
CNC-TEST avec LinuxCNC
+11
lapenduledargent
Bilbil
sachem35
Procule
ellogo67
emart
charly 57
Lil
brise-copeaux
Enfield
Admin
15 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 1 sur 7
Page 1 sur 7 • 1, 2, 3, 4, 5, 6, 7 
CNC-TEST avec LinuxCNC
Invité Ven 21 Déc 2012, 22:04
Bonjour,
Suite à mon message de présentation, c'est au tour de ma machine de se présenter :
elle s'appelle CNC-TEST.
Comme vous pouvez le voir sur les photos le châssis est en bois mélaminé et les axes sont des chariots pneumatiques récupérés, l'ensemble permet quand même d'usiner du bois dur (fruitier, hêtre etc...) et de valider les configurations. Bien entendu, il n'est pas possible d'usiner les métaux.
Aujourd'hui j'utilise CNC-TEST en Fraiseuse 3 axes et 4 axes et avec une configuration spéciale, je transforme l'axe X de la fraiseuse en Z du tour, l'axe Z de la fraiseuse en X du tour et l'axe A de la fraiseuse en broche du tour. J'ai configuré CNC-TEST en Tour pour valider également le tournage classique mais aussi le filetage ainsi que le taraudage rigide, ceci sans être obligé de construire un prototype de tour.
J'ai construit CNC-TEST pour m'initier à l'usinage numérique avant de numériser des vraies machines.
Tout le pilotage est fait avec linuxCNC, ancien EMC2, et je peux éventuellement essayer de vous aider et partager les détails techniques si vous souhaitez commencer une configuration avec LinuxCNC.

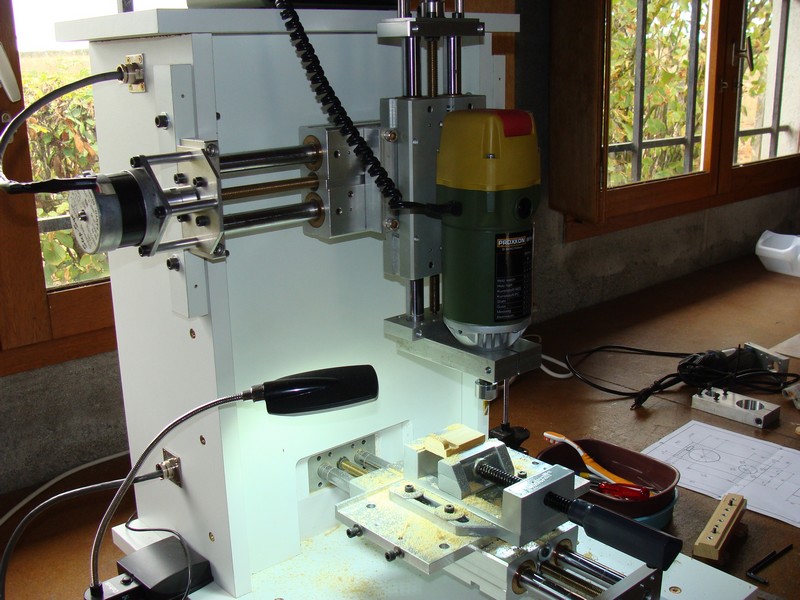
CNC-TEST en 3 axes, le 4ème axe n'est pas encore en place.
On voit aussi une dremel qui sera remplacée par une broche silencieuse.

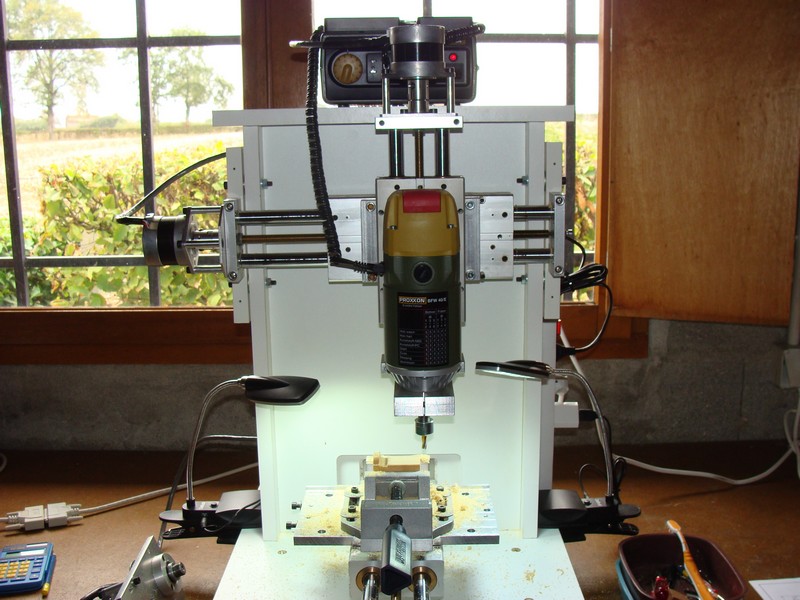
CNC-TEST de profil, on voit le presse étoupe pour le cable du 4ème axe
qui n'est pas encore en place.

L'arrière de CNC-TEST avec la partie électrique.

Les 4 drivers et la carte d'axes.
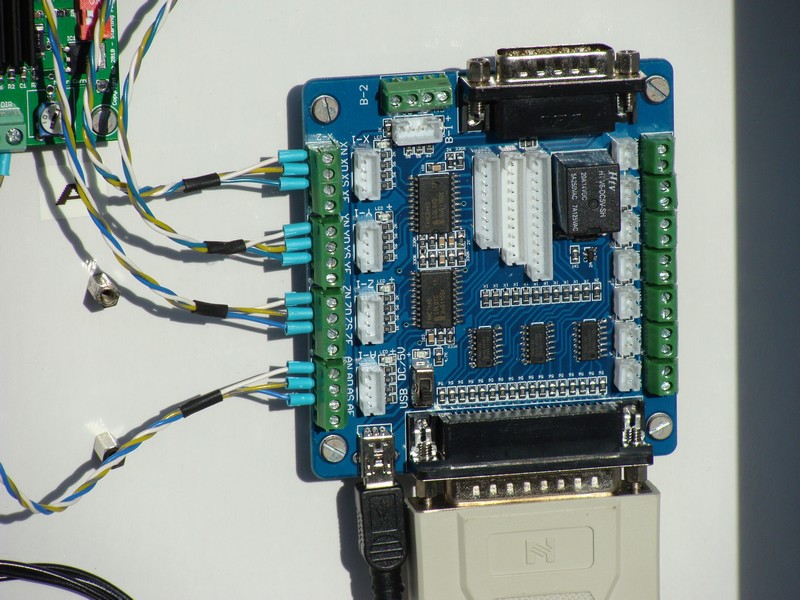
La carte d'axes en gros plan, on voit bien le câble du port //
et le cordon d'alimentation 5V en noir en bas à gauche.
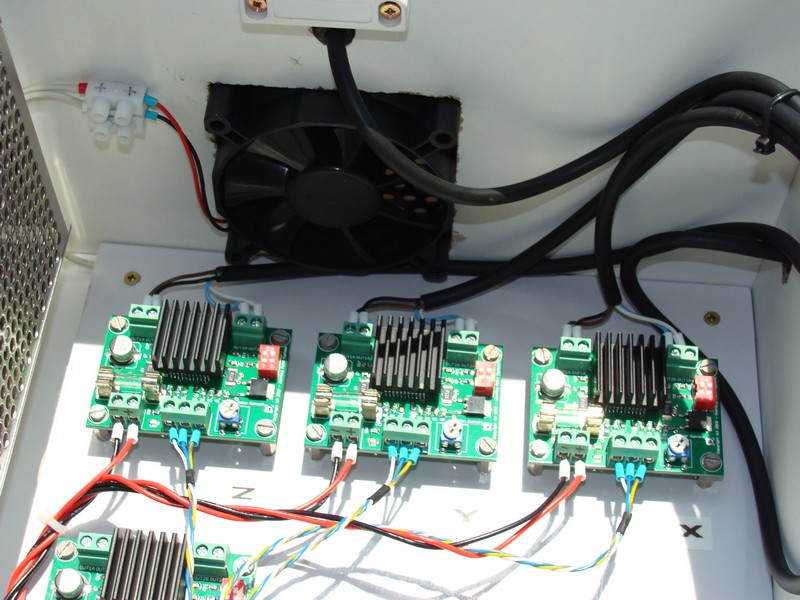
Le ventilo récupéré dans un vieux PC pour extraction de l'air chaud.

L'alimentation 24V réglée à 28V.

L'alimentation 12V pour le ventilo et 5V pour la carte d'axes.
On voit aussi le moteur de l'axe Y.

Fixation de l'étau.

Le panneau arrière avec la grille d'entrée d'air.
Mon fils aîné est très intéressé par ma machine, je lui ai fabriqué la même et voici ses premières pièces réalisées avec seulement les axes XYZ. C'est une bride du guidon de son vélo.

Montage pour usiner le dessous avec la Dremel.
Nota: les brides ont été réalisées également avec la machine.

A gauche, le modèle en aluminium qui lui a servi de modèle.
A droite les 2 pièces réalisées dans du sapin.Tout à été usiné avec la Dremel
et la fraise Ø3 visible sur la photo précédente.
Evolution de la machine avec une broche silencieuse.
Fini le bruit strident de la Dremel !
Et on peut enfin monter des fraises standards jusqu'à Ø6!
CNC-TEST avec sa broche PROXXON et son alimentation posée sur le dessus.

Le quatrième axe : c'est l'axe rotatif désigné par la lettre A car il est parallèle à l'axe X.
Il n'y a pas de pointe tournante, avec 180 Tr/mn et des pièces en bois et en plastique, il n'y a pas de risque d'échauffement. Un peu de graisse suffit pour supprimer le couinement si il apparaît.

le quatrième axe : vue sur la transmission avec un rapport de poulies 10x34.

Premiers essais d'usinage avec le quatrième axe, un cylindre quoi de plus simple ?
Il m'a fallu quand même quelques heures avant de faire le programme pour sortir le G-CODE automatiquement à partir des paramètres
diamètre, longueur, pas (ou avance en mm/tour) et Vitesse en Tr/mn.
Ici, CNC-TEST est toujours configurée en machine 4 axes.
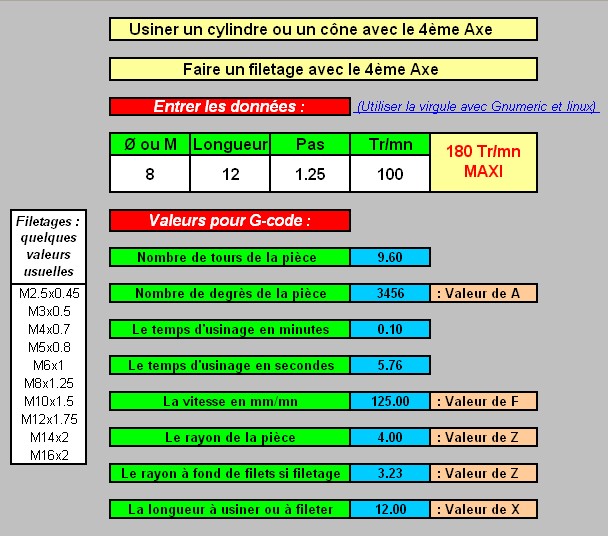
Le programme pour obtenir automatiquement les valeurs de G-code en fonction
des paramètres qui sont à rentrer dans les 4 cases blanches horizontales.
Pourquoi 180 tr/mn Maxi ? parce que c'est un moteur pas à pas qui entraîne le mandrin
avec un rapport de réduction de 10x34. La vitesse du moteur est donc de 180x3,4=612 tr/mn.
Je me suis fixé cette limite de sécurité car le couple disparait réellement autour de 750tr/mn
En effet, j'ai branché le moteur pas à pas unipolaire sur un driver bipolaire et je n'ai réglé le courant qu'à 0,5A ce qui cause une perte de rendement mais pour les essais dans du bois ça suffit largement.
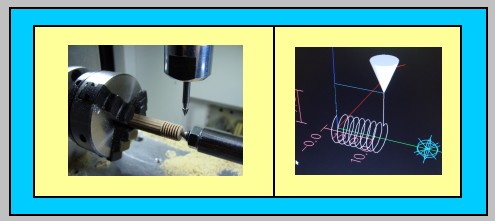
Réalisation d'un filetage à la fraise : à droite l'interface graphique de LinuxCNC.
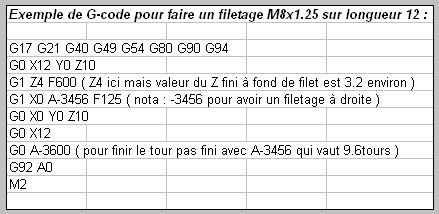
Le G-CODE obtenu avec la feuille de calcul au dessus qui a permis d'usiner le M8.

Gros plan sur le M8 obtenu et une vraie vis M8 pour comparer.
Une vis en bois usinée dans un tourillon même pas cylindrique ?
Mais qu'est-ce qu'il fait celui la ? Je dirais qu'il valide sa configuration en se faisant plaisir.

D'autres essais en 4 axes avec CNC-TEST, ici une fraise Ø5,5.

Quelques pièces faites en 3 axes.
4 petites vidéos :
CNC-TEST-video1
CNC-TEST-video2
CNC-TEST-video3
CNC-TEST-video4
Caractéristiques de la machine :
4 moteurs unipolaires 1,1A alimentés avec seulement 0,5A 9.5€ x 4
4 drivers 2,5A achetés sur ebay (réglés à 0,5A et en 1/8 de pas) 25€ x 4
1 carte 5 axes 5V achetée sur ebay 15€
1 alimentation 24V pour les moteurs 30€
1 alimentation 5V pour la carte 5 axes 10€
1 codeur 100 points 5V (compatible avec les 5V de la carte d’axe) 30€
1 étau 15€
1 dremel 50€
1 proxxon 170€
1 mandrin 3 mors proxxon 50€
Le PC et son écran ??
Le bois ??
Les pièces récupérées, les pièces fabriquées ??
Les fraises ??
Course X et Y 140mm
Course Z 85mm
Chariots entrainés par de vulgaires système vis/écrou M10X1,5 (le pire rendement possible avec ce type de transmission)
Rapport de transmission pour l’axe rotatif 10x34
Broche Dremel (10000 à 30000tr/mn) + une broche Proxxon (900 à 6000tr/mn) beaucoup plus silencieuse et qui permet d’utiliser des fraises jusqu’à Ø6 et d’usiner le plastique à basse vitesse pour ne pas le fondre (avec une avance un peu plus grande)
Pour asservir la broche avec l’axe X et pouvoir faire les filetages, j’ai fait des essais avec 2 codeurs différents, un 100 points par tour que j’ai acheté pour 30 euros sur ebay, et un 3600 pts que l’on m’a prêté. L’un et l’autre ont bien été acceptés par LinuxCNC et la répétabilité dans le pas est bonne.
Nota :
Pour le filetage sur un tour, la phase A et l’index Z(zéro du codeur) suffisent.
Le contrôle de la vitesse de broche se fait avec la phase A et le démarrage de l'axe Z(traînard) avec l’index Z(zéro du codeur)
Pour le taraudage rigide, il y a besoin de la phase B pour que LinuxCNC sache dans quel sens tourne la broche car sur un Tour, quand la pièce change de sens, le chariot de l’axe Z doit s’inverser. Sur une fraiseuse, ce sera l’axe Z vertical sur lequel est fixé le taraud.
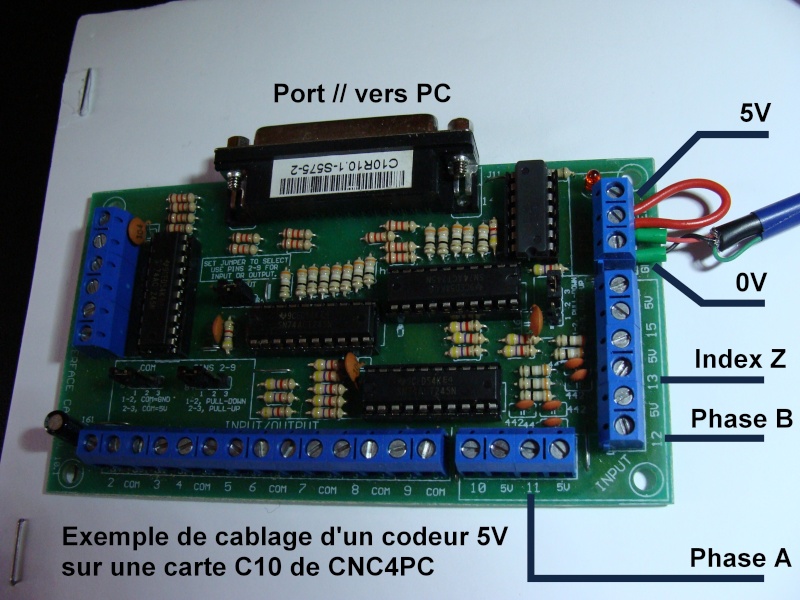
Câblage d'un codeur : les traits noirs sont les fils utilisés du codeur (ici A/ B/ Z/ ne sont pas utilisés).
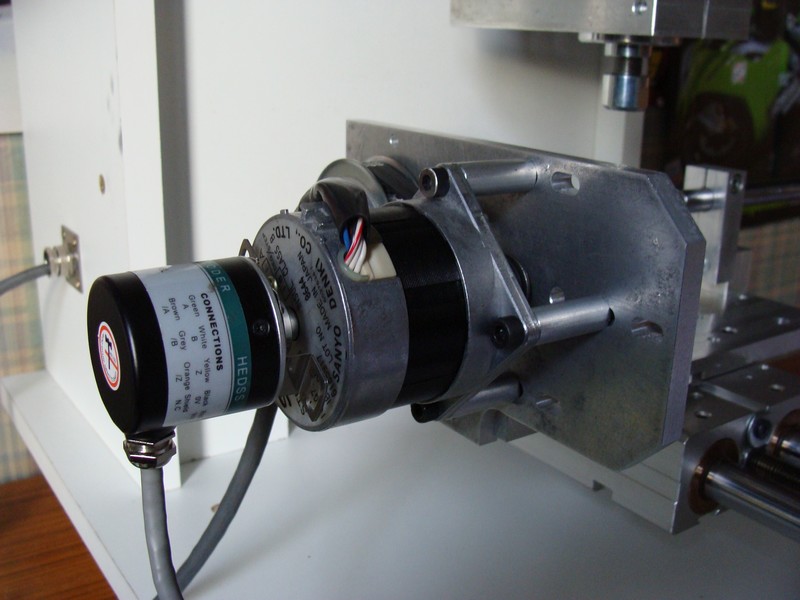
Montage du codeur 100 pts sur le moteur.
En utilisant phase A et Phase B :
Calcul de la valeur de scale à entrer dans le fichier .hal à la ligne :
setp encoder.0.position-scale "valeur suivant codeur et config"
100x3,4x4=1360
(x3,4 car rapport transmission 34/10)
(et x4 car configuration des phases en quadrature)
Ce qui donne :
setp encoder.0.position-scale 1360
Une petite vidéo.
CNC-TEST-video5
Cette vidéo qui montre l'asservissement de la broche avec l'axe Z(traînard du tour). Ce pourrait être aussi l'asservissement de la broche d'une fraiseuse avec son axe vertical Z.
Tous les mouvements sont faits au ralenti car à vitesse normale on ne peut rien voir. Le programme pour la vidéo est un taraudage M6x1 sur 5mm de profond.
Notez que j'ai démonté le codeur du moteur pour un meilleure observation visuelle de ce qui se passe.
De plus, le codeur démonté démontre bien que c'est lui et lui seul qui permet la synchronisation des mouvements. Ceci est particulièrement nécessaire si la broche de la machine a une certaine inertie, ce qui fait que même si il y a un certain retard lors des inversions de sens, le taraud ne commencera son recul qu'à partir du changement de sens de la broche, c'est à dire par le retour d'information du codeur vers LinuxCNC. Si la broche s’arrête, le taraud s'arrête également, ceci est visible sur la vidéo.
Pour info, programme du taraudage :
G7 G18 G21 G40 G80
G53 G0 X0 Z0
M3 S300
G33.1 X0 Z-5 K1 (trou taraudé M6x1 prof5)
M5 M9
G53 G0 X0 Z0
M2
Pour aller au bout du bout des essais, j’ai réussi à faire du filetage avec seulement un capteur à fourche C3 de CNC4PC pour la phase A (nombre de point par tour 1 qui donne tout comme les codeurs en plus la vitesse de broche) et un capteur tout ou rien (un vulgaire contact sec) pour l’info de l’index. Avec cette configuration, la qualité du filetage est loin d’être bonne.
Cette configuration pourrait être une solution valable avec un disque muni de pas mal d’encoches ou de petits index de façon à avoir le plus grand nombre de points par tour à scruter pour la phase A.
Pour créer une phase B éventuellement, utiliser 2 capteurs à fourche avec un seul disque à encoches.
Dans ce cas, il faudra utiliser l’oscilloscope de Linux CNC (halscope) afin de régler la position mécanique des 2 capteurs pour obtenir le décalage électrique de 90° entre les 2 phases.
L’indez Z peut également être un 3ème capteur mais quand on fait les comptes. 3 capteurs à 25€ pièce + le disque à encoches à fabriquer + les réglages, le codeur à 30€ ou même 50€ est mieux placé.
CONCLUSION
C’est la machine type de l’amateur qui veut essayer de ne pas se ruiner.
Pour cet exemple, je pense que c’est raté car je suis déjà à 500 euros et sans les guidages mécaniques des axes, le PC et tout le reste…
Est ce que cette opération vaut le coup avec des performances aussi modestes ? Pas sûr…mais je ne regrette pas car ce qui est certain aujourd’hui, c’est que les différentes configurations de LinuxCNC me sont à présent acquises et validées.
Pou ceux qui veulent démarrer une machine avec LinuxCNC, de nombreux articles sont présents sur internet et ce ne serait pas raisonnable de refaire la même chose ici.
Les exemples de configurations sont généralement très bien expliqués mais en utilisant l'assistant de configuration stepconf pour une machine de base avec 3 axes.
Malheureusement, dès qu'il faut utiliser un deuxième ou troisième port //, dès qu'il faut configurer un 4ème axe, dès qu'il faut configurer un moteur pas à pas en moteur de broche, asservir une broche pour le filetage et le taraudage, les informations concrètes sont beaucoup plus difficiles à réunir et stepconf ne suffit plus car il faut éditer les fichiers .hal et .ini pour les modifier manuellement.
J'ai le projet de réaliser un post qui centralisera l'ensemble de ces détails avec les copies des fichiers principaux .hal .ini avec les différents paramètres à régler.
Donc à bientôt dans la partie EMC du forum...
jean-emile
Suite à mon message de présentation, c'est au tour de ma machine de se présenter :
elle s'appelle CNC-TEST.
Comme vous pouvez le voir sur les photos le châssis est en bois mélaminé et les axes sont des chariots pneumatiques récupérés, l'ensemble permet quand même d'usiner du bois dur (fruitier, hêtre etc...) et de valider les configurations. Bien entendu, il n'est pas possible d'usiner les métaux.
Aujourd'hui j'utilise CNC-TEST en Fraiseuse 3 axes et 4 axes et avec une configuration spéciale, je transforme l'axe X de la fraiseuse en Z du tour, l'axe Z de la fraiseuse en X du tour et l'axe A de la fraiseuse en broche du tour. J'ai configuré CNC-TEST en Tour pour valider également le tournage classique mais aussi le filetage ainsi que le taraudage rigide, ceci sans être obligé de construire un prototype de tour.
J'ai construit CNC-TEST pour m'initier à l'usinage numérique avant de numériser des vraies machines.
Tout le pilotage est fait avec linuxCNC, ancien EMC2, et je peux éventuellement essayer de vous aider et partager les détails techniques si vous souhaitez commencer une configuration avec LinuxCNC.
On voit aussi une dremel qui sera remplacée par une broche silencieuse.
qui n'est pas encore en place.
et le cordon d'alimentation 5V en noir en bas à gauche.
On voit aussi le moteur de l'axe Y.
Mon fils aîné est très intéressé par ma machine, je lui ai fabriqué la même et voici ses premières pièces réalisées avec seulement les axes XYZ. C'est une bride du guidon de son vélo.
Nota: les brides ont été réalisées également avec la machine.
A droite les 2 pièces réalisées dans du sapin.Tout à été usiné avec la Dremel
et la fraise Ø3 visible sur la photo précédente.
Fini le bruit strident de la Dremel !
Et on peut enfin monter des fraises standards jusqu'à Ø6!
Il n'y a pas de pointe tournante, avec 180 Tr/mn et des pièces en bois et en plastique, il n'y a pas de risque d'échauffement. Un peu de graisse suffit pour supprimer le couinement si il apparaît.
Il m'a fallu quand même quelques heures avant de faire le programme pour sortir le G-CODE automatiquement à partir des paramètres
diamètre, longueur, pas (ou avance en mm/tour) et Vitesse en Tr/mn.
Ici, CNC-TEST est toujours configurée en machine 4 axes.
des paramètres qui sont à rentrer dans les 4 cases blanches horizontales.
Pourquoi 180 tr/mn Maxi ? parce que c'est un moteur pas à pas qui entraîne le mandrin
avec un rapport de réduction de 10x34. La vitesse du moteur est donc de 180x3,4=612 tr/mn.
Je me suis fixé cette limite de sécurité car le couple disparait réellement autour de 750tr/mn
En effet, j'ai branché le moteur pas à pas unipolaire sur un driver bipolaire et je n'ai réglé le courant qu'à 0,5A ce qui cause une perte de rendement mais pour les essais dans du bois ça suffit largement.
Une vis en bois usinée dans un tourillon même pas cylindrique ?
Mais qu'est-ce qu'il fait celui la ? Je dirais qu'il valide sa configuration en se faisant plaisir.
4 petites vidéos :
CNC-TEST-video1
CNC-TEST-video2
CNC-TEST-video3
CNC-TEST-video4
Caractéristiques de la machine :
4 moteurs unipolaires 1,1A alimentés avec seulement 0,5A 9.5€ x 4
4 drivers 2,5A achetés sur ebay (réglés à 0,5A et en 1/8 de pas) 25€ x 4
1 carte 5 axes 5V achetée sur ebay 15€
1 alimentation 24V pour les moteurs 30€
1 alimentation 5V pour la carte 5 axes 10€
1 codeur 100 points 5V (compatible avec les 5V de la carte d’axe) 30€
1 étau 15€
1 dremel 50€
1 proxxon 170€
1 mandrin 3 mors proxxon 50€
Le PC et son écran ??
Le bois ??
Les pièces récupérées, les pièces fabriquées ??
Les fraises ??
Course X et Y 140mm
Course Z 85mm
Chariots entrainés par de vulgaires système vis/écrou M10X1,5 (le pire rendement possible avec ce type de transmission)
Rapport de transmission pour l’axe rotatif 10x34
Broche Dremel (10000 à 30000tr/mn) + une broche Proxxon (900 à 6000tr/mn) beaucoup plus silencieuse et qui permet d’utiliser des fraises jusqu’à Ø6 et d’usiner le plastique à basse vitesse pour ne pas le fondre (avec une avance un peu plus grande)
Pour asservir la broche avec l’axe X et pouvoir faire les filetages, j’ai fait des essais avec 2 codeurs différents, un 100 points par tour que j’ai acheté pour 30 euros sur ebay, et un 3600 pts que l’on m’a prêté. L’un et l’autre ont bien été acceptés par LinuxCNC et la répétabilité dans le pas est bonne.
Nota :
Pour le filetage sur un tour, la phase A et l’index Z(zéro du codeur) suffisent.
Le contrôle de la vitesse de broche se fait avec la phase A et le démarrage de l'axe Z(traînard) avec l’index Z(zéro du codeur)
Pour le taraudage rigide, il y a besoin de la phase B pour que LinuxCNC sache dans quel sens tourne la broche car sur un Tour, quand la pièce change de sens, le chariot de l’axe Z doit s’inverser. Sur une fraiseuse, ce sera l’axe Z vertical sur lequel est fixé le taraud.
En utilisant phase A et Phase B :
Calcul de la valeur de scale à entrer dans le fichier .hal à la ligne :
setp encoder.0.position-scale "valeur suivant codeur et config"
100x3,4x4=1360
(x3,4 car rapport transmission 34/10)
(et x4 car configuration des phases en quadrature)
Ce qui donne :
setp encoder.0.position-scale 1360
Une petite vidéo.
CNC-TEST-video5
Cette vidéo qui montre l'asservissement de la broche avec l'axe Z(traînard du tour). Ce pourrait être aussi l'asservissement de la broche d'une fraiseuse avec son axe vertical Z.
Tous les mouvements sont faits au ralenti car à vitesse normale on ne peut rien voir. Le programme pour la vidéo est un taraudage M6x1 sur 5mm de profond.
Notez que j'ai démonté le codeur du moteur pour un meilleure observation visuelle de ce qui se passe.
De plus, le codeur démonté démontre bien que c'est lui et lui seul qui permet la synchronisation des mouvements. Ceci est particulièrement nécessaire si la broche de la machine a une certaine inertie, ce qui fait que même si il y a un certain retard lors des inversions de sens, le taraud ne commencera son recul qu'à partir du changement de sens de la broche, c'est à dire par le retour d'information du codeur vers LinuxCNC. Si la broche s’arrête, le taraud s'arrête également, ceci est visible sur la vidéo.
Pour info, programme du taraudage :
G7 G18 G21 G40 G80
G53 G0 X0 Z0
M3 S300
G33.1 X0 Z-5 K1 (trou taraudé M6x1 prof5)
M5 M9
G53 G0 X0 Z0
M2
Pour aller au bout du bout des essais, j’ai réussi à faire du filetage avec seulement un capteur à fourche C3 de CNC4PC pour la phase A (nombre de point par tour 1 qui donne tout comme les codeurs en plus la vitesse de broche) et un capteur tout ou rien (un vulgaire contact sec) pour l’info de l’index. Avec cette configuration, la qualité du filetage est loin d’être bonne.
Cette configuration pourrait être une solution valable avec un disque muni de pas mal d’encoches ou de petits index de façon à avoir le plus grand nombre de points par tour à scruter pour la phase A.
Pour créer une phase B éventuellement, utiliser 2 capteurs à fourche avec un seul disque à encoches.
Dans ce cas, il faudra utiliser l’oscilloscope de Linux CNC (halscope) afin de régler la position mécanique des 2 capteurs pour obtenir le décalage électrique de 90° entre les 2 phases.
L’indez Z peut également être un 3ème capteur mais quand on fait les comptes. 3 capteurs à 25€ pièce + le disque à encoches à fabriquer + les réglages, le codeur à 30€ ou même 50€ est mieux placé.
CONCLUSION
C’est la machine type de l’amateur qui veut essayer de ne pas se ruiner.
Pour cet exemple, je pense que c’est raté car je suis déjà à 500 euros et sans les guidages mécaniques des axes, le PC et tout le reste…
Est ce que cette opération vaut le coup avec des performances aussi modestes ? Pas sûr…mais je ne regrette pas car ce qui est certain aujourd’hui, c’est que les différentes configurations de LinuxCNC me sont à présent acquises et validées.
Pou ceux qui veulent démarrer une machine avec LinuxCNC, de nombreux articles sont présents sur internet et ce ne serait pas raisonnable de refaire la même chose ici.
Les exemples de configurations sont généralement très bien expliqués mais en utilisant l'assistant de configuration stepconf pour une machine de base avec 3 axes.
Malheureusement, dès qu'il faut utiliser un deuxième ou troisième port //, dès qu'il faut configurer un 4ème axe, dès qu'il faut configurer un moteur pas à pas en moteur de broche, asservir une broche pour le filetage et le taraudage, les informations concrètes sont beaucoup plus difficiles à réunir et stepconf ne suffit plus car il faut éditer les fichiers .hal et .ini pour les modifier manuellement.
J'ai le projet de réaliser un post qui centralisera l'ensemble de ces détails avec les copies des fichiers principaux .hal .ini avec les différents paramètres à régler.
Donc à bientôt dans la partie EMC du forum...
jean-emile
Dernière édition par jean-emile le Sam 05 Jan 2013, 11:41, édité 32 fois
Invité- Invité
Re: CNC-TEST avec LinuxCNC
Admin Ven 21 Déc 2012, 23:23
Bonsoir
Bravo pour la réalisation de ce prototype de machine cnc, j'espère que tes tests seront concluants et que nous verrons bientôt la vraie.
Bravo pour la réalisation de ce prototype de machine cnc, j'espère que tes tests seront concluants et que nous verrons bientôt la vraie.

Admin- Administrateur

- Messages : 1795
Date d'inscription : 03/07/2010

Enfield- Administrateur
- Messages : 7517
Date d'inscription : 02/11/2010
Re: CNC-TEST avec LinuxCNC
brise-copeaux Sam 22 Déc 2012, 22:39
Salut,
Pas mal...je dirai même très bien..
@ +
Pas mal...je dirai même très bien..
@ +
_________________
Chez vous, vous avez l'heure chez nous , on a le temps-------proverbe africain----

brise-copeaux- Chevronné

- Messages : 1345
Date d'inscription : 10/07/2010
Re: CNC-TEST avec LinuxCNC
Lil Dim 23 Déc 2012, 08:02
Hello Jean-Emile 
Tout cela est de bon augure pour la suite
Amitiés
PS : A voté
Tout cela est de bon augure pour la suite
Amitiés
PS : A voté
_________________

Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: CNC-TEST avec LinuxCNC
Invité Dim 23 Déc 2012, 11:50
je vais être franc comme toujours... 
sur l'aspect et les finitions je dois admettre que c'est vraiment chouette, de plus tu as bien précisé que c'était une machine pour mois dur maximum et donc pas pour le métal (ce que je confirme).
de plus je trouve l'ensemble intéressant telle qu'elle est montrée pour des personnes voulant débuter en cnc et surtout avoir une machine propre, simple et qui répond à son cahier des charges.
avec le 4ème axe et sa contre pointe (qui d'ailleurs aurait pu être montée sur roulement à bille...) cela en fait un intérêt d'autant plus fort qu'on peut débuter directement en 3D et prendre après l'option 4D
malheureusement les points négatif ne manquent pas, bien évidemment il y a le bois qui au niveau structure est instable si on cherche une réelle précision mais surtout il y a les rails qui en barre ronde sont sensible aux vibrations et aux contraintes d'usinage mais surtout qui sont beaucoup trop proche l'une de l'autre !!!
le simple fait de doubler leur écartement te donnerais une rigidité très supèrieur.
certe tu as pris du matériel déjà existant mais dans le cas du support de table ou d'étaux tu va créer un point de faiblesse de ta machine pas négligeable, pour la partie guidage de la broche ça peut aller vu que tu ne vas pas plus loin que le bois et je pense que tu fait des passes pas trop importante mais pour la partie basse il faut un écart au moins du double.
au vu de ta machine il n'est pas trop compliqué de refaire les supports de barre et de remplacer les pièces de vérin par un truc fait maison.
pour la partie électronique et électrique je n'ai rien à dire, c'est bien conçu, propre, intelligemment pensé et ça répond très bien à ce type de machine.
pour résumer c'est une très chouette cnc pour apprendre et se faire de belle pièce en bois et plastique, seul le bas me dérange et c'est dommage parce que ça rend la machine un peu limité, ça fait un déséquilibre de la répartition des contraintes et en cnc ça ne pardonne pas même pour une cnc pour bois...
concernant le filetage et autre pièce cylindrique, les programmes ne sont pas si compliqué à faire, pour le filetage par exemple il suffit de lié la rotation de la pièce au déplacement linéaire de l'outil, ça demande qu'une ligne de code...
sur l'aspect et les finitions je dois admettre que c'est vraiment chouette, de plus tu as bien précisé que c'était une machine pour mois dur maximum et donc pas pour le métal (ce que je confirme).
de plus je trouve l'ensemble intéressant telle qu'elle est montrée pour des personnes voulant débuter en cnc et surtout avoir une machine propre, simple et qui répond à son cahier des charges.
avec le 4ème axe et sa contre pointe (qui d'ailleurs aurait pu être montée sur roulement à bille...) cela en fait un intérêt d'autant plus fort qu'on peut débuter directement en 3D et prendre après l'option 4D
malheureusement les points négatif ne manquent pas, bien évidemment il y a le bois qui au niveau structure est instable si on cherche une réelle précision mais surtout il y a les rails qui en barre ronde sont sensible aux vibrations et aux contraintes d'usinage mais surtout qui sont beaucoup trop proche l'une de l'autre !!!
le simple fait de doubler leur écartement te donnerais une rigidité très supèrieur.
certe tu as pris du matériel déjà existant mais dans le cas du support de table ou d'étaux tu va créer un point de faiblesse de ta machine pas négligeable, pour la partie guidage de la broche ça peut aller vu que tu ne vas pas plus loin que le bois et je pense que tu fait des passes pas trop importante mais pour la partie basse il faut un écart au moins du double.
au vu de ta machine il n'est pas trop compliqué de refaire les supports de barre et de remplacer les pièces de vérin par un truc fait maison.
pour la partie électronique et électrique je n'ai rien à dire, c'est bien conçu, propre, intelligemment pensé et ça répond très bien à ce type de machine.
pour résumer c'est une très chouette cnc pour apprendre et se faire de belle pièce en bois et plastique, seul le bas me dérange et c'est dommage parce que ça rend la machine un peu limité, ça fait un déséquilibre de la répartition des contraintes et en cnc ça ne pardonne pas même pour une cnc pour bois...
concernant le filetage et autre pièce cylindrique, les programmes ne sont pas si compliqué à faire, pour le filetage par exemple il suffit de lié la rotation de la pièce au déplacement linéaire de l'outil, ça demande qu'une ligne de code...
Invité- Invité
Re: CNC-TEST avec LinuxCNC
charly 57 Dim 23 Déc 2012, 18:12
Ordinerf a écrit:...
........
concernant le filetage et autre pièce cylindrique, les programmes ne sont pas si compliqué à faire, pour le filetage par exemple il suffit de lié la rotation de la pièce au déplacement linéaire de l'outil, ça demande qu'une ligne de code...
Pas évidant pour un ignorant comme moi !!!
Bon Noël
charly 57- Chevronné
- Messages : 442
Date d'inscription : 30/09/2010
Re: CNC-TEST avec LinuxCNC
Invité Lun 24 Déc 2012, 12:06
je t'explique, si je veux usiner un cylindre et lui donner un diamètre de 50mm, il y a au moins 3 possibilités.
je vais prendre la plus simple des 3.
je règle mon 4ème axe en degré c'est à dire qu'un tour de la pièce = 360°
si ma pièce fait 100mm de long et que pour un tour j'avance de 5mm alors je n'aurais qu'à demander à mon programme sur la même ligne de me faire déplacer l'outil de 100mm et en même temps de faire tourner ma pièce de 360°x100/5=7200° soit 20 tours, si mon axe de déplacement est X et mon 4ème axe se nomme A alors la ligne de commande sera G01 X100 A7200.
en une ligne la machine va en faite usiner une droite de pente 5/360°, sauf que comme au bout de 360° on revient au point de départ mais avec un déplacement de 5mm automatiquement on va former le cylindre, pour la machine et le programme en faite ça sera un usinage à plat sur une longueur de 7200, l'unité étant arbitraire...
pour le filetage c'est pareil sauf qu'on va augmenter la pente de sorte qu'après un tour la fraise laisse de la matière en surface, son diamètre sera donc plus petit que le pas de vis et si possible elle aura la forme du pas de vis, sinon il faudra faire plusieurs passage en créant un décalage en avant ou en retard.
c'est exactement comme si on utilisait le chariot d'un tour mais en version automatique, à la différence que la on à en plus un outil qui tourne
je vais prendre la plus simple des 3.
je règle mon 4ème axe en degré c'est à dire qu'un tour de la pièce = 360°
si ma pièce fait 100mm de long et que pour un tour j'avance de 5mm alors je n'aurais qu'à demander à mon programme sur la même ligne de me faire déplacer l'outil de 100mm et en même temps de faire tourner ma pièce de 360°x100/5=7200° soit 20 tours, si mon axe de déplacement est X et mon 4ème axe se nomme A alors la ligne de commande sera G01 X100 A7200.
en une ligne la machine va en faite usiner une droite de pente 5/360°, sauf que comme au bout de 360° on revient au point de départ mais avec un déplacement de 5mm automatiquement on va former le cylindre, pour la machine et le programme en faite ça sera un usinage à plat sur une longueur de 7200, l'unité étant arbitraire...
pour le filetage c'est pareil sauf qu'on va augmenter la pente de sorte qu'après un tour la fraise laisse de la matière en surface, son diamètre sera donc plus petit que le pas de vis et si possible elle aura la forme du pas de vis, sinon il faudra faire plusieurs passage en créant un décalage en avant ou en retard.
c'est exactement comme si on utilisait le chariot d'un tour mais en version automatique, à la différence que la on à en plus un outil qui tourne
Invité- Invité
emart- Membre confirmé

- Messages : 21
Date d'inscription : 28/10/2010
Re: CNC-TEST avec LinuxCNC
ellogo67 Mar 01 Jan 2013, 23:44
Bonsoir 
Très belle machine avec une conception très soignée... J'adore.
De plus, tu maitrises admirablement ton sujet au niveau de la programmation.
Félicitations à toi.
Très belle machine avec une conception très soignée... J'adore.
De plus, tu maitrises admirablement ton sujet au niveau de la programmation.
Félicitations à toi.
_________________
Rien ne craint que le parfait

ellogo67- Membre confirmé
- Messages : 17
Date d'inscription : 30/01/2011
Page 1 sur 7 • 1, 2, 3, 4, 5, 6, 7
» Clapet (bypass) cric hydraulique Hydromat
» Cnc projet
» Que faire avec une vieille lime ?
» présentation
» Motoculteur Randi [problème embrayage]
» Cnc projet
» Que faire avec une vieille lime ?
» présentation
» Motoculteur Randi [problème embrayage]
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 1 sur 7
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum