
numérisation d'une fraiseuse "MARF BABY"
+20
f6bqi
bouzou
sergio 31
Enfield
charly 57
JLuc69
rausko
kiko
maximus 94
Procule
sachem35
eric5889
Admin
Vapomill
Yvon
gavroche
Papeteme
Bilbil
Lil
chris74
24 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 1 sur 34
Page 1 sur 34 • 1, 2, 3 ... 17 ... 34 
numérisation d'une fraiseuse "MARF BABY"
chris74 Ven 09 Sep 2011, 19:22
Salut, je vais essayer dans ce sujet de décrire, le plus précisément possible, la rénovation et la numérisation d'une petite fraiseuse d'établi de marque "MARF" (société basée à Annecy ,maintenant disparue) et sa transformation en CN en vu de remplacer ma fraiseuse X2.

chris74- Chevronné

- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Ven 09 Sep 2011, 20:06
Voilà, la fraiseuse est rapatriée sur mon lieu de travail, se sera plus facile pour la démonter, j'ai essayé le mouvement vertical, je n'ai pas remarqué de jeu, mais par contre c'est assez "raide" à manier, je ne pense pas que mon petits pas à pas de 30kg de couple sera suffisant pour cette axe.
Justement à ce sujet, je sais qu'il y en a qui "touchent leur bille " en pas à pas, j'ai des nema 23, donné pour 425 oz-in sous 3A, j'ai trouvé sur le net des nema34 de 880oz-in mais sous seulement 2A, cela vous parait "réaliste" que l'intensité ne suive pas le couple ?
Justement à ce sujet, je sais qu'il y en a qui "touchent leur bille " en pas à pas, j'ai des nema 23, donné pour 425 oz-in sous 3A, j'ai trouvé sur le net des nema34 de 880oz-in mais sous seulement 2A, cela vous parait "réaliste" que l'intensité ne suive pas le couple ?
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Sam 10 Sep 2011, 07:35
Hello Chris  ,
,
Déjà des unités cohérentes sachant que 1 oz.in (0unce per Inch ou ounce x inch)= 0,7062 N.cm
Donc 425 oz.in ~ 300N.cm et 880 oz.in ~ 620 N.cm
Ce qui correspond à des couples faibles quand tu penses qu'un petit moto-réducteur CC ou un brushless a des couples à vitesse équivalente 10 fois supérieur.
Pour en revenir à ta question, un PAP est un générateur qui développe une Force Contre Electro-Motrice (FCEM) directement proportionnelle à sa vitesse. Il faut donc augmenter proportionnellement la tension d'alimentation afin de maintenir un courant suffisant dans les bobinages en fonction de la fréquence de pilotage des phases dudit moteur
Je n'ai pas regardé les caractéristiques de tes moteurs, mais il se peut très bien que le moteur de 620N.cm réclame une tension des créneaux de 50V sous 2A, alors que le 300 N.cm réclame une tension de 20V sous 3A à la même vitesse de rotation.
Attention à l'arrêt et aux basses vitesses, car l'intensité va alors augmenter et c'est pour cela qu'il faut soit travailler avec une alimentation à courant constant, soit avec une alimentation pilotable en tension en fonction de la fréquence d'horloge.
Pour le Z, tu peux le compenser avec un contre-poids ou un amortisseur à gaz et tu n'es pas obligé d'avoir de grandes vitesses en Z (Juste un peu ennuyé en mode rapide)
Amitiés
,Déjà des unités cohérentes sachant que 1 oz.in (0unce per Inch ou ounce x inch)= 0,7062 N.cm
Donc 425 oz.in ~ 300N.cm et 880 oz.in ~ 620 N.cm
Ce qui correspond à des couples faibles quand tu penses qu'un petit moto-réducteur CC ou un brushless a des couples à vitesse équivalente 10 fois supérieur.
Pour en revenir à ta question, un PAP est un générateur qui développe une Force Contre Electro-Motrice (FCEM) directement proportionnelle à sa vitesse. Il faut donc augmenter proportionnellement la tension d'alimentation afin de maintenir un courant suffisant dans les bobinages en fonction de la fréquence de pilotage des phases dudit moteur
Je n'ai pas regardé les caractéristiques de tes moteurs, mais il se peut très bien que le moteur de 620N.cm réclame une tension des créneaux de 50V sous 2A, alors que le 300 N.cm réclame une tension de 20V sous 3A à la même vitesse de rotation.
Attention à l'arrêt et aux basses vitesses, car l'intensité va alors augmenter et c'est pour cela qu'il faut soit travailler avec une alimentation à courant constant, soit avec une alimentation pilotable en tension en fonction de la fréquence d'horloge.
Pour le Z, tu peux le compenser avec un contre-poids ou un amortisseur à gaz et tu n'es pas obligé d'avoir de grandes vitesses en Z (Juste un peu ennuyé en mode rapide)
Amitiés
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Sam 10 Sep 2011, 07:49
ok, je te remercie, de ces explications, le pb, c'est que les caractéristiques des moteurs convoités sont très succinctes et c'est du "chinois" pour moi(c'est le cas de le dire), en plus le site sur lequel j'ai acheté mes 1er nema 23 est en rade, donc je peut pas récupérer les infos pour comparer.
En contrepartie ,le nema 34 n'est pas cher (environ 50€ avec les fdp), ce qui me permettra de faire des essais sans me ruiner dans le pire des cas.
Voici le lien vers le nema34
Pour le vérin, c'est une idée, mais la table est presque aussi "lourde" à monter qu'à descendre (système pignon et vis sans fin), je ne pense donc pas gagner quelque chose en montant ce genre de système.
En contrepartie ,le nema 34 n'est pas cher (environ 50€ avec les fdp), ce qui me permettra de faire des essais sans me ruiner dans le pire des cas.
Voici le lien vers le nema34
Pour le vérin, c'est une idée, mais la table est presque aussi "lourde" à monter qu'à descendre (système pignon et vis sans fin), je ne pense donc pas gagner quelque chose en montant ce genre de système.
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Sam 10 Sep 2011, 08:24
Hello Chris
Lorsque tu auras remplacé tout cela par vis à billes, roulements à contact oblique à double rangée, etc ... , ajusté les glissières, tu seras agréablement surpris par la facilité des mouvements au point qu'avec une VAB au pas de 4 mm, le mouvement peut être réversible et la table descendre toute seule !!!
Amitiés
La cinématique n'est peut-être pas idéal non plus à l'heure actuelle : vis trapézoïdale, paliers, etc ...chris74 a écrit: Pour le vérin, c'est une idée, mais la table est presque aussi "lourde" à monter qu'à descendre (système pignon et vis sans fin), je ne pense donc pas gagner quelque chose en montant ce genre de système.
Lorsque tu auras remplacé tout cela par vis à billes, roulements à contact oblique à double rangée, etc ... , ajusté les glissières, tu seras agréablement surpris par la facilité des mouvements au point qu'avec une VAB au pas de 4 mm, le mouvement peut être réversible et la table descendre toute seule !!!
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Sam 10 Sep 2011, 08:44
Sauf que pour la table ,je ne voulais pas monter de vis à billes......................il n'y a pas de place, et modifier le système actuel est assez compliqué (je n'ai pas dit impossible, mais depuis 2 jours que je regarde comment faire ,je ne trouve pas de solutions "simples"), c'est pour cela que j'envisageais d'y monter un "gros" pas à pas. Bon, une fois tout démonté, dégraisser, remonter avec soins, la table sera peut être aussi plus facile à manœuvrer, je verrais bien.
Idéalement il faudrait que la vis soit solidaire de la table, et que se soit l'écrou qui soit entrainé par le moteur, mais là, ça devient pas simple à réaliser sans jeux, enfin pour moi.
Je fais des photos dans l'après midi.
Sinon pour la table croisée, plutôt que d'en refaire une de A à Z, je vais commander celle-ci
 ,
,
elle fait 700x160mm,c'est du chinois, donc la qualité ne sera pas au top, mais je ferais rectifier les queues d’aronde quand je ferais les glissières et cela fera moins de travail au final, le prix est de 150€ je pense pas arriver à faire mieux pour le même prix.
Idéalement il faudrait que la vis soit solidaire de la table, et que se soit l'écrou qui soit entrainé par le moteur, mais là, ça devient pas simple à réaliser sans jeux, enfin pour moi.
Je fais des photos dans l'après midi.
Sinon pour la table croisée, plutôt que d'en refaire une de A à Z, je vais commander celle-ci
, elle fait 700x160mm,c'est du chinois, donc la qualité ne sera pas au top, mais je ferais rectifier les queues d’aronde quand je ferais les glissières et cela fera moins de travail au final, le prix est de 150€ je pense pas arriver à faire mieux pour le même prix.
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
Lil Dim 11 Sep 2011, 11:53
Hello Chris
Je viens de regarder la courbe Pulse-torque Characteristics du Nema 34 :
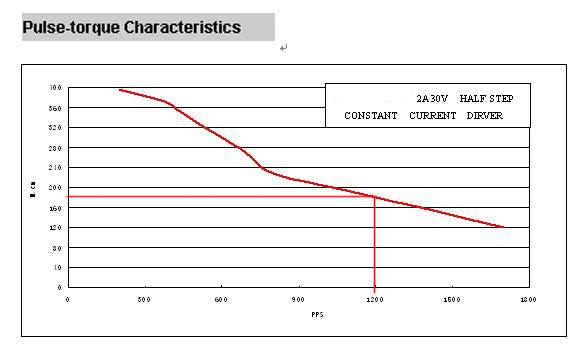
elle est donnée en demi-pas soit 400 pas/tour.
À 1200 pps = (1200/400).60 = 180 min-1, le couple est de 180 N.cm, ce qui est très faible.
Amitiés
Je viens de regarder la courbe Pulse-torque Characteristics du Nema 34 :
elle est donnée en demi-pas soit 400 pas/tour.
À 1200 pps = (1200/400).60 = 180 min-1, le couple est de 180 N.cm, ce qui est très faible.
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Dim 11 Sep 2011, 13:37
Voici quelques photos de la fraiseuse, avec la tête provisoirement posée dessus.
Au départ je pensais la monter tel-quel, mais la hauteur sous tête ne serait que de 17 cm, bien trop peu (ma tête à aléser montée, avec l'outil fait déjà 15 cm), il faudra donc que je confectionne une rehausse de 10 cm environ. Je pensais la faire en fonte (mais quelle nuance) ou, au "pire" en XC48.





Au départ je pensais la monter tel-quel, mais la hauteur sous tête ne serait que de 17 cm, bien trop peu (ma tête à aléser montée, avec l'outil fait déjà 15 cm), il faudra donc que je confectionne une rehausse de 10 cm environ. Je pensais la faire en fonte (mais quelle nuance) ou, au "pire" en XC48.
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Dim 11 Sep 2011, 14:58
Pour la rehausse, je pensais partir sur un "truc" de ce genre:

Par contre, je sais pas trop si je le fais en tôles (xc48) assemblées par boulonnage se sera assez rigide (je suis nul en soudure et je ne connais personne pouvant me dépanner sur ce point)
Par contre, je sais pas trop si je le fais en tôles (xc48) assemblées par boulonnage se sera assez rigide (je suis nul en soudure et je ne connais personne pouvant me dépanner sur ce point)
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: numérisation d'une fraiseuse "MARF BABY"
chris74 Dim 11 Sep 2011, 17:22
Lil a écrit:Hello Chris
Je viens de regarder la courbe Pulse-torque Characteristics du Nema 34 :
elle est donnée en demi-pas soit 400 pas/tour.
À 1200 pps = (1200/400).60 = 180 min-1, le couple est de 180 N.cm, ce qui est très faible.
Amitiés
Je suis désolé, mais j'ai rien compris
 180min-1 c'est quoi comme unité ? ? une vitesse de rotation ?
180min-1 c'est quoi comme unité ? ? une vitesse de rotation ?
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Page 1 sur 34 • 1, 2, 3 ... 17 ... 34
» Cherche belier et arbre de fraisage pour fraiseuse MARF BABY
» fraiseuse "MARF"
» Fraiseuse perso ou Sieg X2?? [numérisation]
» Numérisation d'une Fraiseuse Graveuse Cempuco
» alimentation dune prise 380v par un variateur tri/tri
» fraiseuse "MARF"
» Fraiseuse perso ou Sieg X2?? [numérisation]
» Numérisation d'une Fraiseuse Graveuse Cempuco
» alimentation dune prise 380v par un variateur tri/tri
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 1 sur 34
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|