huile, c'est moyen...
Pour lnarbre à butée qui avait 4/10 de jeu, la reparation est nickel. Plus de jeu. Ça claque bien avec un bruit "mecanique".
https://www.youtube.com/shorts/gNztmq50fk8?feature=share
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Achat et remise en etat d'un HBX360
TRD Sam 05 Fév 2022, 20:08
Le roulement 6005 N est arrivé ce matin.
Remontage du selecteur d'avances
Il s'agit de la partie la plus difficile du remontage. Les pieces doivent etre assemblees dans un ordre précis. Mais, il n'est pas nécessaire d'avoir de l'outillage specifique.
Apres le roulement arrière, monter d'abord la grande roue à moyeu à l'arriere du tablier. Moyeu coté carter. Il faut d'abord degoupiller la roue de l'arbre voisin (arbre des butées) pour le deplacer.

Regoupiller la roue de l'arbre voisin.
Ensuite, monter de l'autre côté la grande roue à alésage cannelé. Elle doit etre symétrique, mais j'avais reperé au crayon electrique le sens au demontage.
Preparer le demi-arbre arrière, avec sa bague bronze, son crabot baladeur, un grand circlips, je jonc du baladeur.
Attention : le trou de goupille du baladeur doit etre en face de la lumiere dans les cannelures du demi-arbre.

Preparer aussi la clavette demi-lune.
Retirer le grand circlips et le tenir a disposition.

Faire passer le demi-arbre à travers le trou du roulement avant puis à-travers les cannelures de la grande roue avant. Des qu'il depasse de la grande roue, mettre le circlips autour du bout du demi-arbre (parce que le circlips est trop grand pour passer dans le trou cannelé de la grande roue.)
Continuer à faire pénétrer le demi-arbre jusqu'à découvrir le logement de clavette demi-lune. Monter la clavette.

Pousser encore l'arbre pour faire penetrer la clavette dans la rainure du grand pignon à moyeu.
Le demi-arbre posterieur est en place.
Preparer l'autre demi-arbre en verifiant bien la presence du ressort de compression à l'interieur.

Proceder comme pour l'autre demi-arbre, en le faisant passer à-travers l'alesage du roulement avant puis les cannelures de la grande roue. Les cannelures doivent être en phase.
Placer le circlips resté libre sur l'autre demi arbre dans la gorge du demi-arbre anterieur.
Preparation et pose du roulement avant

Pose du circlips extérieur

Montage de l'axe de commande et de sa goupille

Remise en place dans sa gorge du jonc d'arrêt
Remontage du dispositif d'étanchéité
Repose de la pastille cache-roulement arrière.


Remontage du selecteur d'avances
Il s'agit de la partie la plus difficile du remontage. Les pieces doivent etre assemblees dans un ordre précis. Mais, il n'est pas nécessaire d'avoir de l'outillage specifique.
Apres le roulement arrière, monter d'abord la grande roue à moyeu à l'arriere du tablier. Moyeu coté carter. Il faut d'abord degoupiller la roue de l'arbre voisin (arbre des butées) pour le deplacer.
Regoupiller la roue de l'arbre voisin.
Ensuite, monter de l'autre côté la grande roue à alésage cannelé. Elle doit etre symétrique, mais j'avais reperé au crayon electrique le sens au demontage.
Preparer le demi-arbre arrière, avec sa bague bronze, son crabot baladeur, un grand circlips, je jonc du baladeur.
Attention : le trou de goupille du baladeur doit etre en face de la lumiere dans les cannelures du demi-arbre.
Preparer aussi la clavette demi-lune.
Retirer le grand circlips et le tenir a disposition.
Faire passer le demi-arbre à travers le trou du roulement avant puis à-travers les cannelures de la grande roue avant. Des qu'il depasse de la grande roue, mettre le circlips autour du bout du demi-arbre (parce que le circlips est trop grand pour passer dans le trou cannelé de la grande roue.)
Continuer à faire pénétrer le demi-arbre jusqu'à découvrir le logement de clavette demi-lune. Monter la clavette.
Pousser encore l'arbre pour faire penetrer la clavette dans la rainure du grand pignon à moyeu.
Le demi-arbre posterieur est en place.
Preparer l'autre demi-arbre en verifiant bien la presence du ressort de compression à l'interieur.
Proceder comme pour l'autre demi-arbre, en le faisant passer à-travers l'alesage du roulement avant puis les cannelures de la grande roue. Les cannelures doivent être en phase.
Placer le circlips resté libre sur l'autre demi arbre dans la gorge du demi-arbre anterieur.
Preparation et pose du roulement avant
Pose du circlips extérieur
Montage de l'axe de commande et de sa goupille
Remise en place dans sa gorge du jonc d'arrêt
Remontage du dispositif d'étanchéité
Repose de la pastille cache-roulement arrière.
Dernière édition par TRD le Dim 06 Fév 2022, 08:00, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Page 10 sur 17 • 1 ... 6 ... 9, 10, 11 ... 13 ... 17
» Remise en état de marche de la 230 G 353
» Remise en état "électrique" d'une Gambin 1V
» remise en état perceuse ADAM C13
» Remise en etat d'une pompe Japy
» Remise en état moteur Porsche 993
» Remise en état "électrique" d'une Gambin 1V
» remise en état perceuse ADAM C13
» Remise en etat d'une pompe Japy
» Remise en état moteur Porsche 993
Page 10 sur 17
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum