
BIG CNC à portique mobile de CARLOS
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 4 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Jeu 24 Mai 2018, 07:11
Le portique c'est d'abord un tube en acier de 200x200 épaisseur 4mm, longueur 1750mm, poids 46.7Kg
Un petit devis :

Sans les frais de port 2.81 € le kg d'acier.
- Je suis parti sur une section carrée parce que le portique est sollicité en flexion et en torsion.
- En torsion, c'est le moment d'inertie polaire de la section I0 qui compte (I0 = Ix + Iy)
On voit sur le tableau ci-dessous qu'à poids quasiment équivalent :
---> En torsion : le tube de 200 x 200 de 4mm d'épaisseur est grosso modo 2 fois plus rigide en torsion que des profilés UPN, IPE, UPE etc ... de même hauteur.
---> En flexion suivant l'axe fort (Ix) : il est au moins équivalent aux poutrelles.
---> En flexion suivant l'axe faible (Iy) : il est 10 à 17 fois plus rigide que les poutrelles

Quelques images du portique seul :



Les caches en bout du portique ont été enlevés.
---> J'ai pris l'option de ne pas tarauder directement le tube. 4mm me parait trop juste pour du M6, même si un écrou M6 n'est pas plus épais.
J'avais donc le choix entre l'utilisation d'écrous sertis sur le tube style Rivklé ou d'utiliser des carrés d'acier et des bouts de plaque pour les taraudages.
Avec les écrous Rivklé, ça me parait compliqué pour un amateur car il faut être capable de percer les 2 rangs des fixations des rails sur le tube avec une bonne précision (+/-0.2mm maxi). C'est pas gagné en ce qui me concerne
Avec les carrés d'acier, c'est différent, les entraxes M6 doivent être toujours aussi précis qu'avec le tube mais on ne travaille plus qu'avec les fixations d'un seul rail et sur une pièce sur laquelle on a éventuellement le droit à l'erreur.
Le tube lui est percé avec des trous de 7mm ou plus si besoin. Ce montage permet une petite plage de réglage des rails. A ce stade, je pense utiliser 1 vis sur 2 des rails, donc une fixation tous les 120mm.
Arès réglages des rails on peut toujours contre-percer une partie des autres vis ou mieux encore goupiller les rails sur le tube (si on a pris soin de faire auparavant quelques avant-trous sur ceux-ci).
Carlos
CARLOS78- Passionné

- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
c.phili Jeu 24 Mai 2018, 08:40
CARLOS78 a écrit:Il existe une solution industrielle qui améliore l'entrainement par courroie : on double astucieusement la courroie.
La courroie active qui assure le déplacement s'engrène sur une courroie passive collée sur le châssis.
Avec ce montage, la longueur de la courroie est réduite au minimum. Il n'y a quasiment plus d'étirement;TRÈS MALIN !!!
Carlos

Ca me plait bien ça, j'ai parcouru tes liens et après réflexions et l'avis d'un amis, je laisse tombé définitivement la chaîne
Philippe
_________________
Vouloir c'est pouvoir
La fabrication de A à Z d'un tour a bois, à suivre ici
et aussi une sphèreuse pour tour a bois


c.phili- Chevronné

- Messages : 179
Date d'inscription : 10/07/2010
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Jeu 24 Mai 2018, 11:26
A) MOTEUR ET COURROIE :
Le moteur en Y est du type 86HS85 (couple de maintien 8.5 N.m) ou équivalent.
- La transmission se fait par courroie HTD-5M largeur 15mm, rapport 1:1, 2 poulies 20 dents
- Plage de fonctionnement moteur : entre 10 et 700 tr/mn.
- Couple moteur : 6.5N.m (10 tr/mn) à 2 N.m (700 tr/mn).
- Puissance moteur : 6.5 W (10 tr/mn) à 140 W (700 tr/mn)
- Effort de traction poulie : 406 N (10 tr/mn) à 125 N (700tr/mn)
La courroie HTD-5M de 15mm a 10 dents en prise. Elle peut transmettre la puissance maxi de 210W (140 x cefficient de service 1.5) à 700 tr/mn.
N'ayant pas trouvé la force tangentielle spécifique par dent pour ce type de courroie, je pars du principe que les 406N peuvent être supportés par les dents (ce qui n'est pas sur du tout).
 ---> A priori pas de problèmes sur le moteur et la transmission par courroie
---> A priori pas de problèmes sur le moteur et la transmission par courroieB) VIS A BILLES ET PALIERS :
1) La vis à billes prévue est une RM2510 avec des paliers BF20 et BK20.
Tout cela est chinois et coute environ 180€ pour un KIT vis longueur 1400mm + écrou + paliers, .
2) A 700 tr/mn, la vitesse de déplacement maxi de l'ensemble Z sur le portique sera donc de 7000 mm/mn. L'accélération sera réglée entre 0.5 et 1mm/s2 après essais.
3) La précision de positionnement théorique de l'ensemble Z sur le portique est (en pas plein) de 0.05mm.
4) La poussée exercée sur l'ensemble Z :
Poussée(N) = (6280 x Couple moteur (N.m) x rendement) / Pas de la vis (mm)
-Sans rentrer dans des calculs complexes : Avec un pas de 10mm, l'effort de poussée varierait (si le rendement est supposé égal à 1) entre 4082N (6.5N.m à 10tr/mn) et 1570N (2N.m à 700tr/mn). Cette poussée est largement supérieure aux efforts (usinage + accélération + frottement + etc ...) à vaincre quelle que soit la vitesse de rotation du moteur.
Cette poussée maximale est compatible :
- du chargement statique (20500 N) et dynamique (8700 N) de la vis à billes RM2510 (voir tableau ci-dessous)
- du palier BK20 (12950N en dynamique axiale / 9700 N en statique - valeurs à confirmer)
- du palier BF20 (9550 N en dynamique radiale - valeur à confirmer).
---> A priori très bonne précision de positionnement et pas de problèmes sur la vis à billes et ses paliersC) RAILS ET PATINS :
Les rails sont des HIWIN HGR25 et les patins des HGH25CA. Un KIT chinois pour environ 380€ avec 2 rails longueur 2m et 4 patins.
Les caractéristiques des patins HGH25CA sont :

Les calculs des 3 moments sont compliqués, mais comme je suis optimiste sur ce choix ... je conclue :
---> A priori pas de problèmes sur les rails et patins.Carlos

CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Jeu 24 Mai 2018, 11:31
c.phili a écrit:CARLOS78 a écrit:Il existe une solution industrielle qui améliore l'entrainement par courroie : on double astucieusement la courroie.
La courroie active qui assure le déplacement s'engrène sur une courroie passive collée sur le châssis.
Avec ce montage, la longueur de la courroie est réduite au minimum. Il n'y a quasiment plus d'étirement.
Ca me plait bien ça, j'ai parcouru tes liens et après réflexions et l'avis d'un amis, je laisse tombé définitivement la chaîne
Philippe
Bon courage pour ton projet.J'espère que tu nous fera profiter le moment venu de ton retour d'expérience sur ce montage de courroie.
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
c.phili Jeu 24 Mai 2018, 15:19
J'ai déjà la totalité de la ferraille et pas mal d'autre matériel pour commencer.

Philippe
_________________
Vouloir c'est pouvoir
La fabrication de A à Z d'un tour a bois, à suivre ici
et aussi une sphèreuse pour tour a bois
c.phili- Chevronné
- Messages : 179
Date d'inscription : 10/07/2010
Re: BIG CNC à portique mobile de CARLOS
Mjc22160 Jeu 24 Mai 2018, 17:01
...Je vois qu'il y en a deux qui ne perdent pas leur temps ! ....
 et moi, je suis (péniblement) les explications que vous donnez, je trouve très bien cette "confrontation" d'idées et de solutions....ça fait réfléchir (en ce qui me concerne)! ....
et moi, je suis (péniblement) les explications que vous donnez, je trouve très bien cette "confrontation" d'idées et de solutions....ça fait réfléchir (en ce qui me concerne)! .... Cordialement
Mjc22160- Chevronné
- Messages : 1592
Date d'inscription : 13/08/2014
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Ven 25 Mai 2018, 09:48
Quelques détails encore sur le portique :
- L'ensemble moteur Y est installé à l'intérieur du portique pour optimiser l'encombrement.
- Je prévois une Boite de jonction étanche IP65 ou encore Celle-ci équipée de Presse-etoupe pour faciliter le câblage de la machine.
- Le portique porte le switch fin de course de l'axe X. C'est un ME-8112 .

Le câblage des fins de course peut se faire en contact normalement ouvert (NO) ou normalement fermé (NC)
En NO le cablage de tous les fins de course se fait en parallèle.
En NC le cablage de tous les fins de course se fait en série.
On utilise un seul port d'entrée pour l'ensemble des fins de course de tous les axes.
- Je prévois également des embases simple collier et des attaches EPDMen caoutchouc pour maintenir les câbles.
- Pour les chaines-câbles : recherche internet avec " drag chain wire carrier "
Avec par exemple une section chaîne-câble de 15x30 pour les 3 câbles venant de l'ensemble Z et une section 18x37 pour les 6 câbles qui relient le portique au châssis.
Heureusement, ces accessoires ne sont pas chers.---> Pour ne pas alourdir la présentation, Je traiterai le comportement mécanique du portique en même temps que celui de l'ensemble Z.
Nota : A propos des prix que j'annonce pour la "ferraille" qui peuvent paraître chers.
Honnêtement je n'ai aucun avis sur ces prix. A défaut de connaitre les meilleurs prix, je me suis limité à donner les tarifs du site Metalaladecoupe
Sur ce site, j'ai pu obtenir directement en ligne le devis avec frais de port pour tous les profilés acier utilisés sur ce projet.
Je ferais probablement plus tard la même chose pour les pièces en alu car là aussi je pense que la note va être très salée.
Si vous avez des tarifs plus attractifs pour l'acier, ce serait sympa de les partager sur ce forum.Pour que la comparaison soit efficace, il faudrait reprendre dans les chiffrages les dimensions des profilés utilisés (voir tableaux châssis et portique).
Nous pourrions ainsi avoir éventuellement une estimation plus optimiste du coût acier de cette machine.
 Dans l'état, j'en suis quand même pour l'acier seulement et sans frais de port à la bagatelle de 1182,58€ (pour des pièces coupées aux cotes) .
Dans l'état, j'en suis quand même pour l'acier seulement et sans frais de port à la bagatelle de 1182,58€ (pour des pièces coupées aux cotes) .Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
Mjc22160 Ven 25 Mai 2018, 17:23
En fin de course je préfére les NC aux NO, pour la simple raison que c'est plus sécurisant : si un fil se coupe la machine s'arrête et si un court-circuit existe sur un des fins de course, il faut que se soit le fin de couse lui-même qui soit en défaut. la sécurité est dite positive. En NO si un fil se coupe, tous les fins de course sont en défaut ou si un fil est coupé par une action extérieur, là encore tous les fins de course sont hors service.
Cordialement
Mjc22160- Chevronné
- Messages : 1592
Date d'inscription : 13/08/2014
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Ven 25 Mai 2018, 18:45
ta remarque est judicieuse.Même si les 2 types de câblages des fins de course sont théoriquement possibles, Il vaut mieux effectivement les câbler en NC (câblage en série) pour se prémunir d'une coupure de fil. Celle-ci ne serait pas détectée en câblage NO (câblage en parallèle)
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Re: BIG CNC à portique mobile de CARLOS
c.phili Ven 25 Mai 2018, 19:59
Je ne sais pas pourquoi mais moi j'ai fait le contraire, c'était une connerie.
j'emplois des contact de proximité magnétique, à 3 fils, donc ils sont alimentés en 24 volt, une petite alim est entièrement dédiée pour ça et heureusement, après une coupure de câble qui s'est mis en cour-circuit et comme je ne me suis rendu compte de rien du tout jusqu'au moment où j'ai fait le référencement, il était déjà trop tard, la petite alim avais grillé.
Philippe
_________________
Vouloir c'est pouvoir
La fabrication de A à Z d'un tour a bois, à suivre ici
et aussi une sphèreuse pour tour a bois
c.phili- Chevronné
- Messages : 179
Date d'inscription : 10/07/2010
Re: BIG CNC à portique mobile de CARLOS
CARLOS78 Sam 26 Mai 2018, 10:55
Petit retour en arrière :
Comment régler la tension des courroies sur l'axe X ?
J'ai cherché et trouvé sur le net des infos que je résume à ma façon.
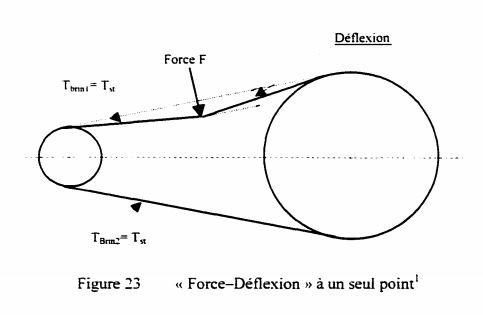
A) Le principe courant consiste en général à pousser au milieu d'un brin de la courroie : c'est la méthode dite de déflexion statique (DOC)
Cette méthode est expliquée sur cette video :
J'ai trouvé pour ce faire 2 types de tensioneurs manuels :TYPE 1, TYPE 2
Les calculs :
Tg (A) = 2D / L et Sin (A) = F / 2T
comme Tg (A) = Sin (A) parce que A est petit.
2D/L = F/2T ---> F = 4DT / L ou encore T = FL / 4D
---> On note que, dans ce mode de calcul, la raideur intrinsèque de la courroie ne joue aucun rôle.
T = tension de la courroie (N)
L = longueur du brin (mm)
F = Force de deflexion exercée sur la courroie (N)
D = Deflexion de la courroie (mm)
A = angle de déflexion du brin
B) Autre principe : mesure de la fréquence de vibration de la courroie
Une vidéo en français qui explique comment y arriver en utilisant son smartphone :
Quelques infos intéressantes sur le sujet :
http://mustautop.e-monsite.com/pages/tension-courroie.html
http://ressources.univ-lemans.fr/AccesLibre/UM/Pedago/physique/02/meca/violon.html
On retrouve sur ces 2 liens, la même formule qui est celle de la vibration d'une corde :
f = ( T / 4mL^2)^0.5
f = fréquence en Hz
T = tension (N)
L = longueur du brin (m)
m = masse linéaire de la courroie (Kg/m)
Cette méthode est probablement plus précise.
C) En appliquant ces 2 méthodes au cas qui m'intéresse :
Méthode déflexion statique : pour vérifier qu'on a bien une tension de 400Nsur la courroie, il faudra exercer sur un brin, long de 400mm, un effort de 20N en son milieu et obtenir une déflexion statique de 5mm de celui-ci en ce point.
Méthode fréquence de résonance : Comme la courroie HTD-8M largeur 30mm à une masse linéaire de 0.198Kg/m, pour vérifier cette même tension sur le même brin il faudra obtenir (sur son smartphone par exemple) une fréquence de résonance de la courroie d'environ 56 Hz
 Tout ceci reste évidement très théorique et mériterait au moins de faire une petite expérience avec un bout de courroie dont on connaitrait le poids au mètre et une tension parfaitement maîtrisée grâce à un lest.
Tout ceci reste évidement très théorique et mériterait au moins de faire une petite expérience avec un bout de courroie dont on connaitrait le poids au mètre et une tension parfaitement maîtrisée grâce à un lest.Carlos
CARLOS78- Passionné
- Messages : 151
Date d'inscription : 19/07/2015
Page 4 sur 5 • 1, 2, 3, 4, 5
» CNC 4 axes de CARLOS
» cnc portique
» Portique CNC exotique
» S.E.I ROUTER 810 ET 1215 PORTIQUE CNC
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN