
Installation d'un frein sur un tour qui n'en est pas equipé
3 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Installation d'un frein sur un tour qui n'en est pas equipé
TRD Dim 13 Sep 2020, 21:41
Bonjour à tous.
Je me propose d'installer un frein à disque de voiture sur un tour Graziano SAG20.
Ceux qui ont des tours plus petits auront probablement meilleur compte de choisir un frein de moto, de kart, voire de VTT pour les petits tours de bricolage.
OBJECTIFS
L'objectif principal de ce frein est de permettre la réalisation de filetages à ras d'un épaulement. Actuellement, je suis obligé d'utiliser un autre tour qui dispose d'un frein. Mais d'une part, cet autre tour est beaucoup plus petit et d'autre part, il faut changer les engrenages sur la lyre pour les filetages imperiaux, alors que la boite du Graziano permet les pas metriques, imperiaux et modules sans aucun remplacement d'engrenage.
Objectif secondaire : ameliorer la sécurité en permettant un arret plus rapide de la machine.
CHOIX DES PIECES
Il eut probablement été plus facile d'installer un étrier de moto sur un disque réalisé specialement en acier. J'ai choisi un frein de Clio 1, parce que j'en avais en stock dans mon grenier. L'etrier et le disque sont trop gros pour se loger sans retouche dans le carter du tour.
Je tente l'opération avec ces pieces gratuites et si ça ne rentre pas dans le carter, je passerai au frein de moto.
Adaptation du disque à la broche du tour
Réalésage au diametre de la queue de broche (80 mm.)

Le disque monté sur la queue de broche. Il va falloir diminuer le diametre exterieur qui entre en interférence avec un carter de la boite.
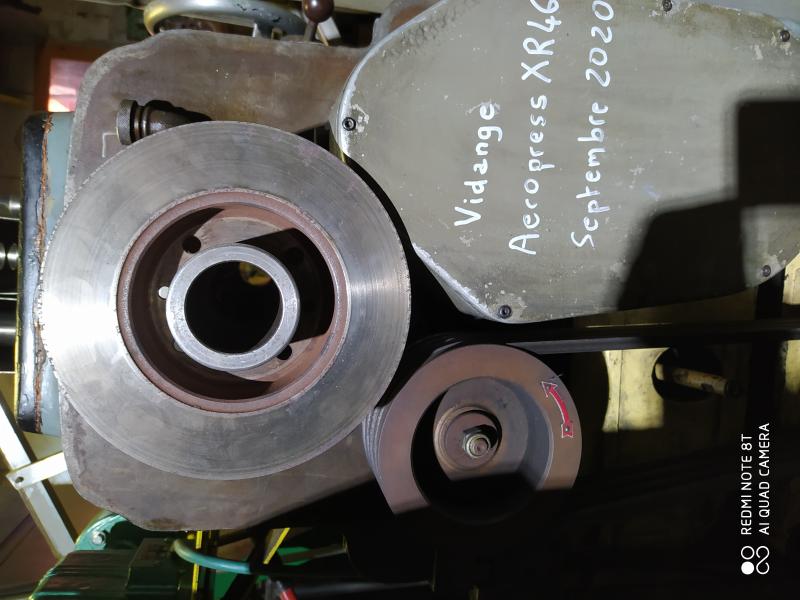
Ce sera fait une fois le disque monté sur son moyeu qui sera usiné quand j'aurais la matière.
En attendant, je vais réduire l'encombrement de l'étrier.
RETOUCHE DE L'ÉTRIER
Il faut reduire la largeur de l'étrier de 25 mm pour pouvoir le loger dans le carter.
Etrier Bendix IV de serie
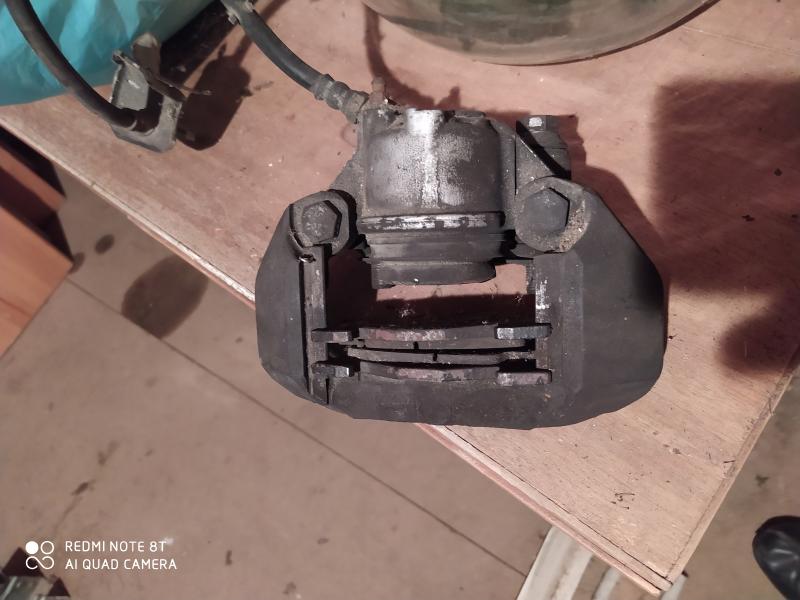
La premiere etape consiste à realiser une saignee de 18 mm dans la partie en acier forgé.

L'etrier fendu par le milieu.

Ensuite, la toile qui relie les oreilles au corps est sciée, les pieces fortement chanfreinées, puis ressoudées.
L'etrier a perdu 18 mm.
Un second passage sur la fraiseuse permet d'enlever 9 mm sur le bras qui retient la plaquette exterieure.

Maintenant, l'etrier a maigri de 27 mm pour 25 necessaires.

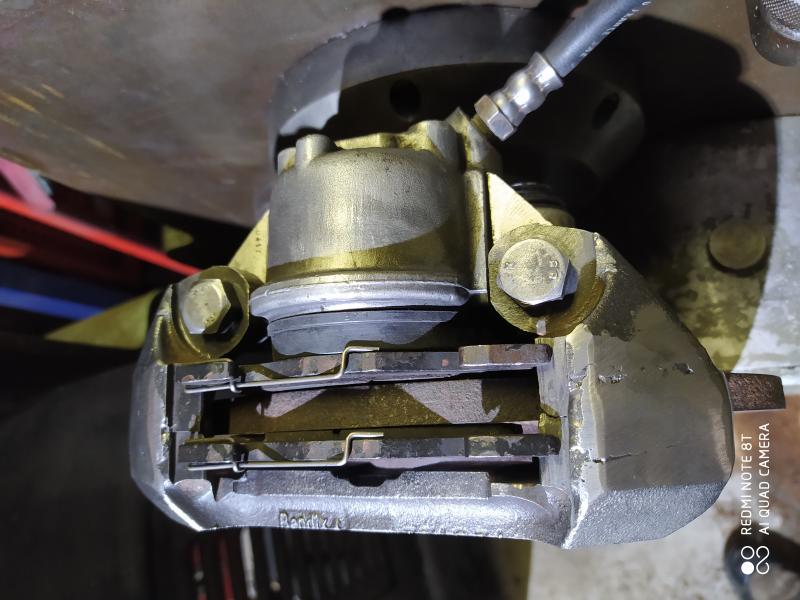
Les soudures sont meulées, les logements de plaquettes reajustés.

Montage à blanc sur le disque.
La suite dans quelques jours.
Je me propose d'installer un frein à disque de voiture sur un tour Graziano SAG20.
Ceux qui ont des tours plus petits auront probablement meilleur compte de choisir un frein de moto, de kart, voire de VTT pour les petits tours de bricolage.
OBJECTIFS
L'objectif principal de ce frein est de permettre la réalisation de filetages à ras d'un épaulement. Actuellement, je suis obligé d'utiliser un autre tour qui dispose d'un frein. Mais d'une part, cet autre tour est beaucoup plus petit et d'autre part, il faut changer les engrenages sur la lyre pour les filetages imperiaux, alors que la boite du Graziano permet les pas metriques, imperiaux et modules sans aucun remplacement d'engrenage.
Objectif secondaire : ameliorer la sécurité en permettant un arret plus rapide de la machine.
CHOIX DES PIECES
Il eut probablement été plus facile d'installer un étrier de moto sur un disque réalisé specialement en acier. J'ai choisi un frein de Clio 1, parce que j'en avais en stock dans mon grenier. L'etrier et le disque sont trop gros pour se loger sans retouche dans le carter du tour.
Je tente l'opération avec ces pieces gratuites et si ça ne rentre pas dans le carter, je passerai au frein de moto.
Adaptation du disque à la broche du tour
Réalésage au diametre de la queue de broche (80 mm.)
Le disque monté sur la queue de broche. Il va falloir diminuer le diametre exterieur qui entre en interférence avec un carter de la boite.
Ce sera fait une fois le disque monté sur son moyeu qui sera usiné quand j'aurais la matière.
En attendant, je vais réduire l'encombrement de l'étrier.
RETOUCHE DE L'ÉTRIER
Il faut reduire la largeur de l'étrier de 25 mm pour pouvoir le loger dans le carter.
Etrier Bendix IV de serie
La premiere etape consiste à realiser une saignee de 18 mm dans la partie en acier forgé.
L'etrier fendu par le milieu.
Ensuite, la toile qui relie les oreilles au corps est sciée, les pieces fortement chanfreinées, puis ressoudées.
L'etrier a perdu 18 mm.
Un second passage sur la fraiseuse permet d'enlever 9 mm sur le bras qui retient la plaquette exterieure.
Maintenant, l'etrier a maigri de 27 mm pour 25 necessaires.
Les soudures sont meulées, les logements de plaquettes reajustés.
Montage à blanc sur le disque.
La suite dans quelques jours.
Dernière édition par TRD le Mar 15 Sep 2020, 04:36, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8435
Date d'inscription : 11/08/2010
Re: Installation d'un frein sur un tour qui n'en est pas equipé
Mjc22160 Lun 14 Sep 2020, 14:48
.....Je suis avec toute mon attention !
Cordialement
Cordialement
Mjc22160- Chevronné

- Messages : 1592
Date d'inscription : 13/08/2014
Re: Installation d'un frein sur un tour qui n'en est pas equipé
papeete Lun 14 Sep 2020, 16:20
Sujet super intéressant, surtout sur le principe 

papeete- Passionné

- Messages : 116
Date d'inscription : 22/03/2011
Re: Installation d'un frein sur un tour qui n'en est pas equipé
TRD Sam 19 Sep 2020, 13:30
La matiere est arrivée hier.
Pour le moyeu, j'ai choisi une ebauche creuse en 20MV6.

C'est un peu plus cher au kilo qu'un XC38-48, mais comme c'est creux, on en achete moins, donc ça coute le meme prix, ça minimise les frais de port et ça evite de passer beaucoup de temps pour forer un trou de 80.
Voilà comment l'alesage de 80 est obtenu en quelques secondes.
Alors, ne trouvez-vous pas qu'il faudrait etre idiot pour acheter un XC ?
Pour l'assemblage avec le disque, il faut percer et tarauder quatre trous M12. Le disque est d'abord centré sur le moyeu en les montant sur la broche puis les trous des vis M8 de retenue du disque sont pointés sur la broche puis perces et taraudes. Ensuite les M12 sont simplement contre-percés.
Rien d'extraordinaire
Puis taraudés. Là, je voulais vous montrer comment sortent les copeaux d'un vrai bon taraud professionnel.

Et on taraude à la main sans effort.
Certes, c'est beaucouo plus cher qu'un taraud Aliexpress. Mais on gagne en sueur et surtout en sueur froide. Parce que ce genre de taraud ne bourre pas. Donc, tant qu'il est en etat il ne casse pas. Et il reste affûté bien plus longtemps qu'un taraud de bricoleur.
Les tarauds pas chers, c'est bien pour un usage exceptionnel. Mais à mon avis, quand on peut, on a intérêt à disposer de bons tarauds dans les dimensions courantes.
Le disque etant assemblé sur son moyeu, on peut reprendre son diametre extérieur pour supprimer l'interference avec le carter de boite. Pour ça j'utilise un outil maison hyper rigide en bareau de 40. Normalement, il sert pour dresser les faces arrieres de disques de camions. Ici, j'aurais pu prendre un autre outil. Mais celui-ci est monté en permanence avec une plaquette fonte. Donc, j'ai sorti la grosse artillerie.
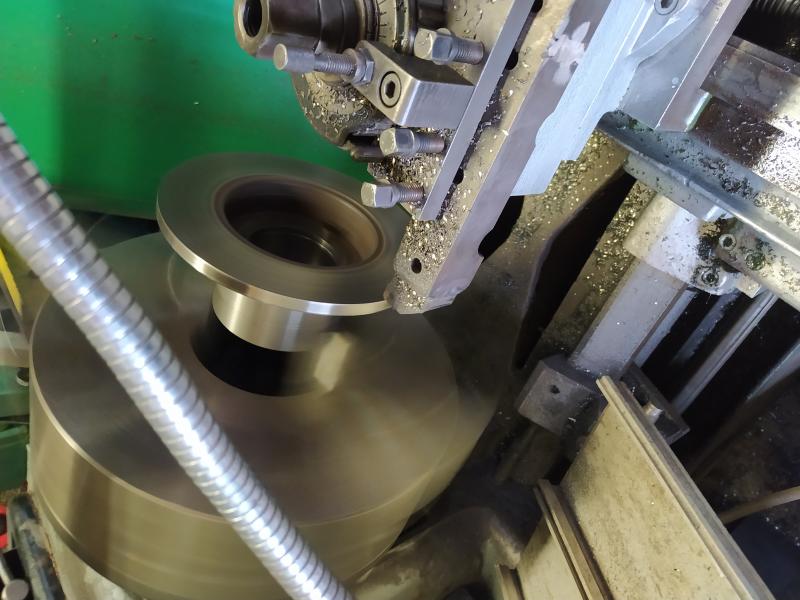
Et pour éplucher du disque, ça épluche...
Pour le moyeu, j'ai choisi une ebauche creuse en 20MV6.
C'est un peu plus cher au kilo qu'un XC38-48, mais comme c'est creux, on en achete moins, donc ça coute le meme prix, ça minimise les frais de port et ça evite de passer beaucoup de temps pour forer un trou de 80.
Voilà comment l'alesage de 80 est obtenu en quelques secondes.
Alors, ne trouvez-vous pas qu'il faudrait etre idiot pour acheter un XC ?
Pour l'assemblage avec le disque, il faut percer et tarauder quatre trous M12. Le disque est d'abord centré sur le moyeu en les montant sur la broche puis les trous des vis M8 de retenue du disque sont pointés sur la broche puis perces et taraudes. Ensuite les M12 sont simplement contre-percés.
Rien d'extraordinaire
Puis taraudés. Là, je voulais vous montrer comment sortent les copeaux d'un vrai bon taraud professionnel.
Et on taraude à la main sans effort.
Certes, c'est beaucouo plus cher qu'un taraud Aliexpress. Mais on gagne en sueur et surtout en sueur froide. Parce que ce genre de taraud ne bourre pas. Donc, tant qu'il est en etat il ne casse pas. Et il reste affûté bien plus longtemps qu'un taraud de bricoleur.
Les tarauds pas chers, c'est bien pour un usage exceptionnel. Mais à mon avis, quand on peut, on a intérêt à disposer de bons tarauds dans les dimensions courantes.
Le disque etant assemblé sur son moyeu, on peut reprendre son diametre extérieur pour supprimer l'interference avec le carter de boite. Pour ça j'utilise un outil maison hyper rigide en bareau de 40. Normalement, il sert pour dresser les faces arrieres de disques de camions. Ici, j'aurais pu prendre un autre outil. Mais celui-ci est monté en permanence avec une plaquette fonte. Donc, j'ai sorti la grosse artillerie.
Et pour éplucher du disque, ça épluche...
Dernière édition par TRD le Dim 20 Sep 2020, 05:43, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8435
Date d'inscription : 11/08/2010
Re: Installation d'un frein sur un tour qui n'en est pas equipé
TRD Sam 19 Sep 2020, 20:15
Montage à blanc du frein sur le tour.


Comme je m'y attendais, les vis des colonnettes tombent en face du chapeau du palier arrière.

Et juste en face du chanfrein.
Dans cette éventualité fort previsible, j'avais commandé un brut en mi-dur de diametre 170 x 50 capable de faire un nouveau chapeau. En effet, celui d'origine est en fonte et tres peu epais. On ne pourrait pas y fixer l'étrier.

Donc usinage d'un chapeau renforcé obligatoire.
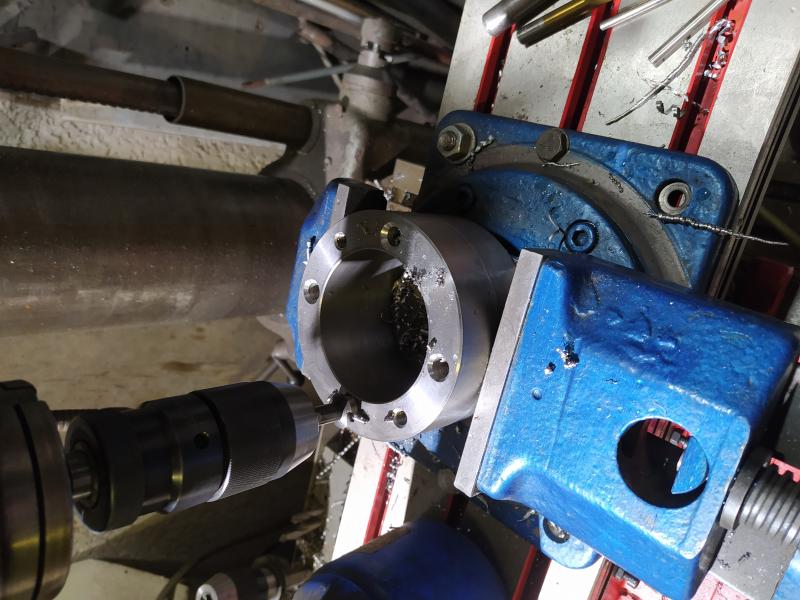
Mais là, pas d'ebauche creuse disponible en 170 x80. Donc perçage au foret en quatre passes. Ici, mon plus gros foret qui a un diametre de 54.
Ensuite alesage de part en part au diametre 80,5. Outil a plaquette carbure avec un corps de diametre 32. Ça prend des passes de 2,5 mm à 150 metres par minute sans broncher. Par contre gare à la pluie de copeaux brûlants...
Ensuite, alesage borgne diametre 132. Meme outil, memes conditions de coupe. Il pleut toujours de la ferraille bleuie.

Fin de la journée. Une bonne douche n'est pas un luxe.
Comme je m'y attendais, les vis des colonnettes tombent en face du chapeau du palier arrière.
Et juste en face du chanfrein.
Dans cette éventualité fort previsible, j'avais commandé un brut en mi-dur de diametre 170 x 50 capable de faire un nouveau chapeau. En effet, celui d'origine est en fonte et tres peu epais. On ne pourrait pas y fixer l'étrier.
Donc usinage d'un chapeau renforcé obligatoire.
Mais là, pas d'ebauche creuse disponible en 170 x80. Donc perçage au foret en quatre passes. Ici, mon plus gros foret qui a un diametre de 54.
Ensuite alesage de part en part au diametre 80,5. Outil a plaquette carbure avec un corps de diametre 32. Ça prend des passes de 2,5 mm à 150 metres par minute sans broncher. Par contre gare à la pluie de copeaux brûlants...
Ensuite, alesage borgne diametre 132. Meme outil, memes conditions de coupe. Il pleut toujours de la ferraille bleuie.
Fin de la journée. Une bonne douche n'est pas un luxe.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8435
Date d'inscription : 11/08/2010
Re: Installation d'un frein sur un tour qui n'en est pas equipé
TRD Dim 20 Sep 2020, 12:48
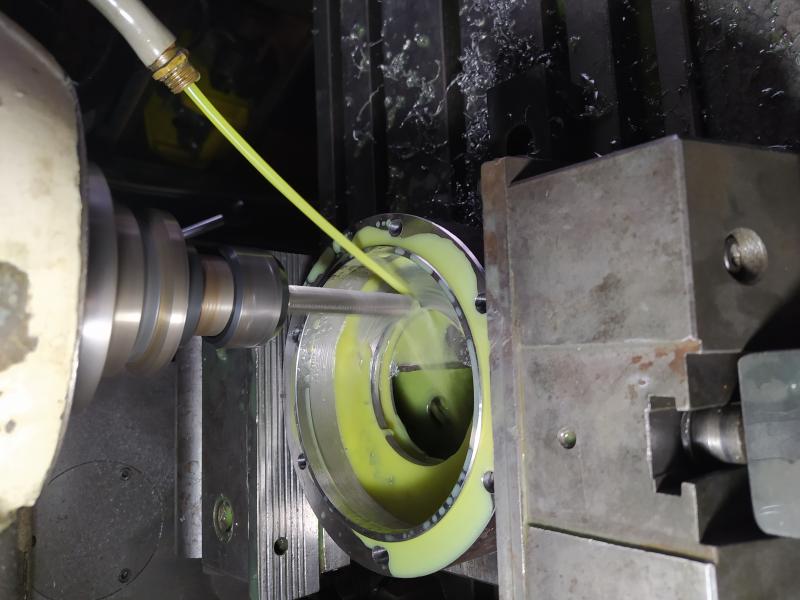
Usinage de la poche diametre 138.

Après usinage de la gorge du casse-goutte.

Apres forage des trous de fixation non equidistants.

Pour ces trous, j'ai hésité entre utiliser la machine à mesurer du pauvre et le contreperçage avec la piece d'origine.
La machine à mesurer du pauvre, c'est la fraiseuse. On recherche les trous avec une lunette de visée et on lit les coordonnées sur la visu. Ça fonctionne bien, mais c'est assez long surtout quand les formes à reperer ne sont pas au meme niveau. Dans ce cas, il faut ajuster l'axe Z parce que la lunette a une faible profondeur de champ.
Mais une machine à mesurer deux axes pour 100 Euros (le prix de la lunette d'occasion), avec une resolution théorique de 5 microns (et plus pratiquement de 2 centiemes, les microns, il faut les voir...) c'est quand même parfois rentable. D'autant plus que pour le troisième axe, il est possible de monter un comparateur dans la broche et de palper les pieces.
Finalement, j'ai choisi de pointer en centrant les deux pieces sur la broche du tour. Je le regrette parce que j'ai dû refaire le premier pointage. À cause du jeu de 0,5 entre couvercle et broche, le centrage n'etait pas bon.

Après usinage de la gorge du casse-goutte.
Apres forage des trous de fixation non equidistants.
Pour ces trous, j'ai hésité entre utiliser la machine à mesurer du pauvre et le contreperçage avec la piece d'origine.
La machine à mesurer du pauvre, c'est la fraiseuse. On recherche les trous avec une lunette de visée et on lit les coordonnées sur la visu. Ça fonctionne bien, mais c'est assez long surtout quand les formes à reperer ne sont pas au meme niveau. Dans ce cas, il faut ajuster l'axe Z parce que la lunette a une faible profondeur de champ.
Mais une machine à mesurer deux axes pour 100 Euros (le prix de la lunette d'occasion), avec une resolution théorique de 5 microns (et plus pratiquement de 2 centiemes, les microns, il faut les voir...) c'est quand même parfois rentable. D'autant plus que pour le troisième axe, il est possible de monter un comparateur dans la broche et de palper les pieces.
Finalement, j'ai choisi de pointer en centrant les deux pieces sur la broche du tour. Je le regrette parce que j'ai dû refaire le premier pointage. À cause du jeu de 0,5 entre couvercle et broche, le centrage n'etait pas bon.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8435
Date d'inscription : 11/08/2010
brise-copeaux aime ce message
Re: Installation d'un frein sur un tour qui n'en est pas equipé
TRD Mar 22 Sep 2020, 13:57
Hier usinage des conduits de retour d'huile au carter.

Puis dégagement pour le verin hydraulique de l'etrier sur l'exterieur du couvercle de palier.

C'est assez empirique. Il faut que l'etrier puisse manoeuvrer mais il ne faut pas crever la toile car le chapeau doit etre étanche. Du coup, ça se termine à la meule et ça prend beaucoup de temps.
D'autant plus que lors de l'ebauche en fraisage incliné une vis de bride de butee de l'étau est rentree en interference avec la tete de la fraiseuse. Et ensuite les avances auto ne fonctionnaient plus.
J'ai cherché un moment. Bizarre, tout de meme quand ça c'est produit je travaillais en avance manuelle parce que je me mefiais.
J'ai quand même pu finir le degagement du chapeau et realiser les ancrages de l'etrier.
Finalement, je me suis aperçu que la boite d'avance de la fraiseuse etait au point mort !

Ensuite, mise en place sur le tour.

Un arrondi de la porte arriere rentre en interference avec l'etrier lorsqu'il est en fin de course arriere.
Après une grosse seance de retouche de l'etrier, la porte ferme, mais les vis du disque sont aussi en interference porte fermée. Il faudrait des FHc M12. Et je n'en ai pas. De plus le moyeu du disque touche aussi la porte.
Prochaines etapes
Je vais essayer de deporter le disque en montant une plaquette neuve et une plaquette tres usee. Si ça ne suffit pas, il sera peut etre possible de reduire un peu la garde entre le chapeau et l'ecrou du roulement arriere de broche. On doit aussi pouvoir gagner deux millimetres sur la fixation de l'etrier sur le chapeau, mais ce serait au detriment de la course utile.
Mais avant tout ça, le plus simple serait probablement de trouver un disque avec moins de déport. Il me semble que ceux des 205 et 309 sont dans ce cas. Mais, j'ai mis à la ferraille tout ce qui me restait.
Si quelqu'un a un disque non ventilé à faible déport, je prends.
Sinon, je ferai du sur-mesure en acier.
Puis dégagement pour le verin hydraulique de l'etrier sur l'exterieur du couvercle de palier.
C'est assez empirique. Il faut que l'etrier puisse manoeuvrer mais il ne faut pas crever la toile car le chapeau doit etre étanche. Du coup, ça se termine à la meule et ça prend beaucoup de temps.
D'autant plus que lors de l'ebauche en fraisage incliné une vis de bride de butee de l'étau est rentree en interference avec la tete de la fraiseuse. Et ensuite les avances auto ne fonctionnaient plus.
J'ai cherché un moment. Bizarre, tout de meme quand ça c'est produit je travaillais en avance manuelle parce que je me mefiais.
J'ai quand même pu finir le degagement du chapeau et realiser les ancrages de l'etrier.
Finalement, je me suis aperçu que la boite d'avance de la fraiseuse etait au point mort !
Ensuite, mise en place sur le tour.
Un arrondi de la porte arriere rentre en interference avec l'etrier lorsqu'il est en fin de course arriere.
Après une grosse seance de retouche de l'etrier, la porte ferme, mais les vis du disque sont aussi en interference porte fermée. Il faudrait des FHc M12. Et je n'en ai pas. De plus le moyeu du disque touche aussi la porte.
Prochaines etapes
Je vais essayer de deporter le disque en montant une plaquette neuve et une plaquette tres usee. Si ça ne suffit pas, il sera peut etre possible de reduire un peu la garde entre le chapeau et l'ecrou du roulement arriere de broche. On doit aussi pouvoir gagner deux millimetres sur la fixation de l'etrier sur le chapeau, mais ce serait au detriment de la course utile.
Mais avant tout ça, le plus simple serait probablement de trouver un disque avec moins de déport. Il me semble que ceux des 205 et 309 sont dans ce cas. Mais, j'ai mis à la ferraille tout ce qui me restait.
Si quelqu'un a un disque non ventilé à faible déport, je prends.
Sinon, je ferai du sur-mesure en acier.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8435
Date d'inscription : 11/08/2010
Re: Installation d'un frein sur un tour qui n'en est pas equipé
TRD Mer 07 Oct 2020, 13:28
J'avance lentement sur ce sujet. Mais figurez-vous qu'un internaute m'a contacté de Nouvelle-Zelande pour proposer une alternative à base de freins de Golf. Il s'interesse à ce sujet parce qu'il a deux tours Graziano. Ces deux-là sont à 20 000 km !
Bientôt du nouveau.
Bientôt du nouveau.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8435
Date d'inscription : 11/08/2010
Re: Installation d'un frein sur un tour qui n'en est pas equipé
Mjc22160 Mer 07 Oct 2020, 16:36
.....Comme quoi, le lancement du disque peut aller très loin ! .... 
Mjc22160- Chevronné
- Messages : 1592
Date d'inscription : 13/08/2014
Re: Installation d'un frein sur un tour qui n'en est pas equipé
TRD Lun 16 Nov 2020, 18:10
Un essai avec un frein arrière de Honda CB500 a montré que la fixation à l'envers par rapport au montage d'origine de ce type d'etrier etait trop compliquée à envisager.
180 Yuans (20 Euros) et quelques copeaux plus tard.

Un étrier 4 pistons de pétouillon chinois et le disque maison en acier sont en place.

Racing... C'est ecrit dessus.

Bon, d'accord, je ne mettrai jamais ce truc sur une moto de piste. Je n'ai pas envie de tuer un pilote. Mais pour un tour, c'est bien bon.
Seule vraie difficulté : le perçage de la broche pour fixer le moyeu. La broche est particulierement dure. J'ai ete obligé d'usiner à la meule.
Prochaine etape : realisation de la commande avec le maitre-cylindre de la 500 CB.
180 Yuans (20 Euros) et quelques copeaux plus tard.
Un étrier 4 pistons de pétouillon chinois et le disque maison en acier sont en place.
Racing... C'est ecrit dessus.
Bon, d'accord, je ne mettrai jamais ce truc sur une moto de piste. Je n'ai pas envie de tuer un pilote. Mais pour un tour, c'est bien bon.
Seule vraie difficulté : le perçage de la broche pour fixer le moyeu. La broche est particulierement dure. J'ai ete obligé d'usiner à la meule.
Prochaine etape : realisation de la commande avec le maitre-cylindre de la 500 CB.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8435
Date d'inscription : 11/08/2010
Contenu sponsorisé
Page 1 sur 2 • 1, 2
» Problème sur moteur de tour équipé d'un ventilateur séparé
» Frein électrique tour vernier Elmec 160
» Tour vernier elmec 160 et frein magnetique.
» Tour CNC Optimum L28 re-equipe d'une carte de controle centroid acorn (remplacement Siemens) sous Easymill (ex e-NC)
» Moteur-frein Leroy Somer FCO-FCL-FCM + Frein CF1
» Frein électrique tour vernier Elmec 160
» Tour vernier elmec 160 et frein magnetique.
» Tour CNC Optimum L28 re-equipe d'une carte de controle centroid acorn (remplacement Siemens) sous Easymill (ex e-NC)
» Moteur-frein Leroy Somer FCO-FCL-FCM + Frein CF1
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum