
Chomienne PF25 et etau SAGOP
+5
Mjc22160
davidov
TRD
rabotnuc
Admin
9 participants
Page 1 sur 8
Page 1 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8 
Chomienne PF25 et etau SAGOP
Admin Sam 17 Juil 2021, 02:44
le sujet "Chomienne PF25" ayant ete supprimé par erreur, j'en reposte une copie
Titre modifié par la modération : ajout étau SAGOP
davidov a écrit:Bonjour à tous,
J'en parlais dans mon sujet de présentation. Voici la petite perceuse fraiseuse que j'ai déniché dernièrement.
Pas mal de boulot mais la base est bonne et surtout la mécanique ne semble pas avoir souffert ! Il manque quelques pièces facilement réalisables et la table croisée. C'est les premières versions, de l'époque VChomienne, avec une broche en Cm3.
Après démontage et sablage, mise en peinture et début de remontage
Les roulements sont neufs, faux rond de la broche de 1/100mm.
La partie basse du carter supérieur est cassée. J'ai tous les morceaux mais je ne sais pas comment le réparer, n'ayant pas de TIG AC/DC pour le resouder. Résine époxy ?






TRD a écrit:Salut
Tu as un Tig DC ?
davidov a écrit:Salut,
Non pas de TIG DC. Mais j'ai un Inverter avec option TIG (GYS E163) avec lequel j'ai fait un essai: sans apport, électrode lanthane diamètre 2.4mm, + à l'électrode, 7 l/min d'argon pur, I=110A.
Premier problème le tungstène fond directement. Je n'ai pas essayé avec plus d'argon. Tu penses que ça peut aider à préserver le tungstène ?
Autre problème, la pièce alu étant massive, toutes les calories partent dans la pièce et je n'arrive pas à fondre l'alu sous l'électrode (j'avais pris soin de brosser la pièce à la brosse métallique juste avant le soudage). Je n'ai pas essayé avec plus d'intensité vu que le tungstène part déjà en fumée...
J'ai aussi essayer avec le - à l'électrode mais sans succès, je n'arrive pas faire un bain de fusion.
TRD a écrit:Tu as raison pour la polarité il faut mettre le negatif sur la piece. Si tu peux monter des electrodes de 3,2, ça peut aider.
Mais il faut absolument prechauffer tes pieces en les mettant une heure dans un four menager à 240 degres.
Ensuite, il faut brosser énergiquement les zones à souder et immediatement souder avant que les pieces refroidissent.
Celà dit 110 amperes, c'est tres peu pour ce genre de pièce. Ça je le soude entre 180 et 220 Amperes (en AC) avec 10 litres / minute et une electrode de 3,2. On pourrait utiliser des electrodes de 4, mais il faut une torche adaptee. En plus, pour l'alu, il vaut mieux avoir une torche refroidie à l'eau.
https://thomas-racing.blog4ever.com/blog/le-soudage-seconde-partie-le-soudage-a-l-arc-a-l-electrode-enrobee-et-le-soudage-tig-1
C'est pas gagné.
L'alu se soude aussi au chalumeau. Mais ça, je ne sais pas le faire.
davidov a écrit:Ici le préchauffage permet juste de réduire les pertes de calories apportées par l'arc électriques? Ou alors il a aussi un but "thermomécanique" pour réduire les risques de fissuration ?
Je vais essayer avec une électrode de 3.2mm et un ampérage plus important. Tu me conseillerais une nuance d'électrode en particulier qui permettrait de mieux résister à la polarité inverse ?
TRD a écrit:Tungstene pur.
Les electrodes additivee augmentent l'emissivité. Et là l'ectrode est receptrice.
Le prechauffage, c'est pour reduire les pertes thermiques qui empechent la fusion.
Si tu ne parviens pas à souder, tu pourras faire un moulage en polyester ou carbone. Les carters de courroies des fraiseuses Vernier sont en polyester (8-10 mm) et ça dure depuis 50 ans pour les plus vieilles.
Les risques de fissuration sont tres faibles avec les alliages de fonderie parce qu'ils contiennent du silicium.
Alu pur : 23 a 24 10^-6
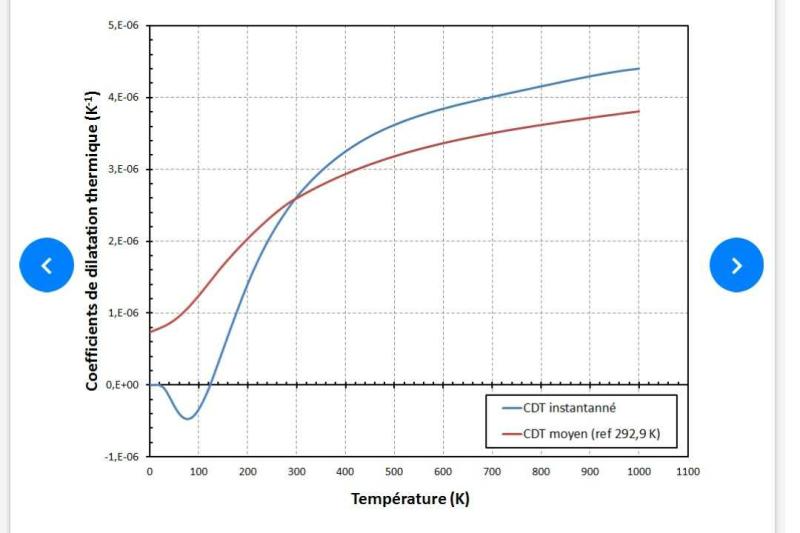
davidov a écrit:C'est noté pour l'électrode.
La courbe que tu présentes est valable pour le Si pur c'est ça ? Mais effectivement les alu de fonderie avec 15% de Si semblent plus avoir un CDT de 20 µm/m/K (plus faible que les 24 de l'alu pur donc).
Merci
TRD a écrit:Oui.
Les alliages difficiles a souder sont ceux au cuivre (AU..) : duralumin, Fortal (c'est une marque) et au zinc (AZ..) Zicral, Fortal HR, etc.
Les AG et AS sont generalement facilement soudables du point de vue metallurgique. Mais côté operatoire, il faut de la puissance. Surtout en DC..
Titre modifié par la modération : ajout étau SAGOP

Admin- Administrateur

- Messages : 1795
Date d'inscription : 03/07/2010
pf25
rabotnuc Sam 24 Juil 2021, 13:39
Pour la soudure tu peux aussi essayer au mig + argon, ça marche pas mal, j'ai été agréablement surpris.
rabotnuc- Passionné

- Messages : 56
Date d'inscription : 17/04/2011
Re: Chomienne PF25 et etau SAGOP
TRD Sam 24 Juil 2021, 17:13
Tout a fait. Mais il faut une torche courte pour que le fil avance bien. Et prechauffer.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7576
Date d'inscription : 11/08/2010
Re: Chomienne PF25 et etau SAGOP
davidov Dim 01 Aoû 2021, 08:22
J'ai refait des essais au TIG DC mais l'électrode fond directement. Elle tombe en gouttes !
130A, électrode 2.4, argon 10l/min.
J'essaie de réparer avec époxy+fibre. Ça semble bien!
130A, électrode 2.4, argon 10l/min.
J'essaie de réparer avec époxy+fibre. Ça semble bien!
davidov- Chevronné

- Messages : 224
Date d'inscription : 26/05/2021
Re: Chomienne PF25 et etau SAGOP
TRD Dim 01 Aoû 2021, 08:33
Attention.
Quand je parle d'epoxy plus fibre, c'est de la resine et du tissu, pas du mastic genre magasin de bricolage
Tu trouveras ça chez des fournisseurs pour fabrication de composites. Par exemple chez SF composites
https://www.sf-composites.com/
N'hesites pas à questionner le patron. Ce n'est pas juste un revendeur de bons produits. C'est aussi un type qui repare des bateaux. Il connait bien ce qu'il vend. Et il a un tres gros choix.
Avec ses produits, j'ai reparé des pieces de Formule 3. C'est beau, c'est solide, c'est sûr. Quand la vie d'un pilote est suspendue à la qualité d'un travail, on ne fait pas n'importe quoi.





Quand je parle d'epoxy plus fibre, c'est de la resine et du tissu, pas du mastic genre magasin de bricolage
Tu trouveras ça chez des fournisseurs pour fabrication de composites. Par exemple chez SF composites
https://www.sf-composites.com/
N'hesites pas à questionner le patron. Ce n'est pas juste un revendeur de bons produits. C'est aussi un type qui repare des bateaux. Il connait bien ce qu'il vend. Et il a un tres gros choix.
Avec ses produits, j'ai reparé des pieces de Formule 3. C'est beau, c'est solide, c'est sûr. Quand la vie d'un pilote est suspendue à la qualité d'un travail, on ne fait pas n'importe quoi.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7576
Date d'inscription : 11/08/2010
Re: Chomienne PF25 et etau SAGOP
davidov Dim 01 Aoû 2021, 13:27
Oui c'est bien de la résine et du tissus que j'ai utilisé.
Merci pour l'adresse c'est bon à savoir.
Pour cette réparation j'ai utilisé ma résine de marque Sicomin que j'utilise régulièrement et que j'avais en stock. Ce sont également de bons produits.
Pas de pompe à vide ici juste une imprégnation du tissus avec un pinceau. Le rendu esthétique n'est pas très important car la fibre est à l'intérieur du carter.
Merci pour l'adresse c'est bon à savoir.
Pour cette réparation j'ai utilisé ma résine de marque Sicomin que j'utilise régulièrement et que j'avais en stock. Ce sont également de bons produits.
Pas de pompe à vide ici juste une imprégnation du tissus avec un pinceau. Le rendu esthétique n'est pas très important car la fibre est à l'intérieur du carter.
davidov- Chevronné
- Messages : 224
Date d'inscription : 26/05/2021
Re: Chomienne PF25 et etau SAGOP
davidov Jeu 26 Aoû 2021, 08:20
Voici quelques nouvelles :
Les carters sont réparés. La solution avec fibre de verre convient parfaitement, c'est largement assez solide pour cette application.

Je suis en train de refaire la partie lectrique. Je comptais l'alimenter en 220V mono avec un condensateur. J'avais fait des essais à vide, ça fonctionnait bien. Une fois les courroies montées, le moteur démarre sans problème en petite vitesse mais n'arrive pas à partir en grande vitesse. Le manque de couple au démarrage se fait sentir...

Je vais donc piloter le moteur avec un variateur.
Une question quand même : en petite vitesse, moteur arrêté, on tourne difficilement la broche à la main. Cela est normal ?
Les carters sont réparés. La solution avec fibre de verre convient parfaitement, c'est largement assez solide pour cette application.
Je suis en train de refaire la partie lectrique. Je comptais l'alimenter en 220V mono avec un condensateur. J'avais fait des essais à vide, ça fonctionnait bien. Une fois les courroies montées, le moteur démarre sans problème en petite vitesse mais n'arrive pas à partir en grande vitesse. Le manque de couple au démarrage se fait sentir...
Je vais donc piloter le moteur avec un variateur.
Une question quand même : en petite vitesse, moteur arrêté, on tourne difficilement la broche à la main. Cela est normal ?
davidov- Chevronné
- Messages : 224
Date d'inscription : 26/05/2021
Re: Chomienne PF25 et etau SAGOP
TRD Jeu 26 Aoû 2021, 09:15
Bonjour
Ça commence à avoir de l'allure ! Felicitations.
Sans courroie, la broche doit etre completement folle. Avec, il y a toujours une resistance due au frottement des flancs dans kes gorges.
Ça commence à avoir de l'allure ! Felicitations.
Sans courroie, la broche doit etre completement folle. Avec, il y a toujours une resistance due au frottement des flancs dans kes gorges.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7576
Date d'inscription : 11/08/2010
Re: Chomienne PF25 et etau SAGOP
davidov Jeu 26 Aoû 2021, 09:51
Oui ça prend forme ! Pas très vite mais il y avait quand même un peu de travail.
Ok pour la broche. Cela doit être normal. Effectivement à vide elle tourne bien. Elle n'est pas folle car j'ai monté les roulements à la graisse (c'est peut-être une erreur ?) mais elle tourne facilement, et après quelques heures de fonctionnement, cela devrait s'améliorer.
Le prochain gros point sera la table croisée, achetée d'occasion en Allemagne.

La table est bien amochée (il y a vraiment des bourrins). Mais la construction est robuste et les glissières/vis semblent en bon état. Les dimensions sont de 650x300, elle pèse 80kg.
Pour l'instant elle est juste démontée et nettoyée. Je n'ai pas encore vérifié la planéité.
Suivant l'importance du défaut, soit je laisse en l'état (juste un coup de pierre pour faire propre), soit je me lance dans un grattage, soit je passe en rectif (mais là le budget explose).
Ok pour la broche. Cela doit être normal. Effectivement à vide elle tourne bien. Elle n'est pas folle car j'ai monté les roulements à la graisse (c'est peut-être une erreur ?) mais elle tourne facilement, et après quelques heures de fonctionnement, cela devrait s'améliorer.
Le prochain gros point sera la table croisée, achetée d'occasion en Allemagne.
La table est bien amochée (il y a vraiment des bourrins). Mais la construction est robuste et les glissières/vis semblent en bon état. Les dimensions sont de 650x300, elle pèse 80kg.
Pour l'instant elle est juste démontée et nettoyée. Je n'ai pas encore vérifié la planéité.
Suivant l'importance du défaut, soit je laisse en l'état (juste un coup de pierre pour faire propre), soit je me lance dans un grattage, soit je passe en rectif (mais là le budget explose).
davidov- Chevronné
- Messages : 224
Date d'inscription : 26/05/2021
Re: Chomienne PF25 et etau SAGOP
TRD Jeu 26 Aoû 2021, 10:02
Rectifier une table de perceuse, c'est le grand luxe.
Pourquoi ne pas reboucher les trous avec un melange de resine epoxy et de poussière de fonte et simplement fraiser le plan d'appui de l'étau ?
C'est la solution que la majorité des professionnels utilisent.
Il faut une fraiseuse de taille superieure, mais c'est facile à trouver.
Pourquoi ne pas reboucher les trous avec un melange de resine epoxy et de poussière de fonte et simplement fraiser le plan d'appui de l'étau ?
C'est la solution que la majorité des professionnels utilisent.
Il faut une fraiseuse de taille superieure, mais c'est facile à trouver.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7576
Date d'inscription : 11/08/2010
Page 1 sur 8 • 1, 2, 3, 4, 5, 6, 7, 8
» Etau de fraisage SAGOP
» Etau de fraisage SAGOP N° 0, 1, 2, 3, 4
» Etau de fraisage SAGOP RP 60 & RP 80
» Etau de fraisage SAGOP BT (base tournante)
» etau limeur Chomienne
» Etau de fraisage SAGOP N° 0, 1, 2, 3, 4
» Etau de fraisage SAGOP RP 60 & RP 80
» Etau de fraisage SAGOP BT (base tournante)
» etau limeur Chomienne
Page 1 sur 8
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|