
numérisation d'une fraiseuse "MARF BABY"
+20
f6bqi
bouzou
sergio 31
Enfield
charly 57
JLuc69
rausko
kiko
maximus 94
Procule
sachem35
eric5889
Admin
Vapomill
Yvon
gavroche
Papeteme
Bilbil
Lil
chris74
24 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 11 sur 34
Page 11 sur 34 •  1 ... 7 ... 10, 11, 12 ... 22 ... 34
1 ... 7 ... 10, 11, 12 ... 22 ... 34
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Dim 11 Déc 2011, 16:39
Voilà ce que l'on m'a conseillé comme colle, il parait que c'est vraiment sérieux, reste plus qu'a essayer de s'en procurer :macroplexx 5060.
A priori, 1 petit mm d'épaisseur n'est pas vraiment gênant, de toute façon elle n'est là que pour "assurer" la fixation par vis et éviter les phénomènes de résonances et vibrations dus aux espaces vides entre les 2 tôles,son rôle de fixation sera donc extrêmement réduit.
A priori, 1 petit mm d'épaisseur n'est pas vraiment gênant, de toute façon elle n'est là que pour "assurer" la fixation par vis et éviter les phénomènes de résonances et vibrations dus aux espaces vides entre les 2 tôles,son rôle de fixation sera donc extrêmement réduit.
chris74- Chevronné

- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Dim 11 Déc 2011, 19:09
Bon, bien que ce post ne déchaine pas les foules, je vais continuer avec mes questions 
Donc, après réflexion, et vu la taille et le poids de la table, je pense refaire les queues d'arondes de la console, celles-ci font 85mm dans leur plus grande largeur, cela me semble peu, celle de mon X2 faisant 110mm.
Donc je voulais les faire de 120mm, histoire d'éviter, au mieux, le basculement de la table à son débattement maxi/mini. Pour le taillage pas de soucis, on va faite ça sur l'alcéra 1000 mais après......................faut il OBLIGATOIREMENT passer par la case rectif ? Peut on faire ça "à la main" (j'imagine que non, mais on peut toujours se renseigner ) genre avec un abrasif sur une cale ?
) genre avec un abrasif sur une cale ?
Donc je vais tailler un bloc de fonte (FT25) et le visser sur les queues d'aronde existante, cela va me faire perdre 20mm de hauteur, mais je préfère ça et avoir le maximum de stabilité.
Donc, après réflexion, et vu la taille et le poids de la table, je pense refaire les queues d'arondes de la console, celles-ci font 85mm dans leur plus grande largeur, cela me semble peu, celle de mon X2 faisant 110mm.
Donc je voulais les faire de 120mm, histoire d'éviter, au mieux, le basculement de la table à son débattement maxi/mini. Pour le taillage pas de soucis, on va faite ça sur l'alcéra 1000 mais après......................faut il OBLIGATOIREMENT passer par la case rectif ? Peut on faire ça "à la main" (j'imagine que non, mais on peut toujours se renseigner
) genre avec un abrasif sur une cale ?Donc je vais tailler un bloc de fonte (FT25) et le visser sur les queues d'aronde existante, cela va me faire perdre 20mm de hauteur, mais je préfère ça et avoir le maximum de stabilité.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre

chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
sachem35 Dim 11 Déc 2011, 20:09
Bonsoir Chris,
Bon,... la foule se prépare aux festivités... Les retraités sont très occupés de savoir quoi offrir aux tous petits... Les actifs commencent à être stressés par les dernières livraisons: histoires complexes de chiffres, < ou > à ?! ... + les mêmes objectifs que les ceusses ci-dessus, mais ayant moins de temps pour réaliser..., ils réalisent qu'il ne reste que quelques jours !
Donc la foule est pardonnée.
Pour tes derniers messages, je ne me sens pas de taille à répondre. Vraiment désolé, mes connaissances en mécanique sont courtes.
Mais je t'encourage à rester zen, et comme décrit ci-dessus, passe à la trêve des fêtes et fais toi plaisir ainsi qu'à ta famille: REPOS !!!
Dominical poignée,
sachem35
Bon,... la foule se prépare aux festivités... Les retraités sont très occupés de savoir quoi offrir aux tous petits... Les actifs commencent à être stressés par les dernières livraisons: histoires complexes de chiffres, < ou > à ?! ... + les mêmes objectifs que les ceusses ci-dessus, mais ayant moins de temps pour réaliser..., ils réalisent qu'il ne reste que quelques jours !
Donc la foule est pardonnée.
Pour tes derniers messages, je ne me sens pas de taille à répondre. Vraiment désolé, mes connaissances en mécanique sont courtes.
Mais je t'encourage à rester zen, et comme décrit ci-dessus, passe à la trêve des fêtes et fais toi plaisir ainsi qu'à ta famille: REPOS !!!
Dominical poignée,
sachem35

sachem35- Chevronné
- Messages : 244
Date d'inscription : 29/05/2011
Re: numérisation d'une fraiseuse "MARF BABY"
Admin Dim 11 Déc 2011, 22:12
Bonsoir
Je suis le sujet mais je ne puis apporter ma contribution car je suis un peu dépassé par l'ampleur de la tâche que tu as entrepris.Par contre je ne vois pas trop ce que tu veut faire dans ton dernier post c'est les queues d'arondes qui sont sous la table? que tu veut faire plus grandes?
Bon courage pour la suite c'est vraiment formidable avec la reconstruction de ton tour Are tu nous a gratifier de deux sujets excellent qui méritent d'aboutir.
Je suis le sujet mais je ne puis apporter ma contribution car je suis un peu dépassé par l'ampleur de la tâche que tu as entrepris.Par contre je ne vois pas trop ce que tu veut faire dans ton dernier post c'est les queues d'arondes qui sont sous la table? que tu veut faire plus grandes?
Bon courage pour la suite c'est vraiment formidable avec la reconstruction de ton tour Are tu nous a gratifier de deux sujets excellent qui méritent d'aboutir.

Admin- Administrateur

- Messages : 1795
Date d'inscription : 02/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
maximus 94 Lun 12 Déc 2011, 05:27
Comme Papynano, pas possible pour moi de t"aider mais je suis en admiration devant le travail que tu accomplis, je suis certain que tu arriveras à tes fin 
_________________
Le jeu et la graisse sont l'âme de la mécanique

maximus 94- Chevronné
- Messages : 384
Date d'inscription : 28/01/2011
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Lun 12 Déc 2011, 05:39
Hello Chris 
Deux très bonnes colles de structure bi-composants chez Loctite :
3444 A&B chargée à l'aluminium
9492 A&B qui nécessite un pistolet spécifique.
Les deux permettent un apport de matière importante (plusieurs cm en épaisseur).
Elles sont très résistantes (usinage, taraudage sans problème de tenue des filets ...)
Elles sont très adhérentes sur tous les métaux.
Inconvénient : le prix.
Amitiés
Deux très bonnes colles de structure bi-composants chez Loctite :
3444 A&B chargée à l'aluminium
9492 A&B qui nécessite un pistolet spécifique.
Les deux permettent un apport de matière importante (plusieurs cm en épaisseur).
Elles sont très résistantes (usinage, taraudage sans problème de tenue des filets ...)
Elles sont très adhérentes sur tous les métaux.
Inconvénient : le prix.
Amitiés
_________________

Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Lun 12 Déc 2011, 06:04
Je vous remercie, Lil je vais regarder les colles que tu indiques.
Pour les queues d'arondes je vais devoir la allonger (passer de 200 à 350mm de long) et j'aimerais modifier aussi leur largeur en la passant de 85 à 120mm afin d'éviter le phénomène de basculement de la table quand elle est sortie au max.
Pour le moment ce ne sont que des projets, je ne recommence rien tant que je ne me suis pas "débarrassé" de la base.
Je suis aussi en train de commencer à regarder les vis à billes avec écrous précontraints, là aussi ça fait mal...............mais je veut limiter au maximum le jeu au changement de sens, c'est vraiment trop pénalisant sur une fraiseuse, même si le logiciel compense, il y a un arrêt à chaque rattrapage de jeu et ,forcément, cela se voit.
Si quelqu'un a une idée pour faire des écrous sans jeu avec 2 écrous simple je suis preneur des idées ,car j'en ai 2 d'avances (avec les vis) cela serait toujours ça de gagné.
Pour les queues d'arondes je vais devoir la allonger (passer de 200 à 350mm de long) et j'aimerais modifier aussi leur largeur en la passant de 85 à 120mm afin d'éviter le phénomène de basculement de la table quand elle est sortie au max.
Pour le moment ce ne sont que des projets, je ne recommence rien tant que je ne me suis pas "débarrassé" de la base.
Je suis aussi en train de commencer à regarder les vis à billes avec écrous précontraints, là aussi ça fait mal...............mais je veut limiter au maximum le jeu au changement de sens, c'est vraiment trop pénalisant sur une fraiseuse, même si le logiciel compense, il y a un arrêt à chaque rattrapage de jeu et ,forcément, cela se voit.
Si quelqu'un a une idée pour faire des écrous sans jeu avec 2 écrous simple je suis preneur des idées ,car j'en ai 2 d'avances (avec les vis) cela serait toujours ça de gagné.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Lun 12 Déc 2011, 06:45
Hi Chris
Loctite Hysol 3455 A&B
Loctite Hysol 9492 A&B
Amitiés
chris74 a écrit:Je vous remercie, Lil je vais regarder les colles que tu indiques.
Loctite Hysol 3455 A&B
Loctite Hysol 9492 A&B
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Lun 12 Déc 2011, 19:46
Coucou le monde, merci Lil, en plus je connaissais, j'en avais déjà utilisé........pas bon de devenir vieux
Bon, je me suis penché, sans tomber, sur la façon de motoriser le Z.
Pas d'autres solution que de monter un système avec écrou tournant. Malheureusement je n'ai rien trouvé pour les vis 1605 donc je vais essayer de le faire, à partir d'un écrou à collerette.
Le corps de l'écrou faisant 28mm, j'avais pensé monter un roulement à billes à doubles rangée et portée oblique, pb le Ø ext avoisine les 80mm, c'est beaucoup trop gros.
Donc je me demande si un simple roulement à billes rigides pour le guidage en rotation + une butée à billes ne pourraient pas faire l'affaire, là je me retrouve avec un Ø ext de 52mm ce qui est compatible avec mon espace dispo (avec le pallier je vais avoir 70-75mm je pense)
Un petit schéma à main levé
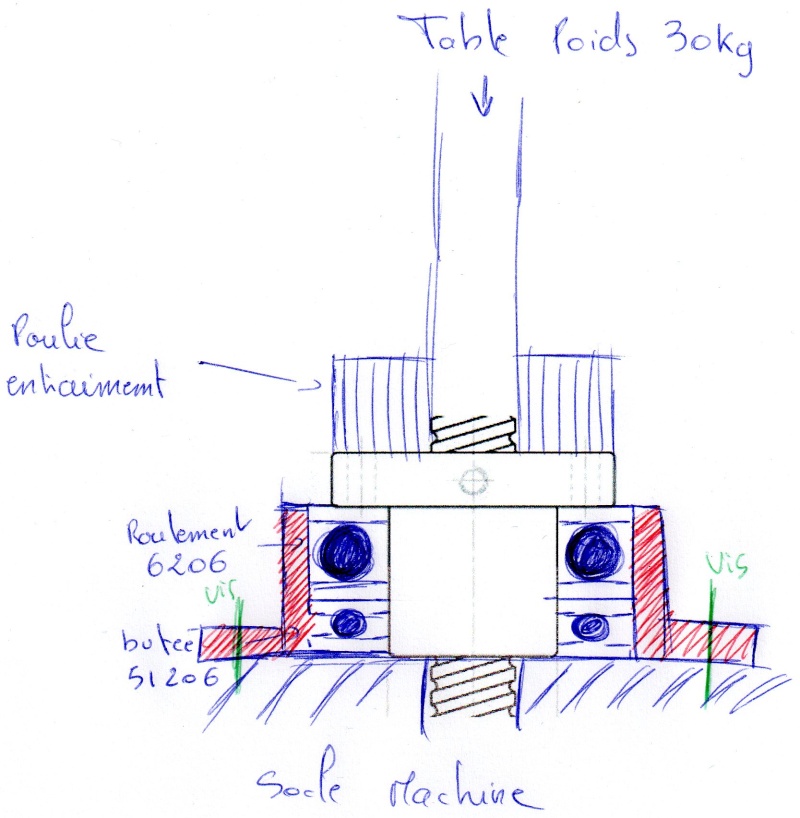
Je me doute que ce n'est pas ce qu'il y a de mieux, mais sur le coup j'ai pas trop d'idées , à votre avis, c'est "viable" comme système ??
Bon, je me suis penché, sans tomber, sur la façon de motoriser le Z.
Pas d'autres solution que de monter un système avec écrou tournant. Malheureusement je n'ai rien trouvé pour les vis 1605 donc je vais essayer de le faire, à partir d'un écrou à collerette.
Le corps de l'écrou faisant 28mm, j'avais pensé monter un roulement à billes à doubles rangée et portée oblique, pb le Ø ext avoisine les 80mm, c'est beaucoup trop gros.
Donc je me demande si un simple roulement à billes rigides pour le guidage en rotation + une butée à billes ne pourraient pas faire l'affaire, là je me retrouve avec un Ø ext de 52mm ce qui est compatible avec mon espace dispo (avec le pallier je vais avoir 70-75mm je pense)
Un petit schéma à main levé
Je me doute que ce n'est pas ce qu'il y a de mieux, mais sur le coup j'ai pas trop d'idées , à votre avis, c'est "viable" comme système ??
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Mar 13 Déc 2011, 05:47
Hello Chris ,
Il faut que tu empêches ta table de remonter.
Sur ton dessin, elle n'est contrôlée qu'en descente avec juste le poids de la table dans l'autre sens.
Avec un effort d'usinage important (perçage, fraisage incliné ou autre, une simple fraise en roulant, etc ...) ont des efforts supérieurs au poids de ta table et vont générer des vibrations ou même pire faire sauter la table. Tu seras obligé de verrouiller la table en Z pour de simples usinages !!!
Donc, butée à billes de l'autre côté, ce qui ne paraît pas très bon, ou roulement à contacts obliques à double rangée (le mieux étant de le prendre pré-chargé )
)
Amitiés
,Il faut que tu empêches ta table de remonter.
Sur ton dessin, elle n'est contrôlée qu'en descente avec juste le poids de la table dans l'autre sens.
Avec un effort d'usinage important (perçage, fraisage incliné ou autre, une simple fraise en roulant, etc ...) ont des efforts supérieurs au poids de ta table et vont générer des vibrations ou même pire faire sauter la table. Tu seras obligé de verrouiller la table en Z pour de simples usinages !!!
Donc, butée à billes de l'autre côté, ce qui ne paraît pas très bon, ou roulement à contacts obliques à double rangée (le mieux étant de le prendre pré-chargé
)Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Mar 13 Déc 2011, 17:37
Je te remercie, c'est sûr que les roulements à double rangées et contacts obliques sont tentants mais comment arriver à les précontraindre ?
As tu une ref pour des roulements préchargés ? Je trouve pas dans le catalogue SKF
As tu une ref pour des roulements préchargés ? Je trouve pas dans le catalogue SKF
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Page 11 sur 34 • 1 ... 7 ... 10, 11, 12 ... 22 ... 34
» Cherche belier et arbre de fraisage pour fraiseuse MARF BABY
» fraiseuse "MARF"
» Fraiseuse perso ou Sieg X2?? [numérisation]
» Numérisation d'une Fraiseuse Graveuse Cempuco
» alimentation dune prise 380v par un variateur tri/tri
» fraiseuse "MARF"
» Fraiseuse perso ou Sieg X2?? [numérisation]
» Numérisation d'une Fraiseuse Graveuse Cempuco
» alimentation dune prise 380v par un variateur tri/tri
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 11 sur 34
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum