
Cazeneuve HBY 590 : achat et revision
+5
moutcha
TRD
la bidouille
dubleu
simca
9 participants
Page 8 sur 18
Page 8 sur 18 •  1 ... 5 ... 7, 8, 9 ... 13 ... 18
1 ... 5 ... 7, 8, 9 ... 13 ... 18
Re: Cazeneuve HBY 590 : achat et revision
TRD Mar 21 Nov 2023, 19:45
Cet après-midi, j'ai decapé les tôles du fond de bac à copeaux et passé la face corrodée au Frameto.
Ensuite remise en état du carter de mandrin qui presentait deux departs de fissures.
Nervure fissurée

Nervure ressoudée

Soudure meulée

Bossage de colonne ressoudé.

Reperçage du bossage ressoudé

Alesage

Montage des colonnes à blanc.

Le carter poncé prêt à apprêter.

Ensuite remise en état du carter de mandrin qui presentait deux departs de fissures.
Nervure fissurée
Nervure ressoudée
Soudure meulée
Bossage de colonne ressoudé.
Reperçage du bossage ressoudé
Alesage
Montage des colonnes à blanc.
Le carter poncé prêt à apprêter.
TRD- Modérateur

- Messages : 8445
Date d'inscription : 11/08/2010
Re: Cazeneuve HBY 590 : achat et revision
la bidouille Mer 22 Nov 2023, 08:44
Je suppose que ce n'est pas à toi que je vais l'apprendre, mais pour ceux qui ne savent pas comment traiter une fissure, il faut forer un petit trou en bout de fissure pour "l'arrêter" avant de la ressouder.
Comme d'habitude du bon travail et rapide !
Comme d'habitude du bon travail et rapide !
la bidouille- Chevronné

- Messages : 290
Date d'inscription : 12/02/2018
Re: Cazeneuve HBY 590 : achat et revision
TRD Mer 22 Nov 2023, 09:08
En fait, pour la première, j'ai eliminé par meulage la zone fissurée à cause de la crasse accumulee dans la fissure. Et pour la seconde, elle était large d'un millimetre environ et s'etait justement arretée dans un petit trou taraudé qui a été rebouché par le soudage.
Je n'ai pas expliqué que la pièce a ete brossée, meulée, passée à l'acétone et rebrossée. Les fissures sont des nids à merde. C'est toujours mieux de les éliminer quand on peut.
Et l'alu, c'est parfois compliqué à ressouder en fonction de sa composition. Autant éliminer tous les tisque possibles.
Je n'ai pas expliqué que la pièce a ete brossée, meulée, passée à l'acétone et rebrossée. Les fissures sont des nids à merde. C'est toujours mieux de les éliminer quand on peut.
Et l'alu, c'est parfois compliqué à ressouder en fonction de sa composition. Autant éliminer tous les tisque possibles.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Cazeneuve HBY 590 : achat et revision
TRD Jeu 23 Nov 2023, 00:03
Pas d'HBY aujourd'hui. Je suis cloué au lit.
Mais Youtube m'a envoyé une courte vidéo sympa. Elle comporte des erreurs. Mais la musique est sympa. De là à ce que ma femme accepte que j'installe l'HBY dans ma chambre, il y a quand même une certaine distance.
Il y a une dizaine d'années, je suis allé chez un fabricant de moteurs de Superkart 250. Fournisseur de l'élite mondiale. Lui, il avait bien une moto d'usine de grand-prix dans sa salle de séjour.
Un passionné...
Mais Youtube m'a envoyé une courte vidéo sympa. Elle comporte des erreurs. Mais la musique est sympa. De là à ce que ma femme accepte que j'installe l'HBY dans ma chambre, il y a quand même une certaine distance.
Il y a une dizaine d'années, je suis allé chez un fabricant de moteurs de Superkart 250. Fournisseur de l'élite mondiale. Lui, il avait bien une moto d'usine de grand-prix dans sa salle de séjour.
Un passionné...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Cazeneuve HBY 590 : achat et revision
moutcha Jeu 23 Nov 2023, 12:27
Bon ben moi je patauge..... Qui a dit que les bac à copeaux avaient tendance à se percer.....!!!


Alors je confirme ça s'oxyde sévère......



Et le plus fou c'est que ça a percé par l'extérieur.
Je pense que ça vient du fait que les patins qui surélèvent le bac sont complètement bouffés et la tôle qui a légèrement cintrée frotte au milieu.
donc réhausse des patins

J'ai essayé une tentative de réparation, pas très efficace... la tôle par endroit est vraiment trop fine, trop pourrie


J'ai donc réfléchi à ton post sur le volume d'huile de coupe dans le bac.
Tu pensais mettre des galets pour limiter le volume ( ce qui est pas con, je le fais dans la marinade de sanglier )
)
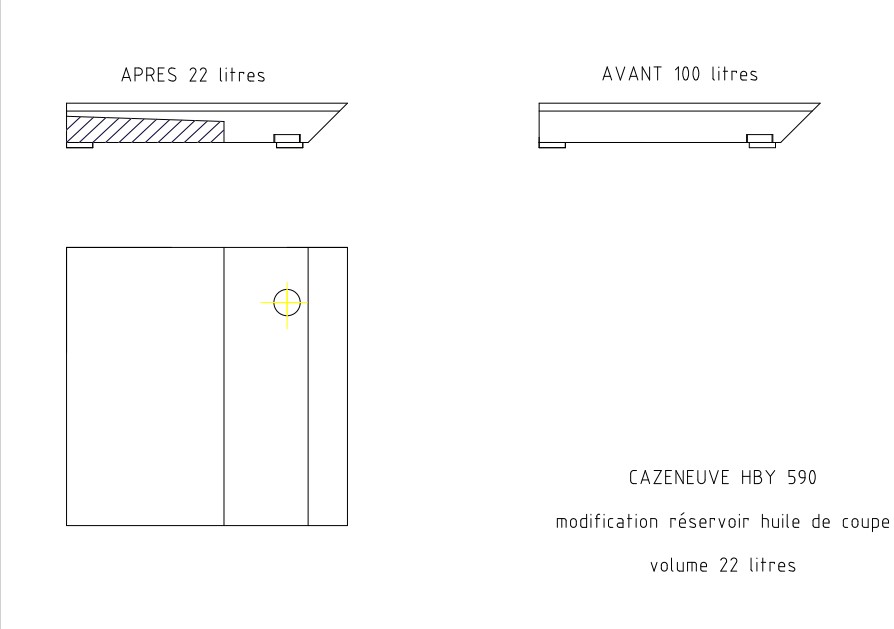
Je suis donc passé en mode étude... Et voilà l'idée
Couvrir toute la zone la plus pourrie avec une tôle réhaussée

Ce qui aura deux objectifs → m'affranchir de la partie la plus oxydée de la tôle et réduire le volume d'huile de coupe
Et cerise sur le gateaux je peux conserver mon bac .....


Alors je confirme ça s'oxyde sévère......



Et le plus fou c'est que ça a percé par l'extérieur.
Je pense que ça vient du fait que les patins qui surélèvent le bac sont complètement bouffés et la tôle qui a légèrement cintrée frotte au milieu.
donc réhausse des patins

J'ai essayé une tentative de réparation, pas très efficace... la tôle par endroit est vraiment trop fine, trop pourrie


J'ai donc réfléchi à ton post sur le volume d'huile de coupe dans le bac.
Tu pensais mettre des galets pour limiter le volume ( ce qui est pas con, je le fais dans la marinade de sanglier
) Je suis donc passé en mode étude... Et voilà l'idée
Couvrir toute la zone la plus pourrie avec une tôle réhaussée

Ce qui aura deux objectifs → m'affranchir de la partie la plus oxydée de la tôle et réduire le volume d'huile de coupe
Et cerise sur le gateaux je peux conserver mon bac .....

moutcha- Membre confirmé

- Messages : 17
Date d'inscription : 22/01/2017
Re: Cazeneuve HBY 590 : achat et revision
TRD Jeu 23 Nov 2023, 12:54
Le mien est vraiment sain. Comme sur l'HBX, les seules parties corrodées sont les faces inferieures des toles qui retiennent les copeaux au-dessus du bouillon. Mais j'ai eu le problème sur le Graziano. Toute la structure a été refaite à la tôle inox. Mais pour le fond qui était en "Lejaby" massif (Les soutiens -gorge, plus il y a de trou, plus c'est cher... Mais attention, les chaussettes, c'est le contraire...) j'ai opté pour une autre solution. Apres un bon decapage, traitement anti-corrosion pour sauver ce qui pouvait encore l'être, j'ai tout recouvert en composite polyester-fibre de verre ou epoxy-carbone, je ne me rappelle plus des details. Le bac est donc maintenant en thermodurcissable massif avec structure de renfort en acier Lejaby.
Ce qui fait tres vite pourrir l'acier, ce sont les copeaux de cuivre. Il ne faut jamais en laisser trainer au fond du bac. Ça te perce les meilleures toles en quelques semaines par corrosion galvanique. Avec le composite, plus de souci si les fibres sont en verre, ou en aramide. Par contre, la fibre de carbone étant électro-conductrice, elle est moins efficace. Mais de toutes façons, le bac restera etanche même si la structure est completement cuite.
Si tu refais tout, penses au bac du Graziano. Il est monté sur roues. On peut facilement le sortir avec sa pompe pour le nettoyer. Je trouve ça bien pratique.
Ce qui fait tres vite pourrir l'acier, ce sont les copeaux de cuivre. Il ne faut jamais en laisser trainer au fond du bac. Ça te perce les meilleures toles en quelques semaines par corrosion galvanique. Avec le composite, plus de souci si les fibres sont en verre, ou en aramide. Par contre, la fibre de carbone étant électro-conductrice, elle est moins efficace. Mais de toutes façons, le bac restera etanche même si la structure est completement cuite.
Si tu refais tout, penses au bac du Graziano. Il est monté sur roues. On peut facilement le sortir avec sa pompe pour le nettoyer. Je trouve ça bien pratique.
Dernière édition par TRD le Jeu 23 Nov 2023, 13:08, édité 5 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Cazeneuve HBY 590 : achat et revision
TRD Jeu 23 Nov 2023, 12:59
Si tu as besoin de cailloux, j'echange un menhir contre un sanglier...
Obelix.
Obelix.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Cazeneuve HBY 590 : achat et revision
TRD Jeu 23 Nov 2023, 17:25
Les faces inferieures des toles qui forment le fond du bac a copeaux au-dessus du reservoir de fluide de coupe sont bien corrodées mais la corrosion ne les a pas perforées. Apres un decapage mecanique, un passage à l'acide phosphorique dilué suivi d'un rinçage, sechage et couche de Frameto je passe au pinceau la même peinture violet-rose moche que dans le bac de l. HBX. La couleur est particuliere, c'est de la recuperation. Mais ça ne se verra pas une fois remonté.


Puis j'apprete au pistolet la face interne de la grande porte arriere du bac.

Celle-ci est tres saine, mais elle n'a jamais dû etre peinte et elle commencait à s'oxyder depuis que je l'ai degraissée. Une machine qui ne tourne pas s'abime vite.
Puis quelques accessoires : buse du ventilo de radiateur d'huile et supports de la visu.
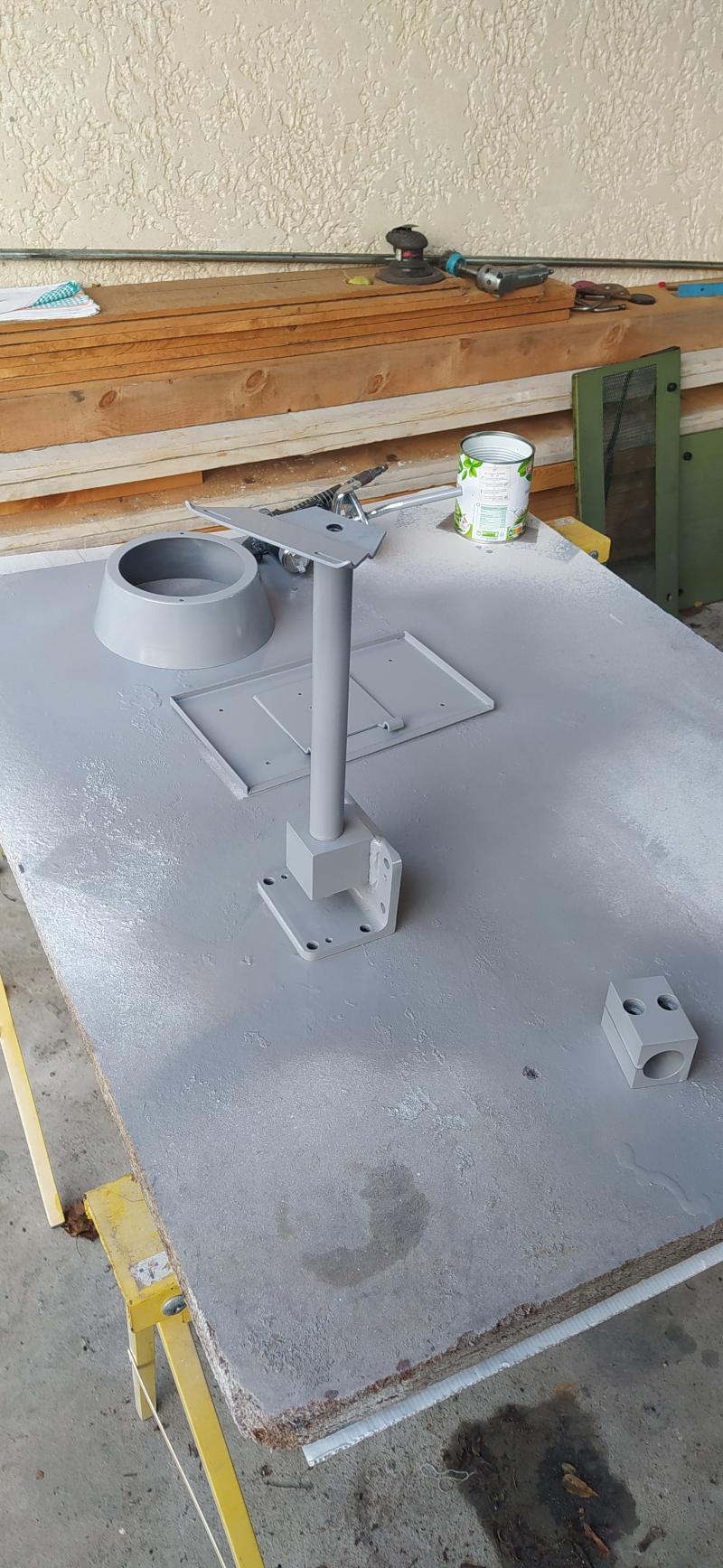
Ce support, c'est du costaud, comme j'aime. Corniere de 80, poteau en rond plein de 30, boulonné avec un filetage M18, toles de 2 mm d'epaisseur nervurées et renforcées. Du boulot de pro, pour une utilisation pro. J'aime moins la visu placee à droite du tour. Elle est bien protégée des projections de copeaux, mais pas dans le même champ de vision que la piece. Je trouve ça moyen.
Puis j'apprete au pistolet la face interne de la grande porte arriere du bac.
Celle-ci est tres saine, mais elle n'a jamais dû etre peinte et elle commencait à s'oxyder depuis que je l'ai degraissée. Une machine qui ne tourne pas s'abime vite.
Puis quelques accessoires : buse du ventilo de radiateur d'huile et supports de la visu.
Ce support, c'est du costaud, comme j'aime. Corniere de 80, poteau en rond plein de 30, boulonné avec un filetage M18, toles de 2 mm d'epaisseur nervurées et renforcées. Du boulot de pro, pour une utilisation pro. J'aime moins la visu placee à droite du tour. Elle est bien protégée des projections de copeaux, mais pas dans le même champ de vision que la piece. Je trouve ça moyen.
Dernière édition par TRD le Mar 16 Jan 2024, 18:50, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Cazeneuve HBY 590 : achat et revision
TRD Ven 24 Nov 2023, 18:33
Entre deux cures d'antibiotiques, j'ai quand même pu sortir de mon lit pour faire un peu de barbouillage.
Seconde couche de rose moche sur les tôles du bac à copeaux et appret sur seconde face des accessoires.

J'ai commencé de regarder ce que j'allais faire pour la vidange du bac à fluide d'arrosage. Le fond du mien n'a pas l'air corrodé en passant la main dessous. Et là, je pense avoir compris pourquoi celui de Moutcha est en plus mauvais etat que le mien. Le mien est a plus de 6 centimetres du sol.

D'abord, les vibrations de la machine ne poncent pas la peinture sur la dalle en béton. Ensuite en cas de fuite, l'air circule bien ce qui seche l'eau et doit laisser une pellicule grasse et pour finir, il ne risque pas de se former de corrosion caverneuse qui est bien plus destructrice que la corrosion par piqure qui a attaqué mes tôles de dessus.
Même si le tour est posé sur de la ferraille pour cause d'absence de verins anti-vibrations, il vaut mieux le surrelever un peu pour eviter ce genre de corrosion. Et ça vaut pour tous les tours avec des bacs en tôle d'acier. Pensez-y en installant le votre.
Autre avantage, le niveau est plus facile à faire même si vu la rigidité du bestiau, je pense que ça ne doit pas beaucoup impacter la precision du Cazeneuve. Le banc de l'HBY est tres large (545 mm si je ne me trompe pas. Il est vraiment court (EP 1100 sur la majorité des HBY dont les notres) et fortement entretoisé pour une machine de ce calibre, souvent vendue chez les concurrents en EP1500 ou 2000. Parfois même jusqu'à 4000.
De surcroit, comment pourrait-on installer un raccord permettant une vidange quasi-complete si le fond du bac repose quasiment sur le sol ?
Enfin, comme sur la majorité des tours, la hauteur de l'axe de broche est toujours à peu près au même niveau, ça implique que le tablier est plus bas sur les gros tours que sur les petits.
Je le vois bien quand je compare l'HBY 590 avec l'HBX 360 qui est juste derrière.
Tablier plus bas, commandes plus basses. Notamment commande de filetage tres mal placee à mon goût sur l'HBY. Et pour l'inversion de sens manuelle, c'est encore pire. Et tout ça fait que les gros tours sont souvent moins ergonomiques que les petits pour les tourneurs de grand gabarit. Chaque centimetre gagné en hauteur c'est un peu de mal de dos en moins. Sur le Graziano j'ai même fabriqué un levier d'embrayage avec des pieces Schaublin fortement allongées pour ne plus avoir à me baisser.
Pour l'instant l'HBY n'est pas à sa place definitive. Mais quand il y sera, je devisserai les verins à fond pour grapiller quelques centimetres encore.
Le bloc-relais d'occasion est arrivé ce soir.
Seconde couche de rose moche sur les tôles du bac à copeaux et appret sur seconde face des accessoires.
J'ai commencé de regarder ce que j'allais faire pour la vidange du bac à fluide d'arrosage. Le fond du mien n'a pas l'air corrodé en passant la main dessous. Et là, je pense avoir compris pourquoi celui de Moutcha est en plus mauvais etat que le mien. Le mien est a plus de 6 centimetres du sol.
D'abord, les vibrations de la machine ne poncent pas la peinture sur la dalle en béton. Ensuite en cas de fuite, l'air circule bien ce qui seche l'eau et doit laisser une pellicule grasse et pour finir, il ne risque pas de se former de corrosion caverneuse qui est bien plus destructrice que la corrosion par piqure qui a attaqué mes tôles de dessus.
Même si le tour est posé sur de la ferraille pour cause d'absence de verins anti-vibrations, il vaut mieux le surrelever un peu pour eviter ce genre de corrosion. Et ça vaut pour tous les tours avec des bacs en tôle d'acier. Pensez-y en installant le votre.
Autre avantage, le niveau est plus facile à faire même si vu la rigidité du bestiau, je pense que ça ne doit pas beaucoup impacter la precision du Cazeneuve. Le banc de l'HBY est tres large (545 mm si je ne me trompe pas. Il est vraiment court (EP 1100 sur la majorité des HBY dont les notres) et fortement entretoisé pour une machine de ce calibre, souvent vendue chez les concurrents en EP1500 ou 2000. Parfois même jusqu'à 4000.
De surcroit, comment pourrait-on installer un raccord permettant une vidange quasi-complete si le fond du bac repose quasiment sur le sol ?
Enfin, comme sur la majorité des tours, la hauteur de l'axe de broche est toujours à peu près au même niveau, ça implique que le tablier est plus bas sur les gros tours que sur les petits.
Je le vois bien quand je compare l'HBY 590 avec l'HBX 360 qui est juste derrière.
Tablier plus bas, commandes plus basses. Notamment commande de filetage tres mal placee à mon goût sur l'HBY. Et pour l'inversion de sens manuelle, c'est encore pire. Et tout ça fait que les gros tours sont souvent moins ergonomiques que les petits pour les tourneurs de grand gabarit. Chaque centimetre gagné en hauteur c'est un peu de mal de dos en moins. Sur le Graziano j'ai même fabriqué un levier d'embrayage avec des pieces Schaublin fortement allongées pour ne plus avoir à me baisser.
Pour l'instant l'HBY n'est pas à sa place definitive. Mais quand il y sera, je devisserai les verins à fond pour grapiller quelques centimetres encore.
Le bloc-relais d'occasion est arrivé ce soir.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Cazeneuve HBY 590 : achat et revision
TRD Sam 25 Nov 2023, 13:56
Fabrication d'une bonde pour le bac à fluide de coupe
Objectif : realiser une piece filetee 1/2 BSP qui permette de vidanger le plus possible de fluide de coupe.
Ebauche : chute d'inox 304 L

Il commence à faire froid et on approche du scenario catastrophe orchestré par les gouvernements qui se sont succédés ces dernieres années. D'habitude, la tension entre phases evolue entre 405 et 410 volts dans mon atelier. Ce matin, elle est tombée en-dessous de 400 volts. Machines à l'arrêt. D'ailleurs, à part 100 watts d'eclairage à LED, rien ne fonctionne chez moi. Ça donne une idée de ce qui attend les français cet hiver.

Par chance j'ai réussi à refouler les poseurs de Linky jusqu'à présent. La macronnie ne pourra pas me priver d'électricité tant que je n'aurais pas le compteur collabo.
Ebauche du diametre 20,9 pour realiser le 1/2 BSP. Montage en pince de 40 sur l'HBX.

Filetage 14 F

Essai

Forage à l'axe diametre 14,5

Ebavurage et fin de la premiere sous-phase de tournage.
Ebauche du six-pans dans mon nouveau diviseur Dufour equipé d'un six-mors. C'est la première fois que j'utilise ce montage.

Remerciements speciaux à Simca qui a fourni gracieusement le tube grâce auquel je peux installer ce lourd montage sur la table de ma fraiseuse sans effort anormal.
Je suis super satisfait de mon diviseur Dufour. Je ne regrette pas d'en avoir changé. Ça va vite, ça va bien, ça va surrement.

Essai avec une douille de 32.

Fin de la premiere sous-phase de fraisage. (Pour les debutants : une sous-phase est une suite d'operations réalisée sans démontage de la piece.)
Reprise en pince de 21 sur l'HBX. L'avantage de la pince, c'est qu'on peut serrer assez fort sur le filetage sans l'endommager.
Perçage diametre 22 sur 18 mm dans le six-pans et la partie cylindrique de 40.

Ebavurage.
Fin de la seconde sous-phase au tour.
Remontage dans le six-mors sur la fraiseuse pour percer les trous radiaux.
Les mors sont dans la trajectoire du mandrin lors du pointage. Je ne peux pas percer en phase avec le milieu des plats du six-pans. Le résultat sera fonctionnel, mais pas esthétique.
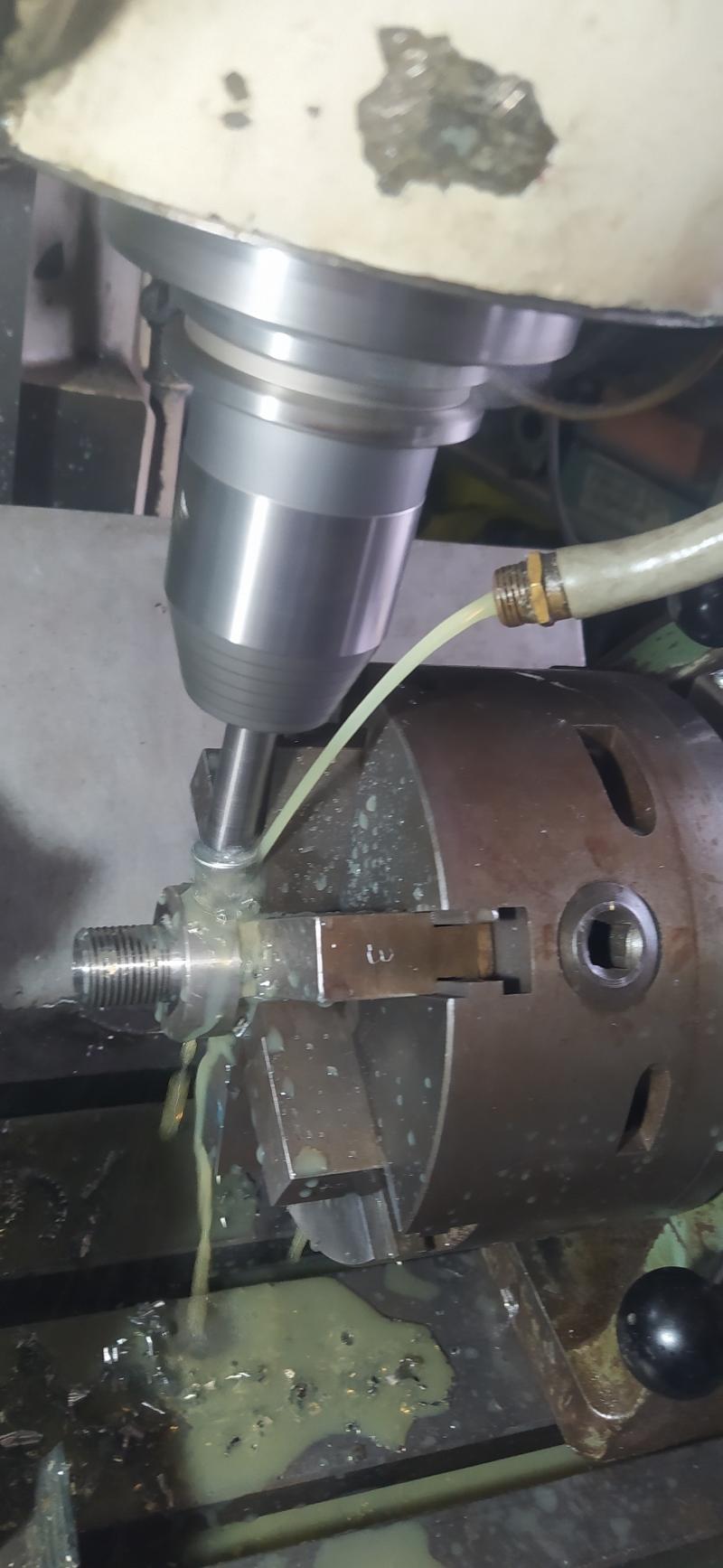
Forage radial diametre 12
Les trous radiaux serviront a evacuer le liquide lorsque le niveau sera en-dessous de l'extrémité du six-pans.
La bonde terminée.

C'est en forgeant qu'on devient forgeron.

En d'autres termes, c'est en faisant des conneries qu'on apprend à ne plus en faire...

Un mandrin six-mors fonctionne tres bien avec trois, voire même seulement deux mors. Je le savais, mais je n'y ai pas pensé. En enlevant trois mors, j'aurais pu percer mes trous de 12 en phase avec les plats du six-pans.
On apprend toujours de ses erreurs.
Mais je suis super satisfait de mon nouveau diviseur et du maintien du six-mors associé. C'est vraiment du bon materiel.
Objectif : realiser une piece filetee 1/2 BSP qui permette de vidanger le plus possible de fluide de coupe.
Ebauche : chute d'inox 304 L
Il commence à faire froid et on approche du scenario catastrophe orchestré par les gouvernements qui se sont succédés ces dernieres années. D'habitude, la tension entre phases evolue entre 405 et 410 volts dans mon atelier. Ce matin, elle est tombée en-dessous de 400 volts. Machines à l'arrêt. D'ailleurs, à part 100 watts d'eclairage à LED, rien ne fonctionne chez moi. Ça donne une idée de ce qui attend les français cet hiver.
Par chance j'ai réussi à refouler les poseurs de Linky jusqu'à présent. La macronnie ne pourra pas me priver d'électricité tant que je n'aurais pas le compteur collabo.
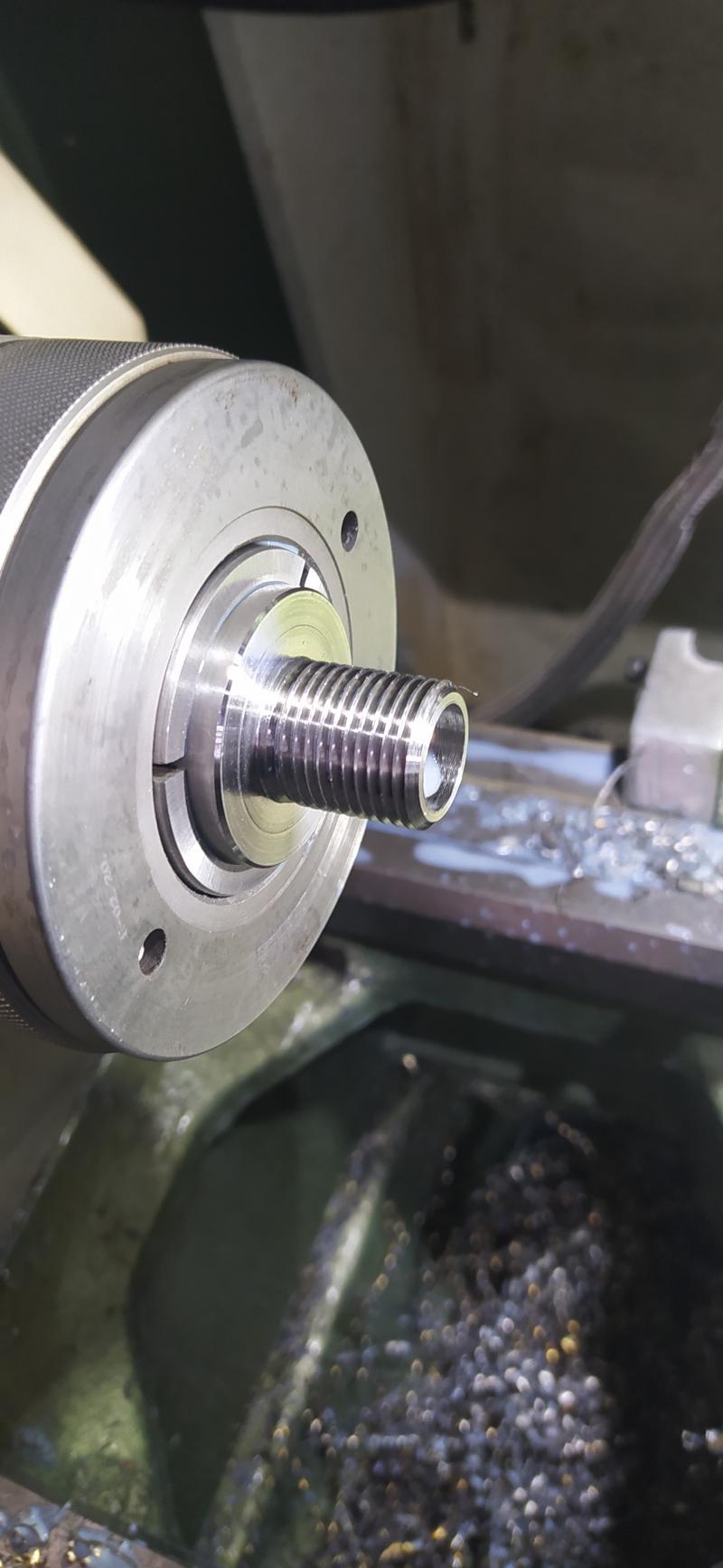
Ebauche du diametre 20,9 pour realiser le 1/2 BSP. Montage en pince de 40 sur l'HBX.
Filetage 14 F
Essai
Forage à l'axe diametre 14,5
Ebavurage et fin de la premiere sous-phase de tournage.
Ebauche du six-pans dans mon nouveau diviseur Dufour equipé d'un six-mors. C'est la première fois que j'utilise ce montage.
Remerciements speciaux à Simca qui a fourni gracieusement le tube grâce auquel je peux installer ce lourd montage sur la table de ma fraiseuse sans effort anormal.
Je suis super satisfait de mon diviseur Dufour. Je ne regrette pas d'en avoir changé. Ça va vite, ça va bien, ça va surrement.
Essai avec une douille de 32.
Fin de la premiere sous-phase de fraisage. (Pour les debutants : une sous-phase est une suite d'operations réalisée sans démontage de la piece.)
Reprise en pince de 21 sur l'HBX. L'avantage de la pince, c'est qu'on peut serrer assez fort sur le filetage sans l'endommager.
Perçage diametre 22 sur 18 mm dans le six-pans et la partie cylindrique de 40.
Ebavurage.
Fin de la seconde sous-phase au tour.
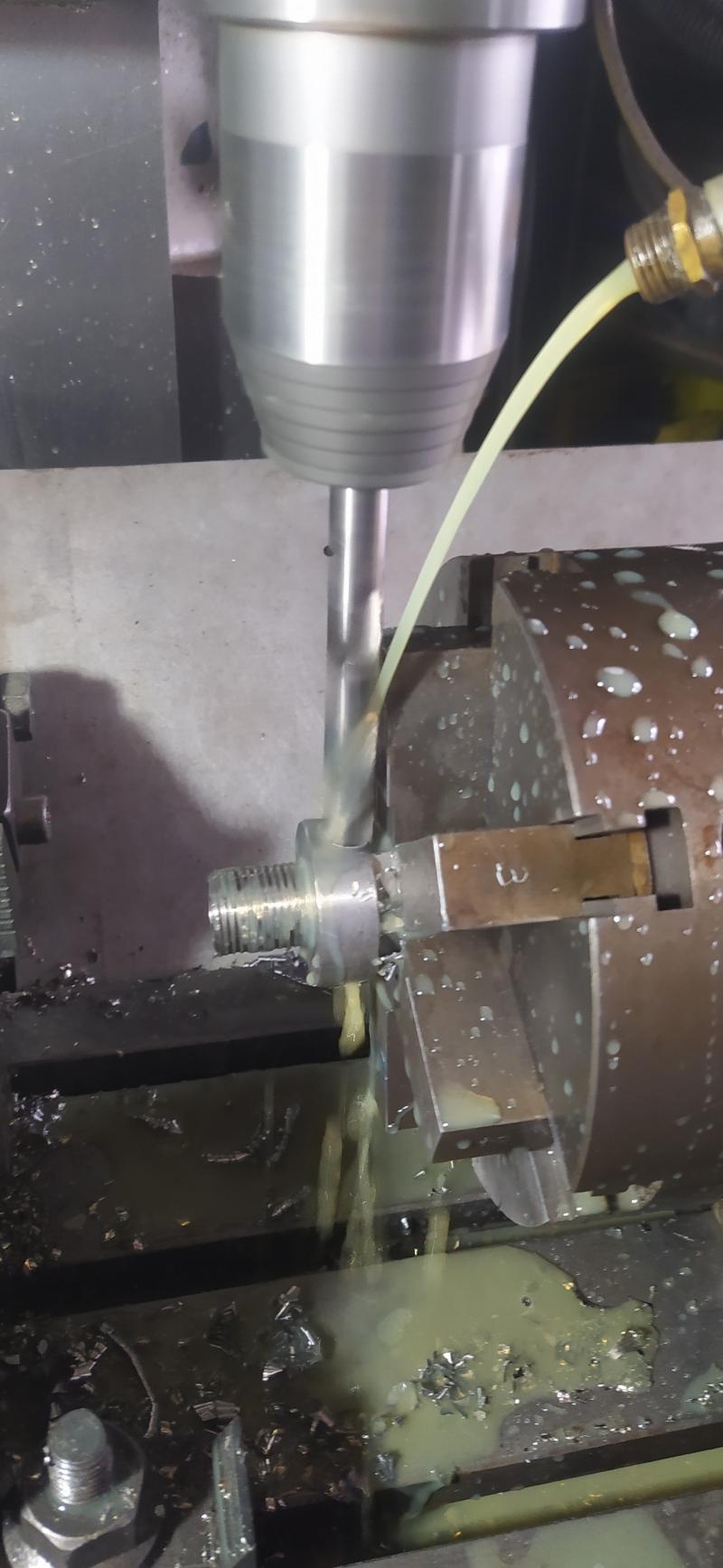
Remontage dans le six-mors sur la fraiseuse pour percer les trous radiaux.
Les mors sont dans la trajectoire du mandrin lors du pointage. Je ne peux pas percer en phase avec le milieu des plats du six-pans. Le résultat sera fonctionnel, mais pas esthétique.
Forage radial diametre 12
Les trous radiaux serviront a evacuer le liquide lorsque le niveau sera en-dessous de l'extrémité du six-pans.
La bonde terminée.
C'est en forgeant qu'on devient forgeron.
En d'autres termes, c'est en faisant des conneries qu'on apprend à ne plus en faire...
Un mandrin six-mors fonctionne tres bien avec trois, voire même seulement deux mors. Je le savais, mais je n'y ai pas pensé. En enlevant trois mors, j'aurais pu percer mes trous de 12 en phase avec les plats du six-pans.
On apprend toujours de ses erreurs.
Mais je suis super satisfait de mon nouveau diviseur et du maintien du six-mors associé. C'est vraiment du bon materiel.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Cazeneuve HBY 590 : achat et revision
TRD Sam 25 Nov 2023, 19:58
La bonde et la vanne de vidange installées dans le reservoir de fluide de coupe situé sous le bac à copeaux.

J'ai repensé à l'idée de Moutcha concernant le double fond pour limiter le volume de fluide. C'est interessant mais il faut faire un trou pour que d'éventuelles fuites ne puissent pas stagner dans l'espace entre les deux fonds. Et même à mon avis un évent genre cheminée pour assurer une ventilation entre les deux toles. Sinon, c'est corrosion caverneuse assurée à brève échéance. Il suffit de regarder comment sont faits les longerons sur les coques automobiles et comment ils se comportent. Ceux qui sont percés se conservent bien mieux que ceux qui sont étanches.
J'ai repensé à l'idée de Moutcha concernant le double fond pour limiter le volume de fluide. C'est interessant mais il faut faire un trou pour que d'éventuelles fuites ne puissent pas stagner dans l'espace entre les deux fonds. Et même à mon avis un évent genre cheminée pour assurer une ventilation entre les deux toles. Sinon, c'est corrosion caverneuse assurée à brève échéance. Il suffit de regarder comment sont faits les longerons sur les coques automobiles et comment ils se comportent. Ceux qui sont percés se conservent bien mieux que ceux qui sont étanches.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Page 8 sur 18 • 1 ... 5 ... 7, 8, 9 ... 13 ... 18
» Achat et remise en etat d'un HBX360
» revision d'un SCHAUBLIN 150
» Revision marteau pilon
» révision d'un touret MAPE
» révision tête alésé
» revision d'un SCHAUBLIN 150
» Revision marteau pilon
» révision d'un touret MAPE
» révision tête alésé
Page 8 sur 18
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum