
Numérisation Tour HBM 300
+6
kalain
Xav1er
Lil
BEROLA
brise-copeaux
charly 57
10 participants
Passion-Usinages :: CNC :: Machines CNC :: Tours CN
Page 3 sur 5
Page 3 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5
Re: Numérisation Tour HBM 300
Invité Lun 20 Mai 2013, 09:10
Bonjour à tous,
Le montage mécanique du codeur est terminé. J'ai tourné pas mal de temps autour d'une solution avec poulies et courroie crantée comme je l'avais fait avec CNC-TEST mais finalement je me suis arrêté sur une autre solution plus simple.
Cette solution me laisse le passage dans la broche libre, ce qui est bien pratique pour installer une butée de broche réglable pour faire de la série, pour passer la barre à usiner, pour installer un mandrin à pinces et pour extraire éventuellement le CM3 du cône de la broche.
Le tour est livré d'origine avec un inverseur mécanique et comme je ne l'utilise plus avec la numérisation, je me suis aperçu que je pouvais récupérer le pignon de 45 dents de cet inverseur (sans lui faire aucune modification), le monter sur un codeur et l’entraîner directement avec le pignon existant de la broche. Ce pignon est en plastique POM qui offre l'avantage du silence d'engrènement.
De plus, grâce à de simples lumières permettant de régler l'entre-axe des engrenages, je peux régler le jeu à la denture au strict minimum et avoir ainsi une précision d'asservissement optimale.
Caractéristiques du codeur :
Diamètre extérieur 58
360 points par tour
Alimentation 5V - Signaux 5V RS422 A B Z /A /B /Z
Arbre traversant diamètre 10
Vitesse max 12000 Tr/mn
NOTA : Avec un codeur ayant un nombre de points par tour inférieur, 100 points par exemple, l'asservissement sera tout à fait correct, cette valeur de 100 points est d'ailleurs la valeur choisie pour l'exemple dans le manuel de LinuxCNC.
Un nombre de points supérieur, 1000 points par tour fonctionne également mais à mon avis, l’extrême précision obtenue n'est pas justifiée pour cette application.
Pour info, j'ai essayé avec un codeur qui avait une résolution nettement supérieure de 3600 points par tour et LinuxCNC arrivait à gérer tous les signaux même en quadrature.
Le détail en images :
Le codeur et son connecteur :

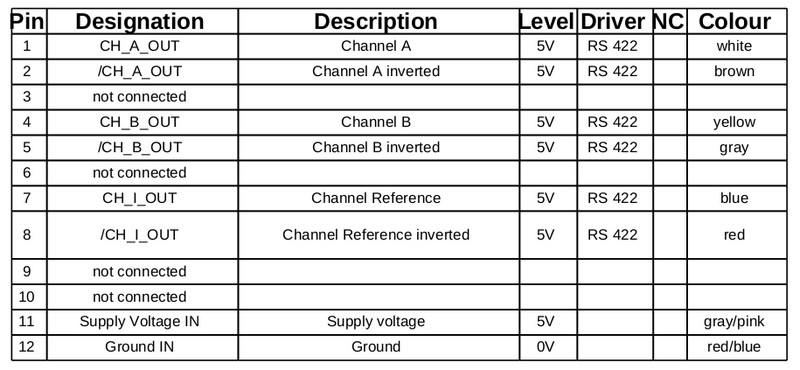
Branchement des pins du codeur :
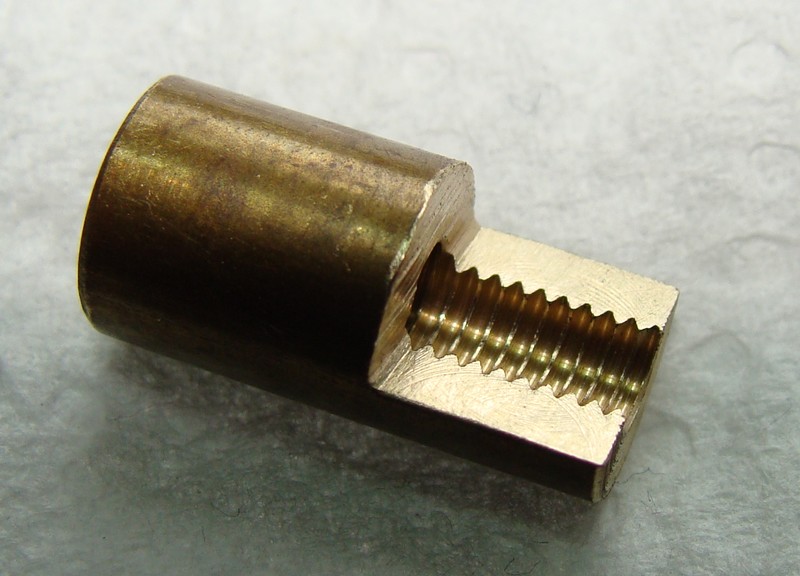
Le pignon 45 dents récupéré de l'inverseur :

Vue en coupe (codeur et broche pas dessinés) :

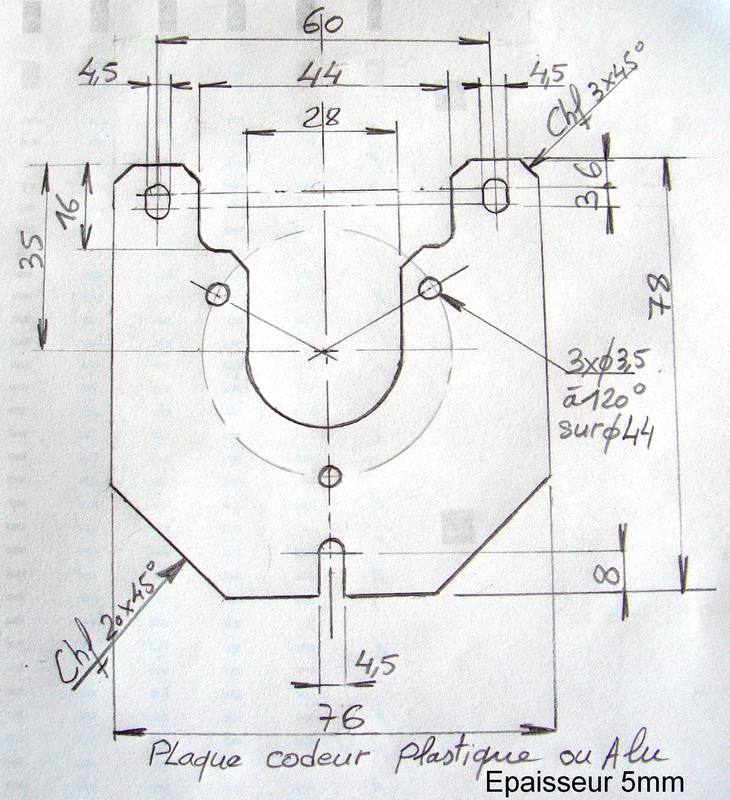
Le plan de la plaque support codeur :
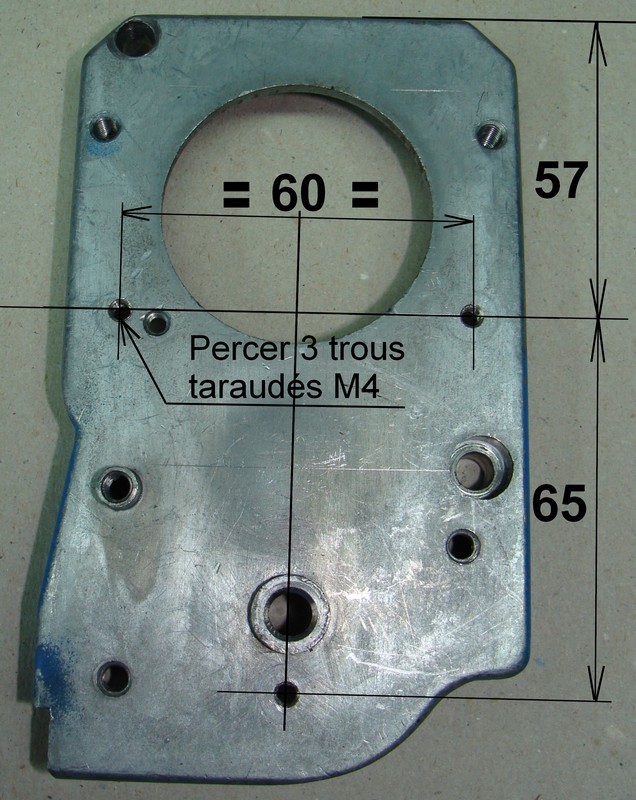
La modification du carter tour avec le perçage de 3 trous taraudés M4 :
L'ensemble des pièces avant montage :

Montage du codeur :

Le codeur monté :

Encodage :
Tour-HBM-Video9 par dm_50361f6eb244d
a+
j-e
Le montage mécanique du codeur est terminé. J'ai tourné pas mal de temps autour d'une solution avec poulies et courroie crantée comme je l'avais fait avec CNC-TEST mais finalement je me suis arrêté sur une autre solution plus simple.
Cette solution me laisse le passage dans la broche libre, ce qui est bien pratique pour installer une butée de broche réglable pour faire de la série, pour passer la barre à usiner, pour installer un mandrin à pinces et pour extraire éventuellement le CM3 du cône de la broche.
Le tour est livré d'origine avec un inverseur mécanique et comme je ne l'utilise plus avec la numérisation, je me suis aperçu que je pouvais récupérer le pignon de 45 dents de cet inverseur (sans lui faire aucune modification), le monter sur un codeur et l’entraîner directement avec le pignon existant de la broche. Ce pignon est en plastique POM qui offre l'avantage du silence d'engrènement.
De plus, grâce à de simples lumières permettant de régler l'entre-axe des engrenages, je peux régler le jeu à la denture au strict minimum et avoir ainsi une précision d'asservissement optimale.
Caractéristiques du codeur :
Diamètre extérieur 58
360 points par tour
Alimentation 5V - Signaux 5V RS422 A B Z /A /B /Z
Arbre traversant diamètre 10
Vitesse max 12000 Tr/mn
NOTA : Avec un codeur ayant un nombre de points par tour inférieur, 100 points par exemple, l'asservissement sera tout à fait correct, cette valeur de 100 points est d'ailleurs la valeur choisie pour l'exemple dans le manuel de LinuxCNC.
Un nombre de points supérieur, 1000 points par tour fonctionne également mais à mon avis, l’extrême précision obtenue n'est pas justifiée pour cette application.
Pour info, j'ai essayé avec un codeur qui avait une résolution nettement supérieure de 3600 points par tour et LinuxCNC arrivait à gérer tous les signaux même en quadrature.
Le détail en images :
Le codeur et son connecteur :
Branchement des pins du codeur :
Le pignon 45 dents récupéré de l'inverseur :
Vue en coupe (codeur et broche pas dessinés) :
Le plan de la plaque support codeur :
La modification du carter tour avec le perçage de 3 trous taraudés M4 :
L'ensemble des pièces avant montage :
Montage du codeur :
Le codeur monté :
Encodage :
Tour-HBM-Video9 par dm_50361f6eb244d
a+
j-e
Invité- Invité
Re: Numérisation Tour HBM 300
charly 57 Lun 20 Mai 2013, 09:52
Bonjour
Génial ton montage, et en plus, ton codeur ne va pas se sauver .....
Si j'ai bien suivi, pour la liaison informatique, tu as raccordé directement les sorties A, B et Z sur des entrées d'une carte port // et LINUX CNC les exploite selon les paramètres que tu as fixé. Me trompe - je ?
Bonne journée
Génial ton montage, et en plus, ton codeur ne va pas se sauver .....
Si j'ai bien suivi, pour la liaison informatique, tu as raccordé directement les sorties A, B et Z sur des entrées d'une carte port // et LINUX CNC les exploite selon les paramètres que tu as fixé. Me trompe - je ?
Bonne journée
charly 57- Chevronné

- Messages : 442
Date d'inscription : 30/09/2010
Les premiers copeaux
Invité Lun 20 Mai 2013, 10:23
Bonjour à tous,
Enfin les premiers copeaux ! Encore du taraudage, mais c'est une obsession ?
J'ai tellement fait de trous taraudés avec un tourne à gauche ou en poussant et tirant la contre pointe du tour que je vais pouvoir apprécier maintenant cette opération automatisée surtout pour les séries de pièces.
A la suite du tour, je compte d'ailleurs numériser une petite fraiseuse sur laquelle le taraudage sera possible grâce à l'expérience acquise avec cette numérisation.
Un 1er taraudage M4x0.7 à 500 Tr/mn dans de l'alu.
Tour-HBM-Video10 par dm_50361f6eb244d
Le programme de la vidéo précédente :
(cycle de taraudage M4x0.7 profondeur 10)
G17 (plan de travail ZX)
G7 (mode diamètre pour un tour : X60 correspond à diamètre pièce 60)
G21 (unités machine = mm)
G40 (annulation compensation rayon d'outil)
G49 (annulation compensation longueur d'outil)
G54 (système coordonnées N°1)
G80 (Révocation des codes modaux)
G90 (mode distance absolue)
G94 (vitesse en mode unités par minute)
T3M6 (appel outil N°3)
G0 X0 Z5 (mouvement rapide au point de départ taraudage rigide)
M3 S500 (marche avant à 500 tr/mn)
G33.1 Z-10 K0.7 (cycle de taraudage rigide prof 10 pas 0.7)
G0 Z5 (déplacement en rapide à Z5)
X60 (déplacement en rapide à X60)
M2 (fin de programme)
La pièce coupée qui permet de vérifier qu'il n'y a pas eu de chevauchement des filets :

Un autre M4x0.7, cette fois une profondeur de 18 mm dans du laiton avec un cycle de débourrage en 3 passes.
Tour-HBM-Video11 par dm_50361f6eb244d
Le programme de la vidéo précédente :
(cycle de taraudage M4x0.7 profondeur 18 avec débourrage)
G17 (plan de travail ZX)
G7 (mode diamètre pour un tour : X60 correspond à diamètre pièce 60)
G21 (unités machine = mm)
G40 (annulation compensation rayon d'outil)
G49 (annulation compensation longueur d'outil)
G54 (système coordonnées N°1)
G80 (Révocation des codes modaux)
G90 (mode distance absolue)
G94 (vitesse en mode unités par minute)
T3M6 (appel outil N°3)
G0 X0 Z5 (mouvement rapide au point de départ taraudage rigide)
M3 S500 (marche avant à 500 tr/mn)
G33.1 Z-6 K0.7 (cycle de taraudage rigide prof 6 pas 0.7)
G33.1 Z-12 K0.7 (cycle de taraudage rigide prof 12 pas 0.7)
G33.1 Z-18 K0.7 (cycle de taraudage rigide prof 18 pas 0.7)
G0 Z5 (déplacement en rapide à Z5)
X60 (déplacement en rapide à X60)
M2 (fin de programme)
La pièce coupée qui permet de vérifier qu'il n'y a pas eu de chevauchement des filets malgré les 3 passes :
a+
j-e
Enfin les premiers copeaux ! Encore du taraudage, mais c'est une obsession ?
J'ai tellement fait de trous taraudés avec un tourne à gauche ou en poussant et tirant la contre pointe du tour que je vais pouvoir apprécier maintenant cette opération automatisée surtout pour les séries de pièces.
A la suite du tour, je compte d'ailleurs numériser une petite fraiseuse sur laquelle le taraudage sera possible grâce à l'expérience acquise avec cette numérisation.
Un 1er taraudage M4x0.7 à 500 Tr/mn dans de l'alu.
Tour-HBM-Video10 par dm_50361f6eb244d
Le programme de la vidéo précédente :
(cycle de taraudage M4x0.7 profondeur 10)
G17 (plan de travail ZX)
G7 (mode diamètre pour un tour : X60 correspond à diamètre pièce 60)
G21 (unités machine = mm)
G40 (annulation compensation rayon d'outil)
G49 (annulation compensation longueur d'outil)
G54 (système coordonnées N°1)
G80 (Révocation des codes modaux)
G90 (mode distance absolue)
G94 (vitesse en mode unités par minute)
T3M6 (appel outil N°3)
G0 X0 Z5 (mouvement rapide au point de départ taraudage rigide)
M3 S500 (marche avant à 500 tr/mn)
G33.1 Z-10 K0.7 (cycle de taraudage rigide prof 10 pas 0.7)
G0 Z5 (déplacement en rapide à Z5)
X60 (déplacement en rapide à X60)
M2 (fin de programme)
La pièce coupée qui permet de vérifier qu'il n'y a pas eu de chevauchement des filets :
Un autre M4x0.7, cette fois une profondeur de 18 mm dans du laiton avec un cycle de débourrage en 3 passes.
Tour-HBM-Video11 par dm_50361f6eb244d
Le programme de la vidéo précédente :
(cycle de taraudage M4x0.7 profondeur 18 avec débourrage)
G17 (plan de travail ZX)
G7 (mode diamètre pour un tour : X60 correspond à diamètre pièce 60)
G21 (unités machine = mm)
G40 (annulation compensation rayon d'outil)
G49 (annulation compensation longueur d'outil)
G54 (système coordonnées N°1)
G80 (Révocation des codes modaux)
G90 (mode distance absolue)
G94 (vitesse en mode unités par minute)
T3M6 (appel outil N°3)
G0 X0 Z5 (mouvement rapide au point de départ taraudage rigide)
M3 S500 (marche avant à 500 tr/mn)
G33.1 Z-6 K0.7 (cycle de taraudage rigide prof 6 pas 0.7)
G33.1 Z-12 K0.7 (cycle de taraudage rigide prof 12 pas 0.7)
G33.1 Z-18 K0.7 (cycle de taraudage rigide prof 18 pas 0.7)
G0 Z5 (déplacement en rapide à Z5)
X60 (déplacement en rapide à X60)
M2 (fin de programme)
La pièce coupée qui permet de vérifier qu'il n'y a pas eu de chevauchement des filets malgré les 3 passes :
a+
j-e
Dernière édition par jean-emile le Lun 20 Mai 2013, 11:26, édité 1 fois (Raison : Ajout d'images)
Invité- Invité
Re: Numérisation Tour HBM 300
BEROLA Lun 20 Mai 2013, 10:47
Bonjour
belle réalisation !
sera elle rentabilisée par d'importante séries de pièces ?
@+ jc
belle réalisation !
sera elle rentabilisée par d'importante séries de pièces ?
@+ jc
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)

BEROLA- Chevronné
- Messages : 2853
Date d'inscription : 13/12/2010
Re: Numérisation Tour HBM 300
Invité Lun 20 Mai 2013, 11:52
charly 57 a écrit:Bonjour
Génial ton montage, et en plus, ton codeur ne va pas se sauver .....
Si j'ai bien suivi, pour la liaison informatique, tu as raccordé directement les sorties A, B et Z sur des entrées d'une carte port // et LINUX CNC les exploite selon les paramètres que tu as fixé. Me trompe - je ?
Bonne journée
Bonjour Charly,
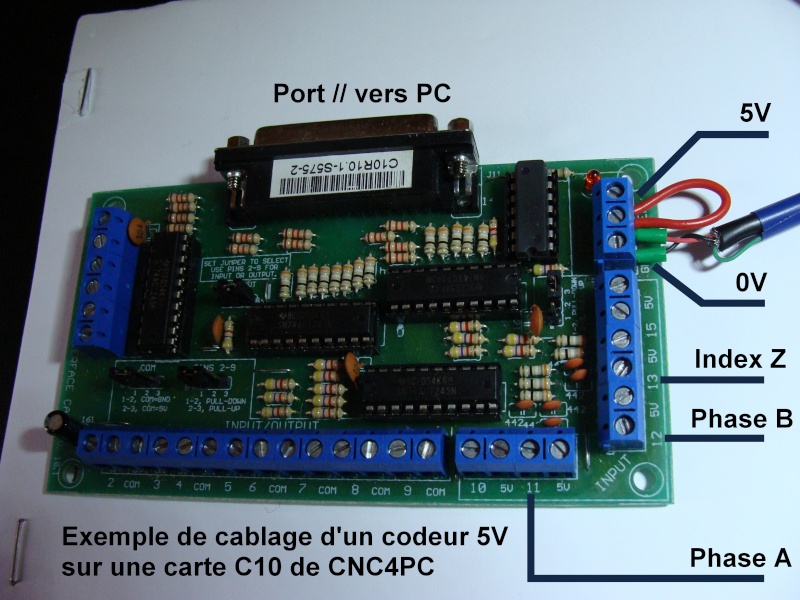
Oui c'est comme sur CNC-TEST, je remets la photo du branchement utilisé. Les 5 gros traits noirs à droite sont les connexions du codeur. On peut remarquer que l'alimentation du codeur est reprise sur celle de la carte (5V)
Pour ce qui est de LinuxCNC, je mettrai toute la configuration informatique du tour quand j'aurais terminé la description de la mécanique : il reste les axes X et Z et je compte faire des portes outils pour supprimer le petit chariot inclinable qui n'est plus justifié avec la numérisation.
a+
j-e
Dernière édition par jean-emile le Lun 20 Mai 2013, 14:22, édité 1 fois (Raison : Ajout de texte)
Invité- Invité
Re: Numérisation Tour HBM 300
Invité Lun 20 Mai 2013, 12:06
BEROLA a écrit:Bonjour
belle réalisation !
sera elle rentabilisée par d'importante séries de pièces ?
@+ jc
Bonjour BEROLA,
Merci pour votre message mais je ne suis qu'un amateur et je laisse les importantes séries de pièces aux entreprises qui ont le matériel adapté.
Mes séries de pièces sont relativement modestes, il peut y avoir facilement plus de cent trous taraudés pour une dizaine de pièces usinées.
Il m'est aussi arrivé de fabriquer une série de 10 moteurs à vapeur et de faire tous les taraudages M2 à la main et la c'est une galère que je ne renouvellerai pas.
Quand à la rentabilité, c'est un mot que je n'utilise plus depuis longtemps avec mes passions coûteuses :-)
a+
j-e
Invité- Invité
M2,5 x 0,45 Profondeur 8
Invité Lun 20 Mai 2013, 19:24
Une autre vidéo, cette fois c'est un taraud M2,5 qui est utilisé.
Tour-HBM-Video12(M2.5x0.45-laiton-debourrage) par dm_50361f6eb244d
a+
j-e
Tour-HBM-Video12(M2.5x0.45-laiton-debourrage) par dm_50361f6eb244d
a+
j-e
Invité- Invité
Re: Numérisation Tour HBM 300
Lil Mar 21 Mai 2013, 06:24
Hello Jean-Emile 
L'utilisation du taraud sur le tour nécessite qu'il soit libre axialement mais verrouillé en rotation.
Il ne faut pas imposer une avance au taraud car c'est lui qui impose sa propre avance, sinon tu risques un certain jeu dans le filet (comme une filière).
C'est différent d'un filetage à l'outil (intérieur ou extérieur) où dans ces cas là, tu imposes l'avance.
Ou lorsque tu utilises une fraise à fileter, où tu imposes l'avance ET le déplacement radial (*)
Amitiés
(*) Fais attention à tes tarauds. Un taraud hélicoïdal pour trou borgne risque de ne pas supporter le traitement.
L'utilisation du taraud sur le tour nécessite qu'il soit libre axialement mais verrouillé en rotation.
Il ne faut pas imposer une avance au taraud car c'est lui qui impose sa propre avance, sinon tu risques un certain jeu dans le filet (comme une filière).
C'est différent d'un filetage à l'outil (intérieur ou extérieur) où dans ces cas là, tu imposes l'avance.
Ou lorsque tu utilises une fraise à fileter, où tu imposes l'avance ET le déplacement radial (*)
Amitiés
(*) Fais attention à tes tarauds. Un taraud hélicoïdal pour trou borgne risque de ne pas supporter le traitement.
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Re: Numérisation Tour HBM 300
BEROLA Mar 21 Mai 2013, 08:35
Bonjour
Je suis d’accord sur l’explication de Lil , un taraud doit gérer lui-même son avancement
C’est pour cela que j’utilise un appareil a tarauder monté sur la poupée mobile du tour
J’utilise aussi ma perceuse comme une taraudeuse car elle est équipée de deux variateurs
Un mécanique , Varihainaut , associé a un électronique Mitsubischi .
On peut régler vitesse et couple indépendamment de Zéro à plus de 5000 tr/mn.
On taraude depuis M 1,2 jusqu’à M 8 sans risque de casse.
Tarauder de cette façon devient un vrai plaisir , les séries ? ….. de la rigolade !
Pour les plus gros diamètres je fais ça à l'outil
@+ jc
Je suis d’accord sur l’explication de Lil , un taraud doit gérer lui-même son avancement
C’est pour cela que j’utilise un appareil a tarauder monté sur la poupée mobile du tour
J’utilise aussi ma perceuse comme une taraudeuse car elle est équipée de deux variateurs
Un mécanique , Varihainaut , associé a un électronique Mitsubischi .
On peut régler vitesse et couple indépendamment de Zéro à plus de 5000 tr/mn.
On taraude depuis M 1,2 jusqu’à M 8 sans risque de casse.
Tarauder de cette façon devient un vrai plaisir , les séries ? ….. de la rigolade !
Pour les plus gros diamètres je fais ça à l'outil
@+ jc
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)
BEROLA- Chevronné
- Messages : 2853
Date d'inscription : 13/12/2010
Re: Numérisation Tour HBM 300
Xav1er Mar 21 Mai 2013, 18:51
BonjourLil a écrit:L'utilisation du taraud sur le tour nécessite qu'il soit libre axialement mais verrouillé en rotation....
même si je suis d'accord sur le principe de taraudage... Je crois que le but de l'essai n'est pas de tarauder mais de contrôler la synchronisation broche avance : et sur ce point c'est un essai très probant : bravo !

sûr, avec un taraud de M2.5 ça ne supporte pas l'écart asservissement !
Xav1er- Nouveau

- Messages : 9
Date d'inscription : 30/04/2013
Re: Numérisation Tour HBM 300
Invité Mar 21 Mai 2013, 21:44
Bonjour à tous,
Merci pour les 3 précédents messages, voici un exemple de partage d'idées de personnes très compétentes qui sera vraiment enrichissant pour le futur lecteur.
J'espère que la fonction taraudage de LinuxCNC ne vous taraudera pas trop :-)
C'est une fonction qu'il a été intéressante pour moi de tester sur une machine chinoise d’amateur sans vis à bille mais cependant sans jeu. Cette fonction est incluse d'origine dans le logiciel, les développeurs bénévoles de LinuxCNC ont vraiment bien travaillé !
J'ai eu du plaisir à partager mes essais sur le forum et j'espère qu'ils donneront envie à d'autres personnes de mettre en pratique ce logiciel.
Il n'y a rien à faire à part taper G33.1 Z(profondeur du trou taraudé) K(valeur du pas) sur une ligne de gcode
C'était d'ailleurs pour moi une sorte de challenge car malgré mes recherches sur les forums français, je n'ai jamais trouvé de sujet détaillant cet asservissement et il a fallu que je lise et relise le manuel et que je fréquente quelque temps les forums US.
La quasi-totalité des machines CNC industrielles, particulièrement les plus anciennes ne disposent pas de l’option « taraudage rigide » qui impose une parfaite synchronisation sans jeu des mouvements de la machine. Dans ce cas, il est obligatoire d’utiliser un mandrin de compensation pour éviter les bris de tarauds comme l'ont bien expliqué les membres précédents.
Productivité oblige et évolution des techniques, nous sommes à l’ère du tout numérique. Nos industriels utilisent des vitesses de plus en plus rapides et la limite des mandrins à compensation mécanique est atteinte avec une grande vitesse de taraudage : les mouvements sont tellement rapides qu’il se produit une sorte d’effet dynamique néfaste, une sorte de flottement qui provoque la casse du taraud dans certains cas.
Avec le taraudage rigide qui a permis une progression technique de ce type d'usinage, accélération et décélération de la broche sont parfaitement synchronisés avec l’axe Z sur toute la longueur du déplacement, de l’arrêt à la pleine vitesse et quelle que soit la vitesse même très élevée.
Mon tour HBM à 500 euros numérisé avec ses petits 25 mm/s d'avance maximum sans vis à billes et ses 2000 Tr/mn à la broche n'est absolument pas comparable à un tour de production à 100000 euros ou bien plus, mais qu'est ce que je me suis fais plaisir à le numériser et à l'asservir.
a+
j-e
Merci pour les 3 précédents messages, voici un exemple de partage d'idées de personnes très compétentes qui sera vraiment enrichissant pour le futur lecteur.
J'espère que la fonction taraudage de LinuxCNC ne vous taraudera pas trop :-)
C'est une fonction qu'il a été intéressante pour moi de tester sur une machine chinoise d’amateur sans vis à bille mais cependant sans jeu. Cette fonction est incluse d'origine dans le logiciel, les développeurs bénévoles de LinuxCNC ont vraiment bien travaillé !
J'ai eu du plaisir à partager mes essais sur le forum et j'espère qu'ils donneront envie à d'autres personnes de mettre en pratique ce logiciel.
Il n'y a rien à faire à part taper G33.1 Z(profondeur du trou taraudé) K(valeur du pas) sur une ligne de gcode
C'était d'ailleurs pour moi une sorte de challenge car malgré mes recherches sur les forums français, je n'ai jamais trouvé de sujet détaillant cet asservissement et il a fallu que je lise et relise le manuel et que je fréquente quelque temps les forums US.
La quasi-totalité des machines CNC industrielles, particulièrement les plus anciennes ne disposent pas de l’option « taraudage rigide » qui impose une parfaite synchronisation sans jeu des mouvements de la machine. Dans ce cas, il est obligatoire d’utiliser un mandrin de compensation pour éviter les bris de tarauds comme l'ont bien expliqué les membres précédents.
Productivité oblige et évolution des techniques, nous sommes à l’ère du tout numérique. Nos industriels utilisent des vitesses de plus en plus rapides et la limite des mandrins à compensation mécanique est atteinte avec une grande vitesse de taraudage : les mouvements sont tellement rapides qu’il se produit une sorte d’effet dynamique néfaste, une sorte de flottement qui provoque la casse du taraud dans certains cas.
Avec le taraudage rigide qui a permis une progression technique de ce type d'usinage, accélération et décélération de la broche sont parfaitement synchronisés avec l’axe Z sur toute la longueur du déplacement, de l’arrêt à la pleine vitesse et quelle que soit la vitesse même très élevée.
Mon tour HBM à 500 euros numérisé avec ses petits 25 mm/s d'avance maximum sans vis à billes et ses 2000 Tr/mn à la broche n'est absolument pas comparable à un tour de production à 100000 euros ou bien plus, mais qu'est ce que je me suis fais plaisir à le numériser et à l'asservir.
a+
j-e
Invité- Invité
Page 3 sur 5 • 1, 2, 3, 4, 5
» Numérisation TOUR ACIMEX BL200L-1
» Numérisation tour bas de gamme
» Numérisation d'un tour cazeneuve HB500
» Numérisation de documentation
» Numérisation Sieg SX2
» Numérisation tour bas de gamme
» Numérisation d'un tour cazeneuve HB500
» Numérisation de documentation
» Numérisation Sieg SX2
Passion-Usinages :: CNC :: Machines CNC :: Tours CN
Page 3 sur 5
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|