
contrôle et réglage d'un tour.
5 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
contrôle et réglage d'un tour.
petitourchinois Ven 04 Sep 2020, 12:08
Salux,
quand on n'est pas du métier on achète une machine, et parfois on ne la contrôle pas et bien entendu on ne la règle pas ni au début ni au cours de sa vie (enfin c'est au moins mon cas).
si vous pensez que ce pourrait être un sujet intéressant j'aimerais savoir ce qu'il est le plus facile à contrôler et ensuite à régler dans un tour ( pour commencer par quelque chose) et comment on fait ?
peut être déjà parler du réglage latéral de la contrepointe ?
bien entendu c'est pour m'y coller en vrai que demande les principes (je mettrai des photos mais faudra pas trop rire svp.) ... plus je regarde sur you tube moins je pige .. et j'ai l'impression que des fois des gens disent des choses faussent croyant que c'est ce qu'il faut faire
ptc
quand on n'est pas du métier on achète une machine, et parfois on ne la contrôle pas et bien entendu on ne la règle pas ni au début ni au cours de sa vie (enfin c'est au moins mon cas).
si vous pensez que ce pourrait être un sujet intéressant j'aimerais savoir ce qu'il est le plus facile à contrôler et ensuite à régler dans un tour ( pour commencer par quelque chose) et comment on fait ?
peut être déjà parler du réglage latéral de la contrepointe ?
bien entendu c'est pour m'y coller en vrai que demande les principes (je mettrai des photos mais faudra pas trop rire svp.) ... plus je regarde sur you tube moins je pige .. et j'ai l'impression que des fois des gens disent des choses faussent croyant que c'est ce qu'il faut faire
ptc
Dernière édition par petitourchinois le Ven 04 Sep 2020, 13:38, édité 1 fois
petitourchinois- Passionné

- Messages : 106
Date d'inscription : 29/05/2016
Re: contrôle et réglage d'un tour.
BEROLA Ven 04 Sep 2020, 13:23
Bonjour
Le réglage d'une machine outil ne peut se faire qu'avec au minimum l'utilisation d'un bon comparateur .
@+
Le réglage d'une machine outil ne peut se faire qu'avec au minimum l'utilisation d'un bon comparateur .
@+
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)

BEROLA- Chevronné

- Messages : 2905
Date d'inscription : 13/12/2010
Re: contrôle et réglage d'un tour.
petitourchinois Ven 04 Sep 2020, 13:33
BEROLA a écrit:Bonjour
Le réglage d'une machine outil ne peut se faire qu'avec au minimum l'utilisation d'un bon comparateur .
@+
certes cela j'ai bien entendu , avec base magnétique , je m'en sers par exemple pour centrer les pièces dans le 3 mors et bien évidement pour centrer une pièce "carrée" dans le 4 mors indépendants, et aussi pour régler l'étau dans la fraiseuse etc etc etc
petitourchinois- Passionné
- Messages : 106
Date d'inscription : 29/05/2016
Re: contrôle et réglage d'un tour.
TRD Sam 05 Sep 2020, 09:50
Rien n'est plus facile que de vérifier la localisation de la pointe de la contrepointe par rapport à l'axe de la broche d'un tour.
On réalise d'abord un trou de centre puis on place la pièce entre le mandrin trois mors et la contrepointe. Entre deux pointes, 'cest aussi possible.
On réalise un chariotage sur toute la longueur.
On mesure le diamètre aux deux extrémités avec un micromètre*
* Ne pas utiliser un pied a coulisse numérique car si sa résolution est de l'ordre du centième, sa répétabilité est comprise entre 0,02 mm (pied a coulisse de qualité) et 0,03 mm (pied a coulisse ordinaire), De plus, la dextérité de l'opérateur impacte fortement le résultat. Un micromètre chinois a 10 Euros a une meilleure répétabilité qu'un pied a coulisse japonais ou allemand a 300 Euros.
Deux diamètres identiques : réglage parfait.
Deux diamètres différents : réglage mauvais sauf si on veut faire des cônes a très faible pente.
Par contre, je trouve personnellement que le réglage pour faire des cylindres parfaits est compliqué. Si les dixièmes d'erreur sont faciles à rattraper, ça se complique quand on taquine les centièmes.
Si le banc du tour est neuf, on peut théoriquement y parvenir. Si'il s'agit d'un vieux tour au banc très usé, on ne parvient généralement qu'à réaliser des pièces aux génératrices concaves (tonneaux.)
Cependant, on démontre assez facilement par la trigonométrie que le défaut de bombé de piece est de l'ordre du dixième du défaut de creux du banc. Par conséquent, un banc de tour usé d'un dixième donnera une generatrice dont la flèche sera d'un centième environ soit une différence de diamètre par rapport à un cylindre parfait de deux centièmes au maximum.
D'autre part, le réglage de l'alignement de la pointe sur l'axe de rotation de la broche n'a de sens pratique que pour une position donnée du fourreau de contrepointe. En effet, l'axe de la contrepointe n'est jamais strictement parallèle au vé de guidage de la poupée mobile.
Les tourneurs qui prétendent réaliser des pièces cylindriques longues avec une précision du centième sont :
- des types qui ont beaucoup de métier et du super matériel en très bon etat (le genre qui fait tourner sa machine deux heures pour la chauffer avant d'usiner sa pièce ultra- précise)
- des gens très adroits et patients qui finissent leur travail à la toile et disposent de moyens de mesure precis
- des affabulateurs (ce qui n'exclue pas leur sincérité.)
La dernière catégorie est à mon avis la plus représentée.
En résumé : pour une pièce moyenne (diamètre environ 50) un défaut "horizontal" se retrouve multiplié par deux au diamètre, alors qu'un défaut "vertical" se retrouve divisé par cinq.
Un tour n'est pas une rectifieuse cylindrique.
En mécanique générale, on s'accommode la plupart du temps de jeux ou de serrages réels (suivant le cas) de 0,02 mm. En tout cas, moi je vis avec depuis quarante ans.
Sauf exception justifiée, à mon avis, prétendre à plus, c'est de l'intégrisme religieux. Mais en France, on a la liberté de culte et sur ce forum aussi.
Un cheveu blond : environ 0,05 mm de diamètre, un cheveu brun fin : environ 0,03 mm de diamètre. Le centième est l'unité des coupeurs de cheveux en quatre.
On réalise d'abord un trou de centre puis on place la pièce entre le mandrin trois mors et la contrepointe. Entre deux pointes, 'cest aussi possible.
On réalise un chariotage sur toute la longueur.
On mesure le diamètre aux deux extrémités avec un micromètre*
* Ne pas utiliser un pied a coulisse numérique car si sa résolution est de l'ordre du centième, sa répétabilité est comprise entre 0,02 mm (pied a coulisse de qualité) et 0,03 mm (pied a coulisse ordinaire), De plus, la dextérité de l'opérateur impacte fortement le résultat. Un micromètre chinois a 10 Euros a une meilleure répétabilité qu'un pied a coulisse japonais ou allemand a 300 Euros.
Deux diamètres identiques : réglage parfait.
Deux diamètres différents : réglage mauvais sauf si on veut faire des cônes a très faible pente.
Par contre, je trouve personnellement que le réglage pour faire des cylindres parfaits est compliqué. Si les dixièmes d'erreur sont faciles à rattraper, ça se complique quand on taquine les centièmes.
Si le banc du tour est neuf, on peut théoriquement y parvenir. Si'il s'agit d'un vieux tour au banc très usé, on ne parvient généralement qu'à réaliser des pièces aux génératrices concaves (tonneaux.)
Cependant, on démontre assez facilement par la trigonométrie que le défaut de bombé de piece est de l'ordre du dixième du défaut de creux du banc. Par conséquent, un banc de tour usé d'un dixième donnera une generatrice dont la flèche sera d'un centième environ soit une différence de diamètre par rapport à un cylindre parfait de deux centièmes au maximum.
D'autre part, le réglage de l'alignement de la pointe sur l'axe de rotation de la broche n'a de sens pratique que pour une position donnée du fourreau de contrepointe. En effet, l'axe de la contrepointe n'est jamais strictement parallèle au vé de guidage de la poupée mobile.
Les tourneurs qui prétendent réaliser des pièces cylindriques longues avec une précision du centième sont :
- des types qui ont beaucoup de métier et du super matériel en très bon etat (le genre qui fait tourner sa machine deux heures pour la chauffer avant d'usiner sa pièce ultra- précise)
- des gens très adroits et patients qui finissent leur travail à la toile et disposent de moyens de mesure precis
- des affabulateurs (ce qui n'exclue pas leur sincérité.)
La dernière catégorie est à mon avis la plus représentée.
En résumé : pour une pièce moyenne (diamètre environ 50) un défaut "horizontal" se retrouve multiplié par deux au diamètre, alors qu'un défaut "vertical" se retrouve divisé par cinq.
Un tour n'est pas une rectifieuse cylindrique.
En mécanique générale, on s'accommode la plupart du temps de jeux ou de serrages réels (suivant le cas) de 0,02 mm. En tout cas, moi je vis avec depuis quarante ans.
Sauf exception justifiée, à mon avis, prétendre à plus, c'est de l'intégrisme religieux. Mais en France, on a la liberté de culte et sur ce forum aussi.
Un cheveu blond : environ 0,05 mm de diamètre, un cheveu brun fin : environ 0,03 mm de diamètre. Le centième est l'unité des coupeurs de cheveux en quatre.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8434
Date d'inscription : 11/08/2010
petitourchinois et Toy aiment ce message
Re: contrôle et réglage d'un tour.
petitourchinois Sam 05 Sep 2020, 17:38
merci pour cet exposé réaliste !
je vas m’y coller
je vas m’y coller
petitourchinois- Passionné
- Messages : 106
Date d'inscription : 29/05/2016
Re: contrôle et réglage d'un tour.
TRD Sam 05 Sep 2020, 20:09
Impact de l'usure d'un banc de tour.
Je vais vous épargner les sinus et cosinus. Une démonstration graphique devarit suffire à convaincre qu'il vaut souvent mieux un banc parfait un peu usé (0,1mm) qu'un banc réalisé non parallèle à l'axe de broche (0,05 mm)
L'outil est en rouge la pièce en blanc. la pièce a un diamètre de 50 mm
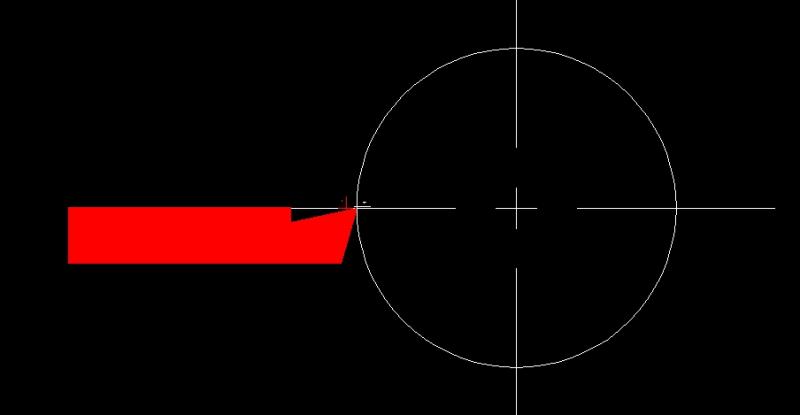
On déplace l'outil de 0,1 vers le bas. On regarde l'impact par rapport à la surface réalisée au diamètre de 50 mm.
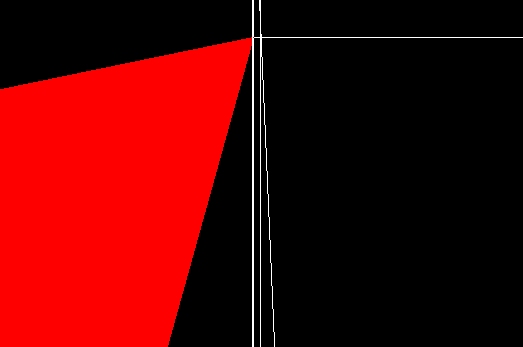
Et voilà ce qu'on trouve :
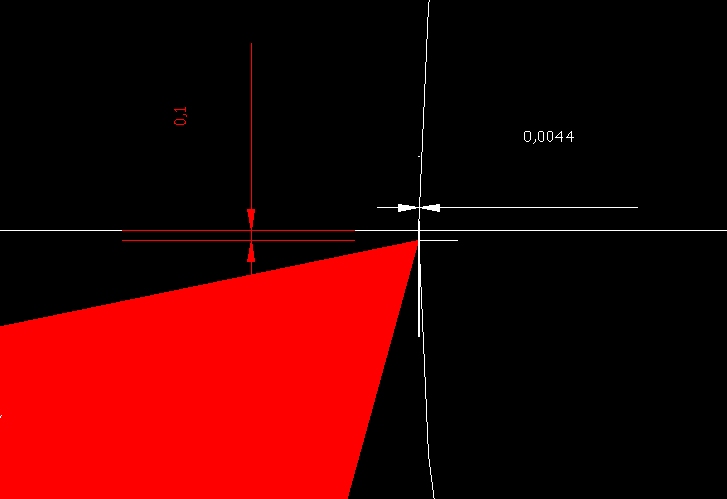
4,4 MICRONS de défaut au rayon donc moins d'un centième d'erreur au diamètre.
Conclusion CQFD : Sur une pièce de diamètre 50, le banc parfait usé d'un dixième génère une conicité d'un centième, le banc NEUF oblique de 5 centièmes génère une conicité d'un dixième.
Je vais vous épargner les sinus et cosinus. Une démonstration graphique devarit suffire à convaincre qu'il vaut souvent mieux un banc parfait un peu usé (0,1mm) qu'un banc réalisé non parallèle à l'axe de broche (0,05 mm)
L'outil est en rouge la pièce en blanc. la pièce a un diamètre de 50 mm
On déplace l'outil de 0,1 vers le bas. On regarde l'impact par rapport à la surface réalisée au diamètre de 50 mm.
Et voilà ce qu'on trouve :
4,4 MICRONS de défaut au rayon donc moins d'un centième d'erreur au diamètre.
Conclusion CQFD : Sur une pièce de diamètre 50, le banc parfait usé d'un dixième génère une conicité d'un centième, le banc NEUF oblique de 5 centièmes génère une conicité d'un dixième.
Dernière édition par TRD le Dim 06 Sep 2020, 23:43, édité 2 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8434
Date d'inscription : 11/08/2010
petitourchinois aime ce message
Re: contrôle et réglage d'un tour.
kiki86 Dim 06 Sep 2020, 21:14
bonjour
la premiere manip a realiser c'est de mettre la machine de niveau
la premiere manip a realiser c'est de mettre la machine de niveau
_________________
"sans la liberté de blâmer, il n'est pas d'éloge flatteur"
cordialement
kiki86- Passionné
- Messages : 114
Date d'inscription : 17/02/2015
Re: contrôle et réglage d'un tour.
BEROLA Dim 06 Sep 2020, 22:20
kiki86 a écrit:bonjour
la premiere manip a realiser c'est de mettre la machine de niveau
C'est une façon de voir car si la machine est rigide et bien réglée , une mise a niveau parfaitement ric rac n'est pas très utile .
Un de mes amis (DCD ) avait une boite de mécanique d'une douzaine de salariés et aucun de ses tours fraiseuses fileteuses etc n'était parfaitement de niveau .
Il a été sous traitant de grosses boites très connues pendant 30 ans et ses pièces réalisées sur machines conventionnelles passaient le contrôle qualité sans pb.
Pour le reste TRD a tout dit !!

_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)
BEROLA- Chevronné
- Messages : 2905
Date d'inscription : 13/12/2010
Re: contrôle et réglage d'un tour.
petitourchinois Lun 07 Sep 2020, 15:26
Bonjour TRD,
je te remercie de ton exposé qui a le mérite de démystifier les choses et de donner des conseils absolument pratiques
ptc
je te remercie de ton exposé qui a le mérite de démystifier les choses et de donner des conseils absolument pratiques
ptc
petitourchinois- Passionné
- Messages : 106
Date d'inscription : 29/05/2016
Re: contrôle et réglage d'un tour.
TRD Lun 07 Sep 2020, 16:48
De rien.
J'ajouterai que lorsqu'on a en main une pièce usée, la valeur qu'on estime à l'usure est généralement très supérieure à la profondeur réelle qu'on peut mesurer avec un comparateur. Je conseille à chacun de faire le petit jeu suivant : on prend une pièce bien usée, on estime l'usure à l'oeil, puis on effectue une mesure.
Je pense que beaucoup seront surpris par la réalité physique.
J'ajouterai que lorsqu'on a en main une pièce usée, la valeur qu'on estime à l'usure est généralement très supérieure à la profondeur réelle qu'on peut mesurer avec un comparateur. Je conseille à chacun de faire le petit jeu suivant : on prend une pièce bien usée, on estime l'usure à l'oeil, puis on effectue une mesure.
Je pense que beaucoup seront surpris par la réalité physique.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8434
Date d'inscription : 11/08/2010
Page 1 sur 2 • 1, 2
» contrôle et réglage d'un tour
» Numérisation Tour HBM 300
» Tour socomo passé sur convertisseur 220 mono/tri - réglage ?
» acquisition d'un tour HAULIN ELP5024 premieres questions
» reglage tour Hermes 320
» Numérisation Tour HBM 300
» Tour socomo passé sur convertisseur 220 mono/tri - réglage ?
» acquisition d'un tour HAULIN ELP5024 premieres questions
» reglage tour Hermes 320
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum