
Question sur les cônes Morse
+3
TRD
Eric29
Alain84
7 participants
Page 1 sur 3
Page 1 sur 3 • 1, 2, 3 
Question sur les cônes Morse
Alain84 Sam 19 Juin 2021, 18:40
Bonjour
Je possède une perceuse à colonne, marque Sydéric, modèle S115.
J'ai équipé cette perceuse d'une table croisée et j'ai acheté un mandrin porte pince à monter à la place du mandrin d'origine pour pouvoir utiliser cette perceuse pour faire un peu de fraisage.
J'ai bien conscience que je n'arriverai jamais aux performances d'une vraie fraiseuse, tant en précision qu'en efficacité. Ce n'est pas le problème, pour ce que j'ai à faire, ça sera bien suffisant.
Mon problème vient du montage de mon mandrin porte pince.
Le mandrin d'origine de ma perceuse est en CM1. Pour un petit budget comme le mien, les porte pince ne sont pas légion, dans cette dimension. J'ai donc pris ce que j'ai trouvé, c'est à dire un CM1 avec un trou fileté dans l'axe à l'extrémité du cône. Le mandrin d'origine n'a pas ce trou fileté mais est un peu plus long et avec deux plats usinés à la pointe du cône. Il me semble avoir lu quelque part qu'il s'agissait de CM Type A et B mais je ne retrouve plus la référence pour être sûr.
Toujours est-il que, quand j'essaye d'effectuer un fraisage avec mon mandrin porte pince, il se décroche au bout de quelques tours, même en y mettant très peu d'effort (passe de 0.2 mm).
Les questions que je me pose sont donc : Ai-je mal monté mon CM, les deux types ne sont-ils pas compatibles, y a-t-il une 3ème explication à laquelle je n'ai pas pensé ?
Merci d'avance.
Alain
Je possède une perceuse à colonne, marque Sydéric, modèle S115.
J'ai équipé cette perceuse d'une table croisée et j'ai acheté un mandrin porte pince à monter à la place du mandrin d'origine pour pouvoir utiliser cette perceuse pour faire un peu de fraisage.
J'ai bien conscience que je n'arriverai jamais aux performances d'une vraie fraiseuse, tant en précision qu'en efficacité. Ce n'est pas le problème, pour ce que j'ai à faire, ça sera bien suffisant.
Mon problème vient du montage de mon mandrin porte pince.
Le mandrin d'origine de ma perceuse est en CM1. Pour un petit budget comme le mien, les porte pince ne sont pas légion, dans cette dimension. J'ai donc pris ce que j'ai trouvé, c'est à dire un CM1 avec un trou fileté dans l'axe à l'extrémité du cône. Le mandrin d'origine n'a pas ce trou fileté mais est un peu plus long et avec deux plats usinés à la pointe du cône. Il me semble avoir lu quelque part qu'il s'agissait de CM Type A et B mais je ne retrouve plus la référence pour être sûr.
Toujours est-il que, quand j'essaye d'effectuer un fraisage avec mon mandrin porte pince, il se décroche au bout de quelques tours, même en y mettant très peu d'effort (passe de 0.2 mm).
Les questions que je me pose sont donc : Ai-je mal monté mon CM, les deux types ne sont-ils pas compatibles, y a-t-il une 3ème explication à laquelle je n'ai pas pensé ?
Merci d'avance.
Alain
Alain84- Passionné

- Messages : 94
Date d'inscription : 15/07/2020
Re: Question sur les cônes Morse
Eric29 Sam 19 Juin 2021, 19:08
Si ta broche est débouchant au dessus, tu peux mettre un "tirant" qui peut être constitué d'une tige filetée (bonne qualité, on évite le truc zingué de gsb), rondelle et écrou.
Ca permet de tenir ton cône dans la broche.
C'est le maintien de base des cônes sur une fraiseuse traditionnelle.
Ca permet de tenir ton cône dans la broche.
C'est le maintien de base des cônes sur une fraiseuse traditionnelle.
_________________
Usinage en airsoft

Eric29- Passionné
- Messages : 186
Date d'inscription : 29/07/2020
Re: Question sur les cônes Morse
TRD Sam 19 Juin 2021, 19:43
Cette machine est une perceuse, pas une perceuse-fraiseuse. On ne peut pas mettre des cones a tirant parcecque la broche est pleine.
La seule solution c'est d'abord d'essayer de percer radialement la broche à la base. Si elle n'est pas trop dure, on taraude deux trous de 4 et on place une bride pour bloquer le cone. Je lvei fait sur une chinoise.
Mais là, on parle d'une machine pro et la broche doit etre bien trempee.
Balance déjà un coup de lime. Si la lime mord tu perceras. Mais pour le taraudage, il faut un vrai taraud de qualité. De l'ASP 30 par exemple. Sinon tu cassera un taraud dans la broche.
N'oublie pas de visser une vis avec la tete meulee dans ton cone a tirant avant de le mettre dans la broche. Sinon tu auras du mal à le ressortir.
La seule solution c'est d'abord d'essayer de percer radialement la broche à la base. Si elle n'est pas trop dure, on taraude deux trous de 4 et on place une bride pour bloquer le cone. Je lvei fait sur une chinoise.
Mais là, on parle d'une machine pro et la broche doit etre bien trempee.
Balance déjà un coup de lime. Si la lime mord tu perceras. Mais pour le taraudage, il faut un vrai taraud de qualité. De l'ASP 30 par exemple. Sinon tu cassera un taraud dans la broche.
N'oublie pas de visser une vis avec la tete meulee dans ton cone a tirant avant de le mettre dans la broche. Sinon tu auras du mal à le ressortir.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
Alain84 Sam 19 Juin 2021, 19:58
Effectivement, la broche est pleine, c'est la première chose que j'ai regardée. Je connais, de nom et de principe, au moins, les cônes à tirant.
Pour ce qui est de brider le cône en bout de broche, je ne suis pas outillé pour usiner une pièce de cette dimension. Je me vois mal percer des trous dans la broche avec ma visseuse portative. Ça sera donc la tentative de la dernière chance.
Les CM à tirant sont-ils différents, en forme ou dimension, de ceux sans tirant ? En bonne logique, il me semble que non, sinon ils auraient un autre nom, je suppose. Pourquoi, alors, mon mandrin d'origine tient-il en place et pas le neuf ?
Pour ce qui est de brider le cône en bout de broche, je ne suis pas outillé pour usiner une pièce de cette dimension. Je me vois mal percer des trous dans la broche avec ma visseuse portative. Ça sera donc la tentative de la dernière chance.
Les CM à tirant sont-ils différents, en forme ou dimension, de ceux sans tirant ? En bonne logique, il me semble que non, sinon ils auraient un autre nom, je suppose. Pourquoi, alors, mon mandrin d'origine tient-il en place et pas le neuf ?
Alain84- Passionné
- Messages : 94
Date d'inscription : 15/07/2020
Re: Question sur les cônes Morse
Mjc22160 Sam 19 Juin 2021, 21:52
Ca va peut être te paraitre bête, mais as tu parfaitement dégraissé la partie femelle et male de ton emmanchement (acétone) et dépoussiéré ?
Mjc22160- Chevronné

- Messages : 1592
Date d'inscription : 13/08/2014
Re: Question sur les cônes Morse
TRD Sam 19 Juin 2021, 21:59
Les cones A et B sont identiques.
Les cones a tenon ne sont faits que pour encaisser des efforts axiaux les cones a tirant acceptent les efforts axiaux et radiaux... À condition de mettre un tirant. Sinon ils ne supportent que les efforts axiaux. La preuve : on peut percer avec une fraise, à condition qu'elle coupe au centre. Essaye, tu verras qu'avec une petite avance reguliere ça marche tres bien. Je fais souvent des lamages comme ça.
Mais si tu essayes de percer au foret un trou secant dans un autre, tu as 2 chances sur 3 que ton foret sorte de la broche, malgre le tenon. Ça arrive d'ailleurs aussi parfois quand on utilise un foret mal affûté avec une levre en retrait de l'autre.
En ce qui concerne la modification de la broche, quand j'ai fait la mienne, je n'avais qu'une perceuse à percussion Metabo. J'ai donc du percer avec ça. J'avoue que je n'en ai aucun souvenir. C'etait en 1981, l'annee ou j'ai acheté la perceuse d'etabli. Mais je sais que je l'ai fait puisque j'ai vendu la machine l'an passé avec les vis dans la broche.
Cela dit, les roulements de broche d'une perceuse ne sont pas faits pour supporter des charges radiales importantes. Et surtout ceux d'une machine qui n'a qu'un CM1. Si tu arrives à faire ce montage, il faudra prendre de faibles passes pour ne pas tout detruire rapidement.
Mais je comprends bien qu'entre une perceuse à 3-400 balles et une perceuse-fraiseuse tres fortement surcotee à 2000, la marche est haute.
Par contre, pour 300 Euros, tu peux avoir une fraiseuse de 1930 qui sera meilleure à tous points de vue sauf peut-être un qu'une perceuse-fraiseuse. Le truc qui fait que les perceuses fraiseises sont surcotees c'est qu'elles sont petites. Et ça, les citadins l'apprecient beaucoup.
C'est le meme probleme que pour les motos d'occasion pour le prix d'une belle 250 tu as une 125 pourrie parce qu'il y a plein de gens qui n'ont pas le permis moto.
Edit :
Degraisser les cones ?
Moi, je les pulverise au WD40 pour eviter qu'il rouillent.
Par contre nettoyer ça c'est tres important. Je ne nettoie les machines a la soufflette que quand y a un cone dans la broche. Sinon, c'est un bon moyen pour avoir un cone boiteux à cause d'un copeau collé au cone.
Les cones a tenon ne sont faits que pour encaisser des efforts axiaux les cones a tirant acceptent les efforts axiaux et radiaux... À condition de mettre un tirant. Sinon ils ne supportent que les efforts axiaux. La preuve : on peut percer avec une fraise, à condition qu'elle coupe au centre. Essaye, tu verras qu'avec une petite avance reguliere ça marche tres bien. Je fais souvent des lamages comme ça.
Mais si tu essayes de percer au foret un trou secant dans un autre, tu as 2 chances sur 3 que ton foret sorte de la broche, malgre le tenon. Ça arrive d'ailleurs aussi parfois quand on utilise un foret mal affûté avec une levre en retrait de l'autre.
En ce qui concerne la modification de la broche, quand j'ai fait la mienne, je n'avais qu'une perceuse à percussion Metabo. J'ai donc du percer avec ça. J'avoue que je n'en ai aucun souvenir. C'etait en 1981, l'annee ou j'ai acheté la perceuse d'etabli. Mais je sais que je l'ai fait puisque j'ai vendu la machine l'an passé avec les vis dans la broche.
Cela dit, les roulements de broche d'une perceuse ne sont pas faits pour supporter des charges radiales importantes. Et surtout ceux d'une machine qui n'a qu'un CM1. Si tu arrives à faire ce montage, il faudra prendre de faibles passes pour ne pas tout detruire rapidement.
Mais je comprends bien qu'entre une perceuse à 3-400 balles et une perceuse-fraiseuse tres fortement surcotee à 2000, la marche est haute.
Par contre, pour 300 Euros, tu peux avoir une fraiseuse de 1930 qui sera meilleure à tous points de vue sauf peut-être un qu'une perceuse-fraiseuse. Le truc qui fait que les perceuses fraiseises sont surcotees c'est qu'elles sont petites. Et ça, les citadins l'apprecient beaucoup.
C'est le meme probleme que pour les motos d'occasion pour le prix d'une belle 250 tu as une 125 pourrie parce qu'il y a plein de gens qui n'ont pas le permis moto.
Edit :
Degraisser les cones ?
Moi, je les pulverise au WD40 pour eviter qu'il rouillent.
Par contre nettoyer ça c'est tres important. Je ne nettoie les machines a la soufflette que quand y a un cone dans la broche. Sinon, c'est un bon moyen pour avoir un cone boiteux à cause d'un copeau collé au cone.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
TRD Sam 19 Juin 2021, 22:29
Eric29 a écrit:Si ta broche est débouchant au dessus, tu peux mettre un "tirant" qui peut être constitué d'une tige filetée (bonne qualité, on évite le truc zingué de gsb), rondelle et écrou.
Ca permet de tenir ton cône dans la broche.
C'est le maintien de base des cônes sur une fraiseuse traditionnelle.
Je reviens sur ce tirant. 100 % d'accord. Surtout pour les longs tirants de faibles diametres. Tous les quincaillers dignes de ce nom vendent un produit connu sous le nom de "tige B7". Je ne suis plus tres sûr, mais ça doit avoir les caractetistiques de la visserie 10.9. La tige filetee de magasin de bricolage, c'est parfois de la 4.6...
Pour eviter que la tige flambe quand on tape dessus pour sortir le cone, j'en ai fabriqué certaines qui ont un diametre de 16 tout le long sauf sur les 30-50 derniers millimetres reduits à 6,8 ou 10 pour s'adapter aux petites fraises.
Quand on utilise des reducteurs de cone, la tige de rappel doit etre vissee dans le plus petit cone. Sinon, elle ne sert à rien.
J'ai des alesoirs CM1 avec un filetage male en bout de cone. Je n'en ai jamais vu ailleurs.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
TRD Sam 19 Juin 2021, 23:06
Partant du principe que pour extraire un cone à tenon on le pousse vers le nez de broche avec un coin metallique, j'ai imaginé qu'on pourrait aussi se servir d'un coin pour tirer un cone vers l'arriere de la broche. J'ai pensé à une clavette de pedale de velo ou une goupille conique filetee ou taraudee qui viendrait s'engager dans une piece vissee au cul du cone male en passant par la lumiere de la broche. On ferait un pre-reglage en vissant plus ou moins la piece dans le cone male. Et ensuite on viendrait tirer l'ensemble vers l'arriere avec la goupille ou la clavette. Je ne sais pas si c'est geometriquement possible. Par contre cinematiquement parlant, la fraise ou le mandrin à pinces ne pourrait plus se degager seul. Pas plus qu'une pedale de velo.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question sur les cônes Morse
Alain84 Sam 19 Juin 2021, 23:12
Je vous remercie pour vos réponses.
Si je résume, mon idée d'utiliser cette perceuse comme fraiseuse était foireuse. Ça n'est pas bien grave, elle remplace quand même avantageusement la chinoiserie de supermarché que j'utilisais avant de tomber dessus dans un troc. Et, heureusement, je ne l'ai pas payée les 300/400 € qu'évoquait [b]TRD[b].
J'avoue que j'ignorais qu'un CM sans tirant n'encaisse pas les efforts radiaux. Quant à percer des trous avec une fraise, si mes (très vieux) souvenirs de l'école sont bons, il existe même des fraises à 3 dents exprès pour ça.
Mon but était plutôt de faire, occasionnellement, un lamage et, surtout, des mises à épaisseur de fers plats, au lieu de me fatiguer à le faire à la lime. Dresser les faces sur du laminé, des trucs comme ça.
C'est curieux, on peut avoir autant de stock qu'on veut, dans tout un tas d'épaisseurs variées, il n'y a jamais exactement l'épaisseur dont on a besoin ...
Je vais voir ce que je peux faire pour brider le cône et sinon, ben j'aurai toujours une chouette perceuse.
Si je résume, mon idée d'utiliser cette perceuse comme fraiseuse était foireuse. Ça n'est pas bien grave, elle remplace quand même avantageusement la chinoiserie de supermarché que j'utilisais avant de tomber dessus dans un troc. Et, heureusement, je ne l'ai pas payée les 300/400 € qu'évoquait [b]TRD[b].
J'avoue que j'ignorais qu'un CM sans tirant n'encaisse pas les efforts radiaux. Quant à percer des trous avec une fraise, si mes (très vieux) souvenirs de l'école sont bons, il existe même des fraises à 3 dents exprès pour ça.
Mon but était plutôt de faire, occasionnellement, un lamage et, surtout, des mises à épaisseur de fers plats, au lieu de me fatiguer à le faire à la lime. Dresser les faces sur du laminé, des trucs comme ça.
C'est curieux, on peut avoir autant de stock qu'on veut, dans tout un tas d'épaisseurs variées, il n'y a jamais exactement l'épaisseur dont on a besoin ...
Je vais voir ce que je peux faire pour brider le cône et sinon, ben j'aurai toujours une chouette perceuse.
Alain84- Passionné
- Messages : 94
Date d'inscription : 15/07/2020
Re: Question sur les cônes Morse
TRD Sam 19 Juin 2021, 23:19
Sage decision.
Ça y est, je sais où j'ai vu un truc qui ressemble à mon idee et vous allez voir, c'est du serieux, pas de la becane de lopette...
Les mandrins des tours Cazeneuve, rien que ça... sont tenus par des vis coniques sur les broches. Et j'ai jamais entendu dire qu'ils se débinent...
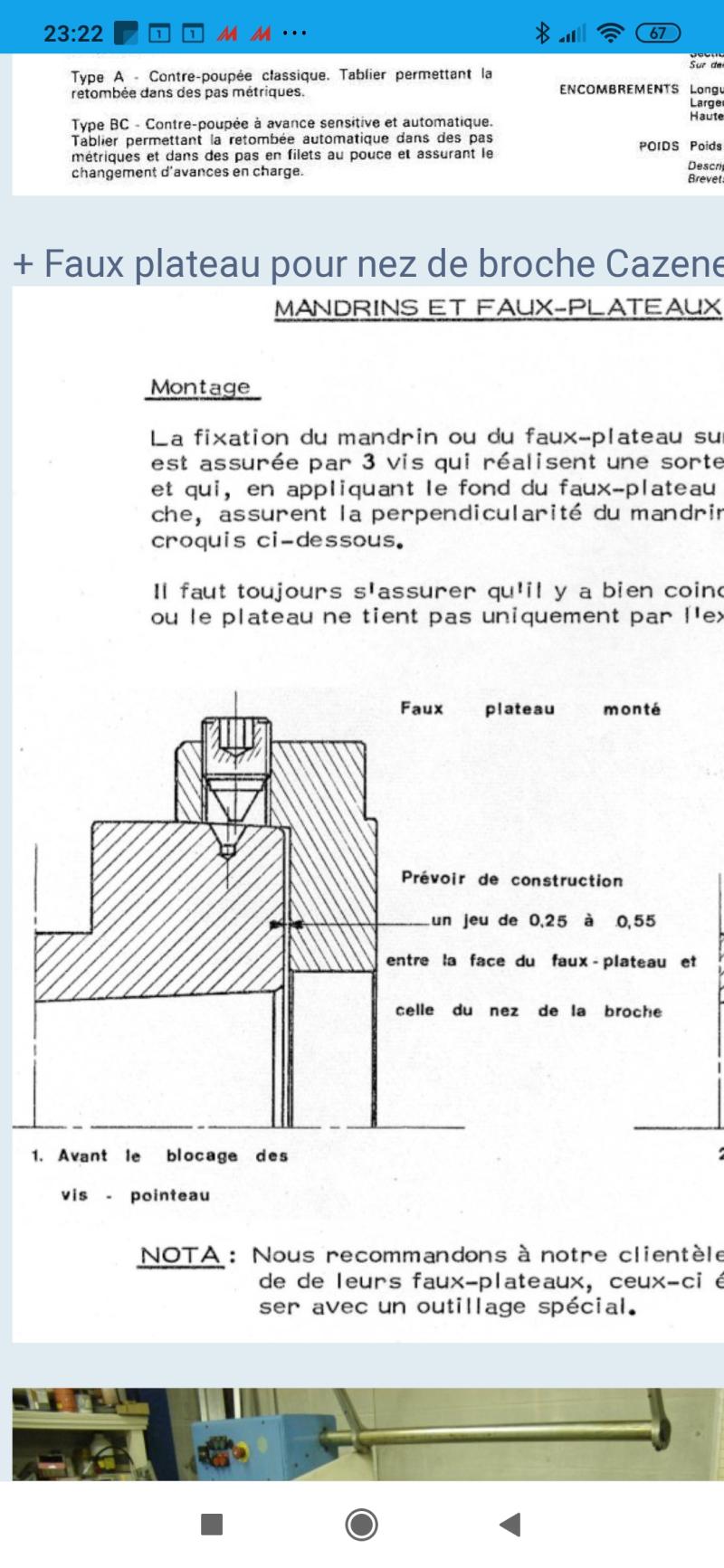
Vous imaginez un plateau de HB725 qui se barrerait avec une piece de 500 kg en rotation ? Sûr, ça ferait du rangement dans l'atelier...

Ça y est, je sais où j'ai vu un truc qui ressemble à mon idee et vous allez voir, c'est du serieux, pas de la becane de lopette...
Les mandrins des tours Cazeneuve, rien que ça... sont tenus par des vis coniques sur les broches. Et j'ai jamais entendu dire qu'ils se débinent...
Vous imaginez un plateau de HB725 qui se barrerait avec une piece de 500 kg en rotation ? Sûr, ça ferait du rangement dans l'atelier...
Dernière édition par TRD le Sam 19 Juin 2021, 23:34, édité 3 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Page 1 sur 3 • 1, 2, 3
» Dimensions des cônes (morse & ISO + Bxx/DIN 238)
» Echange : 2 cônes Morse 5 etalons
» Fabrication: contre pointe cône morse n°2 + porte fraise cône morse n°3 [Dédé Glingué]
» Cônes et pinces de serrage
» Cônes de mandrin DIN 238 / Bxx (B12, B16, B18, .. ) et Jacobs
» Echange : 2 cônes Morse 5 etalons
» Fabrication: contre pointe cône morse n°2 + porte fraise cône morse n°3 [Dédé Glingué]
» Cônes et pinces de serrage
» Cônes de mandrin DIN 238 / Bxx (B12, B16, B18, .. ) et Jacobs
Page 1 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum