
Pièce sur mesure
5 participants
Page 7 sur 9
Page 7 sur 9 •  1, 2, 3, 4, 5, 6, 7, 8, 9
1, 2, 3, 4, 5, 6, 7, 8, 9
Re: Pièce sur mesure
simca Lun 07 Fév 2022, 12:51
Et bien voila tu aurais commencé par la on aurait évité toute une série d hypothèse vaines
on dirait une Imperia M6
du coup il faut forcement un écrou débouchant
il faudra pourvoir enlevé la vis frein avant d utiliser un arrache cône ,
quel est le plus gros diamètre de cette vis coté tête ?
on dirait une Imperia M6
du coup il faut forcement un écrou débouchant
il faudra pourvoir enlevé la vis frein avant d utiliser un arrache cône ,
quel est le plus gros diamètre de cette vis coté tête ?
simca- Chevronné

- Messages : 591
Date d'inscription : 20/07/2021
Re: Pièce sur mesure
Alexanian joel Lun 07 Fév 2022, 12:57
Côté tête : 8 mmsimca a écrit:Et bien voila tu aurais commencé par la on aurait évité toute une série d hypothèse vaines
on dirait une Imperia M6
du coup il faut forcement un écrou débouchant
il faudra pourvoir enlevé la vis frein avant d utiliser un arrache cône ,
quel est le plus gros diamètre de cette vis coté tête ?

Alexanian joel- Chevronné
- Messages : 238
Date d'inscription : 20/01/2022
Re: Pièce sur mesure
Alexanian joel Lun 07 Fév 2022, 12:59
C’est pas une imperia m6
C’est une vielle mémère
C’est une vielle mémère
Alexanian joel- Chevronné
- Messages : 238
Date d'inscription : 20/01/2022

Alexanian joel- Chevronné
- Messages : 238
Date d'inscription : 20/01/2022
Re: Pièce sur mesure
Alexanian joel Ven 25 Fév 2022, 15:31
Bonjour, voilà le plan final, la pièce à fabriquer est celle du milieu, est-ce toujours réalisable ?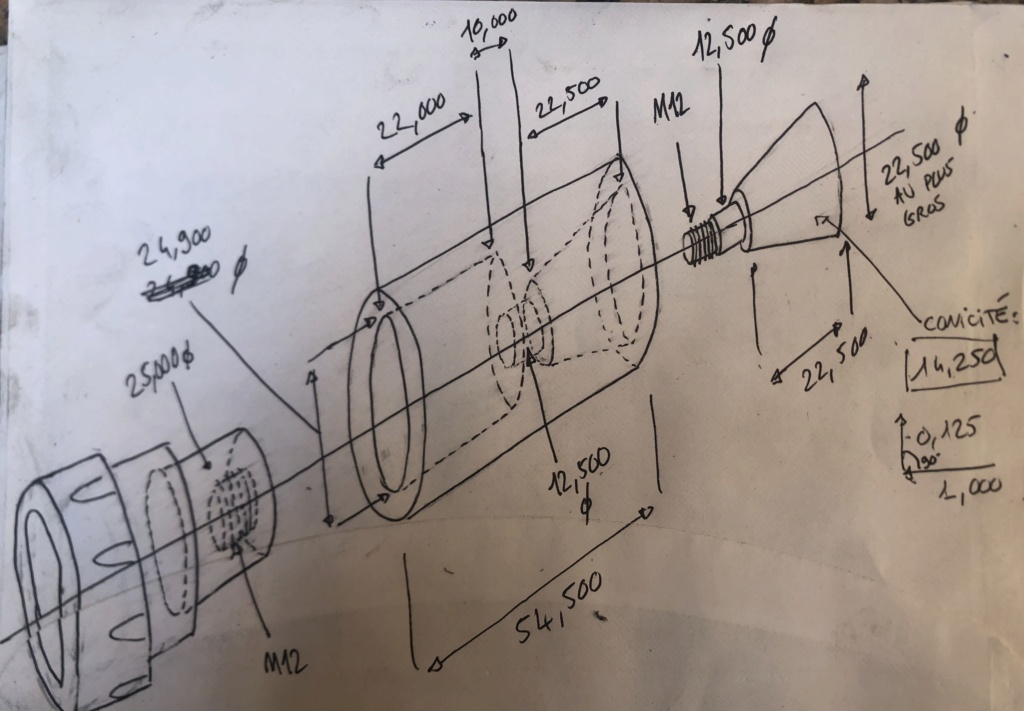

Alexanian joel- Chevronné
- Messages : 238
Date d'inscription : 20/01/2022
Re: Pièce sur mesure
TRD Ven 25 Fév 2022, 15:46
Salut
Un plan sans tolerance n'a aucune valeur. Nous on sait de quoi il s'agit. Mais pas celui qui fera la piece.
Coaxialité, rugosité du cone, pente du cone doivent etre tolerancees. Specifier cassage d'angles vifs.
Diametre 24,9 a tolerancer aussi.
Cotation surabondante sur l'axe z du tour. Une cote de trop.
Le cone qui se termine contre un épaulement est realisable, mais ce serait tellement plus simple s'il venait mourir dans le trou central.
Realisable oui. Mais montable, there is a ball in the soup comme dirait un rosbif amateur des conneries de Bigard...
Comment tu rentres la queue de 25 dans un alesage de 24,9 ?
Un plan sans tolerance n'a aucune valeur. Nous on sait de quoi il s'agit. Mais pas celui qui fera la piece.
Coaxialité, rugosité du cone, pente du cone doivent etre tolerancees. Specifier cassage d'angles vifs.
Diametre 24,9 a tolerancer aussi.
Cotation surabondante sur l'axe z du tour. Une cote de trop.
Le cone qui se termine contre un épaulement est realisable, mais ce serait tellement plus simple s'il venait mourir dans le trou central.
Realisable oui. Mais montable, there is a ball in the soup comme dirait un rosbif amateur des conneries de Bigard...
Comment tu rentres la queue de 25 dans un alesage de 24,9 ?
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 7593
Date d'inscription : 11/08/2010
Re: Pièce sur mesure
TRD Ven 25 Fév 2022, 15:50
Autre remarque : il n'y a pas de plat sur le mandrin à pinces. Comment tu le demontes si c'est necessaire ?
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7593
Date d'inscription : 11/08/2010
Re: Pièce sur mesure
Alexanian joel Ven 25 Fév 2022, 16:02
Merci, Je veux que la pièce finale ne face plus qu’un avec la pince er25, je veux du 24,9 car pour avoir une bonne coaxialité je rectifierai les derniers dixièmes sur la machine directement. La pince et la pièce que je veux faire fabriquer ne ferons plus qu’un, j’ai réussi à tarauder la pince er25 en M12 avec un trou traversant.
Alexanian joel- Chevronné
- Messages : 238
Date d'inscription : 20/01/2022
Re: Pièce sur mesure
TRD Ven 25 Fév 2022, 16:05
Sur un diametre de 25, en chauffant la piece femelle au four a 200 degres, il faut mettre 5/100 de jeu pour avoir du serrage a froid.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7593
Date d'inscription : 11/08/2010
Re: Pièce sur mesure
Alexanian joel Ven 25 Fév 2022, 21:36
Bonne idée j’avais oublié cette technique, mais si la pièce femelle est en acier trempé cela risque de nuire à ça dureté ?
Alexanian joel- Chevronné
- Messages : 238
Date d'inscription : 20/01/2022
Re: Pièce sur mesure
TRD Ven 25 Fév 2022, 23:26
Une piece trempee est toujours revenue.
Je n'ai jamais vu pratiquer de revenu à moins de 180 degrés C.
Or, ce qui compte quand on fait un revenu, c'est la temperature maximale atteinte. Le temps de sejour n'entre pas en ligne de compte. Et sauf quelques tres rares materiaux, le nombre de revenus n'a aucun impact. Et pour ces materiaux, il s'agit de relaxation des contraintes residuelles, pas de perte de dureté.
En consequence, si la temperature de frettage ne depasse pas celle du revenu initial, il n'y aura aucun impact metallurgique.
A 180-200 degrés, le risque de perte de dureté n'est pas à redouter.
Je n'ai jamais vu pratiquer de revenu à moins de 180 degrés C.
Or, ce qui compte quand on fait un revenu, c'est la temperature maximale atteinte. Le temps de sejour n'entre pas en ligne de compte. Et sauf quelques tres rares materiaux, le nombre de revenus n'a aucun impact. Et pour ces materiaux, il s'agit de relaxation des contraintes residuelles, pas de perte de dureté.
En consequence, si la temperature de frettage ne depasse pas celle du revenu initial, il n'y aura aucun impact metallurgique.
A 180-200 degrés, le risque de perte de dureté n'est pas à redouter.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7593
Date d'inscription : 11/08/2010
Page 7 sur 9 • 1, 2, 3, 4, 5, 6, 7, 8, 9
» Règles de mesure et LinuxCNC
» MINI Banc de mesure
» Machine de mesure Tridimensionnelle MCOSMOS
» ROCH - Colonne de mesure 80600
» Etagère & Meuble d'ATELIER sur mesure
» MINI Banc de mesure
» Machine de mesure Tridimensionnelle MCOSMOS
» ROCH - Colonne de mesure 80600
» Etagère & Meuble d'ATELIER sur mesure
Page 7 sur 9
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|