
Filetage interieur
3 participants
Page 1 sur 1

Filetage interieur
la bidouille Lun 17 Juin 2024, 15:26
Bonjour,
Dans le but de fabrique une presse hydraulique à partir d'un vérin Enerpac, je vais avoir besoin de faire un filetage intérieur de 3"5/16 12UNC.
Le verin est fileté et cette pièce sera l'écrou pour le fixer.
Pour la matière je ne connais pas la nuance, c'est un morceau de rond que j'ai récupéré sur un rig de forage en cours de démantèlement, ça à l'air assez dur et l'état de surface après usinage est propre.
Avez vous des trucs et astuces pour ce genre d'opération car je ne suis pas un grand spécialiste du filetage !
Merci à vous.
Joss
Dans le but de fabrique une presse hydraulique à partir d'un vérin Enerpac, je vais avoir besoin de faire un filetage intérieur de 3"5/16 12UNC.
Le verin est fileté et cette pièce sera l'écrou pour le fixer.
Pour la matière je ne connais pas la nuance, c'est un morceau de rond que j'ai récupéré sur un rig de forage en cours de démantèlement, ça à l'air assez dur et l'état de surface après usinage est propre.
Avez vous des trucs et astuces pour ce genre d'opération car je ne suis pas un grand spécialiste du filetage !
Merci à vous.
Joss
la bidouille- Chevronné

- Messages : 290
Date d'inscription : 12/02/2018
Re: Filetage interieur
TRD Lun 17 Juin 2024, 17:03
Salut
3" 5/16-12, ça ne peut pas être UNC. UNC, c'est un pas gros.
A vérifier donc.
UN c'est un filetage à 60 degrés. Donc plaquette pour filetages metriques possible.
S'il s'agit d'un filetage de part en part, ce n'est pas plus compliqué que pour les filetages exterieurs.
Il faut prendre le plus gros outil compatible avec je diametre de l'avant-trou. Aucun souci ici puisque ça avoisine 80 mm de diametre.
Si tu choisis un outil à plaquette jetables, en théorie il faudrait une plaquette pour l'interieur. Mais, comme le diametre est gros et le pas petit, ce n'est peut-être pas nécessaire parce que la pente d'helice est faible.
Autre avantage du grand diametre, si le filetage est traversant, on peut utiliser de grandes vitesses de coupe ce qui est preferable avec les outils carbure à plaquettes jetables.
Pour la matiere inconnue, tu vas vite voir comment elle se comporte en forant l'avant-trou. Pour le filetage : à technologie d'outil identique vitesse de coupe identique à la vitesse de coupe utilisée pour l'avant-trou. Mais je te conseille de travailler à l'huile entiere.
En ce qui concerne la profondeur de passe, c'est exactement comme pour les filetages exterieurs sauf si tu n'as pas un outil de forte section. On peut parfaitement utiliser un outil de 16 emmanché excentriquement dans un rond de 32 pour le rigidifier si nécessaire. Ou choisir de travailler en passes fines pour les dernieres passes si on utilise un outil de faible diametre. Avec un tour conventionnel, il faut laisser beaucoup de garde entre la tourelle et la piece. C'est pour ça qu'un gros outil c'est mieux. Avec un tour qui debraye en fin de filetage (modeles assez rares) on regle au plus juste pour minimiser la flexion d'outil.
3" 5/16-12, ça ne peut pas être UNC. UNC, c'est un pas gros.
A vérifier donc.
UN c'est un filetage à 60 degrés. Donc plaquette pour filetages metriques possible.
S'il s'agit d'un filetage de part en part, ce n'est pas plus compliqué que pour les filetages exterieurs.
Il faut prendre le plus gros outil compatible avec je diametre de l'avant-trou. Aucun souci ici puisque ça avoisine 80 mm de diametre.
Si tu choisis un outil à plaquette jetables, en théorie il faudrait une plaquette pour l'interieur. Mais, comme le diametre est gros et le pas petit, ce n'est peut-être pas nécessaire parce que la pente d'helice est faible.
Autre avantage du grand diametre, si le filetage est traversant, on peut utiliser de grandes vitesses de coupe ce qui est preferable avec les outils carbure à plaquettes jetables.
Pour la matiere inconnue, tu vas vite voir comment elle se comporte en forant l'avant-trou. Pour le filetage : à technologie d'outil identique vitesse de coupe identique à la vitesse de coupe utilisée pour l'avant-trou. Mais je te conseille de travailler à l'huile entiere.
En ce qui concerne la profondeur de passe, c'est exactement comme pour les filetages exterieurs sauf si tu n'as pas un outil de forte section. On peut parfaitement utiliser un outil de 16 emmanché excentriquement dans un rond de 32 pour le rigidifier si nécessaire. Ou choisir de travailler en passes fines pour les dernieres passes si on utilise un outil de faible diametre. Avec un tour conventionnel, il faut laisser beaucoup de garde entre la tourelle et la piece. C'est pour ça qu'un gros outil c'est mieux. Avec un tour qui debraye en fin de filetage (modeles assez rares) on regle au plus juste pour minimiser la flexion d'outil.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Filetage interieur
la bidouille Lun 17 Juin 2024, 19:14
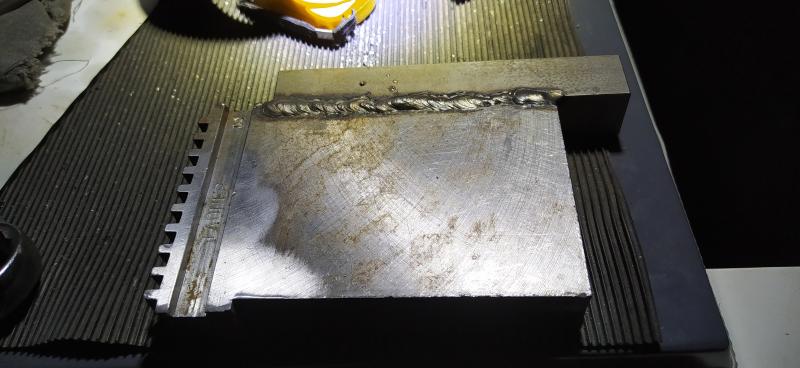
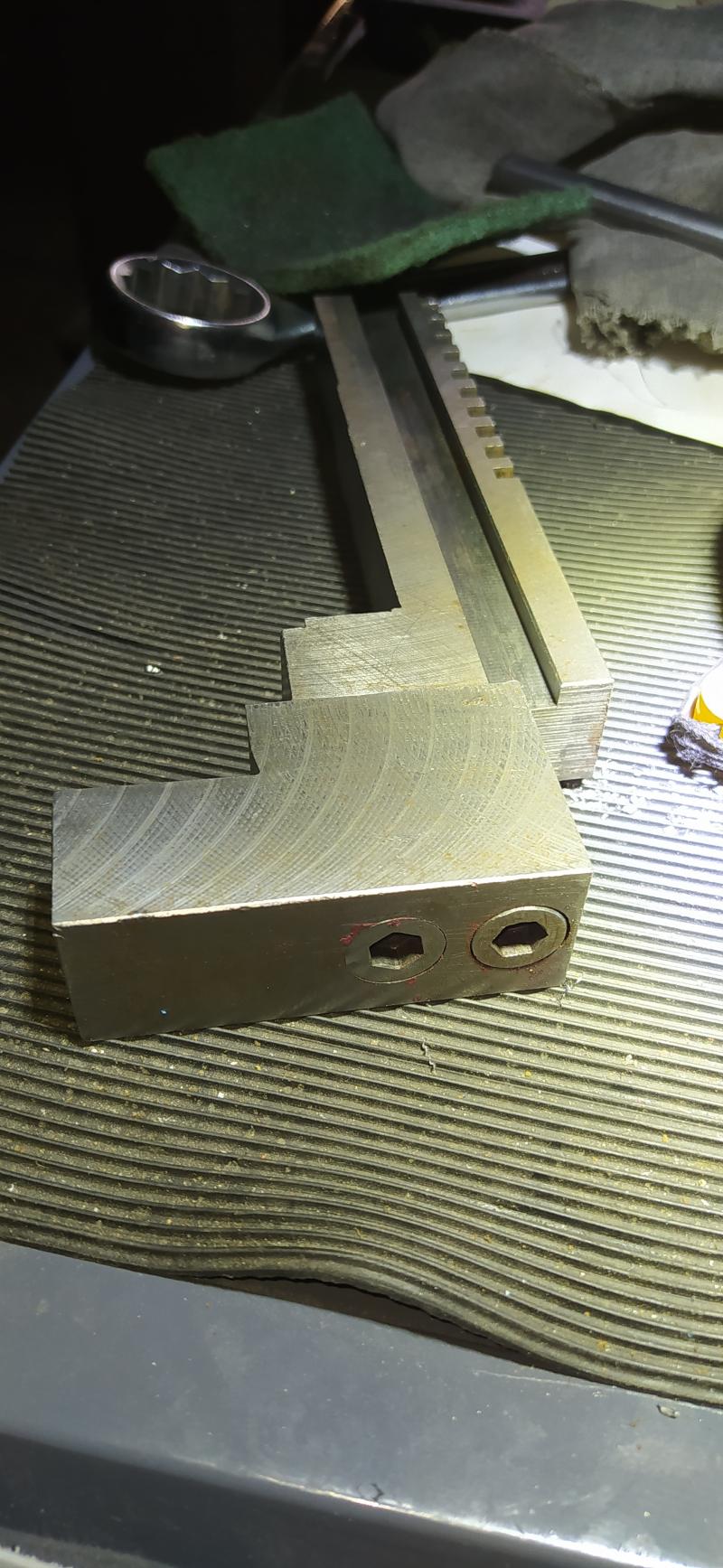
Merci pour les idées, effectivement j'ai mis UNC (par habitude) mais c'est plutôt un pas fin, à la jauge métrique, un pas de 2 est très proche ce qui me semble cohérant avec 12 filets pour 25.4 on est proche de 2.
J'ai des plaquettes pour le filetage intérieur et l'épaisseur de la pièce est de 35mm.
une photo de la pièce :

une photo du vérin:

J'ai des plaquettes pour le filetage intérieur et l'épaisseur de la pièce est de 35mm.
une photo de la pièce :

une photo du vérin:

la bidouille- Chevronné
- Messages : 290
Date d'inscription : 12/02/2018
Re: Filetage interieur
TRD Lun 17 Juin 2024, 20:17
La piece me semble très près du mandrin pour arreter facilement. Quand tu vois sortir loutil il est trop tard pour arreter le tour. Sauf si tu as un tour "intelligent" qui stoppe le filetage à la bonne longueur (Cazeneuve à trois lettres, Cholet et d'autres tours etrangers.)
Solutions :
- mors doux longs
On ne se rend pas compte de la taille. Ce sont des mors de gros mandrin. Ils font entre 15 et 20 cm.
- mors doux avec des rallonges vissées à l'extérieur
Ceux-ci font plutôt entre 20 et 25 cm
- mors doux avec des rallonges soudées.
- quatre-mors à grand passage au centre
- montage sur Cimblot, entretoise, etc.
- filetage en tirant (attention au sens de l'hélice)
- filetage à tres faible vitesse (mais c'est quand même limite.)
Solutions :
- mors doux longs
On ne se rend pas compte de la taille. Ce sont des mors de gros mandrin. Ils font entre 15 et 20 cm.
- mors doux avec des rallonges vissées à l'extérieur
Ceux-ci font plutôt entre 20 et 25 cm
- mors doux avec des rallonges soudées.
- quatre-mors à grand passage au centre
- montage sur Cimblot, entretoise, etc.
- filetage en tirant (attention au sens de l'hélice)
- filetage à tres faible vitesse (mais c'est quand même limite.)
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Filetage interieur
la bidouille Lun 17 Juin 2024, 21:07
Le miens n'est pas intelligent et celui qui est aux manettes non plusTRD a écrit:La piece me semble très près du mandrin pour arreter facilement. Quand tu vois sortir loutil il est trop tard pour arreter le tour. Sauf si tu as un tour "intelligent" qui stoppe le filetage à la bonne longueur (Cazeneuve à trois lettres, Cholet et d'autres tours etrangers.)

D'où ma question..
j'ai effectivement pas beaucoup d'espace en la pièce et le mandrin la taille d'un créneau de mord sur mandrin de 150 soit 12 mm environs, avec un pas de 2 (en gros) ça se déplace vite et c'est bien ça qui me fait peur !
L'idée des mors rallongés me parait bonne et facilement réalisable, de cette façon je peut garder plus de marge entre la pièce et le mandrin, je vais regarder ce que j'ai comme stock de matière mais je dois avoir du plat en XC48 de quoi tailler 3 morceaux.

Avant de me lancer dans le filetage, je vais faire quelques essais histoire de voir quel distance de sécurité je dois prévoir lors de l'arrêt, je peux éventuellement forcer un peu plus sur l'injection de courant continu pour augmenter le freinage..
la bidouille- Chevronné
- Messages : 290
Date d'inscription : 12/02/2018
Re: Filetage interieur
TRD Mar 18 Juin 2024, 08:18
Essaye avec un crayon.
Si tu te loupes, le crayon éclate et le mandrin est préservé.
Cette technique était utilisée pour former les élèves ingénieurs à la la robotique.
Si tu te loupes, le crayon éclate et le mandrin est préservé.
Cette technique était utilisée pour former les élèves ingénieurs à la la robotique.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Filetage interieur
Dodore Mar 18 Juin 2024, 08:27
Pour moi avant de se lancer dans une pièce qui va être utilisée on apprends sur une pièce poubelle pour faire des essais
Le filetage est une opération qui demande un savoir faire , et encore plus quand c’est un filetage intérieur
Je te conseilleras donc de faire ton expérience avant de faire ta pièce
Le filetage est une opération qui demande un savoir faire , et encore plus quand c’est un filetage intérieur
Je te conseilleras donc de faire ton expérience avant de faire ta pièce
Dodore- Chevronné
- Messages : 379
Date d'inscription : 16/10/2011
» Filetage intérieur M24
» Outil de filetage intérieur à retrait automatique
» Taraudage et filetage a la main (+ filetage sur tube acier)
» Etoile intérieur.
» filetage
» Outil de filetage intérieur à retrait automatique
» Taraudage et filetage a la main (+ filetage sur tube acier)
» Etoile intérieur.
» filetage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum