
Question sur les cônes Morse
+3
TRD
Eric29
Alain84
7 participants
Page 2 sur 3
Page 2 sur 3 •  1, 2, 3
1, 2, 3
Re: Question sur les cônes Morse
TRD Sam 19 Juin 2021, 23:19
Sage decision.
Ça y est, je sais où j'ai vu un truc qui ressemble à mon idee et vous allez voir, c'est du serieux, pas de la becane de lopette...
Les mandrins des tours Cazeneuve, rien que ça... sont tenus par des vis coniques sur les broches. Et j'ai jamais entendu dire qu'ils se débinent...
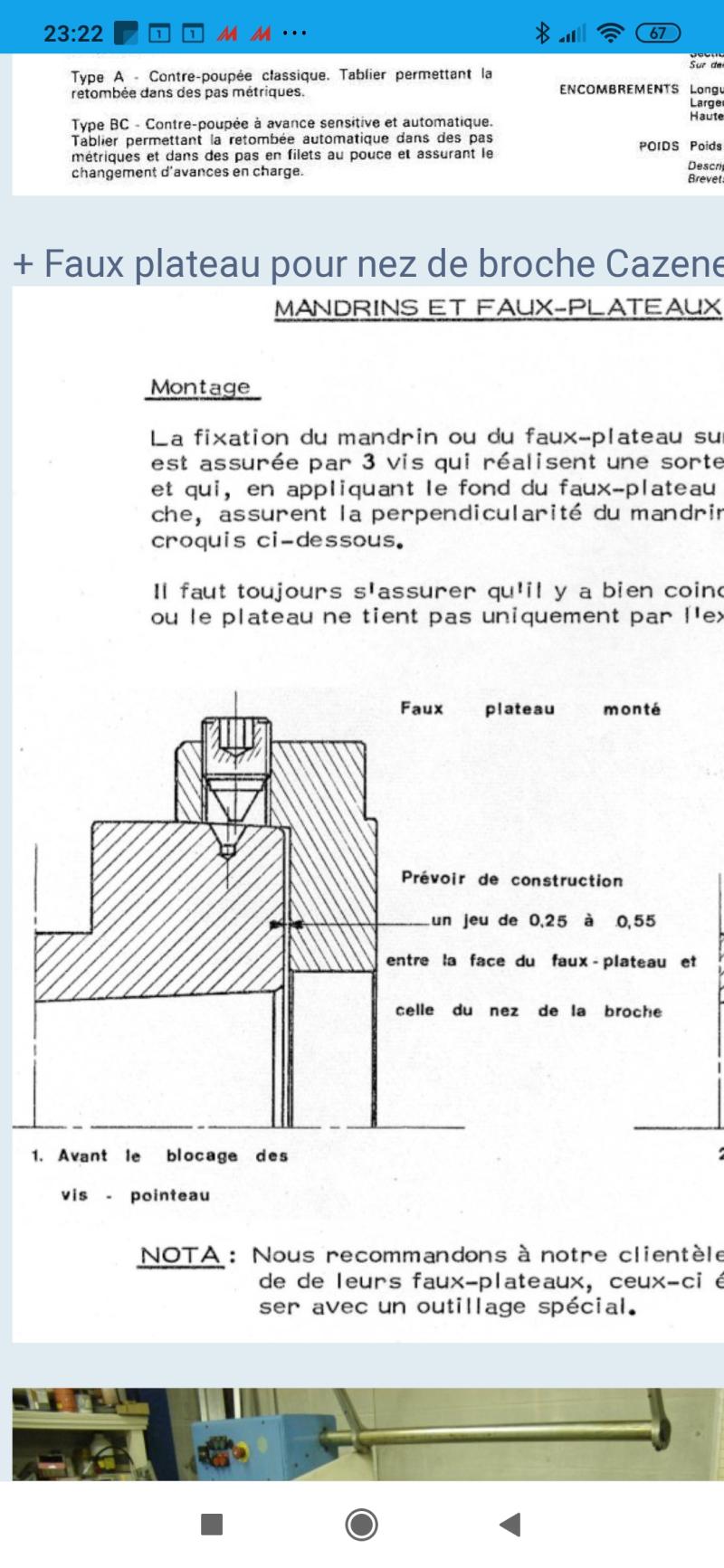
Vous imaginez un plateau de HB725 qui se barrerait avec une piece de 500 kg en rotation ? Sûr, ça ferait du rangement dans l'atelier...

Ça y est, je sais où j'ai vu un truc qui ressemble à mon idee et vous allez voir, c'est du serieux, pas de la becane de lopette...
Les mandrins des tours Cazeneuve, rien que ça... sont tenus par des vis coniques sur les broches. Et j'ai jamais entendu dire qu'ils se débinent...
Vous imaginez un plateau de HB725 qui se barrerait avec une piece de 500 kg en rotation ? Sûr, ça ferait du rangement dans l'atelier...
Dernière édition par TRD le Sam 19 Juin 2021, 23:34, édité 3 fois
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
Alain84 Sam 19 Juin 2021, 23:24
TRD a écrit:Partant du principe que pour extraire un cone à tenon on le pousse vers le nez de broche avec un coin metallique, j'ai imaginé qu'on pourrait aussi se servir d'un coin pour tirer un cone vers l'arriere de la broche. J'ai pensé à une clavette de pedale de velo ou une goupille conique filetee ou taraudee qui viendrait s'engager dans une piece vissee au cul du cone male en passant par la lumiere de la broche. On ferait un pre-reglage en vissant plus ou moins la piece dans le cone male. Et ensuite on viendrait tirer l'ensemble vers l'arriere avec la goupille ou la clavette. Je ne sais pas si c'est geometriquement possible. Par contre cinematiquement parlant, la fraise ou le mandrin à pinces ne pourrait plus se degager seul. Pas plus qu'une pedale de velo.
Je n'aurais pas l'outrecuidance de dire que les grands esprits se rencontrent mais j'avoue que j'avais envisagé une solution du genre.
Visser une tige au cul du cône mâle, un lamage dans la tige au niveau du trou dans le fourreau qui sert à glisser le chasse-cône et enfoncer dans le lamage un bout de plat taillé en triangle. Comme la lumière dans le fourreau est allez longue, si je calcule bien mon coup, je devrais toujours pouvoir glisser le chasse dedans si je dois sortir le cône.
Alain84- Passionné

- Messages : 94
Date d'inscription : 15/07/2020
Re: Question sur les cônes Morse
Doune Sam 04 Juin 2022, 10:00
Bonjour
Je me permets de m’initier dans votre discussion
Car si vous le voulez bien j’ai une petite question pour vous
Je viens d’avoir une petite fraiseuse de type bf35
Et elle est équipée d’une broche pour cône cm3
Et mon problème c’est que j’ai une tête à alésée automatique équiper avec un cône cm4
Donc je voulais savoir si il était possible de rectifié le cône pour le passer en cm3
Je précise que je n’ai pas de tour à métaux pour le faire
Donc si la modification est possible je serais intéressé pour trouver une personne qui puisse me le faire
Je suis sûr le secteur de la Vendée
Je vous remercie d’avance pour votre aide
Je me permets de m’initier dans votre discussion
Car si vous le voulez bien j’ai une petite question pour vous
Je viens d’avoir une petite fraiseuse de type bf35
Et elle est équipée d’une broche pour cône cm3
Et mon problème c’est que j’ai une tête à alésée automatique équiper avec un cône cm4
Donc je voulais savoir si il était possible de rectifié le cône pour le passer en cm3
Je précise que je n’ai pas de tour à métaux pour le faire
Donc si la modification est possible je serais intéressé pour trouver une personne qui puisse me le faire
Je suis sûr le secteur de la Vendée
Je vous remercie d’avance pour votre aide
Doune- Nouveau

- Messages : 9
Date d'inscription : 18/04/2020
Re: Question sur les cônes Morse
TRD Sam 04 Juin 2022, 11:13
Bonjour.
La majorité des tetes à aleser ont des queues amovibles.
Il vaut mieux changer la queue si c'est possible.
Sinon reusiner de l'acier trempé, c'est possible mais difficile.
Si c'est une chinoiserie, mieux vaut la revendre et en racheter une autre. Ça ne couterait pas plus cher. Peut-être même moins. En ce moment, les chinois ont du mal à vendre et il yca oarfois des prix surprenants.
La majorité des tetes à aleser ont des queues amovibles.
Il vaut mieux changer la queue si c'est possible.
Sinon reusiner de l'acier trempé, c'est possible mais difficile.
Si c'est une chinoiserie, mieux vaut la revendre et en racheter une autre. Ça ne couterait pas plus cher. Peut-être même moins. En ce moment, les chinois ont du mal à vendre et il yca oarfois des prix surprenants.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
Doune Sam 04 Juin 2022, 13:06
Bonjour
Pour la tête à alésée je n’ai pas la marque mais c’est pas une Chinoise car elle provient d’une entreprise
Donc modèle professionnel
J’ai bien testé plusieurs façons pour extraire même chauffage sous pression mais rien à faire le cône ne sort pas
Je pense qu’il à été serti avec de l’azote
Donc il faudrait la reprendre en l’état monter
Et pour info il n’est pas tremper car ma clef a griffe la marqué
Donc il faut que je trouve une solution
Pour la tête à alésée je n’ai pas la marque mais c’est pas une Chinoise car elle provient d’une entreprise
Donc modèle professionnel
J’ai bien testé plusieurs façons pour extraire même chauffage sous pression mais rien à faire le cône ne sort pas
Je pense qu’il à été serti avec de l’azote
Donc il faudrait la reprendre en l’état monter
Et pour info il n’est pas tremper car ma clef a griffe la marqué
Donc il faut que je trouve une solution
Doune- Nouveau
- Messages : 9
Date d'inscription : 18/04/2020
Re: Question sur les cônes Morse
TRD Sam 04 Juin 2022, 13:48
En demontant, on n'a pas accès à l'arriere du cone ?
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
Doune Sam 04 Juin 2022, 16:07
Non on voit juste la fin du cône fiché 

Doune- Nouveau
- Messages : 9
Date d'inscription : 18/04/2020
Re: Question sur les cônes Morse
TRD Sam 04 Juin 2022, 17:12
Ça sigfit pour le sortir a la presse.
Verifier avant qu'il n'est pas fileté.
Verifier avant qu'il n'est pas fileté.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
dubleu Sam 04 Juin 2022, 19:12
TRD a écrit:Ça sigfit pour le sortir a la presse.
Verifier avant qu'il n'est pas fileté.
attention à la géométrie ça reste un outils de précision au 0.01 prudence si pas vissé
et si vissé ça dois être parfait une tète qui tourne ovale ou de bais .......
dubleu- Chevronné

- Messages : 791
Date d'inscription : 16/01/2022
Re: Question sur les cônes Morse
TRD Sam 04 Juin 2022, 21:28
Tu es sûr de ça ? Moi aussi j'y ai cru. Et j'en suis revenu.
Imagine que ta tete soit à 45 degres par rapport à l'axe de broche meme si elle est completement tordue, l'arete de l'outil decrit toujours un cercle autour de l'axe veritable (geometrique) de la broche. . Et le mouvement vertical de la tete s'il est parallele à l'axe de broche te donnera forcement un cylindre.
Reste que si on a affaire a une tête à aleser et dresser, elle peut faire des faces coniques.
Et que si la coulisse est vraiment inclinee, les graduations ne correspondront pas exactement aux variations de diametre. Mais il faudrait que l'angle entre coulisse et perpendiculaire à l'axe de broche soit important.
Suposons que cet angle soit de 2 degres. 2 degrés en pinard, c'est peu alcoolisé, mais en mécanique, c'est déjà bien faussé. Le facteur d'erreur sera egal à 1- cosinus de 2 degrés = 1- 0,99939 = 0,000609.
Maintenant, imaginons qu'on veuille aleser un logement de roulement de 47 mm. On va commencer par une ou plusieurs ebauches en perçage, une demi-finition à 46,5 à la tête à aleser. Puis prise de cote et deplacement de la coulisse de 0,25 pour arriver à la cote. Mais comme notre tete est faussée, en réalité le diametre sera un peu plus petit Le deplacement radial sera en réalité egal à 0,25 x 0,99939 = 0,24985. Le diametre final sera egal à 46,5 + (2x 0,24985) = 46,9997.
L'erreur au diametre serait egale à 0,3 micron.
Meme si on etait capable de la mesurer, ça n'aurait aucun impact sur le roulement. De surcroît, une fraiseuse de bricolage n'est de toute façons pas capable de realiser des circularites d'un centième. C'est trente fois l'erreur due à une tête fausee de deux degrés !
Je suis quand même d'accord sur le fait que pour un mecanicien digne de ce nom, avoir un outil tordu dans ses placards ce n'est pas tres gratifiant. Mais si on vivait dans un monde parfait, on le saurait...
Imagine que ta tete soit à 45 degres par rapport à l'axe de broche meme si elle est completement tordue, l'arete de l'outil decrit toujours un cercle autour de l'axe veritable (geometrique) de la broche. . Et le mouvement vertical de la tete s'il est parallele à l'axe de broche te donnera forcement un cylindre.
Reste que si on a affaire a une tête à aleser et dresser, elle peut faire des faces coniques.
Et que si la coulisse est vraiment inclinee, les graduations ne correspondront pas exactement aux variations de diametre. Mais il faudrait que l'angle entre coulisse et perpendiculaire à l'axe de broche soit important.
Suposons que cet angle soit de 2 degres. 2 degrés en pinard, c'est peu alcoolisé, mais en mécanique, c'est déjà bien faussé. Le facteur d'erreur sera egal à 1- cosinus de 2 degrés = 1- 0,99939 = 0,000609.
Maintenant, imaginons qu'on veuille aleser un logement de roulement de 47 mm. On va commencer par une ou plusieurs ebauches en perçage, une demi-finition à 46,5 à la tête à aleser. Puis prise de cote et deplacement de la coulisse de 0,25 pour arriver à la cote. Mais comme notre tete est faussée, en réalité le diametre sera un peu plus petit Le deplacement radial sera en réalité egal à 0,25 x 0,99939 = 0,24985. Le diametre final sera egal à 46,5 + (2x 0,24985) = 46,9997.
L'erreur au diametre serait egale à 0,3 micron.
Meme si on etait capable de la mesurer, ça n'aurait aucun impact sur le roulement. De surcroît, une fraiseuse de bricolage n'est de toute façons pas capable de realiser des circularites d'un centième. C'est trente fois l'erreur due à une tête fausee de deux degrés !
Je suis quand même d'accord sur le fait que pour un mecanicien digne de ce nom, avoir un outil tordu dans ses placards ce n'est pas tres gratifiant. Mais si on vivait dans un monde parfait, on le saurait...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
Papapoulp Jeu 18 Juil 2024, 11:31
Bonjour,
je me permets de réactiver le post car je me pose les mêmes questions et c'est ici que j'ai trouvé une des seules pistes de solution.
@Alain84 : Finalement, as-tu trouvé un moyen de brider ton cône ? Je cherche à faire la même chose que toi, en CM2.
@TRD : Est-ce que le principe de "clavette de vélo" a fait son chemin et s'est concrétisée ? Sur le principe l'idée est séduisante ! Par contre je n'ai pas bien compris le principe de percer la broche à 4 pour brider. Tu viens ensuite avec une vis pointeau ? Ca me semble méchant pour le cône, non ?
Merci d'avance !
Julien
je me permets de réactiver le post car je me pose les mêmes questions et c'est ici que j'ai trouvé une des seules pistes de solution.
@Alain84 : Finalement, as-tu trouvé un moyen de brider ton cône ? Je cherche à faire la même chose que toi, en CM2.
@TRD : Est-ce que le principe de "clavette de vélo" a fait son chemin et s'est concrétisée ? Sur le principe l'idée est séduisante ! Par contre je n'ai pas bien compris le principe de percer la broche à 4 pour brider. Tu viens ensuite avec une vis pointeau ? Ca me semble méchant pour le cône, non ?
Merci d'avance !
Julien
Papapoulp- Nouveau
- Messages : 1
Date d'inscription : 18/07/2024
Page 2 sur 3 • 1, 2, 3
» Dimensions des cônes (morse & ISO + Bxx/DIN 238)
» Echange : 2 cônes Morse 5 etalons
» Fabrication: contre pointe cône morse n°2 + porte fraise cône morse n°3 [Dédé Glingué]
» Cônes et pinces de serrage
» Cônes de mandrin DIN 238 / Bxx (B12, B16, B18, .. ) et Jacobs
» Echange : 2 cônes Morse 5 etalons
» Fabrication: contre pointe cône morse n°2 + porte fraise cône morse n°3 [Dédé Glingué]
» Cônes et pinces de serrage
» Cônes de mandrin DIN 238 / Bxx (B12, B16, B18, .. ) et Jacobs
Page 2 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum