
percer avec precision
5 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
percer avec precision
coquillette Jeu 12 Jan 2023, 12:31
Bonjour
Voila ma question ...
Comment procédez vous pour percer avec precision un trou (je parle du centième..)
Bien sur foret de qualité .. mais le pointage ?? que faire et.... ne pas faire .
Merci pour vos remarques et idées.
Jean Paul
Me suis mal exprimé.. le centieme c'est pas le foret mais la precision du traçage...
Voila ma question ...
Comment procédez vous pour percer avec precision un trou (je parle du centième..)
Bien sur foret de qualité .. mais le pointage ?? que faire et.... ne pas faire .
Merci pour vos remarques et idées.
Jean Paul
Me suis mal exprimé.. le centieme c'est pas le foret mais la precision du traçage...
coquillette- Membre confirmé

- Messages : 42
Date d'inscription : 17/09/2022
Re: percer avec precision
dubleu Jeu 12 Jan 2023, 12:51
salut
tu dispose de quels matériel de base
quand tu dit comment pointé .......tu parle sur un support vierge ...... ou autres vis cassé etc
le perçage et lié à la machine pour des micro foret il faut une machine sans jeux qui dispose de gamme vitesse élevé qui correspond au condition de coupe standard des tableau te donne les bases pour calculé en fonction de la matière et du diamètre
ici tu a les infos de base pour le calcul en fonction des matière
https://www.4mepro.com/content/241-percage-parametres-de-coupe
kite à fait des essai il y a peut avec sont aléseuse en mode descente automatique
tu dispose de quels matériel de base
quand tu dit comment pointé .......tu parle sur un support vierge ...... ou autres vis cassé etc
le perçage et lié à la machine pour des micro foret il faut une machine sans jeux qui dispose de gamme vitesse élevé qui correspond au condition de coupe standard des tableau te donne les bases pour calculé en fonction de la matière et du diamètre
ici tu a les infos de base pour le calcul en fonction des matière
https://www.4mepro.com/content/241-percage-parametres-de-coupe
kite à fait des essai il y a peut avec sont aléseuse en mode descente automatique
dubleu- Chevronné

- Messages : 794
Date d'inscription : 16/01/2022
Re: percer avec precision
coquillette Jeu 12 Jan 2023, 13:29
Bonjour
Merci pour ta reponse .
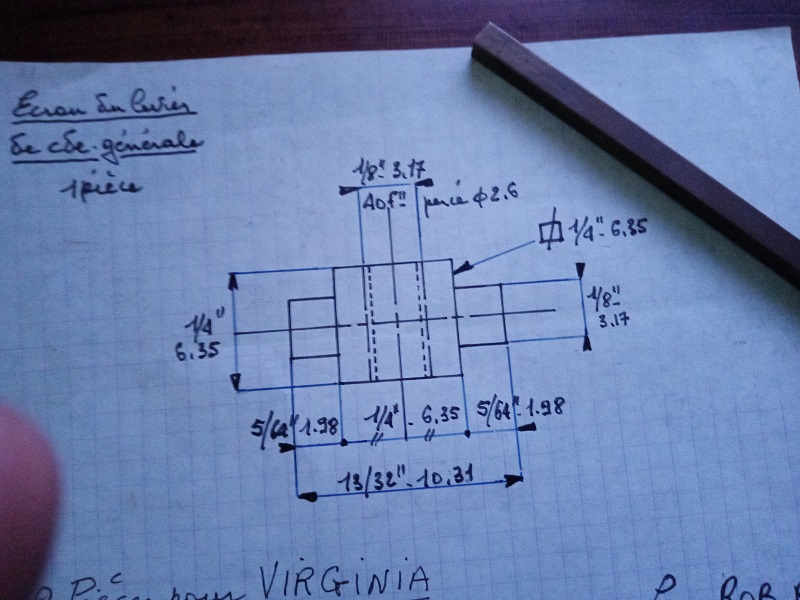
Je désire par exemple tracer avec precision sur du laiton (carre de 1:4 pouce) en vue d'un percage a 2.6 pour filetage 1/8 eme 40 filets au pouce..
Voir dessin accompagné de ma barre de laiton 6.35x6.35 .. Donc trace trait a 6.35:2 .... faut eviter de trembler..
VOILA..... Pour le materiel... c'est pas ce qui manque..
Peut etre suis je trop pointilleux ..bien que je sois conscient qu'il ne s'agit pas d'horlogerie..
Jean Paul
Merci pour les tableaux
pour compléter ma demande ..un petit dessin (je n'en suis pas l'auteur ) je pense qu'il s'agit d'un "mode de traçage".. rien a voir avec le carre laiton précèdent ...
Personne a ce jour n'a su me dire a quoi servent les "piges extérieures" diam 4 ???
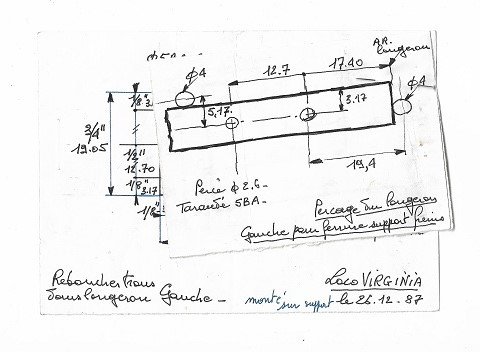
Certainement une méthode de traçage ????
Merci pour ta reponse .
Je désire par exemple tracer avec precision sur du laiton (carre de 1:4 pouce) en vue d'un percage a 2.6 pour filetage 1/8 eme 40 filets au pouce..
Voir dessin accompagné de ma barre de laiton 6.35x6.35 .. Donc trace trait a 6.35:2 .... faut eviter de trembler..

VOILA..... Pour le materiel... c'est pas ce qui manque..
Peut etre suis je trop pointilleux ..bien que je sois conscient qu'il ne s'agit pas d'horlogerie..
Jean Paul
Merci pour les tableaux
pour compléter ma demande ..un petit dessin (je n'en suis pas l'auteur ) je pense qu'il s'agit d'un "mode de traçage".. rien a voir avec le carre laiton précèdent ...
Personne a ce jour n'a su me dire a quoi servent les "piges extérieures" diam 4 ???

Certainement une méthode de traçage ????
Dernière édition par coquillette le Jeu 12 Jan 2023, 17:37, édité 2 fois (Raison : auteur)
coquillette- Membre confirmé
- Messages : 42
Date d'inscription : 17/09/2022
Re: percer avec precision
dubleu Jeu 12 Jan 2023, 18:46
si ta pièce a des angle régulier tu peut simplement tracé avec un trusquin et un marbre
ensuite si tu et trop bigleux avec l'age tu te prend une loupe pour électronique avec éclairage dioptrie de 5
le bon pointeau bien taillé adapté au diamètre ........si tu a une affuteuse tu peut te le faire dans un rond acier rapide ou foret recyclé
quand à la tremblote tu sous traite au besoin
utilise une huile de coupe genre rocol pas une solution miracle mais ça aide bien
https://groupe-mb.scene7.com/is/content/groupemb/FP_ITW01_RTD_liquide
taraud ......... plusieurs type en fonction du matériaux j'ai des classique et de version matériaux tendre bronze alu laiton les goujure sont différente
ici tu aura les infos pour choisir le bon modèle de taraud ................vue le diamètre il et facile de le cassé mème avec les bon critère
https://heygotools.com/fr/different-types-of-thread-taps/
https://heygotools.com/fr/thread-taps/
https://heygotools.com/fr/hss-twist-drills/
ensuite si tu et trop bigleux avec l'age tu te prend une loupe pour électronique avec éclairage dioptrie de 5
le bon pointeau bien taillé adapté au diamètre ........si tu a une affuteuse tu peut te le faire dans un rond acier rapide ou foret recyclé
quand à la tremblote tu sous traite au besoin
utilise une huile de coupe genre rocol pas une solution miracle mais ça aide bien
https://groupe-mb.scene7.com/is/content/groupemb/FP_ITW01_RTD_liquide
taraud ......... plusieurs type en fonction du matériaux j'ai des classique et de version matériaux tendre bronze alu laiton les goujure sont différente
ici tu aura les infos pour choisir le bon modèle de taraud ................vue le diamètre il et facile de le cassé mème avec les bon critère
https://heygotools.com/fr/different-types-of-thread-taps/
https://heygotools.com/fr/thread-taps/
https://heygotools.com/fr/hss-twist-drills/
dubleu- Chevronné
- Messages : 794
Date d'inscription : 16/01/2022
coquillette aime ce message
Re: percer avec precision
TRD Jeu 12 Jan 2023, 23:31
Du meilleur au pire
Pour localiser un trou avec precision, sauf à disposer d'une pointeuse (genre Hauser) je ne connais rien de mieux qu'une fraiseuse.
Procedure :
- degauchissage de l'etau et de la tete de la fraiseise;
- reperage des aretes (palpeur de la visu, palpeur 3D, pinule ou pige et cale paillette, selon moyens à disposition ;
- mise en position (visu, comparateur longue course, ou tambour en ratrappant le jeu, suivant moyen à disposition) ;
- pointage (foret à pointer, foret à centrer, foret extra-court coupe au centre, suivant moyen à disposition.
Pour percer avec precision apres pointage
Sans deplacer la piece,
- Perçage au foret montage en pince ou queue conique. 98 % du diametre fini.
- Alésage (mandrin flottant à compensation radiale et angulaire, ou montage en pinces ou mandrin porte foret de haute precision, suivant matériel disponible.
À défaut de fraiseuse, pointage avec perceuse à table croisée bien dégauchie.
À défaut de perceuse à table croisée, traçage au trusquin sur marbre et pointage au pointeau
À défaut de trusquin, traçage au trusquin à main levée et pointage au pointeau.
Quand on n'a que des moyens imprecis (cas de travaux sur chantier) pour des pieces unitaires non interchangables, on a intérêt à percer ensemble les pieces qui seront assemblees. Même si les cotes ne sont pas respectées, la montabilité sera assurée.
Pour localiser un trou avec precision, sauf à disposer d'une pointeuse (genre Hauser) je ne connais rien de mieux qu'une fraiseuse.
Procedure :
- degauchissage de l'etau et de la tete de la fraiseise;
- reperage des aretes (palpeur de la visu, palpeur 3D, pinule ou pige et cale paillette, selon moyens à disposition ;
- mise en position (visu, comparateur longue course, ou tambour en ratrappant le jeu, suivant moyen à disposition) ;
- pointage (foret à pointer, foret à centrer, foret extra-court coupe au centre, suivant moyen à disposition.
Pour percer avec precision apres pointage
Sans deplacer la piece,
- Perçage au foret montage en pince ou queue conique. 98 % du diametre fini.
- Alésage (mandrin flottant à compensation radiale et angulaire, ou montage en pinces ou mandrin porte foret de haute precision, suivant matériel disponible.
À défaut de fraiseuse, pointage avec perceuse à table croisée bien dégauchie.
À défaut de perceuse à table croisée, traçage au trusquin sur marbre et pointage au pointeau
À défaut de trusquin, traçage au trusquin à main levée et pointage au pointeau.
Quand on n'a que des moyens imprecis (cas de travaux sur chantier) pour des pieces unitaires non interchangables, on a intérêt à percer ensemble les pieces qui seront assemblees. Même si les cotes ne sont pas respectées, la montabilité sera assurée.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8454
Date d'inscription : 11/08/2010
coquillette aime ce message
Re: percer avec precision
TRD Ven 13 Jan 2023, 10:56
Precision pour l'utilisation d'une pige rectifiee (ou pas) pour localiser une arête de pièce.
Cette methode quoique rustique permet d'atteindre une bonne precision à condition de proceder de la maniere suivante pour se premunir contre les effets desastreux du faux-rond des mandrins porte-forets.
On approche visuellement la pige (qui peut etre un cylindre quelconque) de l'arête. Avec des cales-paillettes, on recherche le jeu minimal en tournant le mandrin. On note l'epaisseur de cale.
On tourne la broche pour trouver le jeu maximal. On note l'epaisseur de cales.
L'arete de la piece se trouve exactement à une distance egale à :
Rayon de la pige + ((epaisseur de cale mini + epaisseur de cale maxi) /2)
En etant rigoureux, on parvient à des precisions comparables à celles qu'on obtient avec une pinule.
De cette methode, on peut extrapoler la suivante si on ne dispose pas d'une table croisée.
On vient brider une cale etalon contre l'arête. On approche la broche de la position recherchée. On place des cales etalon entre la reference bridee sur l'arête et une pige dans la broche. On procede en deux fois (mini et maxi, comme précédemment)
On n'a donc besoin ni de visu, ni de table croisée précise pour faire un travail assez précis avec une perceuse d'etabli, même de qualité mediocre. Pourvu que la broche soit bien verticale et qu'on dispose de cales etalon.
A defaut, on peut arriver à une precision moindre en remplaçant les cales etalon par un simple pied à coulisse.
Cette methode quoique rustique permet d'atteindre une bonne precision à condition de proceder de la maniere suivante pour se premunir contre les effets desastreux du faux-rond des mandrins porte-forets.
On approche visuellement la pige (qui peut etre un cylindre quelconque) de l'arête. Avec des cales-paillettes, on recherche le jeu minimal en tournant le mandrin. On note l'epaisseur de cale.
On tourne la broche pour trouver le jeu maximal. On note l'epaisseur de cales.
L'arete de la piece se trouve exactement à une distance egale à :
Rayon de la pige + ((epaisseur de cale mini + epaisseur de cale maxi) /2)
En etant rigoureux, on parvient à des precisions comparables à celles qu'on obtient avec une pinule.
De cette methode, on peut extrapoler la suivante si on ne dispose pas d'une table croisée.
On vient brider une cale etalon contre l'arête. On approche la broche de la position recherchée. On place des cales etalon entre la reference bridee sur l'arête et une pige dans la broche. On procede en deux fois (mini et maxi, comme précédemment)
On n'a donc besoin ni de visu, ni de table croisée précise pour faire un travail assez précis avec une perceuse d'etabli, même de qualité mediocre. Pourvu que la broche soit bien verticale et qu'on dispose de cales etalon.
A defaut, on peut arriver à une precision moindre en remplaçant les cales etalon par un simple pied à coulisse.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Re: percer avec precision
TRD Ven 13 Jan 2023, 11:13
Pour ceux qui ont une bonne table croisée ou une fraiseuse, j'ai oublié une solution : la lunette de centrage.
Il s'agit d'une loupe monoculaire qu'on monte dans la broche. Un reticule (ou collimateur, je ne suis pas expert en ligne de mire...) permet d'aligner visuellement axe de broche et arrête de la piece.
Il s'agit d'une loupe monoculaire qu'on monte dans la broche. Un reticule (ou collimateur, je ne suis pas expert en ligne de mire...) permet d'aligner visuellement axe de broche et arrête de la piece.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Re: percer avec precision
coquillette Ven 13 Jan 2023, 11:30
Bonjour et merci a vous Dubleu pour ses tableaux et TRD pour l'explication du petit dessin que j'avais soumis (interrogation sur la méthode de traçage en tenant compte de la pige diam 4mm)
je n'arrivais pas a imaginer "dans l'espace" la procédure

Jean Paul
sur mon Aciera je possede une lunette de centrage mais je veux eviter de monter /demonter a chaque fois la lunette...
je n'arrivais pas a imaginer "dans l'espace" la procédure
Jean Paul
sur mon Aciera je possede une lunette de centrage mais je veux eviter de monter /demonter a chaque fois la lunette...
coquillette- Membre confirmé
- Messages : 42
Date d'inscription : 17/09/2022
Re: percer avec precision
Devoda Mar 17 Sep 2024, 12:50
Bonjour,
Moi je voudrai percer 3 trou a égale distance et aligné sur un plat de 3mm d'épaisseur.

Je vais tenter la méthode de TRD a la différence que je vais utiliser des cales étalon pour positionner mon guide de perçage(un martyr en gris sur l'image) et pas le foret.
Je vais fabriquer mes cale étalon avec des plat (ca va me prendre un temps fou je pense)...
Avez-vous des retour d’expérience ?
Savez-vous quel précision je peut espérer atteindre ?
J'imagine qu'a cause du mauvais aplomb(perceuse trop flexible, équerrage approximatif, faux rond) , le foret, avec la profondeur, va dévier de sa trajectoir théorique.
PS :
Pour ma part, j'ai en tout et pour tout, une perceuse a colonne, une scie a métaux, des limes, du papier de verre et des pierre d’affûtage;
Je possède également un palmer 1er prix au 1/100ème , un pied a coulisse 1er prix au 50ème et une équerre 1er prix.
Moi je voudrai percer 3 trou a égale distance et aligné sur un plat de 3mm d'épaisseur.

Je vais tenter la méthode de TRD a la différence que je vais utiliser des cales étalon pour positionner mon guide de perçage(un martyr en gris sur l'image) et pas le foret.
Je vais fabriquer mes cale étalon avec des plat (ca va me prendre un temps fou je pense)...
Avez-vous des retour d’expérience ?
Savez-vous quel précision je peut espérer atteindre ?
J'imagine qu'a cause du mauvais aplomb(perceuse trop flexible, équerrage approximatif, faux rond) , le foret, avec la profondeur, va dévier de sa trajectoir théorique.
PS :
Pour ma part, j'ai en tout et pour tout, une perceuse a colonne, une scie a métaux, des limes, du papier de verre et des pierre d’affûtage;
Je possède également un palmer 1er prix au 1/100ème , un pied a coulisse 1er prix au 50ème et une équerre 1er prix.
Devoda- Nouveau

- Messages : 2
Date d'inscription : 17/09/2024
Re: percer avec precision
TRD Mar 17 Sep 2024, 14:51
Bonjour
Un canon de perçage doit être en acier trempé. Sinon, le foret va le bouffer. Pour qu'il soit efficace, il faut qu'il soit plus long que l'hélice du forêt. Sinon, le foret va se visser dedans.
Percer avec precision, c'est... imprécis. Quelle est la tolérance de localisation ? +/- 0,2 mm ça se fait assez facilement par traçage et pointage soigneux. Avec un canon, on doit tourner autour de +/- 0,05. À la fraiseuse (une vraie, pas une machine d'etabli) +/- 0,02. Si on veut un peu plus precis, on tombe dans les pointeuses, les machines à commande numerique (les vraies, pas les jouets) dans un local climatisé en utilisant un seul axe d'une machine en parfait état. Là, ça commence à être du coupage de cheveux en quatre (d'ailleurs un cheveu a un diametre entre 3 et 5/100.)
Quand on arrive à ce genre de précision, il faut se demander si le problème ne peut pas se resoudre au bureau d'études, parce que le meilleur atelier et les meilleurs mécaniciens ont une limite.
Pour répondre à la question il faudrait savoir de quelle perceuse on parle. Une Précis, c'est... précis (quand c'est en bon état.) Une machine d'établi chinoise, c'est pas precis du tout. Et si on parle d'une perceuse portative, c'est un outil... "de maçon."
Un canon de perçage doit être en acier trempé. Sinon, le foret va le bouffer. Pour qu'il soit efficace, il faut qu'il soit plus long que l'hélice du forêt. Sinon, le foret va se visser dedans.
Percer avec precision, c'est... imprécis. Quelle est la tolérance de localisation ? +/- 0,2 mm ça se fait assez facilement par traçage et pointage soigneux. Avec un canon, on doit tourner autour de +/- 0,05. À la fraiseuse (une vraie, pas une machine d'etabli) +/- 0,02. Si on veut un peu plus precis, on tombe dans les pointeuses, les machines à commande numerique (les vraies, pas les jouets) dans un local climatisé en utilisant un seul axe d'une machine en parfait état. Là, ça commence à être du coupage de cheveux en quatre (d'ailleurs un cheveu a un diametre entre 3 et 5/100.)
Quand on arrive à ce genre de précision, il faut se demander si le problème ne peut pas se resoudre au bureau d'études, parce que le meilleur atelier et les meilleurs mécaniciens ont une limite.
Pour répondre à la question il faudrait savoir de quelle perceuse on parle. Une Précis, c'est... précis (quand c'est en bon état.) Une machine d'établi chinoise, c'est pas precis du tout. Et si on parle d'une perceuse portative, c'est un outil... "de maçon."
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Devoda aime ce message
Page 1 sur 2 • 1, 2
» Percer du diamètre 20mm dans de l'acier 3mm
» Rectifieuse (CNC) Amada Techster, rectification de précision avec Microrectif
» percer une vis
» Percer de l'acier trempé
» Astuce: percer de la tôle fine
» Rectifieuse (CNC) Amada Techster, rectification de précision avec Microrectif
» percer une vis
» Percer de l'acier trempé
» Astuce: percer de la tôle fine
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum