
Conseil acier à usiner car soucis de surface
+4
BEROLA
Dodore
TRD
andychris
8 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Conseil acier à usiner car soucis de surface
andychris Mar 15 Mar 2022, 12:47
Bonjour
Je suis vraiment un amateur en usinage, je fais de petites pièces juste pour des bricoles au boulot. J'ai fait acheter de l'acier chez ARCELOR, ils m’avaient conseillé du C35 étiré, mais voila, j'ai un état de surface vraiment dégueux, cela provient-il de l'acier ? M'ont-ils raconté des conneries ? J'ai juste un petit tour de cher Weiss et j'utilise des outils à plaquette, d'habitude sur l'alu et le plastique l’état de surface est plutôt correct, je n'avais jamais usiné de l'acier. J'ai bien entendu essayé diverses vitesses et avances, mais ça ne donne rien, on dirait que l'acier se déchire.
Merci d'avance
Je suis vraiment un amateur en usinage, je fais de petites pièces juste pour des bricoles au boulot. J'ai fait acheter de l'acier chez ARCELOR, ils m’avaient conseillé du C35 étiré, mais voila, j'ai un état de surface vraiment dégueux, cela provient-il de l'acier ? M'ont-ils raconté des conneries ? J'ai juste un petit tour de cher Weiss et j'utilise des outils à plaquette, d'habitude sur l'alu et le plastique l’état de surface est plutôt correct, je n'avais jamais usiné de l'acier. J'ai bien entendu essayé diverses vitesses et avances, mais ça ne donne rien, on dirait que l'acier se déchire.
Merci d'avance
andychris- Membre confirmé

- Messages : 31
Date d'inscription : 07/09/2021
Re: Conseil acier à usiner car soucis de surface
TRD Mar 15 Mar 2022, 13:17
Bonjour
L'acier C35 est l'ancien XC38. C'est un acier tres facile à usiner. Si l'etat de surface obtenu est mauvais, verifier :
- L'etat de la plaquette, notamment l'absence de trace sur la depouille.
- Le rayon de bec doit etre plus faible que la profondeur de passe
- La hauteur de l'arete tranchante : 0,1 mm en dessous du centre
-Le porte à faux d'outil doit etre le plus faible possible.
- La rigidité du montage de la piece. Travailler le plus pres possible du mandrin. Ne pas hesiter à utiliser la contrepointe. Cas extreme : monter une lunette.
- La vitesse de coupe : entre 80 et 120 metres par minute. 80 en ebauche, 120 en finition. Plus on tourne vite, plus la surface est brillante.
- L'avance. Le copeau doit se fragmenter. S'il sort des fils qui peuvent rayer la surface, augmenter l'avance.
Je suis quand meme étonné. Le C35 est d'habitude commercialisé en laminé et l'etiré en A37 ou A60.
A60 equivaut à C45. A37, S355.
L'acier C35 est l'ancien XC38. C'est un acier tres facile à usiner. Si l'etat de surface obtenu est mauvais, verifier :
- L'etat de la plaquette, notamment l'absence de trace sur la depouille.
- Le rayon de bec doit etre plus faible que la profondeur de passe
- La hauteur de l'arete tranchante : 0,1 mm en dessous du centre
-Le porte à faux d'outil doit etre le plus faible possible.
- La rigidité du montage de la piece. Travailler le plus pres possible du mandrin. Ne pas hesiter à utiliser la contrepointe. Cas extreme : monter une lunette.
- La vitesse de coupe : entre 80 et 120 metres par minute. 80 en ebauche, 120 en finition. Plus on tourne vite, plus la surface est brillante.
- L'avance. Le copeau doit se fragmenter. S'il sort des fils qui peuvent rayer la surface, augmenter l'avance.
Je suis quand meme étonné. Le C35 est d'habitude commercialisé en laminé et l'etiré en A37 ou A60.
A60 equivaut à C45. A37, S355.
Dernière édition par TRD le Mar 15 Mar 2022, 13:26, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 7622
Date d'inscription : 11/08/2010
Re: Conseil acier à usiner car soucis de surface
Dodore Mar 15 Mar 2022, 13:25
Quel diamètre
Quel outil
Quelle vitesse
Quelle profondeur de passe
Quelle avance
Des photos de l’outil et de la pièce après usinage
Quel outil
Quelle vitesse
Quelle profondeur de passe
Quelle avance
Des photos de l’outil et de la pièce après usinage
Dodore- Chevronné

- Messages : 348
Date d'inscription : 16/10/2011
Re: Conseil acier à usiner car soucis de surface
andychris Mar 15 Mar 2022, 17:02
Merci
bon déjà si coté acier c'est correct, alors je vais regarder coté machine.
J'ai usiné du diamètre 35mm
- vitesse finition 1000tr/min
-avance 0.06mm/tr
- passe 0.5mm
-plaquette CCMT 09T304MM PC518
bon déjà si coté acier c'est correct, alors je vais regarder coté machine.
J'ai usiné du diamètre 35mm
- vitesse finition 1000tr/min
-avance 0.06mm/tr
- passe 0.5mm
-plaquette CCMT 09T304MM PC518
andychris- Membre confirmé
- Messages : 31
Date d'inscription : 07/09/2021
Re: Conseil acier à usiner car soucis de surface
Dodore Mar 15 Mar 2022, 17:15
Il ne reste plus que de voir les photos de l’état de surface obtenu pour se faire une idée , et de la pointe de ton outil pour apprécier s’il est en bon etat
Dodore- Chevronné
- Messages : 348
Date d'inscription : 16/10/2011
Re: Conseil acier à usiner car soucis de surface
andychris Jeu 17 Mar 2022, 06:13

Voila une pièce diamètre 60mm avance 0.06mm/tr vitesse 1000tr/min avec une plaquette toute neuve, ce qui n'a rien changé
et une vue d'un peu plus près
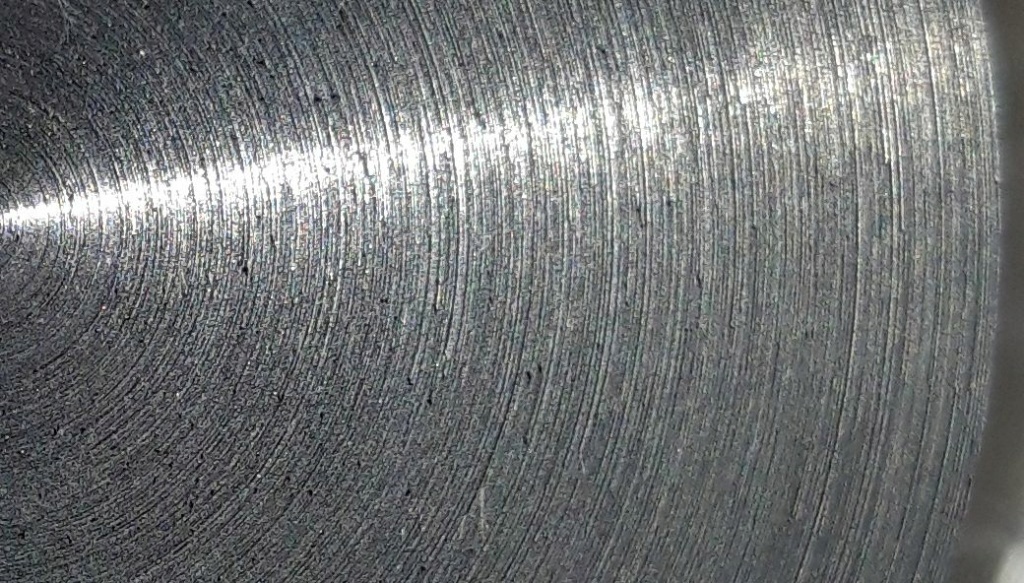
je n'ai pas fait de photo de la plaquette mais elle semble impec. c'est une CCMT 09T304MM PC518.
J'ai essayé de régler l’arête de l'outil plus basse que l'axe de la pièce mais ça ne donne rien de mieux
andychris- Membre confirmé
- Messages : 31
Date d'inscription : 07/09/2021
Re: Conseil acier à usiner car soucis de surface
TRD Jeu 17 Mar 2022, 07:38
Bonjour
Je m'attendais à pire.
Avec un tour d'etabli, il ne faut pas s'attendre à beaucoup mieux que ça en dressage. Le bâti est peu rigide, les pieces sont legeres, la section de l'outil faible, souvent, il n'y a pas de precharge des roulements de broche.
Pour essayer d'ameliorer (un peu) la situation, il est possible d'utiliser une plaquette ronde ou avec un gros rayon de bec (1, 2). On peut aussi realiser la passe de finition en partant du centre en direction de l'extérieur.
A essayer egalement : outil en acier rapide. 'Leffort de coupe sera diminué et ça peut être benefique sur une machine peu rigide.
Si la broche a des roulements coniques, mettre un peu de precharge. Ne pas abuser car les roulements et le moteur ne sont pas tres solides sur ces machines.
Essayer aussi de bloquer le trainard s'il a un frein et le chariot porte-outil en serrant le lardon. Travailler avec le chariot porte-outil rentré.
En dernier recours, changer pour une machine beaucoup plus rigide.
Je m'attendais à pire.
Avec un tour d'etabli, il ne faut pas s'attendre à beaucoup mieux que ça en dressage. Le bâti est peu rigide, les pieces sont legeres, la section de l'outil faible, souvent, il n'y a pas de precharge des roulements de broche.
Pour essayer d'ameliorer (un peu) la situation, il est possible d'utiliser une plaquette ronde ou avec un gros rayon de bec (1, 2). On peut aussi realiser la passe de finition en partant du centre en direction de l'extérieur.
A essayer egalement : outil en acier rapide. 'Leffort de coupe sera diminué et ça peut être benefique sur une machine peu rigide.
Si la broche a des roulements coniques, mettre un peu de precharge. Ne pas abuser car les roulements et le moteur ne sont pas tres solides sur ces machines.
Essayer aussi de bloquer le trainard s'il a un frein et le chariot porte-outil en serrant le lardon. Travailler avec le chariot porte-outil rentré.
En dernier recours, changer pour une machine beaucoup plus rigide.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7622
Date d'inscription : 11/08/2010
Re: Conseil acier à usiner car soucis de surface
BEROLA Jeu 17 Mar 2022, 08:14
Bonjour
Visiblement cette plaquette travaille beaucoup a l'arrachement dû a son arrête de coupe et un grand rayon de pointe.
Je suis persuadé qu'avec un outil HHS bien affûté (il faut savoir faire !) on doit pouvoir obtenir un meilleur état de surface tout en conservant les vitesses/avances.
@+
Visiblement cette plaquette travaille beaucoup a l'arrachement dû a son arrête de coupe et un grand rayon de pointe.
Je suis persuadé qu'avec un outil HHS bien affûté (il faut savoir faire !) on doit pouvoir obtenir un meilleur état de surface tout en conservant les vitesses/avances.
@+
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)

BEROLA- Chevronné
- Messages : 2853
Date d'inscription : 13/12/2010
myford aime ce message
Re: Conseil acier à usiner car soucis de surface
Dodore Jeu 17 Mar 2022, 09:28
Tu peux essayer à 180 mètre/mn
C’est pas trop moche
Quoi qu’il en soit en dressage de face tu n’obtiendra pas un état de surface correct sur toute la surface , par ce qu’il faut pouvoir faire varier la rotation , pour ça il faut une fréquence de rotation variable
pour ça il faut une fréquence de rotation variable
C’est pas trop moche
Quoi qu’il en soit en dressage de face tu n’obtiendra pas un état de surface correct sur toute la surface , par ce qu’il faut pouvoir faire varier la rotation ,
pour ça il faut une fréquence de rotation variable
Dodore- Chevronné
- Messages : 348
Date d'inscription : 16/10/2011
Re: Conseil acier à usiner car soucis de surface
andychris Jeu 17 Mar 2022, 17:31
Merci pour vos conseils, je voulais en tous cas être certain que l'acier était usinable.
Je vais donc chercher du coté de l'outil, et apprendre à les tailler moi même si je trouve des explications simples. J'ai vu qu'il excisait des plaquettes avec un rayon de 0.2mm, peut être que ça peut avoir son effet. Mais si déjà je pars avec un tour d’établi, je ne vais pas aller bien loin avec ça.
Je vais donc chercher du coté de l'outil, et apprendre à les tailler moi même si je trouve des explications simples. J'ai vu qu'il excisait des plaquettes avec un rayon de 0.2mm, peut être que ça peut avoir son effet. Mais si déjà je pars avec un tour d’établi, je ne vais pas aller bien loin avec ça.
andychris- Membre confirmé
- Messages : 31
Date d'inscription : 07/09/2021
Page 1 sur 2 • 1, 2
» le cycle de l'acier + l'acier inoxydable
» petit soucis de tournage
» Motorisation volet piscine : besoin d'aide
» SOUCIS COMMANDE NUMERIQUE PLIEUSE A TABLIER TENSOL OEMB
» Chariotage avec rapide lime
» petit soucis de tournage
» Motorisation volet piscine : besoin d'aide
» SOUCIS COMMANDE NUMERIQUE PLIEUSE A TABLIER TENSOL OEMB
» Chariotage avec rapide lime
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|