
numérisation d'une fraiseuse "MARF BABY"
+20
f6bqi
bouzou
sergio 31
Enfield
charly 57
JLuc69
rausko
kiko
maximus 94
Procule
sachem35
eric5889
Admin
Vapomill
Yvon
gavroche
Papeteme
Bilbil
Lil
chris74
24 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 2 sur 34
Page 2 sur 34 •  1, 2, 3 ... 18 ... 34
1, 2, 3 ... 18 ... 34
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Dim 11 Sep 2011, 17:22
Lil a écrit:Hello Chris
Je viens de regarder la courbe Pulse-torque Characteristics du Nema 34 :
elle est donnée en demi-pas soit 400 pas/tour.
À 1200 pps = (1200/400).60 = 180 min-1, le couple est de 180 N.cm, ce qui est très faible.
Amitiés
Je suis désolé, mais j'ai rien compris
 180min-1 c'est quoi comme unité ? ? une vitesse de rotation ?
180min-1 c'est quoi comme unité ? ? une vitesse de rotation ?
chris74- Chevronné

- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Dim 11 Sep 2011, 18:45
Hi Chris
En fait 1 tour = 2∏ (radians rd) et cela n'a pas de dimension dans le calcul dimensionnel.
1/A = A puissance -1 = A-1(-1 devrait être en exposant, mais l'éditeur de texte du pHpBB ne le permet pas )
Donc je reprends et j'interroge à la fin du cours :
1200 pps = 1200 pas par seconde en fait pps (pulse per second) c'est bien hein
Le moteur est un 200 pas/tour et donc en demi-pas il faut lui injecter 400 pas pour faire un tour et donc ....................... 1200 / 400 correspond à 3 tours/seconde ce qui, ce qui en tours/min fait, fait 3 x 60 s= 180 tours/minute ou en unité SI 180 min-1 (avec -1 en exposant bien sûr )
)
Amitiés
180 min-1 = 180 trs/min.chris74 a écrit: Je suis désolé, mais j'ai rien compris
En fait 1 tour = 2∏ (radians rd) et cela n'a pas de dimension dans le calcul dimensionnel.
1/A = A puissance -1 = A-1(-1 devrait être en exposant, mais l'éditeur de texte du pHpBB ne le permet pas
)Donc je reprends et j'interroge à la fin du cours :
1200 pps = 1200 pas par seconde en fait pps (pulse per second) c'est bien hein
Le moteur est un 200 pas/tour et donc en demi-pas il faut lui injecter 400 pas pour faire un tour et donc ....................... 1200 / 400 correspond à 3 tours/seconde ce qui, ce qui en tours/min fait, fait 3 x 60 s= 180 tours/minute ou en unité SI 180 min-1 (avec -1 en exposant bien sûr
)Amitiés
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Bilbil Dim 11 Sep 2011, 19:38
bonsoir,
salut chris74, je remarque ma tête et bon courage pour la suite, bonjour a ton collègue.
bonne soirée.
salut chris74, je remarque ma tête et bon courage pour la suite, bonjour a ton collègue.
bonne soirée.

Bilbil- Modérateur
- Messages : 1236
Date d'inscription : 21/08/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Dim 11 Sep 2011, 20:20
Lil a écrit:Hi Chris180 min-1 = 180 trs/min.chris74 a écrit: Je suis désolé, mais j'ai rien compris
En fait 1 tour = 2∏ (radians rd) et cela n'a pas de dimension dans le calcul dimensionnel.
1/A = A puissance -1 = A-1(-1 devrait être en exposant, mais l'éditeur de texte du pHpBB ne le permet pas
Donc je reprends et j'interroge à la fin du cours :
1200 pps = 1200 pas par seconde en fait pps (pulse per second) c'est bien hein
Le moteur est un 200 pas/tour et donc en demi-pas il faut lui injecter 400 pas pour faire un tour et donc ....................... 1200 / 400 correspond à 3 tours/seconde ce qui, ce qui en tours/min fait, fait 3 x 60 s= 180 tours/minute ou en unité SI 180 min-1 (avec -1 en exposant bien sûr
Amitiés
Ok, je te remercie de ces éclaircissements.
Actuellement, avec mes nema 23 de 30kg, je tourne à 900 mm/mn en avance rapide et entre 150 et 450mm/mn en usinage, les vis ont un pas de 6, je suis en entraînement direct, donc le moteur tourne entre 25 et 150 tr/mn.
Je vais quand même essayer de monter une vis à bille sur le Z, c'est pas gagné, mais bon sûrement pas impossible en faisant quelques modifications.
Mais pour le moment je vais plancher sur l'adaptation de la tête de fraisage et de la rehausse, car c'est mon collègue qui va s'occuper de leur usinage, pour ma part il faut que j'avance sur le tour....................
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre

chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Dim 11 Sep 2011, 20:26
bilbil a écrit:bonsoir,
salut chris74, je remarque ma tête et bon courage pour la suite, bonjour a ton collègue.
bonne soirée.
Merci Bilbil, c'est ma femme qui était contente quand elle a vu le travail que je ramenais à la maison

_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Lun 12 Sep 2011, 18:02
Voilà, le démontage a commencé. J'ai commencé par virer la table.Ensuite je me suis aperçu que la colonne était juste vissée sur la table, je vais donc faire une rehausse, pb elle fera 210x210x250, prix du bout de ferraille (XC48) 250€  , je vais donc tenter de la faire en mécano soudé.
, je vais donc tenter de la faire en mécano soudé.
Cette rehausse aura 2 fonctions:
-me permettre de gagner en hauteur sous la tête
-d'avoir suffisamment de place en dessous pour y loger une vis à bille et son moteur

Je me suis ensuite attaqué à la tête de fraisage.Initialement on avait prévu de la fixer sans autre forme de procès sur le haut de la fraiseuse, solution "économique" tant en tant qu'en €, mais qui ne me satisfait qu'à moitié:car déjà ,c'est assez "moche" parce que le coulisseau de la tête est quand même bien plus large que le haut de la fraiseuse, ensuite se pose le système d'entraînement.
Je pense donc qu'on va "copier" le système d'origine, à savoir fixer la tête verticale en lieu et place de la broche horizontale, cette solution fait perdre beaucoup de hauteur sous tête, mais comme on a mis une rehausse, le pb devrait disparaître.


Pour monter la tête je devrait faire une "entretoise", on va donc "décapiter" la partie avant du coulisseau, celle où se trouve le secteur gradué et le palier avant, ensuite on vissera cette pièce sur une partie usinée qui recevra le palier arrière.je vais raccourcir l'axe d'origine de la tête de fraisage (celui qui porte le pignon conique) et faire un adaptateur se reprenant sur l'entrainement de la broche horizontale.
Le "seul" pb que je vosi pour le moment c'est le réglage de l'entre dent du pignon conique.
, je vais donc tenter de la faire en mécano soudé.Cette rehausse aura 2 fonctions:
-me permettre de gagner en hauteur sous la tête
-d'avoir suffisamment de place en dessous pour y loger une vis à bille et son moteur
Je me suis ensuite attaqué à la tête de fraisage.Initialement on avait prévu de la fixer sans autre forme de procès sur le haut de la fraiseuse, solution "économique" tant en tant qu'en €, mais qui ne me satisfait qu'à moitié:car déjà ,c'est assez "moche" parce que le coulisseau de la tête est quand même bien plus large que le haut de la fraiseuse, ensuite se pose le système d'entraînement.
Je pense donc qu'on va "copier" le système d'origine, à savoir fixer la tête verticale en lieu et place de la broche horizontale, cette solution fait perdre beaucoup de hauteur sous tête, mais comme on a mis une rehausse, le pb devrait disparaître.
Pour monter la tête je devrait faire une "entretoise", on va donc "décapiter" la partie avant du coulisseau, celle où se trouve le secteur gradué et le palier avant, ensuite on vissera cette pièce sur une partie usinée qui recevra le palier arrière.je vais raccourcir l'axe d'origine de la tête de fraisage (celui qui porte le pignon conique) et faire un adaptateur se reprenant sur l'entrainement de la broche horizontale.
Le "seul" pb que je vosi pour le moment c'est le réglage de l'entre dent du pignon conique.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
fabrication d'une rehausse
chris74 Lun 12 Sep 2011, 22:40
Salut, pour faire la rehausse de ma colonne j'ai besoin de faire une pièce carrée qui aura pour dimension 210x210x250mm avec une "certaine" épaisseur; je dirais dans les 10mm, sauf sur la partie avant dans laquelle il faudra tailler une queue d'aronde de 10mm d'épaisseur.J'ai donc envisagé plusieurs solutions et matière, j'aimerais que vous me disiez ce que vous en pensez, ou si vous avez d'autres idées:
-taillé dans la masse en fonte----->mon fournisseur ne possède pas la matière
-taillé dans la masse en XC48: poids de la pièce brute 97 kg (ouf ça fait lourd) prix 250€ (re ouf), pb beaucoup d'usinage pour évider (on a la machine mais pas forcément les fraises)
-en mécano soudé: pb je ne sais pas souder, et je ne connais pas quel genre d'entreprise peut me réaliser cela ni le prix éventuel (je ne me rends pas trop compte des heurs de soudage), quel matière ,XC48 ? autre "ferraille" ???
-en assemblage boulonné , quel matière ? XC48, fonte (je peut avoir de la FT25) ? Est ce que cela sera assez rigide ?
-Si j'utilise du XC48, est ce que vous pensez que le rectifieur pourra me rectifier (éventuellement gratter) les queues d'arondes , car pour un parfait alignement je vais devoir lui donner la colonne avec sa rehausse boulonnée dessus.
Ses "idées" vous semblent elles "mécaniquement" réalistes (les queues d'arondes seront elles parfaitement alignée ?, y aura t-il un risque que cela bouge ?) La fraiseuse est petite (environ 100kg, moteur 1/2 cv, usinage alu/acier, tête verticale en CM2, donc petites fraises (pour le moment j'utilise de la Ø 10, et cela va bien). Je sais que pour la partie rectif je devrais en parler directement avec le rectifieur, mais il est pas bavard, à 50 km de chez moi et ne répond pas au tel................................je tenterais de passer le voir vendredi.
un p'tit dessin valant mieux qu'un long discours....................

Autre solution je fais un carré en acier soudé ou boulonné et je fixe sur le devant un morceau de fonte dans laquelle sera taillé la queue d'aronde.

En machine on a un "gros"tour de 750 d'entre pointe, une fraiseuse alcéra 1000 (course 1000x500), une rectif plane de 400 de course
-taillé dans la masse en fonte----->mon fournisseur ne possède pas la matière
-taillé dans la masse en XC48: poids de la pièce brute 97 kg (ouf ça fait lourd) prix 250€ (re ouf), pb beaucoup d'usinage pour évider (on a la machine mais pas forcément les fraises)
-en mécano soudé: pb je ne sais pas souder, et je ne connais pas quel genre d'entreprise peut me réaliser cela ni le prix éventuel (je ne me rends pas trop compte des heurs de soudage), quel matière ,XC48 ? autre "ferraille" ???
-en assemblage boulonné , quel matière ? XC48, fonte (je peut avoir de la FT25) ? Est ce que cela sera assez rigide ?
-Si j'utilise du XC48, est ce que vous pensez que le rectifieur pourra me rectifier (éventuellement gratter) les queues d'arondes , car pour un parfait alignement je vais devoir lui donner la colonne avec sa rehausse boulonnée dessus.
Ses "idées" vous semblent elles "mécaniquement" réalistes (les queues d'arondes seront elles parfaitement alignée ?, y aura t-il un risque que cela bouge ?) La fraiseuse est petite (environ 100kg, moteur 1/2 cv, usinage alu/acier, tête verticale en CM2, donc petites fraises (pour le moment j'utilise de la Ø 10, et cela va bien). Je sais que pour la partie rectif je devrais en parler directement avec le rectifieur, mais il est pas bavard, à 50 km de chez moi et ne répond pas au tel................................je tenterais de passer le voir vendredi.
un p'tit dessin valant mieux qu'un long discours....................
Autre solution je fais un carré en acier soudé ou boulonné et je fixe sur le devant un morceau de fonte dans laquelle sera taillé la queue d'aronde.
En machine on a un "gros"tour de 750 d'entre pointe, une fraiseuse alcéra 1000 (course 1000x500), une rectif plane de 400 de course
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Bilbil Mar 13 Sep 2011, 00:39
salut chris74,
j'ai pas de fraises en queue d'aronde mais si tu a besoin d'une fraise en bout pas de soucies pour ma part.
bonne soirée.
j'ai pas de fraises en queue d'aronde mais si tu a besoin d'une fraise en bout pas de soucies pour ma part.
bonne soirée.
Bilbil- Modérateur
- Messages : 1236
Date d'inscription : 21/08/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Mar 13 Sep 2011, 07:36
Hello Chris
Je pense que la deuxième solution en acier est la meilleure.
Tu ne devras pas te contenter de faire un carré, mais un cube afin que la face avant et la face arrière du cube contreventent les flancs qui sans cela induiraient des vibrations lors des usinages en X.
L'assemblage vissé sera meilleur que l'assemblage soudé pour les raisons suivantes :
- Vu la nature des soudures, il faudrait stabiliser la pièce dans un four pendant plusieurs heures et plusieurs cycles afin de supprimer les tensions liées à la soudure, avant usinage, car sinon cela continuerait de se déformer pendant des années.
- L'assemblage boulonné sera aussi rigide que l'assemblage soudé avec des pièces déjà usinées. Tu n'auras que très peu à reprendre après assemblage pour mettre les pièces parfaitement à la cote.
- L'ensemble sera beaucoup plus facile à manipuler.
- Seul défaut, qui pour toi n'en sera pas un, c'est une solution longue et qui demande du soin : traçages, perçages, taraudages.
Amitiés
Je pense que la deuxième solution en acier est la meilleure.
Tu ne devras pas te contenter de faire un carré, mais un cube afin que la face avant et la face arrière du cube contreventent les flancs qui sans cela induiraient des vibrations lors des usinages en X.
L'assemblage vissé sera meilleur que l'assemblage soudé pour les raisons suivantes :
- Vu la nature des soudures, il faudrait stabiliser la pièce dans un four pendant plusieurs heures et plusieurs cycles afin de supprimer les tensions liées à la soudure, avant usinage, car sinon cela continuerait de se déformer pendant des années.
- L'assemblage boulonné sera aussi rigide que l'assemblage soudé avec des pièces déjà usinées. Tu n'auras que très peu à reprendre après assemblage pour mettre les pièces parfaitement à la cote.
- L'ensemble sera beaucoup plus facile à manipuler.
- Seul défaut, qui pour toi n'en sera pas un, c'est une solution longue et qui demande du soin : traçages, perçages, taraudages.
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Mar 13 Sep 2011, 22:59
Ok, Lil, donc je mets une plaque dessus/dessous, le tout boulonné (vis chc m8 hr), queue d'aronde en FT25; rapportée et vissée sur la rehausse, elle même faite en XC48 de 20mm d'épais.
Un petit croquis pour illustrer tout ça, si cela semble ok, demain je passe commande de la matière première (faut pas que je traîne, il ne reste plus qu'un morceau de fonte dispo (110x250x30) .
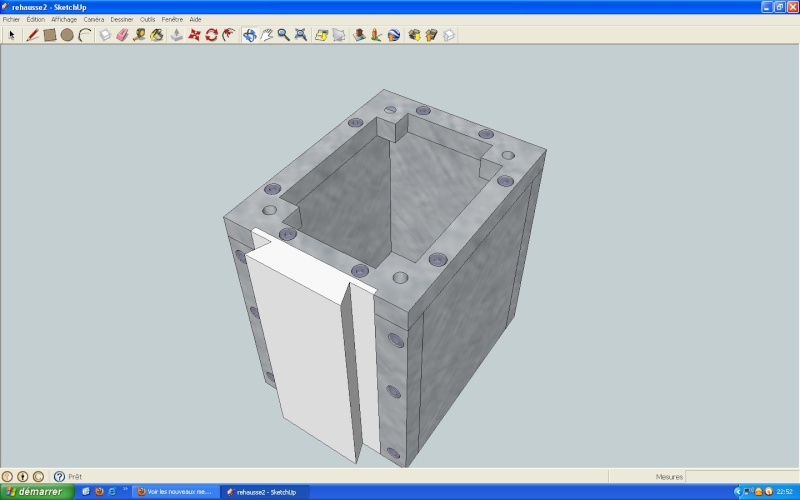
Un petit croquis pour illustrer tout ça, si cela semble ok, demain je passe commande de la matière première (faut pas que je traîne, il ne reste plus qu'un morceau de fonte dispo (110x250x30) .
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Mer 14 Sep 2011, 06:51
Hello Chris
Cela me semble parfait. J'ai juste deux petites interrogations car tu sais comme je suis pinailleuse :
:
- Pourquoi ouvres-tu pareillement la plaque dessus et je suppose la plaque dessous ? Cela affaiblit ton parallélépipède en vibration latérales !
- Tu devrais mettre plus de vis sur les longueurs : au moins 5 M8 au lieu de 3 sur chaque côté et j'utiliserais des vis grade 9.8 minimum ou mieux 10.9 ce qui te permettrait un couple de serrage de 23,1 N.m avec une force de serrage par vis de 2 109 daN pour la première nuance et de de 28,9 N.m avec une force de serrage par vis de 2 636 daN pour la nuance 10.9.
Amitiés
PS : Un petit oubli : pourquoi des ailes aussi fines sur les côtés de la queue d'aronde. Elles ne servent à rien, sont fragiles et complexifient l'usinage. Tu peux parfaitement indexer la Q.A. avec 3 goupilles cylindriques au centre et assembler avec deux rangées de vis au plus épais.
Cela me semble parfait. J'ai juste deux petites interrogations car tu sais comme je suis pinailleuse
:- Pourquoi ouvres-tu pareillement la plaque dessus et je suppose la plaque dessous ? Cela affaiblit ton parallélépipède en vibration latérales !
- Tu devrais mettre plus de vis sur les longueurs : au moins 5 M8 au lieu de 3 sur chaque côté et j'utiliserais des vis grade 9.8 minimum ou mieux 10.9 ce qui te permettrait un couple de serrage de 23,1 N.m avec une force de serrage par vis de 2 109 daN pour la première nuance et de de 28,9 N.m avec une force de serrage par vis de 2 636 daN pour la nuance 10.9.
Amitiés
PS : Un petit oubli : pourquoi des ailes aussi fines sur les côtés de la queue d'aronde. Elles ne servent à rien, sont fragiles et complexifient l'usinage. Tu peux parfaitement indexer la Q.A. avec 3 goupilles cylindriques au centre et assembler avec deux rangées de vis au plus épais.
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Page 2 sur 34 • 1, 2, 3 ... 18 ... 34
» Cherche belier et arbre de fraisage pour fraiseuse MARF BABY
» fraiseuse "MARF"
» Fraiseuse perso ou Sieg X2?? [numérisation]
» Numérisation d'une Fraiseuse Graveuse Cempuco
» Numérisation Sieg SX2
» fraiseuse "MARF"
» Fraiseuse perso ou Sieg X2?? [numérisation]
» Numérisation d'une Fraiseuse Graveuse Cempuco
» Numérisation Sieg SX2
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 2 sur 34
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum