
BIG CNC à portique mobile de CARLOS
3 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 5 sur 5
Page 5 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Sam 26 Mai 2018, 10:55
Oups .... J'ai oublié de parler du réglage en tension de la courroie en X.
Petit retour en arrière :
Comment régler la tension des courroies sur l'axe X ?
J'ai cherché et trouvé sur le net des infos que je résume à ma façon.
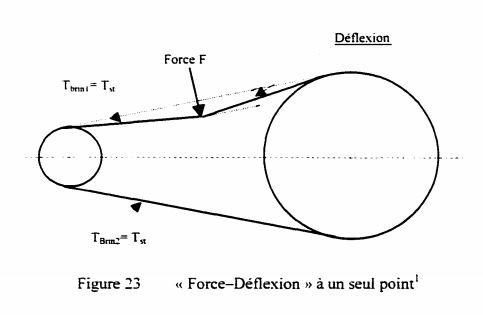
A) Le principe courant consiste en général à pousser au milieu d'un brin de la courroie : c'est la méthode dite de déflexion statique (DOC)
Cette méthode est expliquée sur cette video :
J'ai trouvé pour ce faire 2 types de tensioneurs manuels :TYPE 1, TYPE 2
Les calculs :
Tg (A) = 2D / L et Sin (A) = F / 2T
comme Tg (A) = Sin (A) parce que A est petit.
2D/L = F/2T ---> F = 4DT / L ou encore T = FL / 4D
---> On note que, dans ce mode de calcul, la raideur intrinsèque de la courroie ne joue aucun rôle.
T = tension de la courroie (N)
L = longueur du brin (mm)
F = Force de deflexion exercée sur la courroie (N)
D = Deflexion de la courroie (mm)
A = angle de déflexion du brin
B) Autre principe : mesure de la fréquence de vibration de la courroie
Une vidéo en français qui explique comment y arriver en utilisant son smartphone :
Quelques infos intéressantes sur le sujet :
http://mustautop.e-monsite.com/pages/tension-courroie.html
http://ressources.univ-lemans.fr/AccesLibre/UM/Pedago/physique/02/meca/violon.html
On retrouve sur ces 2 liens, la même formule qui est celle de la vibration d'une corde :
f = ( T / 4mL^2)^0.5
f = fréquence en Hz
T = tension (N)
L = longueur du brin (m)
m = masse linéaire de la courroie (Kg/m)
Cette méthode est probablement plus précise.
C) En appliquant ces 2 méthodes au cas qui m'intéresse :
Méthode déflexion statique : pour vérifier qu'on a bien une tension de 400Nsur la courroie, il faudra exercer sur un brin, long de 400mm, un effort de 20N en son milieu et obtenir une déflexion statique de 5mm de celui-ci en ce point.
Méthode fréquence de résonance : Comme la courroie HTD-8M largeur 30mm à une masse linéaire de 0.198Kg/m, pour vérifier cette même tension sur le même brin il faudra obtenir (sur son smartphone par exemple) une fréquence de résonance de la courroie d'environ 56 Hz
 Tout ceci reste évidement très théorique et mériterait au moins de faire une petite expérience avec un bout de courroie dont on connaitrait le poids au mètre et une tension parfaitement maîtrisée grâce à un lest.
Tout ceci reste évidement très théorique et mériterait au moins de faire une petite expérience avec un bout de courroie dont on connaitrait le poids au mètre et une tension parfaitement maîtrisée grâce à un lest.
Carlos
Petit retour en arrière :
Comment régler la tension des courroies sur l'axe X ?
J'ai cherché et trouvé sur le net des infos que je résume à ma façon.
A) Le principe courant consiste en général à pousser au milieu d'un brin de la courroie : c'est la méthode dite de déflexion statique (DOC)
Cette méthode est expliquée sur cette video :
J'ai trouvé pour ce faire 2 types de tensioneurs manuels :TYPE 1, TYPE 2
Les calculs :
Tg (A) = 2D / L et Sin (A) = F / 2T
comme Tg (A) = Sin (A) parce que A est petit.
2D/L = F/2T ---> F = 4DT / L ou encore T = FL / 4D
---> On note que, dans ce mode de calcul, la raideur intrinsèque de la courroie ne joue aucun rôle.
T = tension de la courroie (N)
L = longueur du brin (mm)
F = Force de deflexion exercée sur la courroie (N)
D = Deflexion de la courroie (mm)
A = angle de déflexion du brin
B) Autre principe : mesure de la fréquence de vibration de la courroie
Une vidéo en français qui explique comment y arriver en utilisant son smartphone :
Quelques infos intéressantes sur le sujet :
http://mustautop.e-monsite.com/pages/tension-courroie.html
http://ressources.univ-lemans.fr/AccesLibre/UM/Pedago/physique/02/meca/violon.html
On retrouve sur ces 2 liens, la même formule qui est celle de la vibration d'une corde :
f = ( T / 4mL^2)^0.5
f = fréquence en Hz
T = tension (N)
L = longueur du brin (m)
m = masse linéaire de la courroie (Kg/m)
Cette méthode est probablement plus précise.
C) En appliquant ces 2 méthodes au cas qui m'intéresse :
Méthode déflexion statique : pour vérifier qu'on a bien une tension de 400Nsur la courroie, il faudra exercer sur un brin, long de 400mm, un effort de 20N en son milieu et obtenir une déflexion statique de 5mm de celui-ci en ce point.
Méthode fréquence de résonance : Comme la courroie HTD-8M largeur 30mm à une masse linéaire de 0.198Kg/m, pour vérifier cette même tension sur le même brin il faudra obtenir (sur son smartphone par exemple) une fréquence de résonance de la courroie d'environ 56 Hz
Tout ceci reste évidement très théorique et mériterait au moins de faire une petite expérience avec un bout de courroie dont on connaitrait le poids au mètre et une tension parfaitement maîtrisée grâce à un lest.Carlos
CARLOS78- Passionné

- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Lun 28 Mai 2018, 12:14
ENSEMBLE Z - 1
Quelques images de l'ensemble Z:


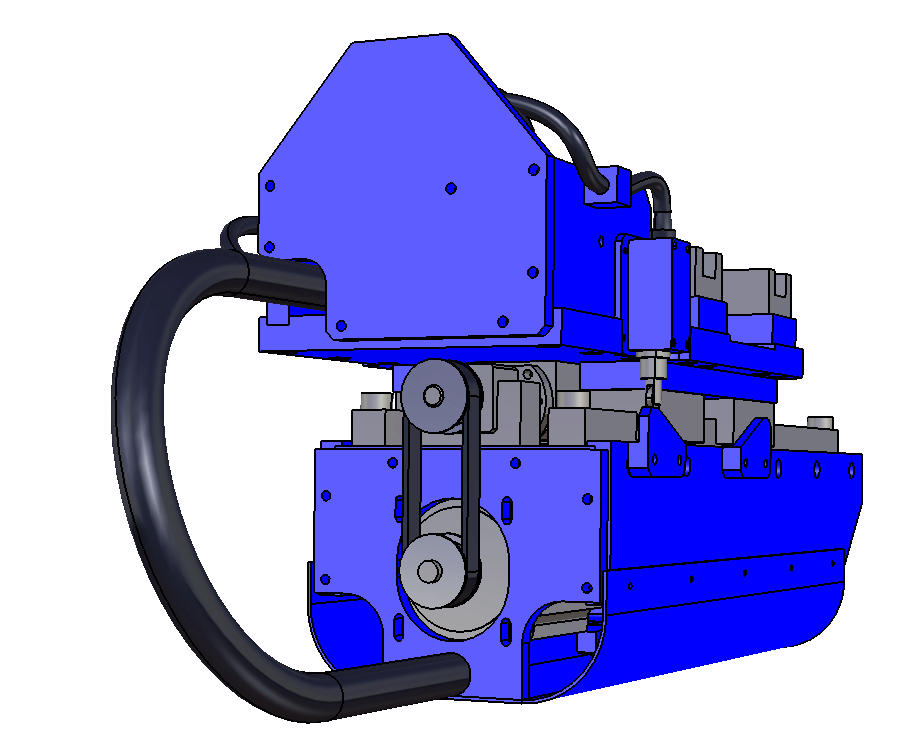

- L'ensemble Z pèse environ 40 Kg
- Le moteur pas à pas 86HS85 est monté sur l'ensemble mobile en Z.
- Les poulies sont (pour le moment) des HTD-5M 25 dents avec courroie de 15mm. Le ratio est de 1:1 (ça va changer)
- La vis à billes en Z est une RM2005 avec des paliers BF15/BK15
- Patins HIWIN HGH25CA en Y et Z avec des rails HGR25.
- Supports écrous vis à billes DSG 25 H (axe Y) et DSG 20 H (axe Z)
- Quelques exemples de broche chinoises revendues en Europe :
3 kW ER20 Air cooling - 18000 tr/mn - 400Hz ( environ 330€ avec VFD)
4 kW ER20 Air cooling - 24000 tr/mn -400 Hz (environ 370€ avec VFD)
4 kW ER25 Air cooling - 18000 tr/mn - 300 Hz (environ 580€ avec VFD)
Attention : 3 Kw à 18000 tr/mn équivaut 4 kW à 24000 tr/mn
Perso, j'opterais pour une 3.5 kW comme celle-ci :

- 2 Switchs fin de course
---> Une question rémanente sur l'axe Z est de savoir si l'ensemble Z va descendre tout seul hors alimentation.
Lorsqu'une aucune alimentation est présente dans les bobinages moteur, le couple du moteur n'est pas nul car il possède un couple résiduel du fait de la magnétisation permanente du rotor et du frottement. Ce couple résiduel s'appelle couple de détente.
Dans mon cas, l'ensemble Z mobile suivant Z pèse environ 27 Kgs, et le moteur 86HS85 possède un couple de détente de 0.25 N.m (ce qui est déjà un bon couple de détente).
Compte-tenu du pas de vis de 5 mm, ce couple de détente représente une force de maintien hors tension d'environ 31 Kg.
C'est beaucoup trop juste juste par rapport aux 27 Kgs des équipements mobiles en Z.
Une seule solution pour y remédier : mettre une réduction en Z
Avec une réduction de 2:1 en Z, le couple résistant est doublé et la force de maintien passerait à 62 Kgs.
Avec un ratio 2:1, l'ensemble Z ne descendra pas hors tension.
Conséquences de cette réduction 2:1
- le moteur tournant entre 10 et 700tr/mn, la vitesse en Z varie de 25 à 1750 mm/mn : ça me convient parfaitement.
- le couple sur l'axe de la vis augmente. Il varie de 13N.m (10tr/mn) à 4N.m (700tr/mn).
- la poussée théorique sur la vis varie de 16328 N (10 tr/mn) à 5024 N (700tr/mn).
Avec cette poussée il y aurait potentiellement un vrai problème car on dépasse allègrement les capacités axiales et radiales du palier BK15 (7750 N en dynamique axiale et 9700N en statique axiale).
Heureusement, tout ceci n'est que théorie car cette poussée ne sera jamais atteinte sur cette machine du fait de l'usinage exclusif des bois et composites avec la broche qui est prévue. Donc normalement pas de problèmes avec la poussée axiale de la vis.
Imaginons toutefois qu'on monte en Z une autre broche compatible de l'usinage des métaux. Dans ce cas, les efforts axiaux se retrouvent essentiellement en perçage.
F(Force axiale en DaN)= K (coefficient spécifique de coupe en perçage en DaN/mm2) x A (avance par dent en mm) x D (diametre du foret en mm)
Exemple d'un perçage dans de l'acier avec K=1000 DaN/mm2, un foret de 5 mm, une avance par dent de 0,05 mm, l'effort axial résultant serait de 250 DaN. Il resterait encore une bonne marge au niveau de la poussée verticale, et surtout on aurait pas encore défoncé le palier BK15.
Carlos
Quelques images de l'ensemble Z:
- L'ensemble Z pèse environ 40 Kg
- Le moteur pas à pas 86HS85 est monté sur l'ensemble mobile en Z.
- Les poulies sont (pour le moment) des HTD-5M 25 dents avec courroie de 15mm. Le ratio est de 1:1 (ça va changer)
- La vis à billes en Z est une RM2005 avec des paliers BF15/BK15
- Patins HIWIN HGH25CA en Y et Z avec des rails HGR25.
- Supports écrous vis à billes DSG 25 H (axe Y) et DSG 20 H (axe Z)
- Quelques exemples de broche chinoises revendues en Europe :
3 kW ER20 Air cooling - 18000 tr/mn - 400Hz ( environ 330€ avec VFD)
4 kW ER20 Air cooling - 24000 tr/mn -400 Hz (environ 370€ avec VFD)
4 kW ER25 Air cooling - 18000 tr/mn - 300 Hz (environ 580€ avec VFD)
Attention : 3 Kw à 18000 tr/mn équivaut 4 kW à 24000 tr/mn
Perso, j'opterais pour une 3.5 kW comme celle-ci :
- 2 Switchs fin de course
---> Une question rémanente sur l'axe Z est de savoir si l'ensemble Z va descendre tout seul hors alimentation.
Lorsqu'une aucune alimentation est présente dans les bobinages moteur, le couple du moteur n'est pas nul car il possède un couple résiduel du fait de la magnétisation permanente du rotor et du frottement. Ce couple résiduel s'appelle couple de détente.
Dans mon cas, l'ensemble Z mobile suivant Z pèse environ 27 Kgs, et le moteur 86HS85 possède un couple de détente de 0.25 N.m (ce qui est déjà un bon couple de détente).
Compte-tenu du pas de vis de 5 mm, ce couple de détente représente une force de maintien hors tension d'environ 31 Kg.
C'est beaucoup trop juste juste par rapport aux 27 Kgs des équipements mobiles en Z.
Une seule solution pour y remédier : mettre une réduction en Z
Avec une réduction de 2:1 en Z, le couple résistant est doublé et la force de maintien passerait à 62 Kgs.
Avec un ratio 2:1, l'ensemble Z ne descendra pas hors tension.
Conséquences de cette réduction 2:1
- le moteur tournant entre 10 et 700tr/mn, la vitesse en Z varie de 25 à 1750 mm/mn : ça me convient parfaitement.
- le couple sur l'axe de la vis augmente. Il varie de 13N.m (10tr/mn) à 4N.m (700tr/mn).
- la poussée théorique sur la vis varie de 16328 N (10 tr/mn) à 5024 N (700tr/mn).
Avec cette poussée il y aurait potentiellement un vrai problème car on dépasse allègrement les capacités axiales et radiales du palier BK15 (7750 N en dynamique axiale et 9700N en statique axiale).
Heureusement, tout ceci n'est que théorie car cette poussée ne sera jamais atteinte sur cette machine du fait de l'usinage exclusif des bois et composites avec la broche qui est prévue. Donc normalement pas de problèmes avec la poussée axiale de la vis.
Imaginons toutefois qu'on monte en Z une autre broche compatible de l'usinage des métaux. Dans ce cas, les efforts axiaux se retrouvent essentiellement en perçage.
F(Force axiale en DaN)= K (coefficient spécifique de coupe en perçage en DaN/mm2) x A (avance par dent en mm) x D (diametre du foret en mm)
Exemple d'un perçage dans de l'acier avec K=1000 DaN/mm2, un foret de 5 mm, une avance par dent de 0,05 mm, l'effort axial résultant serait de 250 DaN. Il resterait encore une bonne marge au niveau de la poussée verticale, et surtout on aurait pas encore défoncé le palier BK15.
Carlos

CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Mar 29 Mai 2018, 08:21
ENSEMBLE Z - 2
Ensemble Z dépouillé en position basse :

S'il n'y avait qu'une chose à retenir en regardant cette image, ce serait le positionnement respectif des patins Y et Z.
Ceux-ci sont positionnés en vis à vis.
L'avantage de ce montage me parait évident : Les efforts subis par les patins en Z sont transmis directement aux patins en Y sans aucune déformation de la structure entre les patins.
Avec ce choix, on a une flexion de la structure mobile en Z qui est maximale en position basse et nulle en position haute.
On voit sur beaucoup de projets et réalisations de CNC un montage inversé qui consiste à monter sur un même support les patins du Y et les rails du Z. Pour moi, c'est une erreur de conception car si dans mon montage la flexion varie disons de 0 à 1, avec le montage inversé elle varie au mieux de 1 à 2.
Normalement, le montage que j'ai choisi implique que la vis en Z, ses paliers et le moteur soient mobile en Z.
On peut faire une variante qui consiste à les monter fixes en Z. L'avantage de cette variante est indéniablement de réduire le poids des équipements mobiles en Z.
Exemple de variante : La CNC " La voici de El Patenteu "


Carlos
Ensemble Z dépouillé en position basse :
S'il n'y avait qu'une chose à retenir en regardant cette image, ce serait le positionnement respectif des patins Y et Z.
Ceux-ci sont positionnés en vis à vis.
L'avantage de ce montage me parait évident : Les efforts subis par les patins en Z sont transmis directement aux patins en Y sans aucune déformation de la structure entre les patins.
Avec ce choix, on a une flexion de la structure mobile en Z qui est maximale en position basse et nulle en position haute.
On voit sur beaucoup de projets et réalisations de CNC un montage inversé qui consiste à monter sur un même support les patins du Y et les rails du Z. Pour moi, c'est une erreur de conception car si dans mon montage la flexion varie disons de 0 à 1, avec le montage inversé elle varie au mieux de 1 à 2.
Normalement, le montage que j'ai choisi implique que la vis en Z, ses paliers et le moteur soient mobile en Z.
On peut faire une variante qui consiste à les monter fixes en Z. L'avantage de cette variante est indéniablement de réduire le poids des équipements mobiles en Z.
Exemple de variante : La CNC " La voici de El Patenteu "
Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Jeu 31 Mai 2018, 13:26
SIMULATIONS PORTIQUE -1
Je vais essayer d'aborder le comportement mécanique du portique.
J'ai hésité entre l'étude du comportement du portique complet avec son ensemble Z ou l'étude du portique seul. J'ai finalement retenu l'étude du portique seul. L'ensemble Z sera lui traité à part.
Le modèle utilisé pour l'étude :
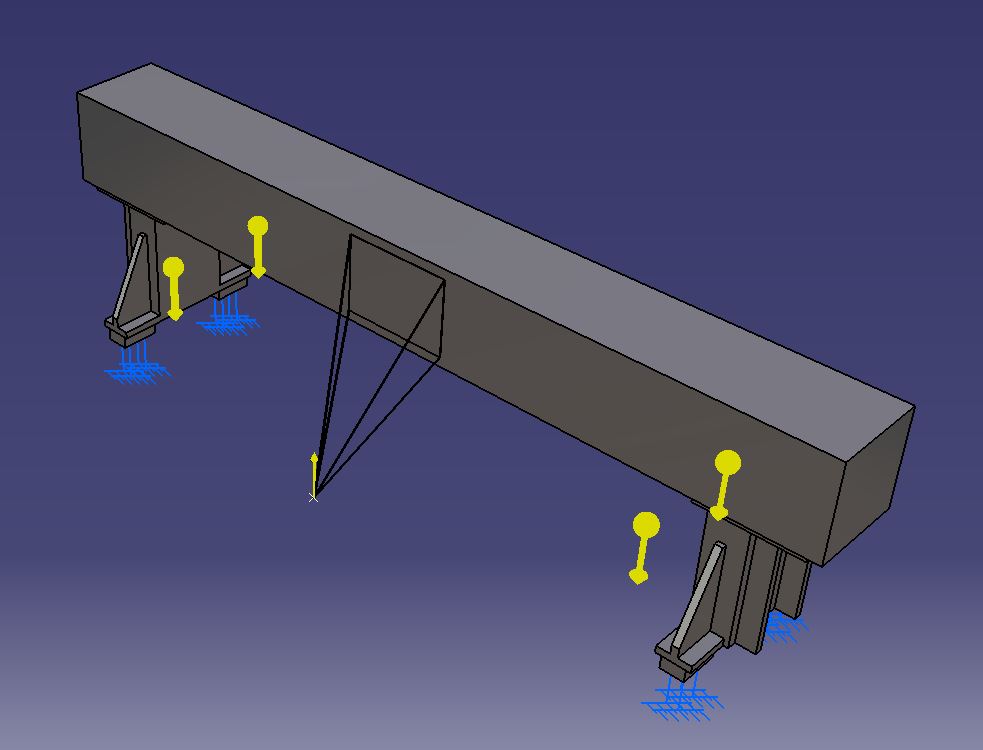
- C'est un modèle simplifié du portique ou les pièces sont comme qui dirait soudées (1).
- L'effort de coupe est appliqué sur le portique en utilisant une astuce de simulation qui consiste à remplacer l'ensemble Z par une pyramide fictive qui a la particularité d'être infiniment rigide et donc indéformable (2). Le sommet de la pyramide représente l'extrémité de la fraise, et sa base représente la surface des 4 patins de l'axe Y. Cellle-ci est évidement située au milieu de la longueur du portique.
- Par commodités de calcul, les patins de l'axe X sont supposés être encastrés (3). Nous savons que ceci est totalement faux car les courroies s'étirent en fonction de l'effort exercé.
- Le poids du portique est pris en compte dans les calculs.
- Les remarques (1), (2) et (3) rigidifient le portique . Ce qui m'amène à dire que les calculs qui suivront sont probablement optimistes au niveau des déformations.
- La pyramide fictive n'a pas que des avantages : Il n'y a pas de maillage sur la pyramide donc pas de possibilité de regarder le comportement dynamique d'un point de maillage situé au plus près du bout de la fraise. Il faut donc se contenter de regarder les déformations en résonance au niveau du portique seul. Pour ne pas avoir à exploiter trop de courbes, j'ai choisi un seul point représentatif situé au milieu de l’arête arrière de la face supérieure du portique.
Carlos
Je vais essayer d'aborder le comportement mécanique du portique.
J'ai hésité entre l'étude du comportement du portique complet avec son ensemble Z ou l'étude du portique seul. J'ai finalement retenu l'étude du portique seul. L'ensemble Z sera lui traité à part.
Le modèle utilisé pour l'étude :
- C'est un modèle simplifié du portique ou les pièces sont comme qui dirait soudées (1).
- L'effort de coupe est appliqué sur le portique en utilisant une astuce de simulation qui consiste à remplacer l'ensemble Z par une pyramide fictive qui a la particularité d'être infiniment rigide et donc indéformable (2). Le sommet de la pyramide représente l'extrémité de la fraise, et sa base représente la surface des 4 patins de l'axe Y. Cellle-ci est évidement située au milieu de la longueur du portique.
- Par commodités de calcul, les patins de l'axe X sont supposés être encastrés (3). Nous savons que ceci est totalement faux car les courroies s'étirent en fonction de l'effort exercé.
- Le poids du portique est pris en compte dans les calculs.
- Les remarques (1), (2) et (3) rigidifient le portique . Ce qui m'amène à dire que les calculs qui suivront sont probablement optimistes au niveau des déformations.
- La pyramide fictive n'a pas que des avantages : Il n'y a pas de maillage sur la pyramide donc pas de possibilité de regarder le comportement dynamique d'un point de maillage situé au plus près du bout de la fraise. Il faut donc se contenter de regarder les déformations en résonance au niveau du portique seul. Pour ne pas avoir à exploiter trop de courbes, j'ai choisi un seul point représentatif situé au milieu de l’arête arrière de la face supérieure du portique.
Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Ven 01 Juin 2018, 08:22
SIMULATIONS PORTIQUE - 2
Les 10 premières fréquences de résonances du portique :
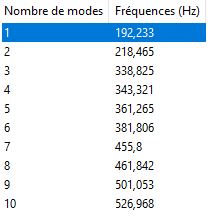
L'impact réel de ces fréquences est très variable.
Nous verrons plus loin que les fréquences des modes 1, 2, et 6 sont par ordre d'importance celles qui donneront les plus grandes amplitudes de déformation.
Le mode 1 à 192 Hz caractérise la torsion du portique autour de l' axe Y. Ce mode va être excité dès qu'il y aura de la torsion donc des efforts suivants les axes X ou Z. Le bras de levier en X étant légèrement plus important, c'est les efforts suivant X qui vrillent davantage le portique.
Le mode 2 à 218 Hz caractérise la flexion des bras du portique suivant l'axe Y. Il est excité par les efforts suivant Y
Le mode 6 à 381 Hz est la 1ère harmonique du mode 1. Les efforts d'excitations sont les mêmes que le mode 1 mais les amplitudes sont atténuées.
Pour vérifier tout cela, je vais appliquer successivement un effort FX suivant l'axe X seulement, puis FY suivant l'axe Y, puis FZ suivant l'axe Z.
Pour terminer en apothéose, je vais appliquer simultanément FX, FY et FZ histoire de vérifier que les déformations obtenues dans ce cas sont bel et bien la somme des déformations obtenues précédement.
Efforts de coupe : Fx = -500N, FY = 500N, FZ = -500N
Nota : l'orientation des efforts FX et FZ doit être de sorte que les effets des bras de levier s'ajoutent ... sinon la torsion due à FX est quasiment annulée par la torsion due à FZ.
CAS FX=-500N - DÉFORMATION STATIQUE

L'impact d'un effort suivant l'axe X est le pire des cas ... on voit que la déformation au niveau du portique est déja d'environ 0.1mm mais que le bras de levier du à la pyramide rigide amplifie cette déformation et que finalement on se retrouve en bout de fraise avec une déformation statique d'environ 0.25mm.
CAS FX=-500N - COMPORTEMENT DYNAMIQUE

Ces 3 courbes représentent un seul point du maillage. Ce sont les amplitudes de déplacement en ce point projetées sur les 3 axes.
Courbe bleue TX = amplitude suivant l'axe X
Courbe verte TY = amplitude suivant l'axe Y
Courbe rouge TZ = amplitude suivant l'axe Z
le vecteur amplitude en ce point est donc la résultante de ces 3 projections.
Constations : Le mode 1 est catastrophique avec une amplitude de 3.6mm suivant X, et le mode 6 qui est un copier/coller de moindre intensité se contente d'une amplitude de 1mm suivant Z. Le point en question ne bouge pas du tout suivant Y.
Si l'on considère l'effet bras de levier de la pyramide, on peut s'attendre avec un effort FX de 500N et une fréquence de coupe d'environ 192Hz à obtenir une amplitude de résonance en bout de fraise d'environ 10mm suivant l'axe X. On aurait alors l'équivalent de 40 fois la déformation statique.
---> Il est très important de préciser que ces amplitudes sont proportionnelles aux efforts. Un effort 10 fois moins important provoquera une amplitude 10 fois moins importante.
La conclusion qui s'impose néanmoins est selon moi qu'en aucun cas il faudra usiner avec une fréquence de coupe aux alentours de 192 Hz. Ceci n'est pas un problème pour l'usinage du bois. La fréquence double est plus délicate car elle se rapproche dangereusement des fréquences de coupe.
Les 10 premières fréquences de résonances du portique :
L'impact réel de ces fréquences est très variable.
Nous verrons plus loin que les fréquences des modes 1, 2, et 6 sont par ordre d'importance celles qui donneront les plus grandes amplitudes de déformation.
Le mode 1 à 192 Hz caractérise la torsion du portique autour de l' axe Y. Ce mode va être excité dès qu'il y aura de la torsion donc des efforts suivants les axes X ou Z. Le bras de levier en X étant légèrement plus important, c'est les efforts suivant X qui vrillent davantage le portique.
Le mode 2 à 218 Hz caractérise la flexion des bras du portique suivant l'axe Y. Il est excité par les efforts suivant Y
Le mode 6 à 381 Hz est la 1ère harmonique du mode 1. Les efforts d'excitations sont les mêmes que le mode 1 mais les amplitudes sont atténuées.
Pour vérifier tout cela, je vais appliquer successivement un effort FX suivant l'axe X seulement, puis FY suivant l'axe Y, puis FZ suivant l'axe Z.
Pour terminer en apothéose, je vais appliquer simultanément FX, FY et FZ histoire de vérifier que les déformations obtenues dans ce cas sont bel et bien la somme des déformations obtenues précédement.
Efforts de coupe : Fx = -500N, FY = 500N, FZ = -500N
Nota : l'orientation des efforts FX et FZ doit être de sorte que les effets des bras de levier s'ajoutent ... sinon la torsion due à FX est quasiment annulée par la torsion due à FZ.
CAS FX=-500N - DÉFORMATION STATIQUE
L'impact d'un effort suivant l'axe X est le pire des cas ... on voit que la déformation au niveau du portique est déja d'environ 0.1mm mais que le bras de levier du à la pyramide rigide amplifie cette déformation et que finalement on se retrouve en bout de fraise avec une déformation statique d'environ 0.25mm.
CAS FX=-500N - COMPORTEMENT DYNAMIQUE
Ces 3 courbes représentent un seul point du maillage. Ce sont les amplitudes de déplacement en ce point projetées sur les 3 axes.
Courbe bleue TX = amplitude suivant l'axe X
Courbe verte TY = amplitude suivant l'axe Y
Courbe rouge TZ = amplitude suivant l'axe Z
le vecteur amplitude en ce point est donc la résultante de ces 3 projections.
Constations : Le mode 1 est catastrophique avec une amplitude de 3.6mm suivant X, et le mode 6 qui est un copier/coller de moindre intensité se contente d'une amplitude de 1mm suivant Z. Le point en question ne bouge pas du tout suivant Y.
Si l'on considère l'effet bras de levier de la pyramide, on peut s'attendre avec un effort FX de 500N et une fréquence de coupe d'environ 192Hz à obtenir une amplitude de résonance en bout de fraise d'environ 10mm suivant l'axe X. On aurait alors l'équivalent de 40 fois la déformation statique.
---> Il est très important de préciser que ces amplitudes sont proportionnelles aux efforts. Un effort 10 fois moins important provoquera une amplitude 10 fois moins importante.
La conclusion qui s'impose néanmoins est selon moi qu'en aucun cas il faudra usiner avec une fréquence de coupe aux alentours de 192 Hz. Ceci n'est pas un problème pour l'usinage du bois. La fréquence double est plus délicate car elle se rapproche dangereusement des fréquences de coupe.
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Dim 03 Juin 2018, 14:08
DEFORMATIONS PORTIQUE - 3
CAS FY=500N - DEFORMATION STATIQUE
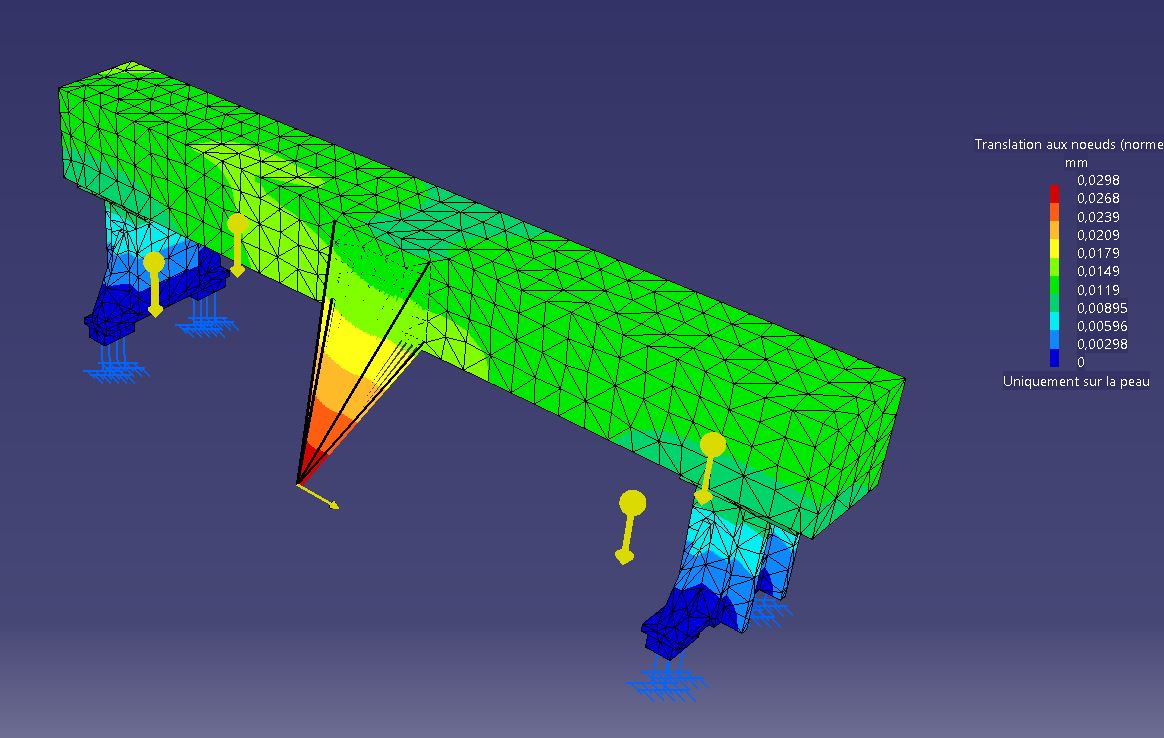
C'est beaucoup plus sympathique. On a une deflexion statique d'environ 0,015mm sur le portique amplifiée à 0,03mm sur la fraise.
CAS FY=500N - COMPORTEMENT DYNAMIQUE

L'image parle d'elle même : Le mode 1 a quasiment disparu et c'est maintenant essentiellement le mode 2 (flexion des bras suivant l'axe Y) qui est excité avec une amplitude d'environ 0.6mm au niveau du portique donc une amplitude d'environ 1.5mm au niveau de la fraise. Le point de maillage ne bouge pas du tout suivant X et Z à la fréquence du mode 2. Çà bouge un peu en X et Z dans le mode 4
CAS FY=500N - DEFORMATION STATIQUE
C'est beaucoup plus sympathique. On a une deflexion statique d'environ 0,015mm sur le portique amplifiée à 0,03mm sur la fraise.
CAS FY=500N - COMPORTEMENT DYNAMIQUE
L'image parle d'elle même : Le mode 1 a quasiment disparu et c'est maintenant essentiellement le mode 2 (flexion des bras suivant l'axe Y) qui est excité avec une amplitude d'environ 0.6mm au niveau du portique donc une amplitude d'environ 1.5mm au niveau de la fraise. Le point de maillage ne bouge pas du tout suivant X et Z à la fréquence du mode 2. Çà bouge un peu en X et Z dans le mode 4
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Dim 03 Juin 2018, 14:10
DEFORMATIONS PORTIQUE - 4
CAS FZ=-500N - DÉFORMATION STATIQUE
On retrouve un comportement analogue à celui du cas FX=500N avec des valeurs moins importantes du au fait que le bras de levier est moins important. Une déflexion statique d'environ 0,075mm sur le portique qui se traduit par une déflexion d'environ 0,15mm au niveau de la fraise.
CAS FZ=-500N - COMPORTEMENT DYNAMIQUE

Mêmes remarques. Le comportement du mode 1 est analogue au cas FX=-500N avec une amplitude moindre mais néanmoins importante d'environ 2.9mm suivant X au niveau du portique, donc probablement environ 6mm au niveau de la fraise. Le point de maillage ne bouge pas du tout suivant Y. Le mode 4 à 340Hz est un poil plus excité que le mode 6 à 382Hz
CAS FZ=-500N - DÉFORMATION STATIQUE
On retrouve un comportement analogue à celui du cas FX=500N avec des valeurs moins importantes du au fait que le bras de levier est moins important. Une déflexion statique d'environ 0,075mm sur le portique qui se traduit par une déflexion d'environ 0,15mm au niveau de la fraise.
CAS FZ=-500N - COMPORTEMENT DYNAMIQUE
Mêmes remarques. Le comportement du mode 1 est analogue au cas FX=-500N avec une amplitude moindre mais néanmoins importante d'environ 2.9mm suivant X au niveau du portique, donc probablement environ 6mm au niveau de la fraise. Le point de maillage ne bouge pas du tout suivant Y. Le mode 4 à 340Hz est un poil plus excité que le mode 6 à 382Hz
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Dim 03 Juin 2018, 14:14
DEFORMATIONS PORTIQUE - 5
On va finir avec le cas improbable ou on exerce simultanément FX=-500N, FY=500N, FZ=-500N
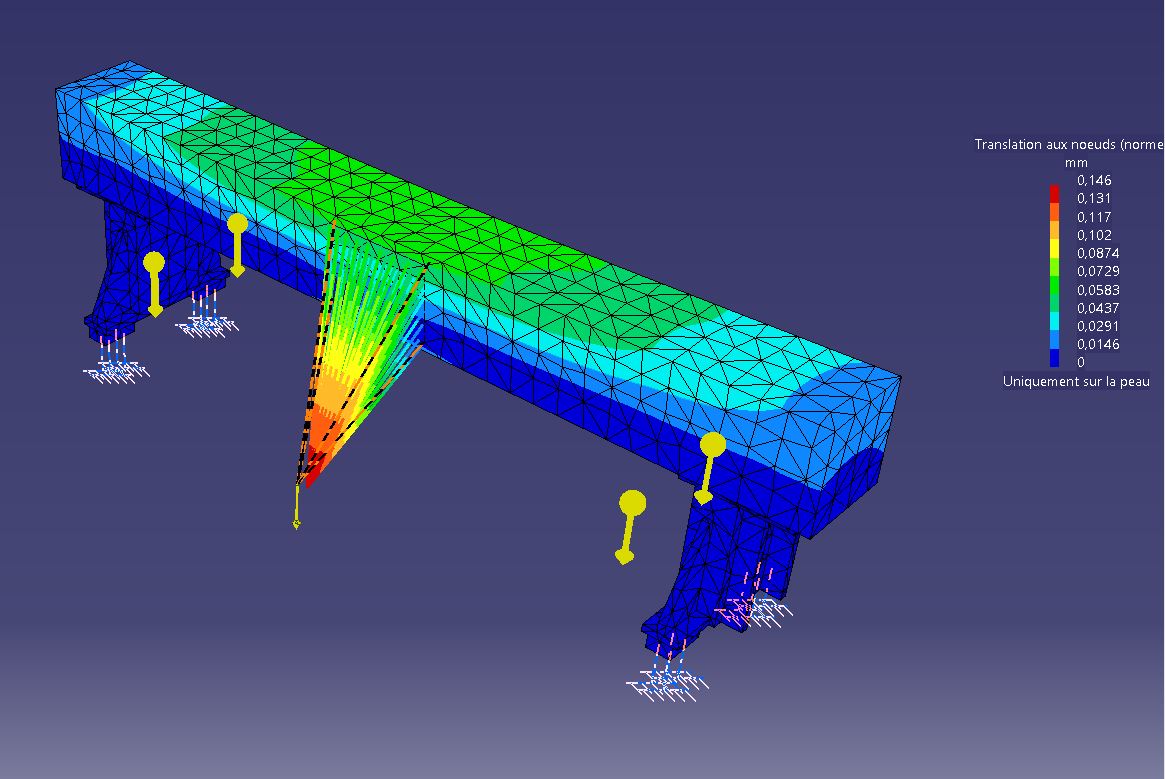
CAS FX=-500N, FY=500N, FZ=-500N - DÉFORMATION STATIQUE
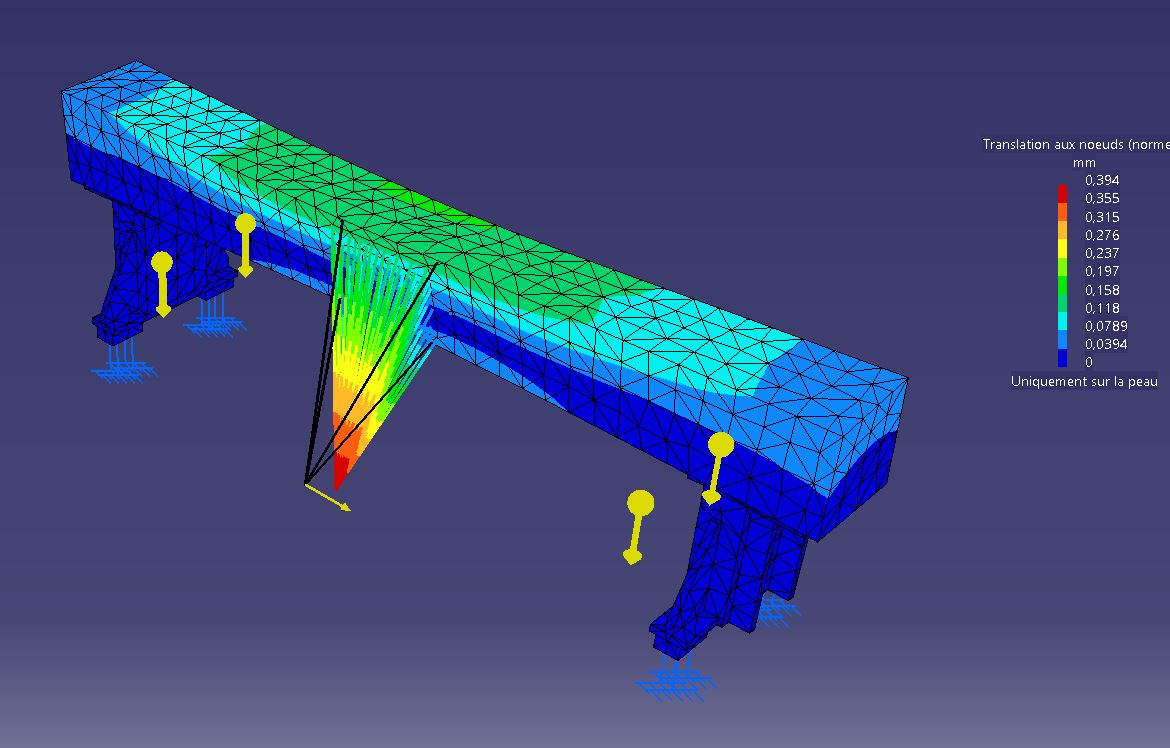
On a une défléxion statique d'environ 0.2mm sur le portique qui se traduit par environ 0.4mm en bout de fraise.
CAS FX=-500N, FY=500N, FZ=-500N - COMPORTEMENT DYNAMIQUE

C'est toujours le mode 1 à 192Hz (celui de la torsion suivant Y du portique) qui prédomine TRES LARGEMENT avec une amplitude suivant X au niveau du portique d'environ 6.5mm donc au bas mot 13mm au niveau de la fraise.
Le mode 2 à 218Hz n'est pas méchant.
Les modes 3 (339hz) et 4 (343Hz) ont une amplitude portique de 1mm suivant Z et 0.5mm suivant X.
Le mode 6 (382Hz) a une amplitude portique d'environ 1.5mm suivant Z
On va finir avec le cas improbable ou on exerce simultanément FX=-500N, FY=500N, FZ=-500N
CAS FX=-500N, FY=500N, FZ=-500N - DÉFORMATION STATIQUE
On a une défléxion statique d'environ 0.2mm sur le portique qui se traduit par environ 0.4mm en bout de fraise.
CAS FX=-500N, FY=500N, FZ=-500N - COMPORTEMENT DYNAMIQUE
C'est toujours le mode 1 à 192Hz (celui de la torsion suivant Y du portique) qui prédomine TRES LARGEMENT avec une amplitude suivant X au niveau du portique d'environ 6.5mm donc au bas mot 13mm au niveau de la fraise.
Le mode 2 à 218Hz n'est pas méchant.
Les modes 3 (339hz) et 4 (343Hz) ont une amplitude portique de 1mm suivant Z et 0.5mm suivant X.
Le mode 6 (382Hz) a une amplitude portique d'environ 1.5mm suivant Z
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Dim 03 Juin 2018, 14:17
DEFORMATIONS PORTIQUE-6 (FIN)
Quelles conclusions tirer de ces analyses ?
- Les fréquences de résonances résultent des hypothèses simplificatrices de calcul. J'estime qu'elles sont plutôt optimistes. La vraie raideur du portique est surement inférieure à celle du modèle utilisé pour les calculs : Donc les vraies fréquences de résonance du portique sont probablement plus faibles.
- Les fréquences de résonances du portique ne dépendent pas des efforts appliqués.
- Les déflexions statiques et dynamiques sont directement proportionnelles aux efforts appliqués. Nous avons vu que les efforts d'usinage du bois sont faibles et probablement inférieurs à 100N (j'espère toujours qu'un pro du bois nous amènera quelques éléments sur ce sujet). On pourrait avec cette hypothèse diviser au minimum par 5 ces déflexions.
- La combinaison simultanée d'efforts FX, FY et FZ est peu probable. Par contre la combinaison d'efforts simultanés FX et FZ (ou FY et FZ) est très courante. Dès lors que l'arête tranchante présente une inclinaison, on a un effort FZ qui se manifeste et qui tire normalement la fraise vers le bas.
Si par hasard on usine suivant X en se déplaçant vers l'avant de la machine alors les effets désastreux des efforts FX et FZ s'ajoutent malheureusement, alors qu'ils s'annulent quasiment en inversant juste le sens du déplacement suivant l'axe X. Comme quoi il suffit de peu de choses ...
- L'effort vertical FZ peut devenir important lors d'opérations de perçage
- Si F1 = la fréquence réelle du mode 1 de résonance, alors il faudra malgré tout absolument éviter d'usiner à cette fréquence. Je sais uniquement que F1 est probablement inférieure à 192 Hz.
Si j'usine avec une vitesse de rotation de la broche qui se situe au-dela de 12000tr/mn, la fréquence de coupe est au minimum de 200Hz avec une fraise 1 dent. On peut descendre à 6000tr/mn avec une fraise ayant au moins 2 dents. En-dessous de cette vitesse, il faut envisager une autre broche et probablement une autre machine.
Donc on peut usiner sans crainte du bois et des plastiques sur cette machine avec une broche chinoise.
- De 0 à environ 100Hz on a une zone de fréquences ou la déflexion dynamique est exactement égale à la déflexion statique. Cette zone pourrait être utilisée pour l'usinage du métal, mais J'ai cependant des gros doutes car au delà du fait que la broche aurait quelques difficultés, je pense que la machine brouterait.
- Il peut paraître curieux qu'une machine en acier d'apparence rigide soit si limitée en usinage du métal même lorsqu'il s'agit d'usiner de l'alu. Pour ma part, je ne suis pas vraiment surpris. Le principal coupable de cette situation est pour moi la longueur du portique. Avec un portique 2 fois moins long, les déflexions seraient théoriquement 8 fois moins importantes. Il n'y a pas de miracles, pour usiner du métal il faut une machine très rigide et très compacte.
Carlos
Quelles conclusions tirer de ces analyses ?
- Les fréquences de résonances résultent des hypothèses simplificatrices de calcul. J'estime qu'elles sont plutôt optimistes. La vraie raideur du portique est surement inférieure à celle du modèle utilisé pour les calculs : Donc les vraies fréquences de résonance du portique sont probablement plus faibles.
- Les fréquences de résonances du portique ne dépendent pas des efforts appliqués.
- Les déflexions statiques et dynamiques sont directement proportionnelles aux efforts appliqués. Nous avons vu que les efforts d'usinage du bois sont faibles et probablement inférieurs à 100N (j'espère toujours qu'un pro du bois nous amènera quelques éléments sur ce sujet). On pourrait avec cette hypothèse diviser au minimum par 5 ces déflexions.
- La combinaison simultanée d'efforts FX, FY et FZ est peu probable. Par contre la combinaison d'efforts simultanés FX et FZ (ou FY et FZ) est très courante. Dès lors que l'arête tranchante présente une inclinaison, on a un effort FZ qui se manifeste et qui tire normalement la fraise vers le bas.
Si par hasard on usine suivant X en se déplaçant vers l'avant de la machine alors les effets désastreux des efforts FX et FZ s'ajoutent malheureusement, alors qu'ils s'annulent quasiment en inversant juste le sens du déplacement suivant l'axe X. Comme quoi il suffit de peu de choses ...
- L'effort vertical FZ peut devenir important lors d'opérations de perçage
- Si F1 = la fréquence réelle du mode 1 de résonance, alors il faudra malgré tout absolument éviter d'usiner à cette fréquence. Je sais uniquement que F1 est probablement inférieure à 192 Hz.
Si j'usine avec une vitesse de rotation de la broche qui se situe au-dela de 12000tr/mn, la fréquence de coupe est au minimum de 200Hz avec une fraise 1 dent. On peut descendre à 6000tr/mn avec une fraise ayant au moins 2 dents. En-dessous de cette vitesse, il faut envisager une autre broche et probablement une autre machine.
Donc on peut usiner sans crainte du bois et des plastiques sur cette machine avec une broche chinoise.
- De 0 à environ 100Hz on a une zone de fréquences ou la déflexion dynamique est exactement égale à la déflexion statique. Cette zone pourrait être utilisée pour l'usinage du métal, mais J'ai cependant des gros doutes car au delà du fait que la broche aurait quelques difficultés, je pense que la machine brouterait.
- Il peut paraître curieux qu'une machine en acier d'apparence rigide soit si limitée en usinage du métal même lorsqu'il s'agit d'usiner de l'alu. Pour ma part, je ne suis pas vraiment surpris. Le principal coupable de cette situation est pour moi la longueur du portique. Avec un portique 2 fois moins long, les déflexions seraient théoriquement 8 fois moins importantes. Il n'y a pas de miracles, pour usiner du métal il faut une machine très rigide et très compacte.
Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Page 5 sur 5 • 1, 2, 3, 4, 5
» FOREST LINE Portique mobile SERAMILL 240 & 360
» CNC 4 axes de CARLOS
» cnc portique
» Portique CNC exotique
» S.E.I ROUTER 810 ET 1215 PORTIQUE CNC
» CNC 4 axes de CARLOS
» cnc portique
» Portique CNC exotique
» S.E.I ROUTER 810 ET 1215 PORTIQUE CNC
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 5 sur 5
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum