
CNC-TEST avec LinuxCNC
+11
lapenduledargent
Bilbil
sachem35
Procule
ellogo67
emart
charly 57
Lil
brise-copeaux
Enfield
Admin
15 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 4 sur 7
Page 4 sur 7 •  1, 2, 3, 4, 5, 6, 7
1, 2, 3, 4, 5, 6, 7
Tournage d'un manche de tournevis
Invité Mar 19 Fév 2013, 21:09
Bonjour à tous,
Une autre vidéo de CNC-TEST configuré en tour : finition de l'usinage d'un manche de tournevis.
Vidéo construite avec pitivi sous Ubuntu.
CNC-TEST-Video-11 par dm_50361f6eb244d
A+
j-e
Une autre vidéo de CNC-TEST configuré en tour : finition de l'usinage d'un manche de tournevis.
Vidéo construite avec pitivi sous Ubuntu.
CNC-TEST-Video-11 par dm_50361f6eb244d
A+
j-e
Invité- Invité
Re: CNC-TEST avec LinuxCNC
brise-copeaux Mer 20 Fév 2013, 20:23
Bonsoir,
Bientôt un jeu de quilles...faudra bien programmer ta CN pour usiner la boule tout autour

@ +
Bientôt un jeu de quilles...faudra bien programmer ta CN pour usiner la boule tout autour
@ +
_________________
Chez vous, vous avez l'heure chez nous , on a le temps-------proverbe africain----

brise-copeaux- Chevronné

- Messages : 1345
Date d'inscription : 10/07/2010
Re: CNC-TEST avec LinuxCNC
Invité Sam 23 Fév 2013, 10:45
Bonjour à tous,
Bien que je n'ai pas pris le temps d'aller chercher un outil avec les bons angles pour usiner la sphère correctement, le résultat permet tout de même de valider le G-Code obtenu avec MCAM pour LinuxCNC.
CNC-TEST-Video-12 par dm_50361f6eb244d
A+
j-e
Bien que je n'ai pas pris le temps d'aller chercher un outil avec les bons angles pour usiner la sphère correctement, le résultat permet tout de même de valider le G-Code obtenu avec MCAM pour LinuxCNC.
CNC-TEST-Video-12 par dm_50361f6eb244d
A+
j-e
Invité- Invité
Re: CNC-TEST avec LinuxCNC
Invité Dim 24 Fév 2013, 20:49
Bonjour à tous,
Aujourd'hui, changement de la poulie du moteur de broche : 18 dents à la place de 10 dents.
Maintenant le rapport de transmission est de 18/34.
Rappel : le moteur de broche est toujours le moteur pas à pas Unipolaire 1.1A qui tourne à 850Tr/mn avec seulement 0,5A de courant.
La vitesse de rotation de la broche est donc de 850x18/34 = 450Tr/mn
Ce n'est pas encore suffisant mais cela me permet de faire d'autres petits essais de tournage avec des résultats toujours encourageants pour la numérisation en cours de mon tour HBM.
Gcode obtenu avec MCAM, usinage toujours réalisé avec LinuxCNC
Vidéo encodée avec kdenlive sous Ubuntu
CNC-TEST-Video-13 par dm_50361f6eb244d
A+
j-e
Aujourd'hui, changement de la poulie du moteur de broche : 18 dents à la place de 10 dents.
Maintenant le rapport de transmission est de 18/34.
Rappel : le moteur de broche est toujours le moteur pas à pas Unipolaire 1.1A qui tourne à 850Tr/mn avec seulement 0,5A de courant.
La vitesse de rotation de la broche est donc de 850x18/34 = 450Tr/mn
Ce n'est pas encore suffisant mais cela me permet de faire d'autres petits essais de tournage avec des résultats toujours encourageants pour la numérisation en cours de mon tour HBM.
Gcode obtenu avec MCAM, usinage toujours réalisé avec LinuxCNC
Vidéo encodée avec kdenlive sous Ubuntu
CNC-TEST-Video-13 par dm_50361f6eb244d
A+
j-e
Invité- Invité
Re: CNC-TEST avec LinuxCNC
Invité Lun 25 Fév 2013, 10:50
il est vrai que la rotation de la broche n'est pas bien rapide mais n'oublie pas que pour usiner du plastique sans liquide de coupe sur un tour on ne va guerre plus vite sinon le plastique chauffe et fond, donc finalement tu n'es pas mal du tout avec ton 450tr/mn 
certe sur un petit diamètre ça pourrait tourner un chouilla plus vite mais essaye d'usiner du plastique avec un diamètre d'environ 30mm, tu verras que ça tourne trop vite suivant le plastique que tu utilise.
certe sur un petit diamètre ça pourrait tourner un chouilla plus vite mais essaye d'usiner du plastique avec un diamètre d'environ 30mm, tu verras que ça tourne trop vite suivant le plastique que tu utilise.
Invité- Invité
CNC-TEST : fraisage d'une boite en merisier
Invité Sam 02 Mar 2013, 09:36
Bonjour à tous,
Voici 2 photos d'une petite boite dimensions 80x60x15 usinée dans du merisier par mon fils avec CNC-TEST.


a+
j-e
Voici 2 photos d'une petite boite dimensions 80x60x15 usinée dans du merisier par mon fils avec CNC-TEST.
a+
j-e
Invité- Invité
Re: CNC-TEST avec LinuxCNC
Admin Sam 02 Mar 2013, 14:03
Bonjour
Excellent c'est vraiment du joli travail
Excellent c'est vraiment du joli travail

Admin- Administrateur

- Messages : 1795
Date d'inscription : 02/07/2010
Etiquettes pour Tour HBM 300
Invité Dim 17 Mar 2013, 08:12
Bonjour à tous,
CNC-TEST ne sert pas qu'à faire des tests, elle sert aussi quelquefois à réaliser des pièces utiles...
Voici une petite opération de surfaçage pour obtenir une surface plane parfaitement parallèle au plan XY de la machine (j'ai un encore un petit défaut de parallélisme entre le plan XY et les appuis de l'étau qui génère des différences de profondeur de gravure)
J'utilise donc cette surface fraîchement usinée pour fixer au scotch double face une fine feuille de plastique ép1,5 qui sera usinée pour faire 2 étiquettes Manu / CNC pour mon tour HBM 300 (et pour la future numérisation de celui de mon fils)
Surfaçage :
CNC-TEST-Video-14 par dm_50361f6eb244d
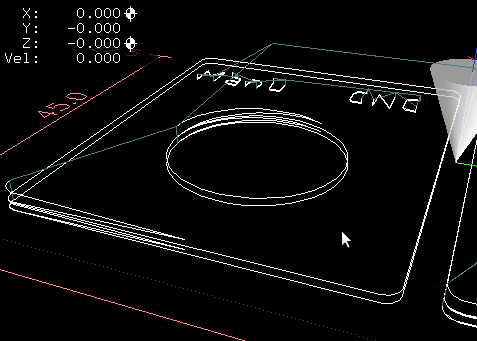
L'usinage des étiquettes :
Gravure à la fraise boule diamètre 0,8 et découpe à la fraise 2T diamètre 3.
Utilisation de 2 systémes de coordonnées avec LinuxCNC : G54 et G55
CNC-TEST-Video-15 par dm_50361f6eb244d

Parcours d'outil : on voit les plongées progressives de la fraise dans la matière.
G-Code (partiel) :
G17 G21 G40 G49 G54 G80 G90 G94
G10 L2 P1 X-20 Y0 (pour utiliser système coordonnées G54 avec origine X-20 et Y0)
G10 L2 P2 X20 Y0 (pour utiliser système coordonnées G55 avec origine X20 Y0 )
(ne pas oublier de faire les toucher en Z à 0 avec chaque système de coordonnées utilisé)
G53 G0 X0 Y0 Z10 (origine de la machine)
G54 G0 X0 Y0 Z10 (gravure dans 1er système de coordonnées G)
T1M6 (appel de l'outil 1 : ici une fraise boule diamètre 0.8 )
G0X0.000Y0.000S6000M3
G0Z10.000
G0X7.522Y12.179Z0.500
G1Z-0.125F600
.......
.......
G55 G0 X0 Y0 Z10 (gravure dans 2ème système de coordonnées G55)
G0X0.000Y0.000S6000M3
G0Z10.000
G0X7.522Y12.179Z0.5
G1Z-0.125F600
......
......
G54 G0 X0 Y0 Z10 (découpe dans 1er système de coordonnées G54)
T2M6 (appel de l'outil 2 : ici une fraise 2T diamètre 3)
G0X0.000Y0.000S6000M3
G0Z10.000
G0X-18.500Y-21.000Z0.500
G1X-18.500Y-21.000Z0.500F360.0
.....
.....
G55 G0 X0 Y0 Z10 (découpe dans 2ème système de coordonnées G55)
G0X0.000Y0.000S6000M3
G0Z10.000
G0X-18.500Y-21.000Z0.500
G1X-18.500Y-21.000Z0.500F360.0
.....
.....
G53 X0 Y0 Z10
M30 (fin de programme)
a+
j-e
CNC-TEST ne sert pas qu'à faire des tests, elle sert aussi quelquefois à réaliser des pièces utiles...
Voici une petite opération de surfaçage pour obtenir une surface plane parfaitement parallèle au plan XY de la machine (j'ai un encore un petit défaut de parallélisme entre le plan XY et les appuis de l'étau qui génère des différences de profondeur de gravure)
J'utilise donc cette surface fraîchement usinée pour fixer au scotch double face une fine feuille de plastique ép1,5 qui sera usinée pour faire 2 étiquettes Manu / CNC pour mon tour HBM 300 (et pour la future numérisation de celui de mon fils)
Surfaçage :
CNC-TEST-Video-14 par dm_50361f6eb244d
L'usinage des étiquettes :
Gravure à la fraise boule diamètre 0,8 et découpe à la fraise 2T diamètre 3.
Utilisation de 2 systémes de coordonnées avec LinuxCNC : G54 et G55
CNC-TEST-Video-15 par dm_50361f6eb244d
Parcours d'outil : on voit les plongées progressives de la fraise dans la matière.
G-Code (partiel) :
G17 G21 G40 G49 G54 G80 G90 G94
G10 L2 P1 X-20 Y0 (pour utiliser système coordonnées G54 avec origine X-20 et Y0)
G10 L2 P2 X20 Y0 (pour utiliser système coordonnées G55 avec origine X20 Y0 )
(ne pas oublier de faire les toucher en Z à 0 avec chaque système de coordonnées utilisé)
G53 G0 X0 Y0 Z10 (origine de la machine)
G54 G0 X0 Y0 Z10 (gravure dans 1er système de coordonnées G)
T1M6 (appel de l'outil 1 : ici une fraise boule diamètre 0.8 )
G0X0.000Y0.000S6000M3
G0Z10.000
G0X7.522Y12.179Z0.500
G1Z-0.125F600
.......
.......
G55 G0 X0 Y0 Z10 (gravure dans 2ème système de coordonnées G55)
G0X0.000Y0.000S6000M3
G0Z10.000
G0X7.522Y12.179Z0.5
G1Z-0.125F600
......
......
G54 G0 X0 Y0 Z10 (découpe dans 1er système de coordonnées G54)
T2M6 (appel de l'outil 2 : ici une fraise 2T diamètre 3)
G0X0.000Y0.000S6000M3
G0Z10.000
G0X-18.500Y-21.000Z0.500
G1X-18.500Y-21.000Z0.500F360.0
.....
.....
G55 G0 X0 Y0 Z10 (découpe dans 2ème système de coordonnées G55)
G0X0.000Y0.000S6000M3
G0Z10.000
G0X-18.500Y-21.000Z0.500
G1X-18.500Y-21.000Z0.500F360.0
.....
.....
G53 X0 Y0 Z10
M30 (fin de programme)
a+
j-e
Dernière édition par jean-emile le Dim 17 Mar 2013, 08:55, édité 2 fois (Raison : Modif texte + photo)
Invité- Invité
Gravure vernier alu avec le 4ème axe
Invité Lun 13 Mai 2013, 10:36
Bonjour à tous,
CNC-Test au mieux de sa forme dans les mains de mon fils avec une gravure dans de l'aluminium au moyen du quatrième axe.
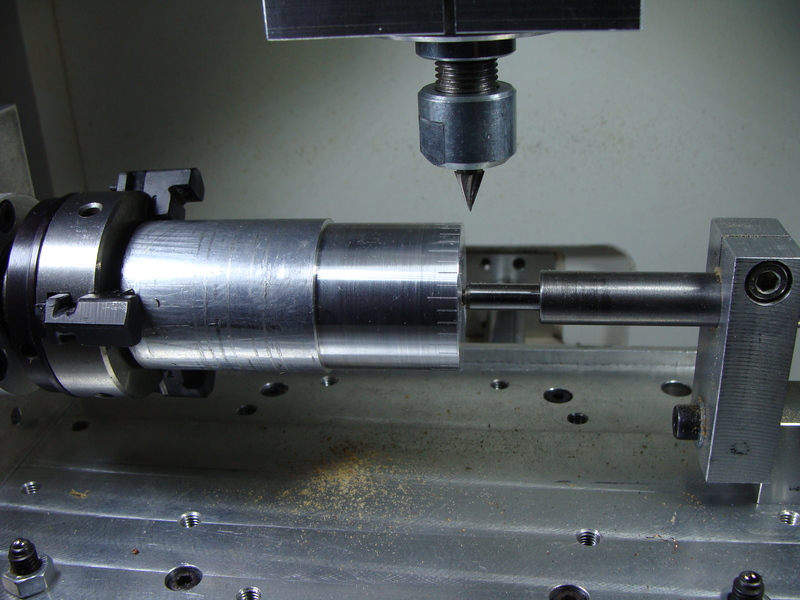
CNC-TEST-Video-16 par dm_50361f6eb244d
a+
j-e
CNC-Test au mieux de sa forme dans les mains de mon fils avec une gravure dans de l'aluminium au moyen du quatrième axe.
CNC-TEST-Video-16 par dm_50361f6eb244d
a+
j-e
Dernière édition par jean-emile le Lun 13 Mai 2013, 15:24, édité 1 fois (Raison : Modif texte)
Invité- Invité
Re: CNC-TEST avec LinuxCNC
Admin Lun 13 Mai 2013, 12:25
Bonjour
Magnifique,c'est superbe vraiment ça donne envie pour la réalisation de petites pièces
Magnifique,c'est superbe vraiment ça donne envie pour la réalisation de petites pièces
Admin- Administrateur
- Messages : 1795
Date d'inscription : 02/07/2010
Page 4 sur 7 • 1, 2, 3, 4, 5, 6, 7
» Clapet (bypass) cric hydraulique Hydromat
» Cnc projet
» Que faire avec une vieille lime ?
» présentation
» Motoculteur Randi [problème embrayage]
» Cnc projet
» Que faire avec une vieille lime ?
» présentation
» Motoculteur Randi [problème embrayage]
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 4 sur 7
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum