
Mesure d'un cône interieur borgne (de mandrin)
2 participants
Page 1 sur 1

Mesure d'un cône interieur borgne (de mandrin)
TRD Sam 23 Déc 2023, 05:02
Si vous avez essayé de mesurer un cône de centrage de mandrin vous avez dû vous demander comment y parvenir.
Pour caracteriser un cône, nous devons connaitre un diametre en plan de jauge et une conicité (ou une pente)
Pour determiner la conicité, le plus simple est souvent de la calculer par trigonometrie apres avoir mesuré deux diametres separés par une distance connue. Mais ce n'est pas possible directement.
En effet, la trigonometrie est basée sur un systeme d'axes orthogonaux (à 90 degrés.) Or, quand on mesure un diametre, la mesure n'est pas perpendiculaire aux surfaces. Pour effectuer les calculs trigonometriques, il faut raisonner sur le rayon. Quand on prend pour reference un rayon, deux des trois cotés du triangle de reference sont à 90 degrés : l'axe de mesure et l'axe du cône.
Il est tres important de bien comprendre ce point car les grandeurs trigonométriques ne sont pas lineaires. Par exemple le sinus de 90 degrés (1) n'est pas deux fois plus grand que le sinus de 45 degrés (0, 707...)
Pour calculer l'angle du cône on va utiliser la tangeante qui est plus pratique en termes de simplicité de calcul. Et plus exactement l'arctangeante que la plupart des calculatrices scientifiques donnent en utilisant la touche TAN-1 ou Shift TAN.
La fonction arctangeante est l'inverse de la fonction tangeante. En connaissant la difference de rayons et la distance qui sépare les deux rayons mesurés, elle donne la pente du cône en utilisant la formule suivante :
Pente =arctangeante [(grand rayon -petit rayon) /distance entre les deux rayons]
Pour obtenir la conicité, il suffit alors de multiplier la pente par deux.
Mesure au pied à coulisse.
Quand le trou conique est borgne, on s'aperçoit souvent que la mesure au pied à coulisse du petit diametre est impossible. Soit les becs sont trop epais et interferent avec le cône, soit ils sont trop courts.
Mesure au micrometre à trois touches
La majorité des micrometres à trois touches ne peut pas mesurer le petit diametre d'un cone borgne car les touches ne sont pas à l'extrémité de l'appareil. C'est possible avec un Bowers, mais la mesure sera faussée car il y a toujours un congé de raccordement (ou une gorge de degagement) au fond du cône. Autre souci : pour mesurer un cone de Cazeneuve HB, il faut un micrometre 150-175 dont le prix peut rebuter plus d'un utilisateur potentiel.
Il faut donc un instrument capable de mesurer à une faible distance connue du fond du cône.
Cette distance doit être assez reduite pour diminuer l'incertitude sur la valeur calculée et assez importante pour que l'ustensile ne prenne pas appui dans le congé.
Le cone que je voulais mesurer a une profondeur de 28 mm.

J'ai choisi de mesurer à 5 mm du fond. Pour cela, l'instrument fabriqué possede des touches cylindro-coniques d'un diametre de 10 mm. Quand elles appuient sur le fond du cone, le cone est palpé à 5 mm du fond.

En fait, les touches sont biconiques. Un cone a forte pente (45 degres) et un cone plus ouvert pour eviter l'ecrasement de la pointe. Le bout de la pointe est tronqué. Il y a un petit plat. Pour les réaliser, j'ai utilisé un boulon poelier. Ce n'est pas tres dur, mais on beneficie du carré sous tete pour manoeuvrer la vis avec une clé.
L'instrument se compose de deux touches filetees d'un ecrou long et de deux contre-ecrous.
Prise de cote à 5 mm du fond

Mesure du diametre à 5 mm du fond

On repete ensuite les memes operations en posant l'instrument sur deux cales etalon de 21 mm.
Reposant sur le fond. Par consequent la seconde mesure est effectuee à 26 mm du fond. J'ai choisi de mesurer a 2 mm du bord du trou pour m'affranchir du chanfrein d'entree du cone.
On calcule la pente de la façon suivante :
Pente = arctangeante [(mesure 2-mesure 1) / (2x21) ]
Conicité = 2 arctangeante [ ( mesure 2 - mesure 1) / (2x 21) ]
Pour les coupeurs de cheveux en 4 (dont je suis generalement)
Les puristes vont me faire remarquer que le petit plat sur les touches decale legerement la hauteur de mesure et qu'en réalité, j'ai mesuré à 5 mm moins epsilon du fond et a 26 mm moins epsilon du fond. Epsilon etant petit et inconnu.
C'est exact. Mais si on rajoute cette valeur dans le calcul, on s'apperçoit que la distance entre les mesures reste inchangée :
(26 - epsilon) - (5 - epsilon) = 26-5 = 21.
Donc le resultat en termes de pente ou de conicité n'est pas impacté par ce detail de forme du palpeur.
J'avais pris soin d'etalonner mon micrometre avant la mesure. En fait, ça ne sert à rien pour calculer la pente ou la conicité puisque qu'en cas d'indication fausse, l'erreur est compensée dans la formule, comme l'epsilon dû à la forme des touches sur la mesure. C'est par contre indispensable pour le contrôle du diametre en plan de jauge. Mais généralement, on a plus de latitude sur cette cote que sur la conicité.
Bonnes mesures !
Pour caracteriser un cône, nous devons connaitre un diametre en plan de jauge et une conicité (ou une pente)
Pour determiner la conicité, le plus simple est souvent de la calculer par trigonometrie apres avoir mesuré deux diametres separés par une distance connue. Mais ce n'est pas possible directement.
En effet, la trigonometrie est basée sur un systeme d'axes orthogonaux (à 90 degrés.) Or, quand on mesure un diametre, la mesure n'est pas perpendiculaire aux surfaces. Pour effectuer les calculs trigonometriques, il faut raisonner sur le rayon. Quand on prend pour reference un rayon, deux des trois cotés du triangle de reference sont à 90 degrés : l'axe de mesure et l'axe du cône.
Il est tres important de bien comprendre ce point car les grandeurs trigonométriques ne sont pas lineaires. Par exemple le sinus de 90 degrés (1) n'est pas deux fois plus grand que le sinus de 45 degrés (0, 707...)
Pour calculer l'angle du cône on va utiliser la tangeante qui est plus pratique en termes de simplicité de calcul. Et plus exactement l'arctangeante que la plupart des calculatrices scientifiques donnent en utilisant la touche TAN-1 ou Shift TAN.
La fonction arctangeante est l'inverse de la fonction tangeante. En connaissant la difference de rayons et la distance qui sépare les deux rayons mesurés, elle donne la pente du cône en utilisant la formule suivante :
Pente =arctangeante [(grand rayon -petit rayon) /distance entre les deux rayons]
Pour obtenir la conicité, il suffit alors de multiplier la pente par deux.
Mesure au pied à coulisse.
Quand le trou conique est borgne, on s'aperçoit souvent que la mesure au pied à coulisse du petit diametre est impossible. Soit les becs sont trop epais et interferent avec le cône, soit ils sont trop courts.
Mesure au micrometre à trois touches
La majorité des micrometres à trois touches ne peut pas mesurer le petit diametre d'un cone borgne car les touches ne sont pas à l'extrémité de l'appareil. C'est possible avec un Bowers, mais la mesure sera faussée car il y a toujours un congé de raccordement (ou une gorge de degagement) au fond du cône. Autre souci : pour mesurer un cone de Cazeneuve HB, il faut un micrometre 150-175 dont le prix peut rebuter plus d'un utilisateur potentiel.
Il faut donc un instrument capable de mesurer à une faible distance connue du fond du cône.
Cette distance doit être assez reduite pour diminuer l'incertitude sur la valeur calculée et assez importante pour que l'ustensile ne prenne pas appui dans le congé.
Le cone que je voulais mesurer a une profondeur de 28 mm.
J'ai choisi de mesurer à 5 mm du fond. Pour cela, l'instrument fabriqué possede des touches cylindro-coniques d'un diametre de 10 mm. Quand elles appuient sur le fond du cone, le cone est palpé à 5 mm du fond.
En fait, les touches sont biconiques. Un cone a forte pente (45 degres) et un cone plus ouvert pour eviter l'ecrasement de la pointe. Le bout de la pointe est tronqué. Il y a un petit plat. Pour les réaliser, j'ai utilisé un boulon poelier. Ce n'est pas tres dur, mais on beneficie du carré sous tete pour manoeuvrer la vis avec une clé.
L'instrument se compose de deux touches filetees d'un ecrou long et de deux contre-ecrous.
Prise de cote à 5 mm du fond
Mesure du diametre à 5 mm du fond
On repete ensuite les memes operations en posant l'instrument sur deux cales etalon de 21 mm.
Reposant sur le fond. Par consequent la seconde mesure est effectuee à 26 mm du fond. J'ai choisi de mesurer a 2 mm du bord du trou pour m'affranchir du chanfrein d'entree du cone.
On calcule la pente de la façon suivante :
Pente = arctangeante [(mesure 2-mesure 1) / (2x21) ]
Conicité = 2 arctangeante [ ( mesure 2 - mesure 1) / (2x 21) ]
Pour les coupeurs de cheveux en 4 (dont je suis generalement)
Les puristes vont me faire remarquer que le petit plat sur les touches decale legerement la hauteur de mesure et qu'en réalité, j'ai mesuré à 5 mm moins epsilon du fond et a 26 mm moins epsilon du fond. Epsilon etant petit et inconnu.
C'est exact. Mais si on rajoute cette valeur dans le calcul, on s'apperçoit que la distance entre les mesures reste inchangée :
(26 - epsilon) - (5 - epsilon) = 26-5 = 21.
Donc le resultat en termes de pente ou de conicité n'est pas impacté par ce detail de forme du palpeur.
J'avais pris soin d'etalonner mon micrometre avant la mesure. En fait, ça ne sert à rien pour calculer la pente ou la conicité puisque qu'en cas d'indication fausse, l'erreur est compensée dans la formule, comme l'epsilon dû à la forme des touches sur la mesure. C'est par contre indispensable pour le contrôle du diametre en plan de jauge. Mais généralement, on a plus de latitude sur cette cote que sur la conicité.
Bonnes mesures !
Dernière édition par TRD le Sam 23 Déc 2023, 13:36, édité 2 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8454
Date d'inscription : 11/08/2010
Papybricolo aime ce message
Re: Mesure d'un cône interieur borgne (de mandrin)
simca Sam 23 Déc 2023, 13:07
bonjour TRD
finalement résultat du calcul :
l angle en degré
la 1/2 pente en %
le diamètre du fond qui doit être très précis afin de permettre le coincement du cône par compression ,on est sur un cône face si je ne dis pas de bêtise
cdlt
finalement résultat du calcul :
l angle en degré
la 1/2 pente en %
le diamètre du fond qui doit être très précis afin de permettre le coincement du cône par compression ,on est sur un cône face si je ne dis pas de bêtise
cdlt
simca- Chevronné

- Messages : 694
Date d'inscription : 20/07/2021
Papybricolo aime ce message
Re: Mesure d'un cône interieur borgne (de mandrin)
TRD Sam 23 Déc 2023, 13:18
2,8641 degrés de cône
Diametre relevé à 5 mm - epsilon de la face (donc environ 4 mm réels) 158,85 mm. Temperature dans l'atelier entre 10 et 12 °C. Soit une erreur maximale due à la temperature d'environ 16 microns. Mais en réalité plus faible puisque le mandrin et le micrometre etaient à la même temperature. Ce qui parait negligeable au regard de la tolerance sur la localisation de la face donnee par Cazeneuve.
Pour l'angle calculé, c'est exactement celui qui figure sur mon blog (communiqué par Cazeneuve.) Ça m'a d'ailleurs étonné de trouver l'angle exact.
Je n'ai pas d'info officielle de Cazeneuve concernant le diametre au sommet du cône.
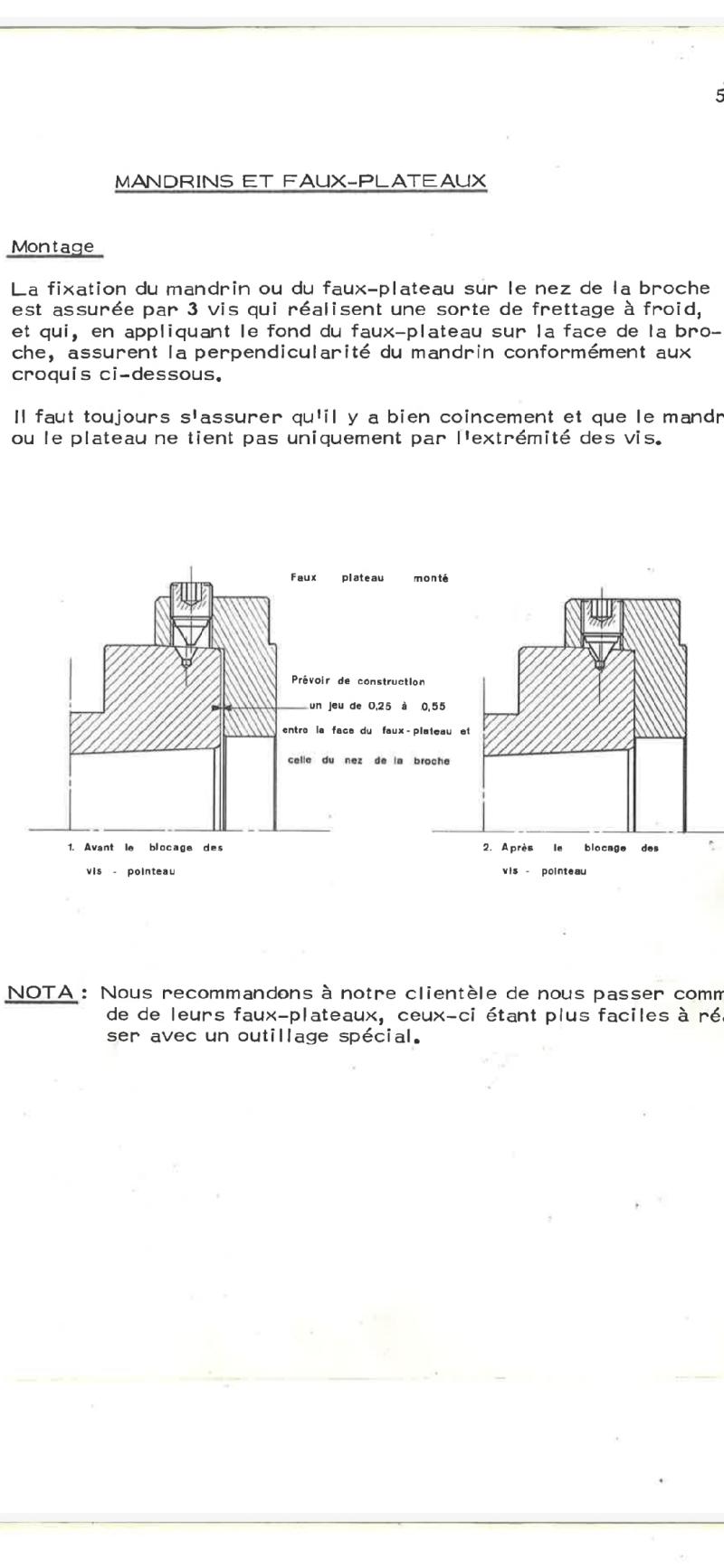
Hypothèses de non-conformité de la cote de jeu
Pas assez de jeu : le mandrin plaquera contre la face et le centrage sera moins bon. Ça n'a aucune importance avec un mandrin à serrage independant.
Trop de jeu : le cone assurera une tres bonne localisation, mais le démontage du mandrin risque d'être difficile. Si ce cas se présente, il faudra prevoir des taraudages d'extraction entre les trous de vis. Cas extrême : on peut utiliser ces taraudages pour y laisser à demeure des vis de butee collées après avoir degauchi le mandrin.
Diametre relevé à 5 mm - epsilon de la face (donc environ 4 mm réels) 158,85 mm. Temperature dans l'atelier entre 10 et 12 °C. Soit une erreur maximale due à la temperature d'environ 16 microns. Mais en réalité plus faible puisque le mandrin et le micrometre etaient à la même temperature. Ce qui parait negligeable au regard de la tolerance sur la localisation de la face donnee par Cazeneuve.
Pour l'angle calculé, c'est exactement celui qui figure sur mon blog (communiqué par Cazeneuve.) Ça m'a d'ailleurs étonné de trouver l'angle exact.
Je n'ai pas d'info officielle de Cazeneuve concernant le diametre au sommet du cône.
Hypothèses de non-conformité de la cote de jeu
Pas assez de jeu : le mandrin plaquera contre la face et le centrage sera moins bon. Ça n'a aucune importance avec un mandrin à serrage independant.
Trop de jeu : le cone assurera une tres bonne localisation, mais le démontage du mandrin risque d'être difficile. Si ce cas se présente, il faudra prevoir des taraudages d'extraction entre les trous de vis. Cas extrême : on peut utiliser ces taraudages pour y laisser à demeure des vis de butee collées après avoir degauchi le mandrin.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Papybricolo aime ce message
Re: Mesure d'un cône interieur borgne (de mandrin)
simca Sam 23 Déc 2023, 14:02
on est bien sur un cône face ,il doit y avoir un sacré effort sur la pointe des vis pour comprimer jusque 5/10
dans la réalisation d un faux plateau c'est bien le sommet du cône qui va déterminer le jeu ,on peut le calculer par rapport à tes mesures
on a pas non plus le décalage des vis pointeaux pour arriver à un serrage correct
pour le 4 mords attention à couper les vis juste à la bonne longueur sinon ça vient flinguer le joint de broche
dans la réalisation d un faux plateau c'est bien le sommet du cône qui va déterminer le jeu ,on peut le calculer par rapport à tes mesures
on a pas non plus le décalage des vis pointeaux pour arriver à un serrage correct
pour le 4 mords attention à couper les vis juste à la bonne longueur sinon ça vient flinguer le joint de broche
simca- Chevronné
- Messages : 694
Date d'inscription : 20/07/2021
Papybricolo aime ce message
Re: Mesure d'un cône interieur borgne (de mandrin)
TRD Sam 23 Déc 2023, 14:33
Les pointes des vis d'origine de chez Cazeneuve sont trempées dur. Tres dur. J'en ai enlevé dans un plateau d'HBX360. Du coup, je serre les miennes moderement. Il fait savoir que sur les 360 ce sont des tetes creuses avec un carré de 1/4 alors que sur les autres les vis de Cazeneuve ont des têtes mâles. Ceux qui bloquent tres fort avec une clé de 6 flinguent les vis bloquees dans le plateau.
La meilleure méthode que j'ai vu appliquée c'est celle de Sebastien Muller. Il plaque d'abord le mandrin à la massette en polyuréthane et ensuite, il serre moderement les vis. Moi, en plus, je les graisse à chaque fois.
Pour les gros mandrins, je passe une barre dans la broche avant de demonter pour eviter qu'ils tombent.
Ou alors, je demonte avec la tourelle.
Gaston 48 a eu la malchance de tomber sur des vis de plateau d'HBX bloquées et foirées. Il a été obligé de reduire le plateau en copeaux pour le sortir. Depuis que j'ai vu ça, j'y vais mollo sur le serrage.
Dans le même genre de mesaventure, mais avec une autre technologie, Joel35 qui a acheté mon de Vallière a perdu le mandrin. Il avait serré les Camlock sans surveiller l'indicateur d'angle et avec une grande rallonge. Les trois ont cassé d'un coup. J'ai vu des photos. Pas de trace de fatigue, pas d'allongement avant rupture. Ça ressemblait à une rupture au choc. Pourtant il n'y en a pas eu. En 28 ans, ça ne m'etait jamais arrivé. Ni sur le de Valliere, ni sur le Graziano. Mais j'ai vu chez Practical Machinist que tous ceux qui cassent ont été serrés exagérément en depassant l'indicateur angulaire.
Le decalage ? Il suffit de mesurer un plateau.
La meilleure méthode que j'ai vu appliquée c'est celle de Sebastien Muller. Il plaque d'abord le mandrin à la massette en polyuréthane et ensuite, il serre moderement les vis. Moi, en plus, je les graisse à chaque fois.
Pour les gros mandrins, je passe une barre dans la broche avant de demonter pour eviter qu'ils tombent.
Ou alors, je demonte avec la tourelle.
Gaston 48 a eu la malchance de tomber sur des vis de plateau d'HBX bloquées et foirées. Il a été obligé de reduire le plateau en copeaux pour le sortir. Depuis que j'ai vu ça, j'y vais mollo sur le serrage.
Dans le même genre de mesaventure, mais avec une autre technologie, Joel35 qui a acheté mon de Vallière a perdu le mandrin. Il avait serré les Camlock sans surveiller l'indicateur d'angle et avec une grande rallonge. Les trois ont cassé d'un coup. J'ai vu des photos. Pas de trace de fatigue, pas d'allongement avant rupture. Ça ressemblait à une rupture au choc. Pourtant il n'y en a pas eu. En 28 ans, ça ne m'etait jamais arrivé. Ni sur le de Valliere, ni sur le Graziano. Mais j'ai vu chez Practical Machinist que tous ceux qui cassent ont été serrés exagérément en depassant l'indicateur angulaire.
Le decalage ? Il suffit de mesurer un plateau.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Papybricolo aime ce message
» recherche arbre cone pour mandrin expansible TOBLER taille 5
» Fabrication: contre pointe cône morse n°2 + porte fraise cône morse n°3 [Dédé Glingué]
» équivalent mandrin à clé/mandrin autoserrant: question
» Etoile intérieur.
» Filetage intérieur M24
» Fabrication: contre pointe cône morse n°2 + porte fraise cône morse n°3 [Dédé Glingué]
» équivalent mandrin à clé/mandrin autoserrant: question
» Etoile intérieur.
» Filetage intérieur M24
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum