
Recherche perceuse cône morse n°4
+2
BEROLA
Dodore
6 participants
Page 3 sur 4
Page 3 sur 4 •  1, 2, 3, 4
1, 2, 3, 4
Re: Recherche perceuse cône morse n°4
TRD Jeu 21 Mar 2024, 04:59
Sinon, on peut adapter un plateau de tour recuperé sur un vieux riblon à courroie en cuir. Mais dans ce cas, il faudrait que le vendeur revise un peu son prix.
Cette solution est d'ailleurs tres interessante. Sans mors, on a un plateau normal. Avec les 4 mors independants on dispose d'un "étau 2 D" tres pratique pour tenir des carters et autres pieces patatoïdales. Le problème, c'est de trouver un diametre en rapport avec la taille du col de cygne.
Cette solution est d'ailleurs tres interessante. Sans mors, on a un plateau normal. Avec les 4 mors independants on dispose d'un "étau 2 D" tres pratique pour tenir des carters et autres pieces patatoïdales. Le problème, c'est de trouver un diametre en rapport avec la taille du col de cygne.
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Recherche perceuse cône morse n°4
seb_62 Dim 07 Avr 2024, 16:00
Bonjour,
Mon frère a réussi à avoir une ERLO TCA40, pour 1650 €, avec 3 étaux (un gros, un moyen en état moyen et un petit). Elle est de 1988, donc toute jeune.
La machine est plus récente et un peu plus chère que prévu, mais elle était à portée de pneu (100 km).
Ci-dessous une photo de la bête, après un petit nettoyage (j'ai re-graissé la colonne après).
La table a été abimée par des utilisateurs pas trop malins (bande de c....), mais sinon elle est en bon état. Reste à la brancher pour vérifier que tout va bien.


Mon frère a réussi à avoir une ERLO TCA40, pour 1650 €, avec 3 étaux (un gros, un moyen en état moyen et un petit). Elle est de 1988, donc toute jeune.
La machine est plus récente et un peu plus chère que prévu, mais elle était à portée de pneu (100 km).
Ci-dessous une photo de la bête, après un petit nettoyage (j'ai re-graissé la colonne après).
La table a été abimée par des utilisateurs pas trop malins (bande de c....), mais sinon elle est en bon état. Reste à la brancher pour vérifier que tout va bien.


seb_62- Membre confirmé

- Messages : 19
Date d'inscription : 04/03/2024
Re: Recherche perceuse cône morse n°4
TRD Dim 07 Avr 2024, 16:14
Felicitations pour ton achat.
Les trous de table de machines de qualité, ça se rebouche bien à l'inox au semi-auto.
Les trous de table de machines de qualité, ça se rebouche bien à l'inox au semi-auto.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Recherche perceuse cône morse n°4
simca Dim 07 Avr 2024, 17:21
bonjour
félicitation pour cet achat
avec un tel hangar j'aurais pris une GSP
cdlt
félicitation pour cet achat
avec un tel hangar j'aurais pris une GSP
cdlt
simca- Chevronné

- Messages : 694
Date d'inscription : 20/07/2021
Huilage perceuse colonne
seb_62 Sam 25 Mai 2024, 19:25
Bonsoir,
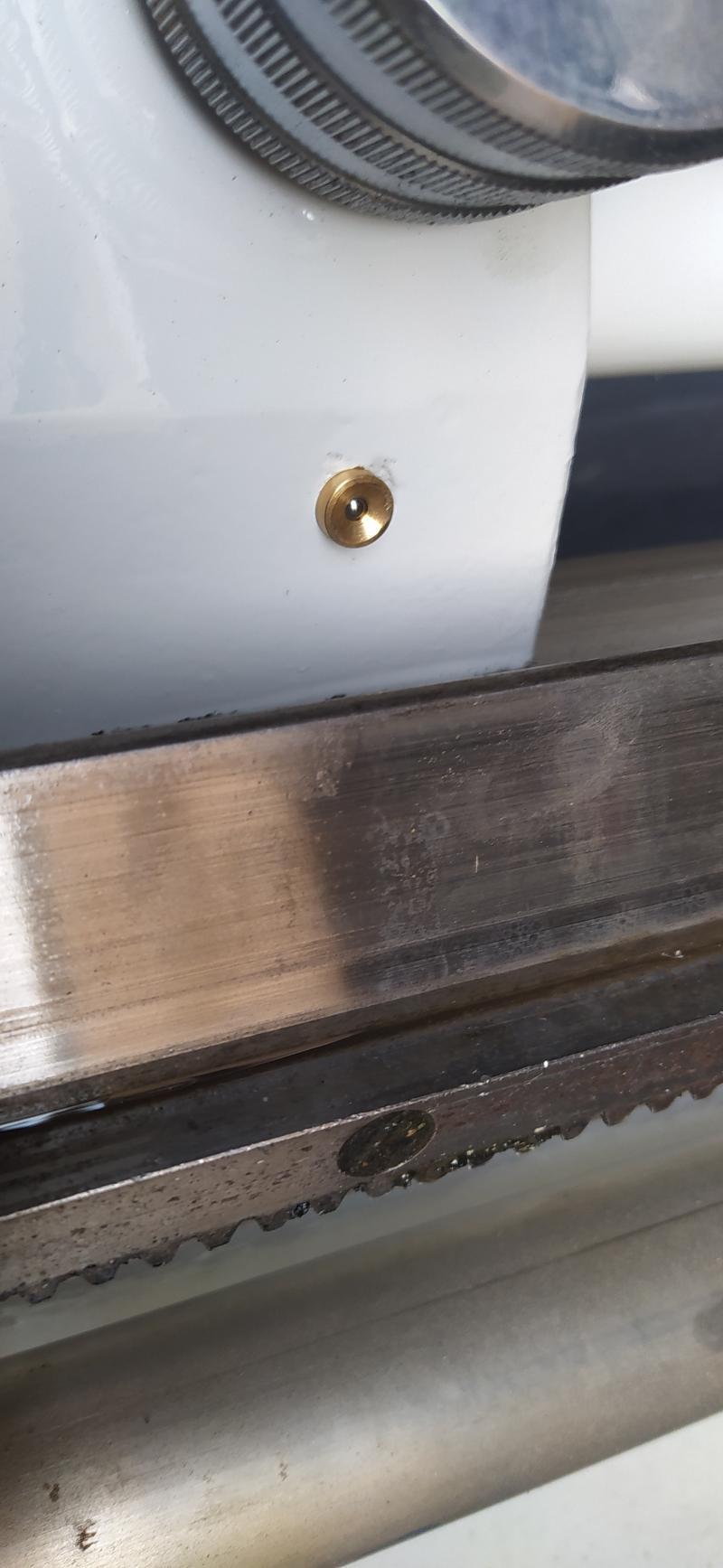
Sur la perceuse colonne, il y a des huileurs, ils sont affleurants, plats, avec une petite bille au milieu qui ferme le trou.
Quel matériel faut-il pour injecter l'huile ?
Je ne sais pas s'il y a déjà une discussion concernant ce genre de sujet, je poursuis donc celle-ci.
Cordialement,
Sur la perceuse colonne, il y a des huileurs, ils sont affleurants, plats, avec une petite bille au milieu qui ferme le trou.
Quel matériel faut-il pour injecter l'huile ?
Je ne sais pas s'il y a déjà une discussion concernant ce genre de sujet, je poursuis donc celle-ci.
Cordialement,
seb_62- Membre confirmé
- Messages : 19
Date d'inscription : 04/03/2024
Re: Recherche perceuse cône morse n°4
TRD Sam 25 Mai 2024, 21:12
S'il s'agit de ce à quoi je pense, c'est un modèle tres courant sur les machines-outils.
J'ai mis des photos dans les sujets sur la renovation de mon HBX360 et celle de mon HBY 590.
Je vais essayer de les retrouver. S'il s'agit de ça, on trouve des pompes à pousser de marque Pressol pour un prix raisonnable sur Internet. Je ne me rappelle plus si c'est chez Mano mano ou une plateforme du même genre. Ces pompes fonctionnent tres bien avec de la graisse EP0 et avec peu de fuite à l'huile de glissieres ISO 68.
Cependant, contrairement aux pompes à graisse à levier sur lesquelles on peut monter des flexibles, leur technologie "à pousser" Impose d'utiliser un embout dans l'axe de la pompe. Certains huileurs mal placés ne sont pas accessibles avec ces pompes. Du coup, j'ai en permanence une burette de 68 glissieres sur mes tours. Comme j'utilise de l'huile de coupe entiere sur mes tours, j'ai peint les burettes bib en fonction de leur contenu : jaune : ISO 68, Bleu France Express : Motul Supracut Evo 30 M, bleu 5001 : 15w40 passe-partout.
J'ai mis des photos dans les sujets sur la renovation de mon HBX360 et celle de mon HBY 590.
Je vais essayer de les retrouver. S'il s'agit de ça, on trouve des pompes à pousser de marque Pressol pour un prix raisonnable sur Internet. Je ne me rappelle plus si c'est chez Mano mano ou une plateforme du même genre. Ces pompes fonctionnent tres bien avec de la graisse EP0 et avec peu de fuite à l'huile de glissieres ISO 68.
Cependant, contrairement aux pompes à graisse à levier sur lesquelles on peut monter des flexibles, leur technologie "à pousser" Impose d'utiliser un embout dans l'axe de la pompe. Certains huileurs mal placés ne sont pas accessibles avec ces pompes. Du coup, j'ai en permanence une burette de 68 glissieres sur mes tours. Comme j'utilise de l'huile de coupe entiere sur mes tours, j'ai peint les burettes bib en fonction de leur contenu : jaune : ISO 68, Bleu France Express : Motul Supracut Evo 30 M, bleu 5001 : 15w40 passe-partout.
Dernière édition par TRD le Sam 25 Mai 2024, 21:24, édité 3 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Recherche perceuse cône morse n°4
TRD Sam 25 Mai 2024, 21:17
Voilà ce que j'ai sur mes Cazeneuve.
Et la pompe Kivabien

Et la pompe Kivabien
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Recherche perceuse cône morse n°4
seb_62 Dim 26 Mai 2024, 10:41
Dans mon cas, les huileurs ne sont pas coniques, mais plats, je vais pendre une photo en début de semaine.
seb_62- Membre confirmé
- Messages : 19
Date d'inscription : 04/03/2024
Re: Recherche perceuse cône morse n°4
TRD Dim 26 Mai 2024, 10:58
J'en ai déjà vu. Sur des vieilles pétoires. Je dois même en avoir des neufs au fond d'un tiroir. Les miens sont filetés avec un six pans pour pouvoir les visser. Soit on les remplace, soit on fabrique un embout en elastomere pour la pompe. Un petit bout de tuyau ou un joint torique epais collé avec de la néoprène dans une cuvette metallique devraient faire l'affaire.
Sinon, il y a ce modèle avec une gorge.
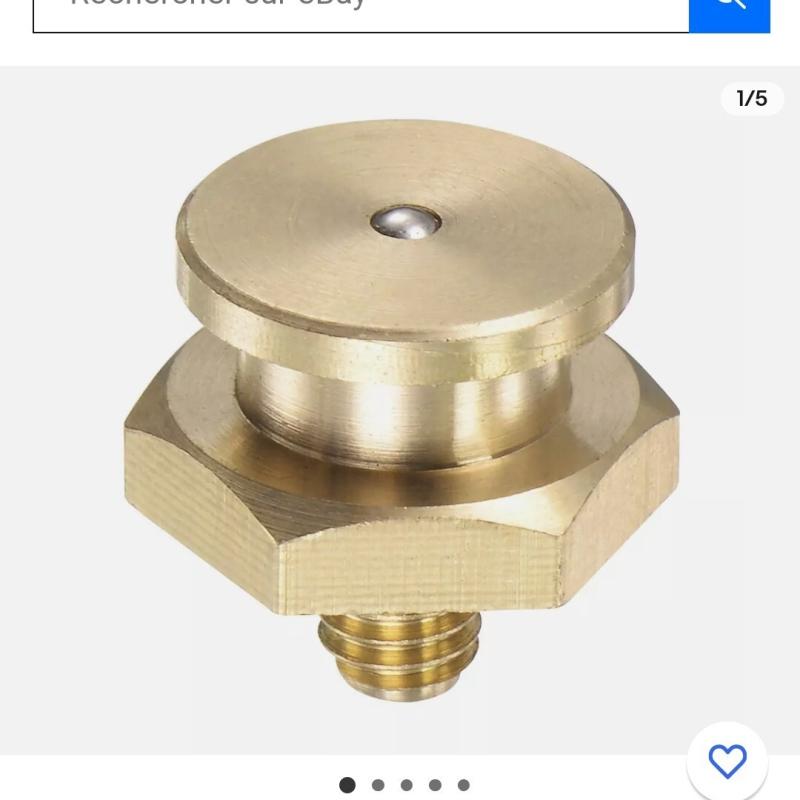
Mais ce n'est pas un huileur. C'est un graisseur.
Si je me souviens bien de mes cours de technologie construction (il y a 47 ans...), ça devait s'appeler Metrolub et il existe des embouts de pompe a graisse spéciaux.
Sinon, il y a ce modèle avec une gorge.
Mais ce n'est pas un huileur. C'est un graisseur.
Si je me souviens bien de mes cours de technologie construction (il y a 47 ans...), ça devait s'appeler Metrolub et il existe des embouts de pompe a graisse spéciaux.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Recherche perceuse cône morse n°4
dubleu Dim 26 Mai 2024, 13:23
tu a aussi des version plate de huileur ........j'ai cela sur le hermes et autres machine
moins pratique que les conique il doit avoir un embout adapté
moins pratique que les conique il doit avoir un embout adapté
dubleu- Chevronné
- Messages : 791
Date d'inscription : 16/01/2022
Re: Recherche perceuse cône morse n°4
simca Dim 26 Mai 2024, 18:12
moi aussi mais la bille est plus grosse que sur les coniques et ça passe quand même ,ça fuit un peu sur les bords
simca- Chevronné
- Messages : 694
Date d'inscription : 20/07/2021
Page 3 sur 4 • 1, 2, 3, 4
» Fabrication: contre pointe cône morse n°2 + porte fraise cône morse n°3 [Dédé Glingué]
» comment bien usiner un cone morse ?
» Alcera gambin 300P comment retirer une fraise
» choix perceuse
» Recherche Plan d'une perceuse radiale GSP 46.Q.16
» comment bien usiner un cone morse ?
» Alcera gambin 300P comment retirer une fraise
» choix perceuse
» Recherche Plan d'une perceuse radiale GSP 46.Q.16
Page 3 sur 4
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum