
numérisation d'une fraiseuse "MARF BABY"
+20
f6bqi
bouzou
sergio 31
Enfield
charly 57
JLuc69
rausko
kiko
maximus 94
Procule
sachem35
eric5889
Admin
Vapomill
Yvon
gavroche
Papeteme
Bilbil
Lil
chris74
24 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 3 sur 34
Page 3 sur 34 •  1, 2, 3, 4 ... 18 ... 34
1, 2, 3, 4 ... 18 ... 34
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Mer 14 Sep 2011, 17:45
papeteme a écrit:Bonjour Chris,
Comment expliques-tu qu'entre tes premiers schémas et le dernier, le sexe de ta queue d'aronde ait changé : de femelle sur les premiers croquis, il est devenu mâle sur la dernière ?
Bonne continuation. Papétème
Sur les 1er dessins, j'avais fais ça "de tête" et comme je n'en n'ai pas beaucoup

chris74- Chevronné

- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Mer 14 Sep 2011, 19:21
Lil a écrit:Hello Chris
Petites remarques suite à la discussion que nous venons d'avoir avec Anthelme :
- Il est bien évident qu'en plus des vis, tu goupilles les plaques.
- Ne tiens pas compte de ma remarque sur les ailes de la Q.A. qui servent bien évidemment, mais comme tu as inversé le sens de la Q.A., je me suis mélangée les appuis
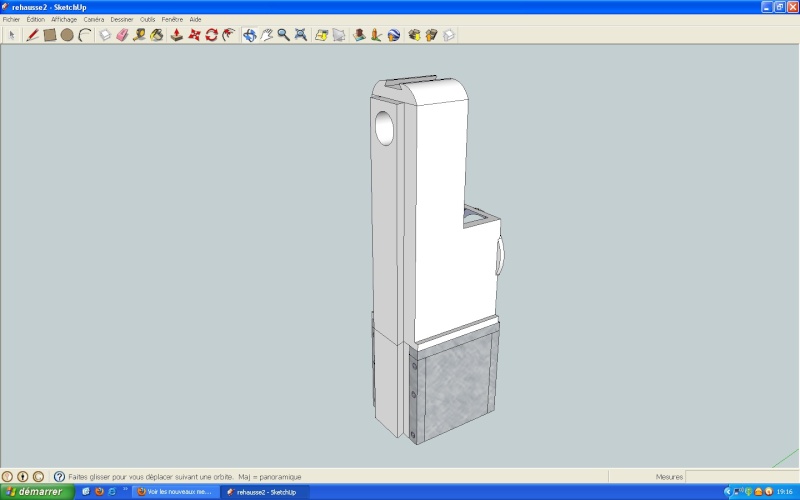
Par contre, tu pourrais prévoir les côtés de la réhausse plus longs afin de recouvrir l'arrondi actuel (ce n'est que d'un point de vue esthétique) en plaçant le fond support de la Q.A. entre les côtés.
Amitiés
Goupiller...............en plus ? Et bien je suis pas sortie de l'auberge............goupilles coniques? C'est pour le positionnement ? Faut m'en dire plus, je n'ai jamais fais ça.
Pour la rehausse,je ne comprends pas "l'histoire" des cotés plus longs, je pense que tu dois croire qu'elle se monte au dessus de la fraiseuse, en fait ,elle va en dessous, entre la base et la colonne

chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Mer 14 Sep 2011, 21:09
Lil a écrit:
- Tu devrais mettre plus de vis sur les longueurs : au moins 5 M8 au lieu de 3 sur chaque côté et j'utiliserais des vis grade 9.8 minimum ou mieux 10.9 ce qui te permettrait un couple de serrage de 23,1 N.m avec une force de serrage par vis de 2 109 daN pour la première nuance et de de 28,9 N.m avec une force de serrage par vis de 2 636 daN pour la nuance 10.9.
Re, pour les vis, je les prends chez bricovis, et ils n'ont que des 12.9, ça va quand même je suppose ? On les sert à quel couple ?
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Jeu 15 Sep 2011, 06:54
[quote="chris74"] , quand tu nous auras tout dit
, quand tu nous auras tout dit 
Et comment pouvait-on savoir que cette réhausse allait entre la base et la colonne ????????????????
Calculateur
Dans le sujet :
Quelques informations sur la visserie
Je suis déçue, tu me fends le coeur
Amitiés quand même
Sacré ChrisLil a écrit:Hello Chris
Pour la rehausse,je ne comprends pas "l'histoire" des cotés plus longs, je pense que tu dois croire qu'elle se monte au dessus de la fraiseuse, en fait ,elle va en dessous, entre la base et la colonne
, quand tu nous auras tout dit Et comment pouvait-on savoir que cette réhausse allait entre la base et la colonne ????????????????
Et en plus ça sert à quoi que je me décarcasse à écrire un programme de calcul pour les vis qui va bien ? Hein ????chris74 a écrit: Re, pour les vis, je les prends chez bricovis, et ils n'ont que des 12.9, ça va quand même je suppose ? On les sert à quel couple ?
Calculateur
Dans le sujet :
Quelques informations sur la visserie
Je suis déçue, tu me fends le coeur
Amitiés quand même
Dernière édition par Lil le Ven 16 Sep 2011, 06:42, édité 1 fois
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Jeu 15 Sep 2011, 07:20
.Lil a écrit:
Et comment pouvait-on savoir que cette réhausse allait entre la base et la colonne ????????????????
Oui mais reconnais quand même que mon dessin est vachement beau
Maintenant on comprend mieux. Et puis t'as pas répondu pour les goupilles........... 

chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Jeu 15 Sep 2011, 07:45
Tu ne voudrais pas non plus que je te l'usine, des foischris74 a écrit: .../... Et puis t'as pas répondu pour les goupilles...........j'en colle des coniques ? elles vont servir à quoi (je n'ai pas l'intention de redémonter cette colonne)
Tu montes des goupilles cylindriques Ø 8 mm. Les coniques sont à réserver aux vrais pros
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
et en fondeire ???
Yvon Jeu 15 Sep 2011, 09:47
bonjour
en fonderie (fonte) tu aurais une pièce exactement dans le "look" de la machine d'origine
une petite fonderie pourrait te couler ça si tu fournis le modéle
il faudra alors les consulter avec tes plans de modele + boite à noyau
Je pense qu'à Sens il y en a une... je connais quelqu'un qui y travaille je pourrais lui demander
coté € : à voir mais pour moi 5€ / kg me semblerait une base : un (ou des) ami du réseau aura surement une idée (surtout si c'est de la perruque...)
si tu fais un modéle + boite à noyau ? en bois ou autres ?
c'est le type de modele le + simple : le tout est prismatique et d'équerre (dégau rabo de préférence quand même), il n'y a qu'un seul noyau très épais débouchant des 2 cotés
pour fignoler : mastic , synthofer (tu peux même ajouter ta signature ... le top!)
un autre + : si tu te loupes ou si t'en veux une ou des autres (why not?) tu peux en faire à l'infini
ou si t'en veux une ou des autres (why not?) tu peux en faire à l'infini 
j'avais dans un post sur le fonderie d'alu fait ref à des vidéo sur youtube : voici les liens :
https://passion-usinages.forumgratuit.org/t2037-moule-en-mortier-refractaire
https://www.youtube.com/watch?v=IYZOTt9zTv0 <=====Metal Casting at Home Part 1 à 23 Backyard Foundry (21 vidéos je crois !!!!.....)
tu auras toutes le info sur la conception "maison" de modéles et boites à noyau
dans ce post j'avais évoqué que j'envisageais de recuperer un jour un creuset : c'est parceque je ne désespère pas de faire moi même de la fonderie (alu mais si possible fonte ou acier)
en fonderie (fonte) tu aurais une pièce exactement dans le "look" de la machine d'origine
une petite fonderie pourrait te couler ça si tu fournis le modéle
il faudra alors les consulter avec tes plans de modele + boite à noyau
Je pense qu'à Sens il y en a une... je connais quelqu'un qui y travaille je pourrais lui demander
coté € : à voir mais pour moi 5€ / kg me semblerait une base : un (ou des) ami du réseau aura surement une idée (surtout si c'est de la perruque...)
si tu fais un modéle + boite à noyau ? en bois ou autres ?
c'est le type de modele le + simple : le tout est prismatique et d'équerre (dégau rabo de préférence quand même), il n'y a qu'un seul noyau très épais débouchant des 2 cotés
pour fignoler : mastic , synthofer (tu peux même ajouter ta signature ... le top!)
un autre + : si tu te loupes
ou si t'en veux une ou des autres (why not?) tu peux en faire à l'infini j'avais dans un post sur le fonderie d'alu fait ref à des vidéo sur youtube : voici les liens :
https://passion-usinages.forumgratuit.org/t2037-moule-en-mortier-refractaire
https://www.youtube.com/watch?v=IYZOTt9zTv0 <=====Metal Casting at Home Part 1 à 23 Backyard Foundry (21 vidéos je crois !!!!.....)
tu auras toutes le info sur la conception "maison" de modéles et boites à noyau
dans ce post j'avais évoqué que j'envisageais de recuperer un jour un creuset : c'est parceque je ne désespère pas de faire moi même de la fonderie (alu mais si possible fonte ou acier)
_________________
"Pourquoi répéter les erreurs passées, lorsqu'il y a tant de nouvelles erreurs à comettre ?" (Bertrand Russel)
__________________
Mettez des lunettes !!!
Bons copeaux !!!
Yvon

Yvon- Passionné

- Messages : 165
Date d'inscription : 02/12/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Yvon Jeu 15 Sep 2011, 10:16
re bonjour
ne te limites pas en hauteur ==> "bigger is better" ( ...)
mon évocation de plusieurs rehausses me fait penser aux colonnes de métrologie qu'on utilise sur marbre
au fait : pour des piéces extra haute , tu pourrais
- descendre la table "dans la rehausse"
- déposer la partie haute de la bécane ,
- interposer une (ou des )rehausse simple ( sans queue d'aronde ) ,
- remonter la partie haute de la machine
- et ... gaze !
ne te limites pas en hauteur ==> "bigger is better" (
...)mon évocation de plusieurs rehausses me fait penser aux colonnes de métrologie qu'on utilise sur marbre
au fait : pour des piéces extra haute
- descendre la table "dans la rehausse"
- déposer la partie haute de la bécane ,
- interposer une (ou des )rehausse simple ( sans queue d'aronde ) ,
- remonter la partie haute de la machine
- et ... gaze !
_________________
"Pourquoi répéter les erreurs passées, lorsqu'il y a tant de nouvelles erreurs à comettre ?" (Bertrand Russel)
__________________
Mettez des lunettes !!!
Bons copeaux !!!
Yvon
Yvon- Passionné
- Messages : 165
Date d'inscription : 02/12/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Jeu 15 Sep 2011, 15:35
C'est vrai que faire un modèle coulé en fonte aurait été le top du top, mais c'est ni dans mes possibilités techniques, ni, je pense, dans mes moyens financiers (déjà que les 8 tôles et le morceau de fonte coutent 160€, je n'ose imaginer le prix d'un modèle coulé.......................).
Donc pour mon assemblage, je mets 5 vis M8 par coté et 2 goupilles cylindriques de 8 si j'ai bien compris. Pour le couple de serrage, j'ai pris note de ton tableau, très bien fait d'ailleurs, mais une question quand même:
-je comprends que le couple dépende da la vis (matière, pas, Ø) mais je ne comprends pas pq le matériau dans laquelle on va visser n'est pas pris en compte . On ne sert quand même pas au même couple si on se visse dans du 2017 ou dans du 42cd4 ? Si ?
J'imagine que pour les goupilles il faut éviter les goupilles élastiques (je me doute de la réponse, mais bon, sait on jamais...........
Donc pour mon assemblage, je mets 5 vis M8 par coté et 2 goupilles cylindriques de 8 si j'ai bien compris. Pour le couple de serrage, j'ai pris note de ton tableau, très bien fait d'ailleurs, mais une question quand même:
-je comprends que le couple dépende da la vis (matière, pas, Ø) mais je ne comprends pas pq le matériau dans laquelle on va visser n'est pas pris en compte . On ne sert quand même pas au même couple si on se visse dans du 2017 ou dans du 42cd4 ? Si ?
J'imagine que pour les goupilles il faut éviter les goupilles élastiques (je me doute de la réponse, mais bon, sait on jamais...........
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
gavroche Jeu 15 Sep 2011, 20:43
chris74 a écrit: (déjà que les 8 tôles et le morceau de fonte coutent 160€,
:
hein ?


gavroche- Chevronné
- Messages : 382
Date d'inscription : 07/08/2011
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Jeu 15 Sep 2011, 21:55
Et oui, en plus je me suis trompé ,il n'y a que 6 tôles.
En exemple, une tôle de dimension un peu plus petite( 155x210) chez qualichute est à 8.70€ ht et pèse 5.5 kg et elle est pas découpée à la bonne taille, mais si tu en prends 6 (mais il n'y en a qu'une de dispo) tu est à 50€ (+20% de tva) soit dans les 60€, rajoute la fonte (dans les 40€, mais elle ne fait que 10mm et moi il me faut 30) et on, est à plus de 100€ sans le port, (5.5x6+7kg de fonte soit, environ 40kg),................on arrive à peine moins cher avec des pièces qu'il faudra que je reprenne.Bref je ne trouve pas que c'est spécialement cher pour des pièces découpées et livrées à 20 bornes de chez moi, mais cela reste une "somme" malgré tout .
En exemple, une tôle de dimension un peu plus petite( 155x210) chez qualichute est à 8.70€ ht et pèse 5.5 kg et elle est pas découpée à la bonne taille, mais si tu en prends 6 (mais il n'y en a qu'une de dispo) tu est à 50€ (+20% de tva) soit dans les 60€, rajoute la fonte (dans les 40€, mais elle ne fait que 10mm et moi il me faut 30) et on, est à plus de 100€ sans le port, (5.5x6+7kg de fonte soit, environ 40kg),................on arrive à peine moins cher avec des pièces qu'il faudra que je reprenne.Bref je ne trouve pas que c'est spécialement cher pour des pièces découpées et livrées à 20 bornes de chez moi, mais cela reste une "somme" malgré tout .
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Page 3 sur 34 • 1, 2, 3, 4 ... 18 ... 34
» Cherche belier et arbre de fraisage pour fraiseuse MARF BABY
» fraiseuse "MARF"
» Fraiseuse perso ou Sieg X2?? [numérisation]
» Numérisation d'une Fraiseuse Graveuse Cempuco
» alimentation dune prise 380v par un variateur tri/tri
» fraiseuse "MARF"
» Fraiseuse perso ou Sieg X2?? [numérisation]
» Numérisation d'une Fraiseuse Graveuse Cempuco
» alimentation dune prise 380v par un variateur tri/tri
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 3 sur 34
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|