
Remplacement de bagues en bronze dans un moteur de Lada Niva
5 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Remplacement de bagues en bronze dans un moteur de Lada Niva
TRD Lun 24 Juin 2024, 18:36
Un de me amis veut remplacer des bagues bronze sur un moteur de Lada Niva 1,7 injection.
Je lui ai déjà fabriqué les outillages de montage, mais il s'avere que certaines bagues qu'on lui a vendues sont alésées plus petit que les portées de l'arbre d'entraînement de pompe à huile.
Il va falloir les realeser dans le carter. Mon ami ne souhaite pas m'amener le carter-cylindres. Il n'a pas de machine-outil. Il va falloir enlever 5/10 sur le diametre.
L'objectif est de realéser les bagues neuves en place dans le carter en utilisant une perceuse portative
L'une des bagues est au fond d'un puit. Une autre bague de diametre nettement superieur se trouve à l'entrée du puit.
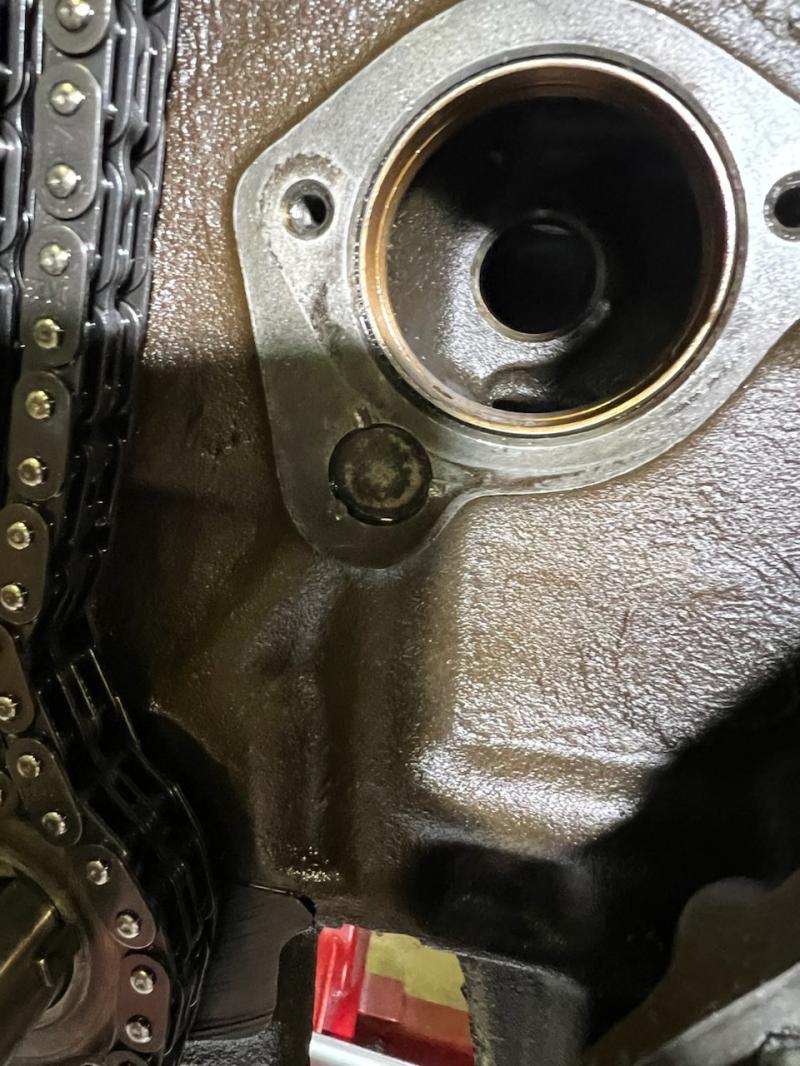
Il y a trop peu de degagement pour qu'on puisse utiliser un alesoir façon Paris. Je n'ai pas d'alesoir expansible de 22.
Aujourd'hui, je fabrique une queue spéciale pour un alesoir creux DIN 219 de 22.
Alesoir DIN 219

Tout d'abord, je realise un montage pour regler l'angle du chariot porte outil du tour à l'angle requis pour realiser le cône 1/30.
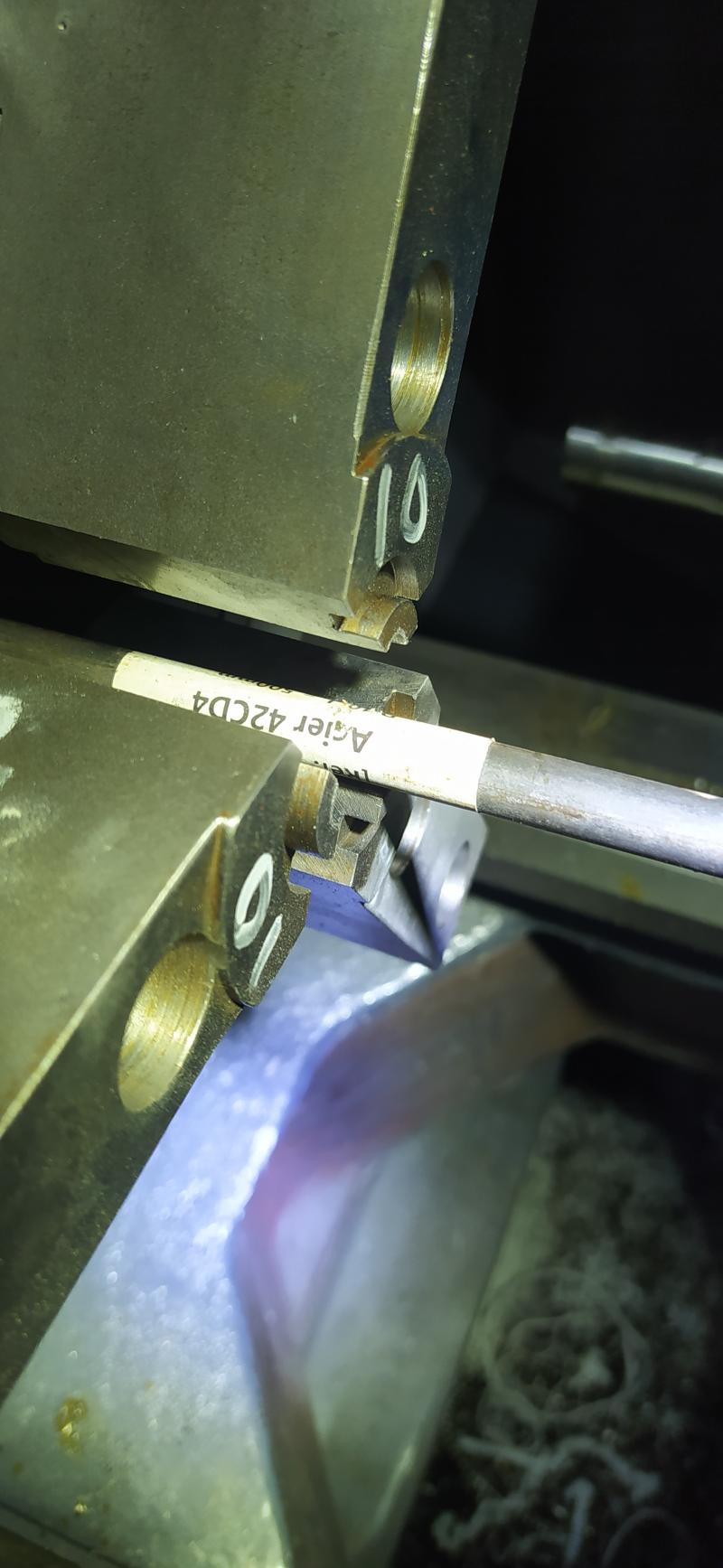
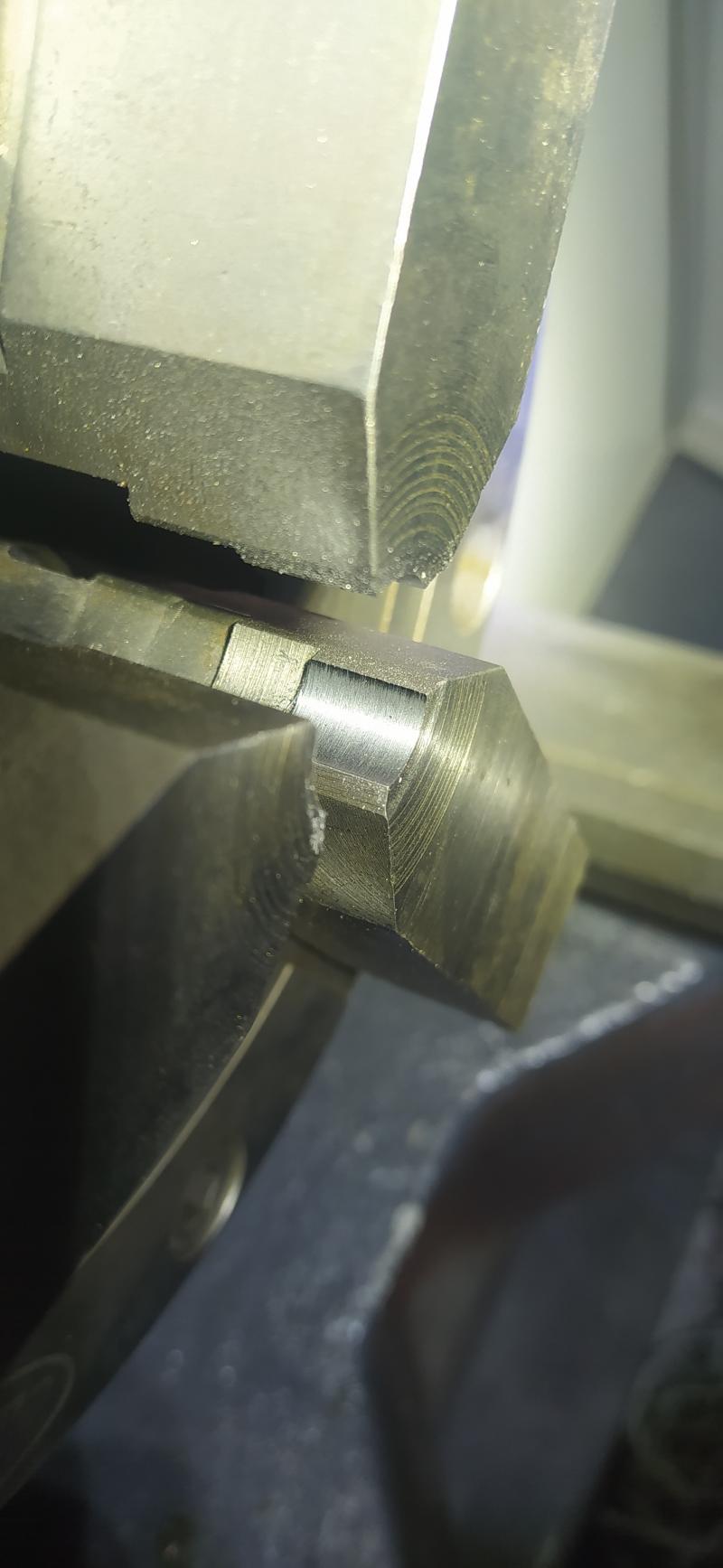
En mors doux, je fabrique une pointe en 42CD4 dans un rond de 10 prétraité. Elle servira a mettre en position sur le tour un mandrin DIN 219 à queue conique que j'ai en stock.
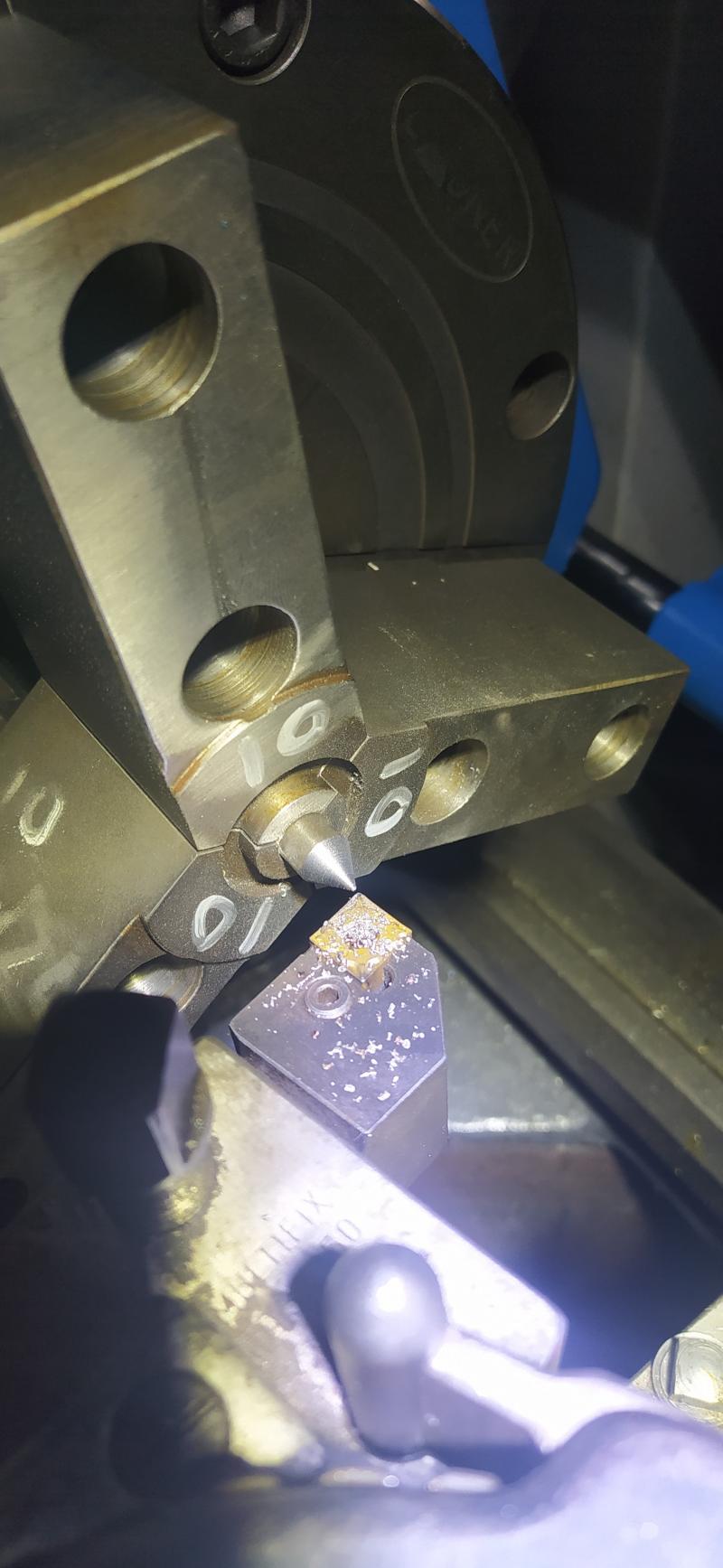
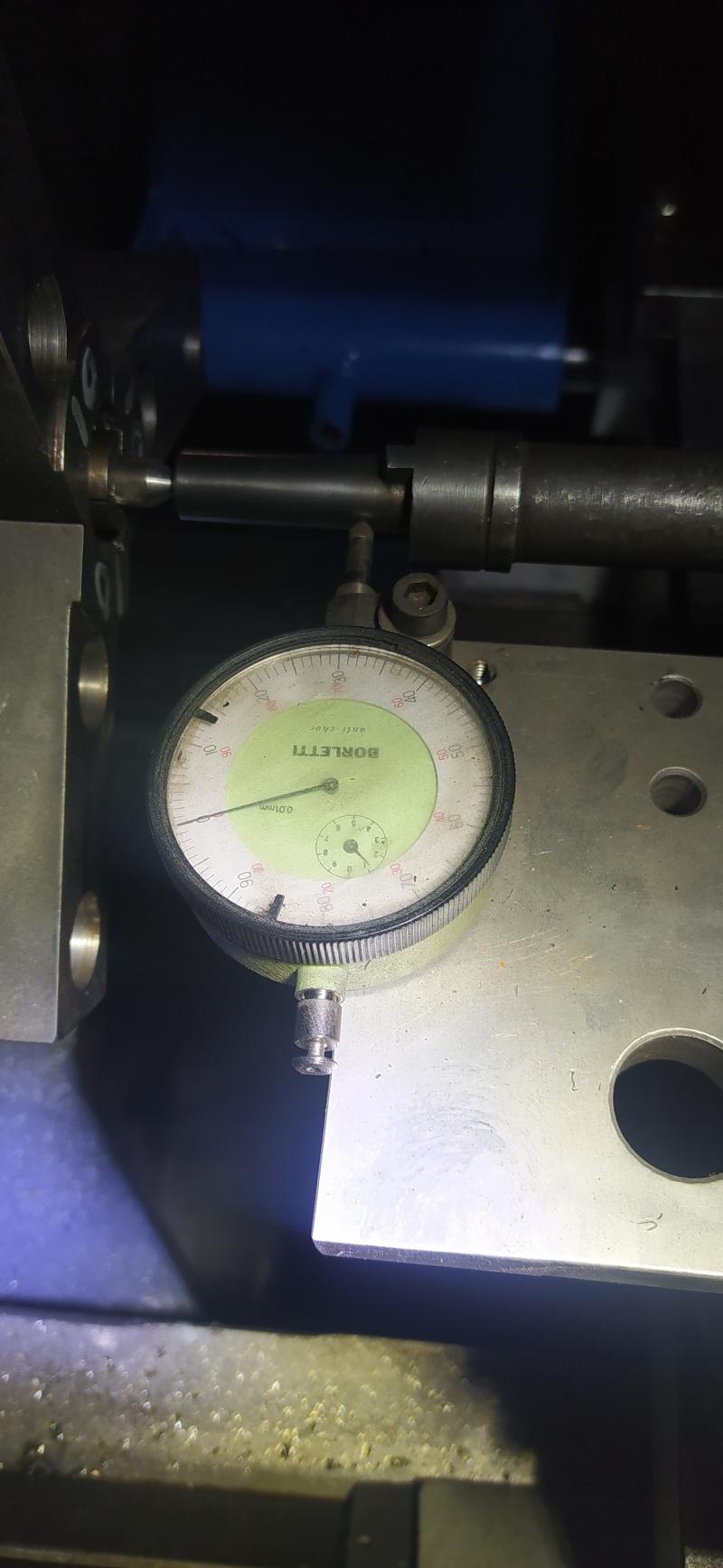
Ensuite, je monte mon mandrin à queue conique pour le palper au comparateur pour incliner le petit chariot du bon angle.
Il est absolument nécessaire que la hauteur de la touche du comparateur soit identique à celle de l'arête de l'outil qui usinera le cône. Sinon, la pente serait incorrecte.
Je dois ensuite monter la barre de 15CDV6 pretraité de diametre 14 qui servira pour realiser le mandrin de montage de l'alesoir.

Je change de mors doux. Je n'ai pas de mors déjà alésés à 14 mm.
Alesage de nouveaux mors.

Pour cette operation, les mors sont serrés sur un écrou.
Mors alesés à 14
Mandrin usiné
L'alesoir se monte parfaitement sur le mandrin.

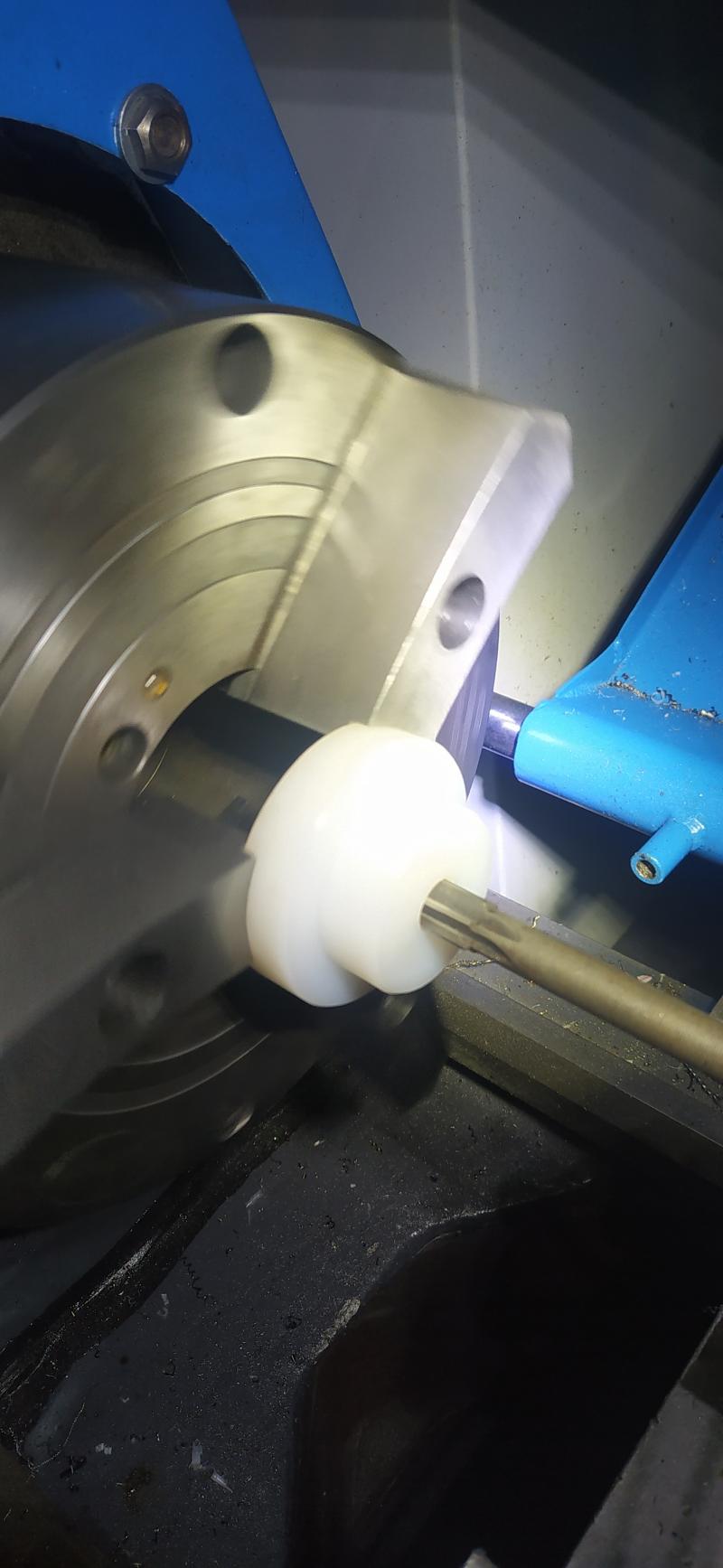
Il faut maintenant assurer le guidage de l'alesoir en centrant la queue du mandrin dans la grosse bague située à l'entrée du puit. Évidemment, il ne faut pas endommager cette bague. Le centreur sera realisé en polyéthylène haute densité.
La bague a un alesage de 48. J'ai une chute de polyéthylène de 80. Pour me pas l'écraser (le polyéthylène c'est mou...) j'usine un troisième jeu de mors doux. Ça me donne l'occasion de vous montrer une methode que j'utilise quelquefois et presque toujours pour les mors doux interieurs. J'ai percé et alésé des trous radiaux de 20 mm dans des jeux de mors. Il suffit d'y enfoncer des morceaux de rond de 20 pour pouvoir prendre appui sur de grosses rondelles recupérées dans des chutes ou de vieilles cages de roulements.
Ici, ce n'est pas le cas, mais l'un des avantages de cette methode est qu'on peut aleser de part en part sans risquer une interference avec l'étoile qu'on utilise habituellement.
Après un ebavurage, les mors peuvent serrer le polyéthylène sans le marquer.
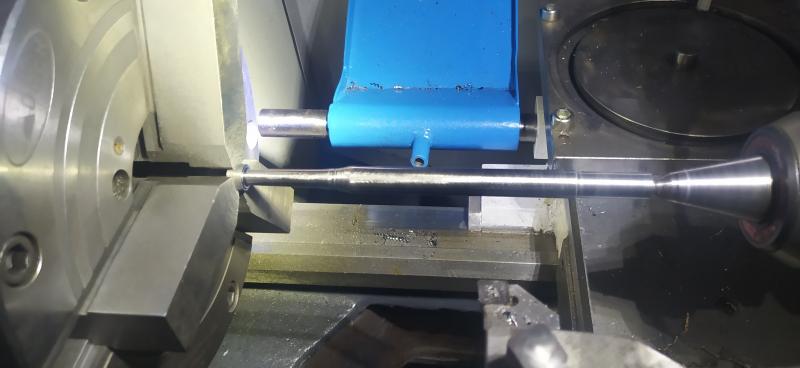
Finition de l'alesage à la cote de la queue du mandin de montage DIN 219
Essai de l'ajustement sur le tour

Et ebavurage. Même en tournant lentement, le PEHD ça bave.
L'outil prêt pour le service
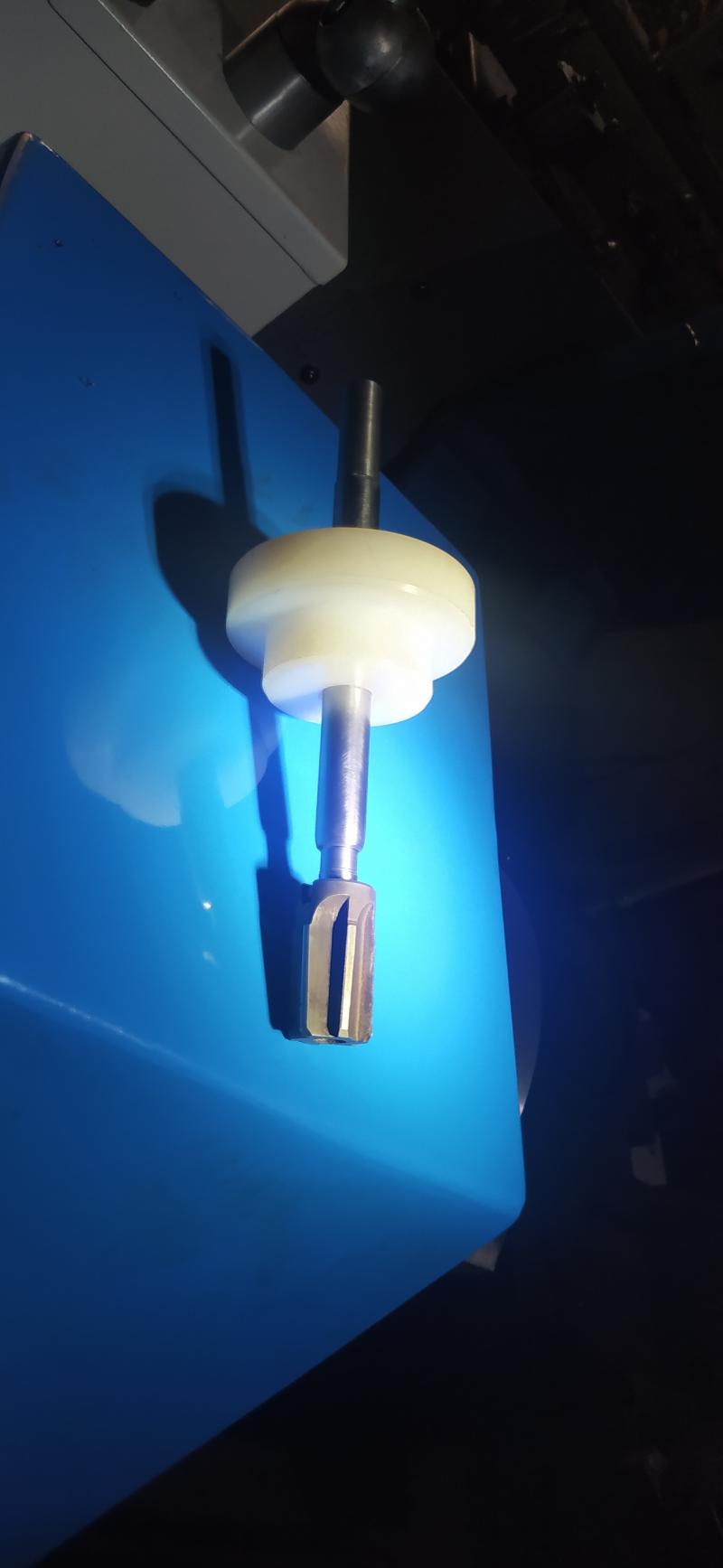
Alèse Blaise...
Je lui ai déjà fabriqué les outillages de montage, mais il s'avere que certaines bagues qu'on lui a vendues sont alésées plus petit que les portées de l'arbre d'entraînement de pompe à huile.
Il va falloir les realeser dans le carter. Mon ami ne souhaite pas m'amener le carter-cylindres. Il n'a pas de machine-outil. Il va falloir enlever 5/10 sur le diametre.
L'objectif est de realéser les bagues neuves en place dans le carter en utilisant une perceuse portative
L'une des bagues est au fond d'un puit. Une autre bague de diametre nettement superieur se trouve à l'entrée du puit.
Il y a trop peu de degagement pour qu'on puisse utiliser un alesoir façon Paris. Je n'ai pas d'alesoir expansible de 22.
Aujourd'hui, je fabrique une queue spéciale pour un alesoir creux DIN 219 de 22.
Alesoir DIN 219
Tout d'abord, je realise un montage pour regler l'angle du chariot porte outil du tour à l'angle requis pour realiser le cône 1/30.
En mors doux, je fabrique une pointe en 42CD4 dans un rond de 10 prétraité. Elle servira a mettre en position sur le tour un mandrin DIN 219 à queue conique que j'ai en stock.
Ensuite, je monte mon mandrin à queue conique pour le palper au comparateur pour incliner le petit chariot du bon angle.
Il est absolument nécessaire que la hauteur de la touche du comparateur soit identique à celle de l'arête de l'outil qui usinera le cône. Sinon, la pente serait incorrecte.
Je dois ensuite monter la barre de 15CDV6 pretraité de diametre 14 qui servira pour realiser le mandrin de montage de l'alesoir.
Je change de mors doux. Je n'ai pas de mors déjà alésés à 14 mm.
Alesage de nouveaux mors.
Pour cette operation, les mors sont serrés sur un écrou.
Mors alesés à 14
Mandrin usiné
L'alesoir se monte parfaitement sur le mandrin.
Il faut maintenant assurer le guidage de l'alesoir en centrant la queue du mandrin dans la grosse bague située à l'entrée du puit. Évidemment, il ne faut pas endommager cette bague. Le centreur sera realisé en polyéthylène haute densité.
La bague a un alesage de 48. J'ai une chute de polyéthylène de 80. Pour me pas l'écraser (le polyéthylène c'est mou...) j'usine un troisième jeu de mors doux. Ça me donne l'occasion de vous montrer une methode que j'utilise quelquefois et presque toujours pour les mors doux interieurs. J'ai percé et alésé des trous radiaux de 20 mm dans des jeux de mors. Il suffit d'y enfoncer des morceaux de rond de 20 pour pouvoir prendre appui sur de grosses rondelles recupérées dans des chutes ou de vieilles cages de roulements.
Ici, ce n'est pas le cas, mais l'un des avantages de cette methode est qu'on peut aleser de part en part sans risquer une interference avec l'étoile qu'on utilise habituellement.
Après un ebavurage, les mors peuvent serrer le polyéthylène sans le marquer.
Finition de l'alesage à la cote de la queue du mandin de montage DIN 219
Essai de l'ajustement sur le tour
Et ebavurage. Même en tournant lentement, le PEHD ça bave.
L'outil prêt pour le service
Alèse Blaise...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8092
Date d'inscription : 11/08/2010
11110101101 aime ce message
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
TRD Mer 26 Juin 2024, 21:53
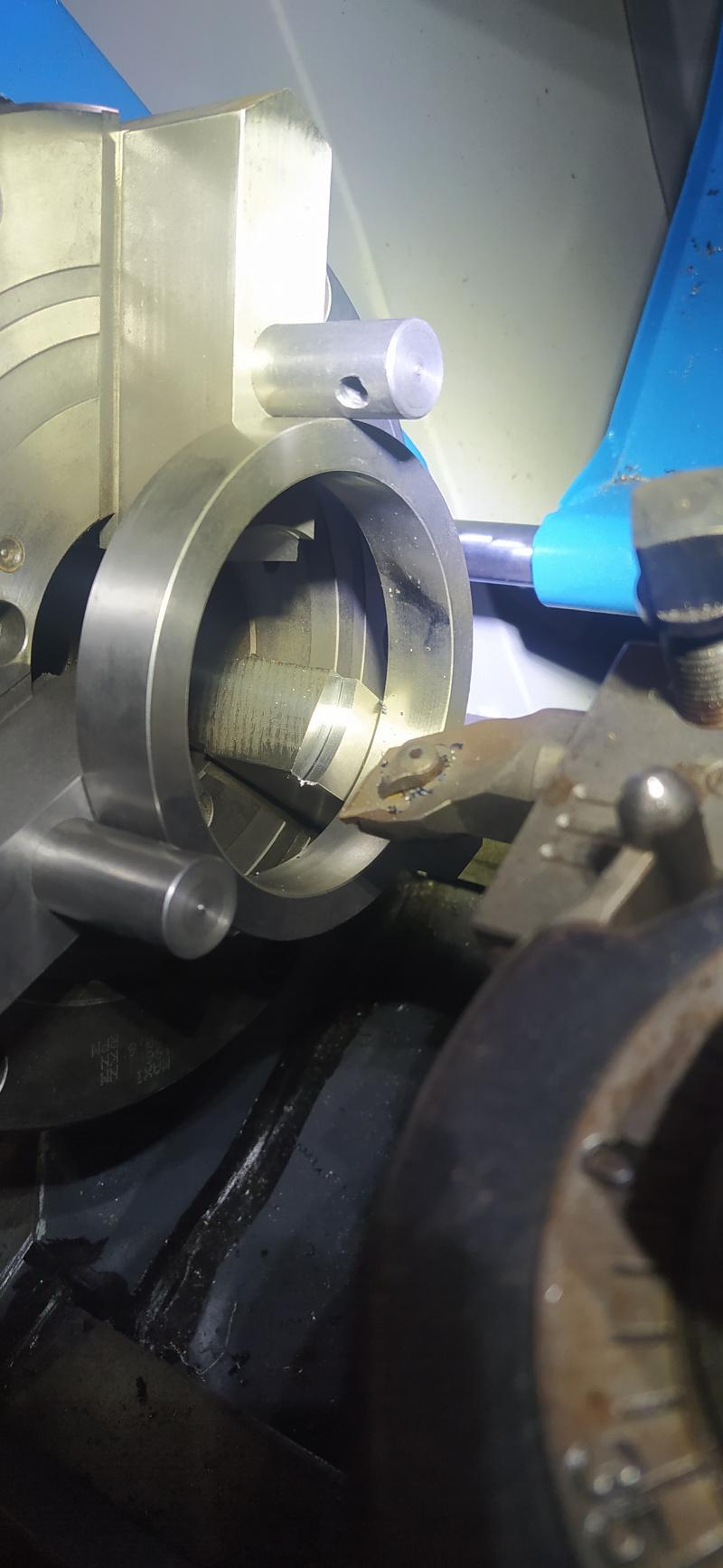
Alesage d'une bague. L'ebauche à + 0,03 à été faite en pince sur HBX360.
La finition est realisée au vilebrequin bague en place dans le carter.

Sortie de l'alésoir

Quatre heures plus tard
La finition est realisée au vilebrequin bague en place dans le carter.
Sortie de l'alésoir
Quatre heures plus tard
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8092
Date d'inscription : 11/08/2010
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
TRD Jeu 27 Juin 2024, 22:42
Petite précision concernant les trous radiaux alésés à 20 dans les mors doux pour faciliter leur alesage.
Sur les mors en photo, ces alesages sont au centre des mors. Ces mors sont des mors reversibles. Pour les mors non -reversibles conventionnels, je realise generalement ces alesages sur un grand rayon pour utiliser au maximum les mors.
Sur les mors rapportés sur semelles trempées, je me sers des lamages prevus pour noyer les têtes de vis. Il y en a deux par mors.
Comme vous pouvez le voir sur la photo, les pions de 20 qui rentrent dans les alesages ont un taraudage M8. C'est fait pour pouvoir ajuster la position des mors sans être obligé de faire un anneau spécial à chaque fois.
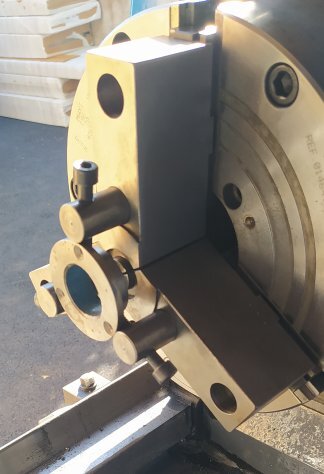
Ça ne fonctionne pas bien. Les pions peuvent tourner. Pour la sécurité, il vaut mieux faire trous taraudages dans l'anneau. Mais ça impose de monter un diviseur, ou au minimum un indexeur sur une perceuse ou une fraiseuse pour realiser les avant-trous. Et ce n'est de toute façon pas possible dans une cage de roulement.
Bref, si quelqu'un a une idée pour ameliorer ma façon de procéder je suis preneur.
J'utilise aussi régulièrement des étoiles conventionnelles. Mais justement pour eviter de sortir le diviseur, je fabrique les miennes avec des ecrous à six pans. C'est facile et vite fait.

Sur les mors en photo, ces alesages sont au centre des mors. Ces mors sont des mors reversibles. Pour les mors non -reversibles conventionnels, je realise generalement ces alesages sur un grand rayon pour utiliser au maximum les mors.
Sur les mors rapportés sur semelles trempées, je me sers des lamages prevus pour noyer les têtes de vis. Il y en a deux par mors.
Comme vous pouvez le voir sur la photo, les pions de 20 qui rentrent dans les alesages ont un taraudage M8. C'est fait pour pouvoir ajuster la position des mors sans être obligé de faire un anneau spécial à chaque fois.
Ça ne fonctionne pas bien. Les pions peuvent tourner. Pour la sécurité, il vaut mieux faire trous taraudages dans l'anneau. Mais ça impose de monter un diviseur, ou au minimum un indexeur sur une perceuse ou une fraiseuse pour realiser les avant-trous. Et ce n'est de toute façon pas possible dans une cage de roulement.
Bref, si quelqu'un a une idée pour ameliorer ma façon de procéder je suis preneur.
J'utilise aussi régulièrement des étoiles conventionnelles. Mais justement pour eviter de sortir le diviseur, je fabrique les miennes avec des ecrous à six pans. C'est facile et vite fait.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8092
Date d'inscription : 11/08/2010
hpvectravl et cancer49 aiment ce message
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
Rogerrr Sam 29 Juin 2024, 15:29
Bravo pour la réalisation
Rogerrr- Nouveau

- Messages : 2
Date d'inscription : 29/06/2024
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
michel80 Jeu 01 Aoû 2024, 12:01
Bonjour à tous
Beau travail
C est quoi comme tour
Michel
Beau travail
C est quoi comme tour
Michel
michel80- Membre confirmé

- Messages : 13
Date d'inscription : 06/08/2014
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
TRD Jeu 01 Aoû 2024, 12:08
Cazeneuve HBY 590 et Cazeneuve HBX 360. J'utilise deux machines, pour limiter les changements d'outillage. Mais on aurait pu tout faire sur une seule
N'importe quel tour correct aurait pu convenir. Ce sont des travaux simples.
N'importe quel tour correct aurait pu convenir. Ce sont des travaux simples.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8092
Date d'inscription : 11/08/2010
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
michel80 Jeu 01 Aoû 2024, 17:36
Oui cazeneuve c est bon tourTRD a écrit:Cazeneuve HBY 590 et Cazeneuve HBX 360. J'utilise deux machines, pour limiter les changements d'outillage. Mais on aurait pu tout faire sur une seule
N'importe quel tour correct aurait pu convenir. Ce sont des travaux simples.
Hbx un peu de fuite au niveau variateur
J ai un celtic12
Michel
michel80- Membre confirmé
- Messages : 13
Date d'inscription : 06/08/2014
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
TRD Jeu 01 Aoû 2024, 19:20
C'est bizarre cette habitude de dire que les variateurs d'HBX pissent l'huile quand on n'en a pas soi-même.
Depuis trois ans, j'ai rajouté du fluide de coupe, de l'huile dans le transversal, mais pas une goutte dans le groupe hydraulique.
Depuis trois ans, j'ai rajouté du fluide de coupe, de l'huile dans le transversal, mais pas une goutte dans le groupe hydraulique.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8092
Date d'inscription : 11/08/2010
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
michel80 Jeu 01 Aoû 2024, 23:18
Non je n ai pas hbx mon copain a un hbx
J ai fait une pièce justement pour les petits suintement au niveau
De la poulie
Le roulement de broche avait bleui
Reprise de l arbre en rectif cylindre
Et il a ajouté 2 manomètres
Ce n est pas une critique j ai passé mon bep il y'a 40 ans dessus
C est un tour que j aime bien désolé
Michel
J ai fait une pièce justement pour les petits suintement au niveau
De la poulie
Le roulement de broche avait bleui
Reprise de l arbre en rectif cylindre
Et il a ajouté 2 manomètres
Ce n est pas une critique j ai passé mon bep il y'a 40 ans dessus
C est un tour que j aime bien désolé
Michel
michel80- Membre confirmé
- Messages : 13
Date d'inscription : 06/08/2014
Re: Remplacement de bagues en bronze dans un moteur de Lada Niva
TRD Ven 02 Aoû 2024, 07:25
Il y a un reglage de debit vers la broche. Il faut verifier qu'il est reglé correctement. La procédure est decrite dans le manuel. Manuel disponible dans la rubrique consacrée sur ce forum.
Une machine en bon etat ne fuit pas.
Principales causes de fuites pour ceux qui en ont eu :
Joints désagrégés (les premiers tours ont 60 ans, le remplacement des joints coûte une centaine d'Euros), viscosité de l'huile incorrecte (le lubrifiant preconisé dans le manuel n'existe plus, mais il y a des produits de remplacement que certains ne font pas l'effort de rechercher : ISO HV 32), reglage de pression incorrect (18 bars au maximum.)
Ceux qui ne veulent pas gerer ça peuvent acheter un HBX360 i dont la commande du variateur est electro-mécanique.
Mais sur tous les forums, il y a des gens qui colportent cette histoire de fuite qui selon leurs dires serait inévitable. C'est tout le problème d'Internet où un cas isolé devient une vérité universelle par l'écran à souris (pas de bouche à oreille sur Internet...)
Une machine en bon etat ne fuit pas.
Principales causes de fuites pour ceux qui en ont eu :
Joints désagrégés (les premiers tours ont 60 ans, le remplacement des joints coûte une centaine d'Euros), viscosité de l'huile incorrecte (le lubrifiant preconisé dans le manuel n'existe plus, mais il y a des produits de remplacement que certains ne font pas l'effort de rechercher : ISO HV 32), reglage de pression incorrect (18 bars au maximum.)
Ceux qui ne veulent pas gerer ça peuvent acheter un HBX360 i dont la commande du variateur est electro-mécanique.
Mais sur tous les forums, il y a des gens qui colportent cette histoire de fuite qui selon leurs dires serait inévitable. C'est tout le problème d'Internet où un cas isolé devient une vérité universelle par l'écran à souris (pas de bouche à oreille sur Internet...)
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8092
Date d'inscription : 11/08/2010
Contenu sponsorisé
Page 1 sur 2 • 1, 2
» Tolérances pour bagues bronze?
» Tournage bagues bronze,matière première et fabrication appareil tournage sphérique
» Réalisation vilebrequin à 2 manetons dans la masse, pour un moteur à vapeur [NECTOUX Pierre}
» Bagues entretoises porte fraise
» Usiner des bagues sur un barreau de téflon
» Tournage bagues bronze,matière première et fabrication appareil tournage sphérique
» Réalisation vilebrequin à 2 manetons dans la masse, pour un moteur à vapeur [NECTOUX Pierre}
» Bagues entretoises porte fraise
» Usiner des bagues sur un barreau de téflon
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|