
CNC-TEST avec LinuxCNC
+11
lapenduledargent
Bilbil
sachem35
Procule
ellogo67
emart
charly 57
Lil
brise-copeaux
Enfield
Admin
15 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 2 sur 7
Page 2 sur 7 •  1, 2, 3, 4, 5, 6, 7
1, 2, 3, 4, 5, 6, 7
Re: CNC-TEST avec LinuxCNC
ellogo67 Mar 01 Jan 2013, 23:44
Bonsoir 
Très belle machine avec une conception très soignée... J'adore.
De plus, tu maitrises admirablement ton sujet au niveau de la programmation.
Félicitations à toi.
Très belle machine avec une conception très soignée... J'adore.
De plus, tu maitrises admirablement ton sujet au niveau de la programmation.
Félicitations à toi.
ellogo67- Membre confirmé

- Messages : 17
Date d'inscription : 30/01/2011
Re: CNC-TEST avec LinuxCNC
Lil Mer 02 Jan 2013, 06:20
Hello Jean-Emile 
J'aurais deux petites suggestions :
• Ne serait-il pas préférable de placer le codeur sur l'axe de broche plutôt que sur l'axe du PAP car la courroie induit une erreur angulaire lors du changement de sens en configuration réelle.
• Un moteur PAP pour la broche n'est-il pas un peu faible pour une configuration plus musclée ?
Le choix d'un servo-moteur serait mieux indiqué surtout pour un axe A qui réclame vitesse et couple importants (cela bien sûr en fonction des pièces à réaliser).
Amitiés
J'aurais deux petites suggestions :
• Ne serait-il pas préférable de placer le codeur sur l'axe de broche plutôt que sur l'axe du PAP car la courroie induit une erreur angulaire lors du changement de sens en configuration réelle.
• Un moteur PAP pour la broche n'est-il pas un peu faible pour une configuration plus musclée ?
Le choix d'un servo-moteur serait mieux indiqué surtout pour un axe A qui réclame vitesse et couple importants (cela bien sûr en fonction des pièces à réaliser).
Amitiés
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Re: CNC-TEST avec LinuxCNC
charly 57 Mer 02 Jan 2013, 12:39
jean-emile a écrit:Bonjour,
…………………….
……………………
J'ai le projet de réaliser un post qui centralisera l'ensemble de ces détails avec les copies des fichiers principaux .hal .ini avec les différents paramètres à régler.
Donc à bientôt dans la partie EMC du forum...
jean-emile
Avec mes meilleurs vœux de santé et de jolis copeaux, je montre le bout de mon nez pour approuver sans réserve ta proposition.
Je pense ne pas être le seul "apprenti ante-débutant totalement nul sur le sujet" qui attend qu'on lui montre tout, et tout doucement afin d'être rassuré pour se lancer, bref, qu'on lui tienne la main par forum interposé.
Donc à bientôt dans la partie EMC du forum...
D'avance MERCI
Bien cordialement
charly 57- Chevronné

- Messages : 442
Date d'inscription : 30/09/2010
Re: CNC-TEST avec LinuxCNC
Procule Mer 02 Jan 2013, 17:31
Bonjour a vous tous
J'abonde dans le même sens que Charly 57, je suis du même avis.
Meilleurs vœux à tous et toutes.
Daniel
J'abonde dans le même sens que Charly 57, je suis du même avis.
Meilleurs vœux à tous et toutes.
Daniel
_________________
J'entends, j'oublie. Je vois, je me souviens. Je touche, je comprends ...
Procule- Chevronné
- Messages : 207
Date d'inscription : 26/10/2011
Re: CNC-TEST avec LinuxCNC
sachem35 Mer 02 Jan 2013, 18:29
Bonsoir,
Autant pour moi, je me décide à découvrir.
Et comme le prof est bon, nous le serons également.
Merci Jean-Emile et félicitations !
Bien cordialement,
sachem35
Autant pour moi, je me décide à découvrir.
Et comme le prof est bon, nous le serons également.
Merci Jean-Emile et félicitations !
Bien cordialement,
sachem35

sachem35- Chevronné
- Messages : 244
Date d'inscription : 29/05/2011
Re: CNC-TEST avec LinuxCNC
Invité Mer 02 Jan 2013, 22:24
Lil a écrit:Hello Jean-Emile
J'aurais deux petites suggestions :
• Ne serait-il pas préférable de placer le codeur sur l'axe de broche plutôt que sur l'axe du PAP car la courroie induit une erreur angulaire lors du changement de sens en configuration réelle.
• Un moteur PAP pour la broche n'est-il pas un peu faible pour une configuration plus musclée ?
Le choix d'un servo-moteur serait mieux indiqué surtout pour un axe A qui réclame vitesse et couple importants (cela bien sûr en fonction des pièces à réaliser).
Amitiés
Bonjour Lil,
Effectivement, il est préférable de placer de codeur sur l'axe de la broche, je l'ai d'ailleurs fait également. Voici une photo.
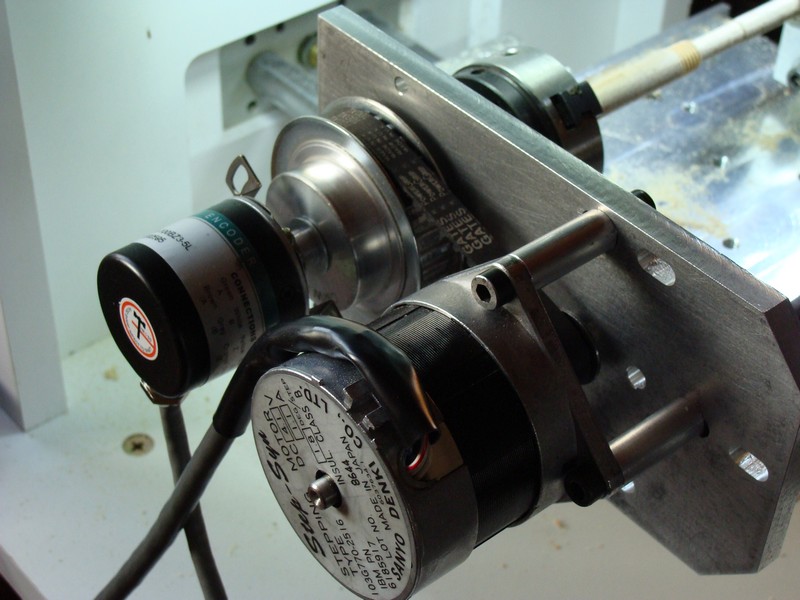
Dans ce cas, la valeur à configurer sera 400 au lieu de 1360 (codeur 100pts/tour X 4)
Mais comme j'aime bien les expériences, j'ai testé avec le codeur sur le moteur pour voir justement si l'erreur angulaire a une conséquence sur les filetages : les filetages sont bien réussis également car j'ai une tension de courroie réglable au mieux, c'est à dire avec quasiment pas de jeu. Et puis, si on veut garder le passage dans le trou de la broche...
Un moteur pas à pas pour la broche ne sera pas assez costaud pour usiner de l'acier mais pour mes essais dans du bois il a été pratique d'utiliser ce moteur de mon 4 ème axe déjà cablé sur son driver.
Il existe des moteurs pas à pas très coupleux en taille 34 qui pourraient convenir pour un micro tour.
Le servo-moteur brushless est une meilleure solution plus industrielle mais plus chère, ce n'est pas pour ma bourse

Cordialement
j-e
Invité- Invité
Re: CNC-TEST avec LinuxCNC
Lil Jeu 03 Jan 2013, 07:01
Hello Jean-Emile
Nous avons des PAP avec un couple de 22 N.m nominal à 10 Step/s que je n'utiliserais pas en moteur de broche.Le bruit Le hurlement est assez impressionnant en courbe d'accélération ou de décélération 
En fait tu peux mettre un moteur asynchrone (avec une BAV) en broche et un codeur creux directement sur la broche car le codeur te retournera l'info de position angulaire dans la boucle de contrôle (cas d'un filetage), mais ce ne sera plus alors un 4e axe.
Un 4e (ou 5e) axe est fait pour positionner et non pas pour transmettre une puissance d'usinage comme pour la broche d'un tour, en amateur du moins.
Des systèmes tandem (Continu + PAP sur le même arbre) ont existé il y a ... très très très longtemps , en fait c'était l'avènement des servo-moteurs
, en fait c'était l'avènement des servo-moteurs 
Amitiés
Environ 8 N.m x 4 (ton rapport de poulies) ~ 32 N.m encore trop faible car tu réduit également la vitesse de rotation par 4, ce qui n'est pas une solution pour un micro-tour qui travaille de petits Ø et donc avec une vitesse de rotation élevée (Vrm > 2 500 min-1).jean-emile a écrit: Il existe des moteurs pas à pas très coupleux en taille 34 qui pourraient convenir pour un micro tour.
Nous avons des PAP avec un couple de 22 N.m nominal à 10 Step/s que je n'utiliserais pas en moteur de broche.
En fait tu peux mettre un moteur asynchrone (avec une BAV) en broche et un codeur creux directement sur la broche car le codeur te retournera l'info de position angulaire dans la boucle de contrôle (cas d'un filetage), mais ce ne sera plus alors un 4e axe.
Un 4e (ou 5e) axe est fait pour positionner et non pas pour transmettre une puissance d'usinage comme pour la broche d'un tour, en amateur du moins.
Des systèmes tandem (Continu + PAP sur le même arbre) ont existé il y a ... très très très longtemps
, en fait c'était l'avènement des servo-moteurs Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: CNC-TEST avec LinuxCNC
Invité Jeu 03 Jan 2013, 10:01
Bonjour Lil,
Merci pour votre message.
Pour ce qui est de la motorisation d'une broche avec un moteur pas à pas, je suis parfaitement d'accord avec vos remarques, cette solution n'est pas à retenir pour une machine normale.
Pour ma part, je n'ai pas retenu la solution moteur tri + variateur + codeur creux car je ne construis pas un tour.
Je n'ai que des petits besoins et j'ai préféré commander un petit tour chinois que je vais équiper de 2 moteurs pas à pas pour X et Z + le codeur pour la broche.

Je résonnai juste pour le micro-tour de l'amateur de base qui ne souhaite que se faire plaisir avec une toute petite machine en usinant de toutes petites pièces avec de toutes petites passes, d'ailleurs je l'ai testé mais non pas en démultipliant mais en surmultipliant la vitesse du moteur (au détriment du couple mais ça suffisait pour faire des petits copeaux de bois, bien que je ne disposait que d'environ 0.5N.m)
Pour info, ce principe de motorisation est commercialisé chez :
http://max-computer.de/x5f/moteur_pas_a_pas.html
Cordialement
j-e
Merci pour votre message.
Pour ce qui est de la motorisation d'une broche avec un moteur pas à pas, je suis parfaitement d'accord avec vos remarques, cette solution n'est pas à retenir pour une machine normale.
Pour ma part, je n'ai pas retenu la solution moteur tri + variateur + codeur creux car je ne construis pas un tour.
Je n'ai que des petits besoins et j'ai préféré commander un petit tour chinois que je vais équiper de 2 moteurs pas à pas pour X et Z + le codeur pour la broche.
Je résonnai juste pour le micro-tour de l'amateur de base qui ne souhaite que se faire plaisir avec une toute petite machine en usinant de toutes petites pièces avec de toutes petites passes, d'ailleurs je l'ai testé mais non pas en démultipliant mais en surmultipliant la vitesse du moteur (au détriment du couple mais ça suffisait pour faire des petits copeaux de bois, bien que je ne disposait que d'environ 0.5N.m)
Pour info, ce principe de motorisation est commercialisé chez :
http://max-computer.de/x5f/moteur_pas_a_pas.html
Cordialement
j-e
Invité- Invité
Re: CNC-TEST avec LinuxCNC
Invité Jeu 03 Jan 2013, 11:41
petite précision, certe il vaut mieux que le codeur soit sur la broche mais il serait préférable que le moteur y soit aussi en montage direct ou qu'il soit sur le même axe avec une réduction sans jeu.
je ne critique pas du tout la courroie bien au contraire, simplement quitte à viser la précision autant aller au bout des choses.
pour autant une transmission par courroie avec le codeur en sortie du moteur c'est très correct pour ce type de machine
je ne critique pas du tout la courroie bien au contraire, simplement quitte à viser la précision autant aller au bout des choses.
pour autant une transmission par courroie avec le codeur en sortie du moteur c'est très correct pour ce type de machine
Invité- Invité
Re: CNC-TEST avec LinuxCNC
Invité Jeu 03 Jan 2013, 15:22
Bonjour à tous,
Je viens de faire de nouveaux essais de filetage en détendant la courroie d'entrainement volontairement : maintenant j'ai un jeu d'environ 1 mm si je mesure à l'extrémité des mors du mandrin soit sur un rayon de 30mm, "ça bat la breloque comme on dit"
Regardez sur la vidéo :
CNC-TEST-video6 par dm_50361f6eb244d
Eh bien, bonne nouvelle, la retombée dans le pas est toujours excellente car le jeu se rattrape à chaque aller dans la matière, pour le retour, l'outil est dégagé, le jeu est donc sans conséquence pour l'usinage. Je suis en train de regarder ça avec une loupe x7 et je suis encore étonné par la précision diabolique de la réalisation des filetages avec un codeur et LinuxCNC.
Moi qui n'avais fait des filetages qu'avec la vis mère, je suis bien bluffé.


Les essais avec le codeur qui pilote l'axe Z sont très concluants, la broche peut ralentir, même s'arrêter : l'outil reste toujours dans le pas.
Regardez sur la vidéo :
Nota : ici j'ai "boosté" base period de LinuxCNC à 20000, ce qui fait que je peux faire tourner le moteur pas à pas (qui est réglé en 1/8 de pas) à 850 Tr/mn, et la pièce tourne donc à 250 Tr/mn (850x10/34 avec 10/34 rapport des poulies de transmission)
CNC-TEST-video7 par dm_50361f6eb244d
Bien sûr, pour le taraudage rigide il ne faudra pas de jeu pour le retour car le taraud risque de se casser surtout si c'est un M3, et ce sont des essais avec presque pas d'effort de coupe (dans du plastique, je rappelle que CNC-TEST ne peut pas usiner les métaux) mais qui sont prometteurs pour la numérisation de mon tour HBM300.
j-e
Je viens de faire de nouveaux essais de filetage en détendant la courroie d'entrainement volontairement : maintenant j'ai un jeu d'environ 1 mm si je mesure à l'extrémité des mors du mandrin soit sur un rayon de 30mm, "ça bat la breloque comme on dit"
Regardez sur la vidéo :
CNC-TEST-video6 par dm_50361f6eb244d
Eh bien, bonne nouvelle, la retombée dans le pas est toujours excellente car le jeu se rattrape à chaque aller dans la matière, pour le retour, l'outil est dégagé, le jeu est donc sans conséquence pour l'usinage. Je suis en train de regarder ça avec une loupe x7 et je suis encore étonné par la précision diabolique de la réalisation des filetages avec un codeur et LinuxCNC.
Moi qui n'avais fait des filetages qu'avec la vis mère, je suis bien bluffé.
Le porte outil remplace la broche Proxxon pour faire les filetages à l'outil.
Une vis M5 réalisée dans du plastique à l'outil avec CNC-TEST.
Les essais avec le codeur qui pilote l'axe Z sont très concluants, la broche peut ralentir, même s'arrêter : l'outil reste toujours dans le pas.
Regardez sur la vidéo :
Nota : ici j'ai "boosté" base period de LinuxCNC à 20000, ce qui fait que je peux faire tourner le moteur pas à pas (qui est réglé en 1/8 de pas) à 850 Tr/mn, et la pièce tourne donc à 250 Tr/mn (850x10/34 avec 10/34 rapport des poulies de transmission)
CNC-TEST-video7 par dm_50361f6eb244d
Bien sûr, pour le taraudage rigide il ne faudra pas de jeu pour le retour car le taraud risque de se casser surtout si c'est un M3, et ce sont des essais avec presque pas d'effort de coupe (dans du plastique, je rappelle que CNC-TEST ne peut pas usiner les métaux) mais qui sont prometteurs pour la numérisation de mon tour HBM300.
j-e
Dernière édition par jean-emile le Sam 05 Jan 2013, 20:27, édité 2 fois
Invité- Invité
Re: CNC-TEST avec LinuxCNC
charly 57 Ven 04 Jan 2013, 09:10
Bonjour
Je viens de me faire un CD ROM de linux CNC et j'ai pris le temps de tout noter pas à pas.
J'en ai fait un Pdf que je vais essayer de joindre à ce message. Peut être que cela peut aider d'autres débutants en informatique et en CNC et en Linux ....
C'est là: http://rapidshare.com/files/3410695029/Installation%20LINUX%20CNC%20avec%20Win%20XP.pdf
En rouge c'est ce que j'ai frappé sur mon clavier.
En noir, c'est le texte des pages internet visitées.
Ne m'en demandez pas trop, je suis toujours nul !!!!
Cordialement
Je viens de me faire un CD ROM de linux CNC et j'ai pris le temps de tout noter pas à pas.
J'en ai fait un Pdf que je vais essayer de joindre à ce message. Peut être que cela peut aider d'autres débutants en informatique et en CNC et en Linux ....
C'est là: http://rapidshare.com/files/3410695029/Installation%20LINUX%20CNC%20avec%20Win%20XP.pdf
En rouge c'est ce que j'ai frappé sur mon clavier.
En noir, c'est le texte des pages internet visitées.
Ne m'en demandez pas trop, je suis toujours nul !!!!
Cordialement
charly 57- Chevronné
- Messages : 442
Date d'inscription : 30/09/2010
Page 2 sur 7 • 1, 2, 3, 4, 5, 6, 7
» Clapet (bypass) cric hydraulique Hydromat
» Cnc projet
» Que faire avec une vieille lime ?
» présentation
» Motoculteur Randi [problème embrayage]
» Cnc projet
» Que faire avec une vieille lime ?
» présentation
» Motoculteur Randi [problème embrayage]
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 2 sur 7
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum