
Modification chariot porte-outils.
4 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Modification chariot porte-outils.
booddha Lun 09 Juin 2014, 20:57
Bonjour/bonsoir,
Je fait part ici d'un reportage réalisé il y a un peu moins d'un an sur la transformation du chariot Porte-outils de mon tour dans le but de le rigidifier.
Modif faite en m'inspirant largement du travail de c.phili et de forums US.
Le tour est celui-ci

que l'on retrouve sous de nombreuses marques. Je l'ai acheté d'occasion fin 2012 alors qu'il n'avait que 2 ans et il est quasi neuf.
Il est muni d'une avance automatique longitudinale et transversale, d'un appareil à retomber dans le pas, d'une inversion mécanique du sens de rotation de la vis mère, d'un variateur de vitesse électronique.
Par contre, la lecture des forums et mes propres constations m'ont décidées de modifier ce chariot porte-outils dont le manque de rigidité est attribué à une embase trop petite.
L'existant c'est ça.


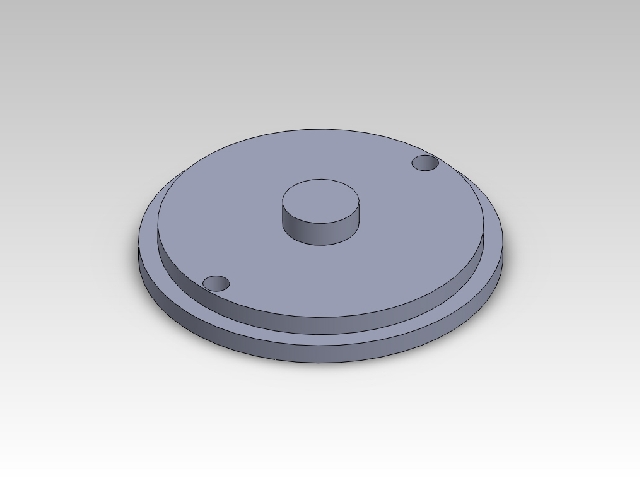
La première pièce sera une rondelle
Un bout de tôle forte récupérée chez mon ferrailleur, nuance d'acier inconnue.
Une fraiseuse neuve et hop on commence par les côtés.

Ensuite sciage à la cote extérieure de la rondelle plus une petite marge. (J'aurais du faire cette opération avant la précédente).

Abattage des coins pour faire un octogone.

Positionnement dans un mandrin 4 mors indépendants.
J'ai pris soin également de percer le centre de la pièce.
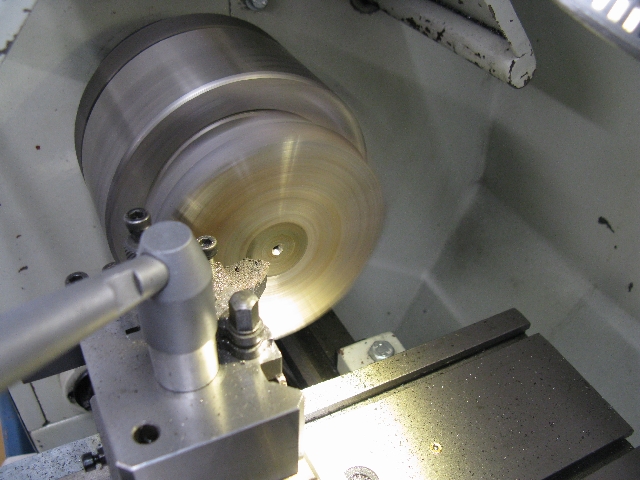
Là j'écroute les deux faces avant d'attaquer dans le dur, c'est à dire de faire d'un octogone, un cercle.
Ça tape dur et c'est très impressionnant, mais finalement l'outil tient le coup.
Je fais ça en deux fois avec un retournement. Le perçage au centre me permet de repositionner dans l'axe la pièce. Depuis ce reportage j'ai appris le "cimblot".
Une fois fait, j'attaque les épaulements. J'ai repositionné la pièce dans un mandrin 3 mors réglables, plus pratique pour la concentricité.
J'aurais pu continuer avec le 4 mors mais bon j'ai la chance d'avoir le 3 mors réglables.

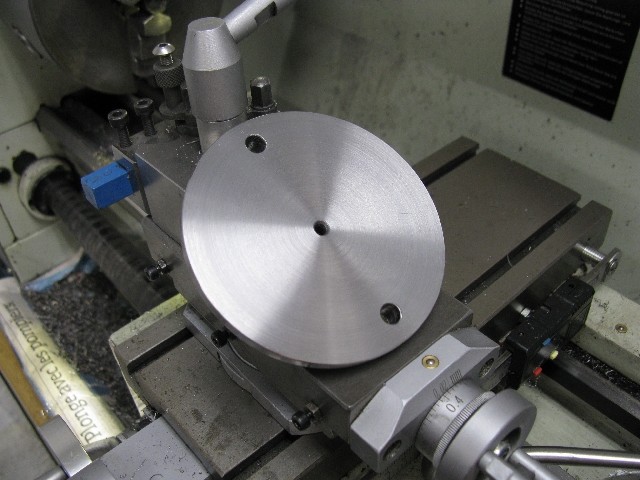
Changement d'outil et de stratégie pour faire le téton de diamètre 20 au centre.

La pièce est terminée hormis le taraude M8 des deux trous.
L'état de surface est équivalent à celui de la photo du dessous. C'est un effet de la photo qui le fait paraitre dégradé. Mais c'est bien lisse au doigt.
Les deux faces.

Qui a dit qu'un tour Chinois n'est pas précis. La cote visée du diamètre extérieur était de 97 mm.
Et la cote mesurée est de...

Je continue par la partie embase du porte outil. Avec ce qui me semble une difficulté, la taille de la queue d'aronde.
Les vues 3D
Celle du dessus et du dessous

C'est sur cette pièce que mon projet diffère de celui de c.philli, dans la mesure ou je veux garder la même longueur de queue d'aronde alors qu'il me semble que sur son projet, la queue d'aronde est raccourcie
Tout commence par le débit du brut dans la même tôle (très) forte avec un passage à la scie

Surfaçage à la fraiseuse.
Mais en fait je finirais les 2 faces au tour car plus rapide. Et moins fatiguant pour mes petits bras avec tous ces aller et retour.
Dégrossissage de la queue d'aronde à la scie. D'un bout à l'autre
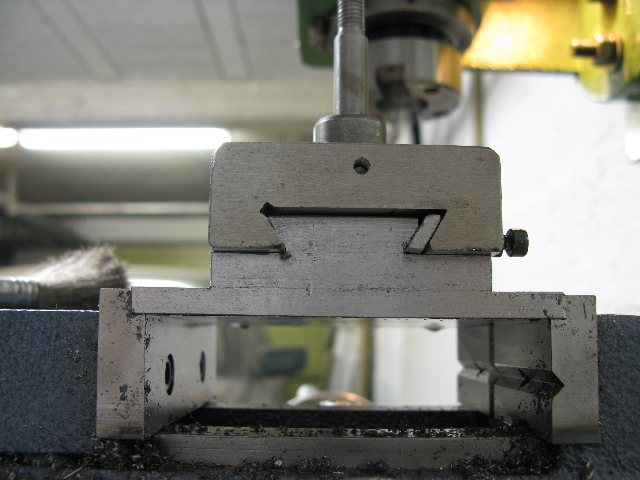
La pièce est prête pour ce que je redoute le plus, le taillage de la queue d'aronde (je n'ai jamais fait ça).
Les états de surface sont bien plus beaux que ce que les photos pourraient laisser croire. J'ai un peu fignolé avec un grattoir triangulaire et du papier à huile.
La fraise idoine et hop vas-y p'tit Louis.

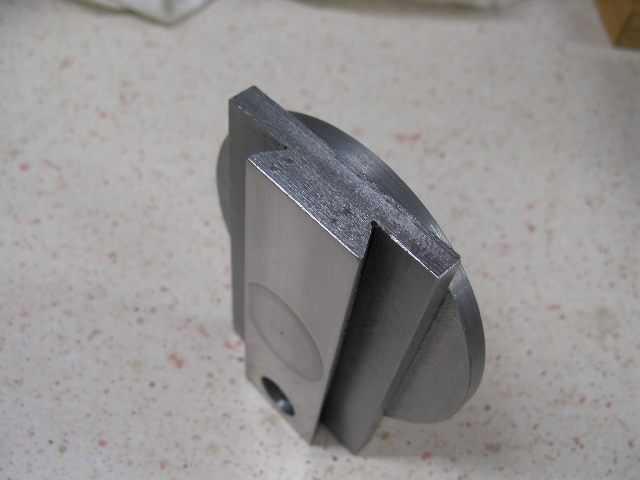
En voilà une de faite, finalement cela se passe mieux que ce que je pensais.
https://i.servimg.com/u/f39/18/88/75/16/15505910.jpg
La suivante se fera dans les mêmes conditions. Je suis plutôt content.
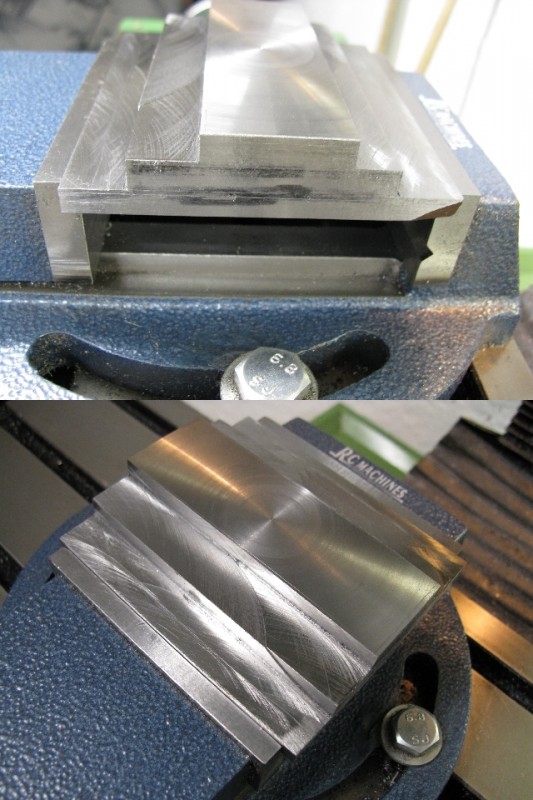
Un petit montage à blanc avec le lardon.
Je suis assez content du résultat.
Je n'ai découvert sur le forum qu'une fois l'usinage terminé, la méthode pour mesurer une queue d'Aronde avec des piges.
Les cotes ne sont pas respectées au centième, mais elles ne sont pas coulées non plus.
Le glissement est plus doux qu'à l'origine et le réglage du lardon est plus facile. Avant, à peine la vis tournée, le chariot bloquait. A peine desserrée , hop du jeu. De plus, le fait de serrer une vis de réglage du lardon faisait se soulever le chariot qui ne reposais plus sur les faces d'appuis horizontales de la queue d'aronde. Maintenant c'est le contraire qui se produit, ce qui est bien mieux mécaniquement parlant.
On continue par l'alésage ø 16 de la noix. Je tourne le mandrin à la main car je ne veux pas abimer mon alésoir.

Je fore également dans la longueur un trou pour laisser passer la vis du petit chariot. J’appréhendais aussi cette phase mais finalement cela c'est bien passé. Je n'ai pas de photos de cette phase.
Mon chariot diffère de celui de c.phili par le fait que sur le sien, une gorge est usinée pour cette vis. Ce qui me fait penser que sa queue d'aronde avait une certaine flexibilité , alors que le fait d'avoir supprimé cette gorge, me semble faire un renforcement de mon chariot d'origine. J'ai donc gardé la même configuration.
, alors que le fait d'avoir supprimé cette gorge, me semble faire un renforcement de mon chariot d'origine. J'ai donc gardé la même configuration.
Bref, le résultat en montage à blanc

Après avoir préparé la base en tombant les angles, mise en place sur le tour pour l'usinage de la base.
Utilisation du mandrin 4 mors et petite vitesse à cause du balourd. Le tour danse un peu

Le résultat de dessus, de dessous et de côté


Le résultat avec un montage à blanc avec la "rondelle" précédemment usinée

La dernière pièce qui va se placer sur la table du transversal.
Les vues 3D de dessus et de dessous

Je vous épargne la séance sciage mais c'est toujours dans le même morceau de tôle forte. (Sur ces épaisseurs, c'est plutôt un laminé je pense)
Là on fraise les 4 côtés pour équerrer le lopin.

Positionnement dans le mandrin 4 mors pour écroutage (ça pourri le tour même si déjà dégrossi à la main).
Puis surfaçage pour mise à la cote d'ébauche des faces avant et arrière.

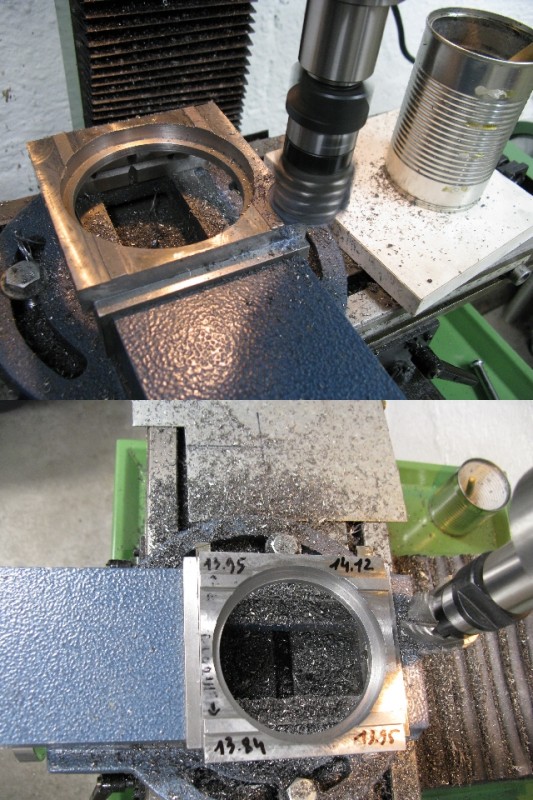
Un avant trou à Diamètre 4, puis 8, puis 12, puis 20 (mon plus gros foret) pour attaquer l'alésage/épaulement du milieu.
Je suis obligé de bouffer le métal car je ne peux pas faire ça à la fraiseuse n'ayant pas encore de plateau tournant.
Je ne peux pas faire ça non plus avec un outil à gorge car mon porte outil n'est pas (encore) assez rigide. Mais ça va changer haha du moins je l'espère.

Et voilou, les trois pièces réunis. Mais c'est pas fini.

Vérification de l'équerrage des faces, c'est OK. Bon en vérité il y a fallu que je reprenne légèrement 2 côtés mais j'avais prévu le coup et laisser un peu de matière à ronger

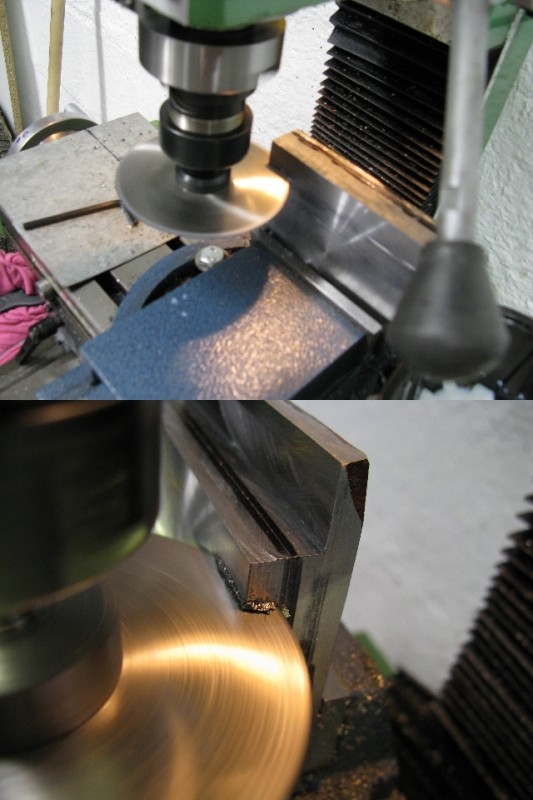
Surfaçage de la face inférieure pour usiner les tétons de centrage dans les glissières de la table du transversal.
N'ayant pas un vrai étaux pour fraiseuse (c'est budgété) mais un très bon étaux de perçage, j'ai quand même un point haut et un point bas (2ème photo).
Je compense avec du clinquant (merci Coca-Cola et ses canettes)
Les trois pièces sont presque achevées. Manque juste les trous de 8 dans les "oreilles" de la pièce avec queue d'aronde et les 2 taraudages M8 dans la rondelle.

Un comparatif avec le montage d'origine.
On constate tout de suite la différence d'assise surtout au niveau des pièces à chaque extrémités des photos.

Vite, vite on monte tout ça et on essaye. Savoir si je n'ai pas bossé pour rien.
La rondelle et l'embase en place

La queue d'aronde en place (Les trous de 8 ne sont pas encore fait mais ça va venir).

La preuve. :mrgreen:
Tout est monté. Hop essai sur un axe de brouette, méchant acier tout mou. (Pas tant que ça).

Un essai de chariotage.
Les passes sont plus importantes sans que ça rechigne.
L'état de surface est plus propre.
Mais la grosse, grosse, énorme différence c'est en tronçonnage.
J'en était arrivé à éviter d'en faire.
Ça broutait, ça criait, ça couinait, ça cassait les outils, bref une vraie torture.
Là, un rêve. Un outil largeur 3.5 mm.
Un petit couinement à l'amorçage et han, un bon coup de rein et... un beau copeau se forme. Pas de bruit suspect, pas de casse, pas de broutement.
Avance du transversal en auto, ça coupe comme dans du beurre (avant impossible, ça bloquait le moteur après des bruits épouvantables et un état de surface du fond de la gorge digne des montagnes russes).

Bref, vous l'aurez deviné, je suis super-content et je remercie encore c.phili d'avoir fait part de sa transformation ce qui m'a permis de la mettre en œuvre.
Je suis d'autant plus content que c'était ma première grosse réalisation avec mes machines et je crois m'en être pas mal sorti.
Depuis j'ai refais le lardon avec de la fonte d'un frein à disque usé. Le lardon d'origine faisait qu'il était impossible de régler le chariot porte-outils. Ou on serrait et ça coinçait ou il y avait trop de jeux.
Impossible d'avoir un fonctionnement doux et sans jeux. La fonte a réglé le problème.
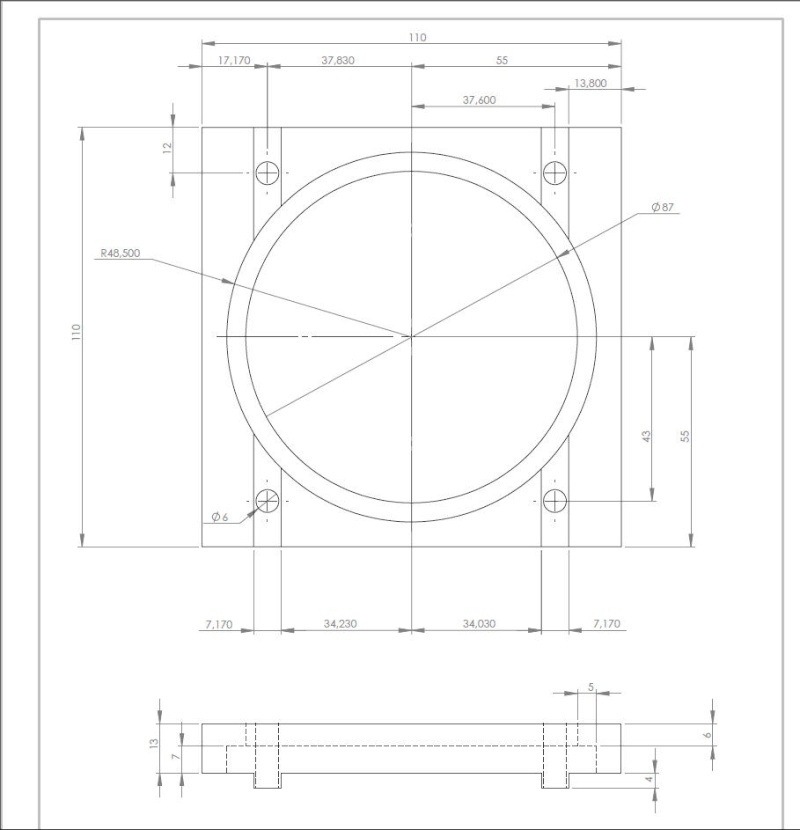
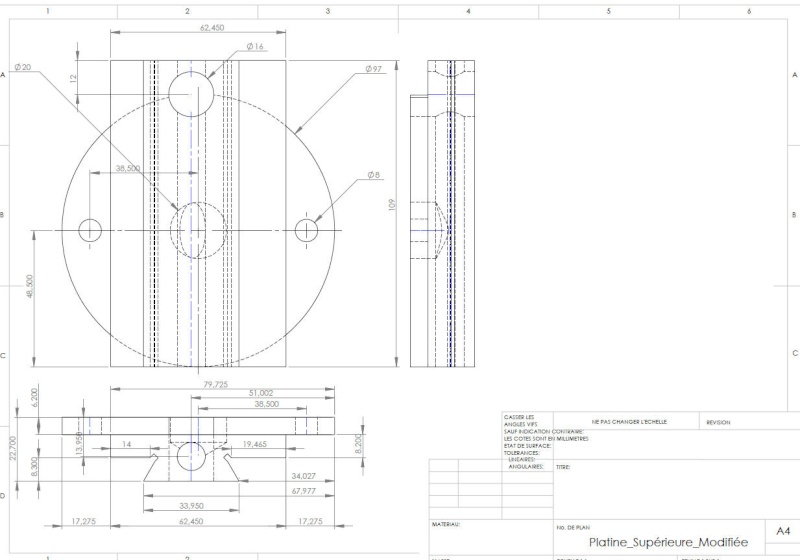
Les plans pour ceux que ça intéresserait
N'ayant pas trouvé comment joindre un PDF, voici des photos des plans

Merci de votre attention.
Je fait part ici d'un reportage réalisé il y a un peu moins d'un an sur la transformation du chariot Porte-outils de mon tour dans le but de le rigidifier.
Modif faite en m'inspirant largement du travail de c.phili et de forums US.
Le tour est celui-ci
que l'on retrouve sous de nombreuses marques. Je l'ai acheté d'occasion fin 2012 alors qu'il n'avait que 2 ans et il est quasi neuf.
Il est muni d'une avance automatique longitudinale et transversale, d'un appareil à retomber dans le pas, d'une inversion mécanique du sens de rotation de la vis mère, d'un variateur de vitesse électronique.
Par contre, la lecture des forums et mes propres constations m'ont décidées de modifier ce chariot porte-outils dont le manque de rigidité est attribué à une embase trop petite.
L'existant c'est ça.
La première pièce sera une rondelle
Un bout de tôle forte récupérée chez mon ferrailleur, nuance d'acier inconnue.
Une fraiseuse neuve et hop on commence par les côtés.
Ensuite sciage à la cote extérieure de la rondelle plus une petite marge. (J'aurais du faire cette opération avant la précédente).
Abattage des coins pour faire un octogone.
Positionnement dans un mandrin 4 mors indépendants.
J'ai pris soin également de percer le centre de la pièce.
Là j'écroute les deux faces avant d'attaquer dans le dur, c'est à dire de faire d'un octogone, un cercle.
Ça tape dur et c'est très impressionnant, mais finalement l'outil tient le coup.
Je fais ça en deux fois avec un retournement. Le perçage au centre me permet de repositionner dans l'axe la pièce. Depuis ce reportage j'ai appris le "cimblot".
Une fois fait, j'attaque les épaulements. J'ai repositionné la pièce dans un mandrin 3 mors réglables, plus pratique pour la concentricité.
J'aurais pu continuer avec le 4 mors mais bon j'ai la chance d'avoir le 3 mors réglables.
Changement d'outil et de stratégie pour faire le téton de diamètre 20 au centre.
La pièce est terminée hormis le taraude M8 des deux trous.
L'état de surface est équivalent à celui de la photo du dessous. C'est un effet de la photo qui le fait paraitre dégradé. Mais c'est bien lisse au doigt.
Les deux faces.
Qui a dit qu'un tour Chinois n'est pas précis. La cote visée du diamètre extérieur était de 97 mm.
Et la cote mesurée est de...
Je continue par la partie embase du porte outil. Avec ce qui me semble une difficulté, la taille de la queue d'aronde.
Les vues 3D
Celle du dessus et du dessous
C'est sur cette pièce que mon projet diffère de celui de c.philli, dans la mesure ou je veux garder la même longueur de queue d'aronde alors qu'il me semble que sur son projet, la queue d'aronde est raccourcie
Tout commence par le débit du brut dans la même tôle (très) forte avec un passage à la scie
Surfaçage à la fraiseuse.
Mais en fait je finirais les 2 faces au tour car plus rapide. Et moins fatiguant pour mes petits bras avec tous ces aller et retour.
Dégrossissage de la queue d'aronde à la scie. D'un bout à l'autre
La pièce est prête pour ce que je redoute le plus, le taillage de la queue d'aronde (je n'ai jamais fait ça).
Les états de surface sont bien plus beaux que ce que les photos pourraient laisser croire. J'ai un peu fignolé avec un grattoir triangulaire et du papier à huile.
La fraise idoine et hop vas-y p'tit Louis.
En voilà une de faite, finalement cela se passe mieux que ce que je pensais.
https://i.servimg.com/u/f39/18/88/75/16/15505910.jpg
La suivante se fera dans les mêmes conditions. Je suis plutôt content.
Un petit montage à blanc avec le lardon.
Je suis assez content du résultat.
Je n'ai découvert sur le forum qu'une fois l'usinage terminé, la méthode pour mesurer une queue d'Aronde avec des piges.
Les cotes ne sont pas respectées au centième, mais elles ne sont pas coulées non plus.
Le glissement est plus doux qu'à l'origine et le réglage du lardon est plus facile. Avant, à peine la vis tournée, le chariot bloquait. A peine desserrée , hop du jeu. De plus, le fait de serrer une vis de réglage du lardon faisait se soulever le chariot qui ne reposais plus sur les faces d'appuis horizontales de la queue d'aronde. Maintenant c'est le contraire qui se produit, ce qui est bien mieux mécaniquement parlant.
On continue par l'alésage ø 16 de la noix. Je tourne le mandrin à la main car je ne veux pas abimer mon alésoir.
Je fore également dans la longueur un trou pour laisser passer la vis du petit chariot. J’appréhendais aussi cette phase mais finalement cela c'est bien passé. Je n'ai pas de photos de cette phase.
Mon chariot diffère de celui de c.phili par le fait que sur le sien, une gorge est usinée pour cette vis. Ce qui me fait penser que sa queue d'aronde avait une certaine flexibilité
, alors que le fait d'avoir supprimé cette gorge, me semble faire un renforcement de mon chariot d'origine. J'ai donc gardé la même configuration.Bref, le résultat en montage à blanc
Après avoir préparé la base en tombant les angles, mise en place sur le tour pour l'usinage de la base.
Utilisation du mandrin 4 mors et petite vitesse à cause du balourd. Le tour danse un peu
Le résultat de dessus, de dessous et de côté
Le résultat avec un montage à blanc avec la "rondelle" précédemment usinée
La dernière pièce qui va se placer sur la table du transversal.
Les vues 3D de dessus et de dessous
Je vous épargne la séance sciage mais c'est toujours dans le même morceau de tôle forte. (Sur ces épaisseurs, c'est plutôt un laminé je pense)
Là on fraise les 4 côtés pour équerrer le lopin.
Positionnement dans le mandrin 4 mors pour écroutage (ça pourri le tour même si déjà dégrossi à la main).
Puis surfaçage pour mise à la cote d'ébauche des faces avant et arrière.
Un avant trou à Diamètre 4, puis 8, puis 12, puis 20 (mon plus gros foret) pour attaquer l'alésage/épaulement du milieu.
Je suis obligé de bouffer le métal car je ne peux pas faire ça à la fraiseuse n'ayant pas encore de plateau tournant.
Je ne peux pas faire ça non plus avec un outil à gorge car mon porte outil n'est pas (encore) assez rigide. Mais ça va changer haha du moins je l'espère.
Et voilou, les trois pièces réunis. Mais c'est pas fini.
Vérification de l'équerrage des faces, c'est OK. Bon en vérité il y a fallu que je reprenne légèrement 2 côtés mais j'avais prévu le coup et laisser un peu de matière à ronger
Surfaçage de la face inférieure pour usiner les tétons de centrage dans les glissières de la table du transversal.
N'ayant pas un vrai étaux pour fraiseuse (c'est budgété) mais un très bon étaux de perçage, j'ai quand même un point haut et un point bas (2ème photo).
Je compense avec du clinquant (merci Coca-Cola et ses canettes)
Les trois pièces sont presque achevées. Manque juste les trous de 8 dans les "oreilles" de la pièce avec queue d'aronde et les 2 taraudages M8 dans la rondelle.
Un comparatif avec le montage d'origine.
On constate tout de suite la différence d'assise surtout au niveau des pièces à chaque extrémités des photos.
Vite, vite on monte tout ça et on essaye. Savoir si je n'ai pas bossé pour rien.
La rondelle et l'embase en place
La queue d'aronde en place (Les trous de 8 ne sont pas encore fait mais ça va venir).
La preuve. :mrgreen:
Tout est monté. Hop essai sur un axe de brouette, méchant acier tout mou. (Pas tant que ça).
Un essai de chariotage.
Les passes sont plus importantes sans que ça rechigne.
L'état de surface est plus propre.
Mais la grosse, grosse, énorme différence c'est en tronçonnage.
J'en était arrivé à éviter d'en faire.
Ça broutait, ça criait, ça couinait, ça cassait les outils, bref une vraie torture.
Là, un rêve. Un outil largeur 3.5 mm.
Un petit couinement à l'amorçage et han, un bon coup de rein et... un beau copeau se forme. Pas de bruit suspect, pas de casse, pas de broutement.
Avance du transversal en auto, ça coupe comme dans du beurre (avant impossible, ça bloquait le moteur après des bruits épouvantables et un état de surface du fond de la gorge digne des montagnes russes).
Bref, vous l'aurez deviné, je suis super-content et je remercie encore c.phili d'avoir fait part de sa transformation ce qui m'a permis de la mettre en œuvre.
Je suis d'autant plus content que c'était ma première grosse réalisation avec mes machines et je crois m'en être pas mal sorti.
Depuis j'ai refais le lardon avec de la fonte d'un frein à disque usé. Le lardon d'origine faisait qu'il était impossible de régler le chariot porte-outils. Ou on serrait et ça coinçait ou il y avait trop de jeux.
Impossible d'avoir un fonctionnement doux et sans jeux. La fonte a réglé le problème.
Les plans pour ceux que ça intéresserait
N'ayant pas trouvé comment joindre un PDF, voici des photos des plans
Merci de votre attention.
Dernière édition par booddha le Mar 10 Juin 2014, 10:03, édité 1 fois
booddha- Membre confirmé

- Messages : 14
Date d'inscription : 09/06/2013
Re: Modification chariot porte-outils.
Lil Mar 10 Juin 2014, 05:01
Bon Matin Booddha 
C'est une très belle modification que tu as fait ainsi qu'un très bon reportage qui j'en suis sûre donnera envie de faire des usinages soignés comme les tiens.
Merci pour ton partage
Amitiés
C'est une très belle modification que tu as fait ainsi qu'un très bon reportage qui j'en suis sûre donnera envie de faire des usinages soignés comme les tiens.
Merci pour ton partage
Amitiés
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Re: Modification chariot porte-outils.
Doune Dim 19 Avr 2020, 09:42
Bonjour très belle réalisation d'amélioration de petit chariot sur ce tour à métaux moi j'ai le même problème sur un modèle très similaire au tiens mais malheureusement impossible pour moi de faire la même chose car je n'ai pas les compétences ni le matériel pour réaliser un t'el travail mais si vous avez une idée pour que je puisse le faire réaliser je suis preneur en tout cas encore bravo
Doune- Nouveau

- Messages : 9
Date d'inscription : 18/04/2020
Re: Modification chariot porte-outils.
BEROLA Dim 19 Avr 2020, 13:21
Attention il y a presque 6 ans entre ces deux messages !
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)

BEROLA- Chevronné

- Messages : 2905
Date d'inscription : 13/12/2010
Re: Modification chariot porte-outils.
Doune Dim 19 Avr 2020, 16:10
Oui sûrement mais se modèle se vend toujours sous pleins de marques
Doune- Nouveau
- Messages : 9
Date d'inscription : 18/04/2020
Re: Modification chariot porte-outils.
BEROLA Dim 19 Avr 2020, 16:41
Oui tout a fait ! mais lorsqu'on arrive sur un forum il est d'usage de se présenter !! 
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)
BEROLA- Chevronné
- Messages : 2905
Date d'inscription : 13/12/2010
Re: Modification chariot porte-outils.
Doune Dim 19 Avr 2020, 17:05
Très bien je suis sur la Vendée et il y a bien longtemps j'ai u l'occasion d'apprendre le métier de tourneur fraiseur au lycée mais jamais pratiquer depuis
Mais il y a un an je me suis offert un petit tour à métaux de 550mm d'entre pointe pour bricoler et j'ai un souci avec le petit chariot, un point trop raide à maneuver si tu veux q'il n'y ai pas trop de jeux.
Et sa base est sous dimensionner donc voilà je suis à la recherche d'une solution.
Mais il y a un an je me suis offert un petit tour à métaux de 550mm d'entre pointe pour bricoler et j'ai un souci avec le petit chariot, un point trop raide à maneuver si tu veux q'il n'y ai pas trop de jeux.
Et sa base est sous dimensionner donc voilà je suis à la recherche d'une solution.
Doune- Nouveau
- Messages : 9
Date d'inscription : 18/04/2020
Re: Modification chariot porte-outils.
BEROLA Dim 19 Avr 2020, 20:10
Bonsoir et bienvenue au forum
Ce problème ne serait il pas dû simplement a un mauvais réglage des lardons et a l'emploi d'un graissage de glissières avec une huile trop visqueuse ?
Ce problème ne serait il pas dû simplement a un mauvais réglage des lardons et a l'emploi d'un graissage de glissières avec une huile trop visqueuse ?
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)
BEROLA- Chevronné
- Messages : 2905
Date d'inscription : 13/12/2010
Re: Modification chariot porte-outils.
Doune Lun 20 Avr 2020, 03:30
Bonjour berola
Je ne pense pas car j'ai essayé de changer d'huiles mame essayé avec des graisse mais il y a toujours le même problème des que les visses sont aux contacts du lardon ça bloque comme si on avait serré fort
Mais ce n'est pas le cas juste un contact pour ne plus avoir de jeu dans les glissière
C'c'est pour cela que Je regarderai se projet de modification de chariot car je rencontre les mêmes choses comme impossible de faire un tronconnage sans risques de cassé un outil trop de souplesse dans le système de fixation du petit chariot
En tout cas merci pour les commentaires je suis preneur
Je ne pense pas car j'ai essayé de changer d'huiles mame essayé avec des graisse mais il y a toujours le même problème des que les visses sont aux contacts du lardon ça bloque comme si on avait serré fort
Mais ce n'est pas le cas juste un contact pour ne plus avoir de jeu dans les glissière
C'c'est pour cela que Je regarderai se projet de modification de chariot car je rencontre les mêmes choses comme impossible de faire un tronconnage sans risques de cassé un outil trop de souplesse dans le système de fixation du petit chariot
En tout cas merci pour les commentaires je suis preneur
Doune- Nouveau
- Messages : 9
Date d'inscription : 18/04/2020
Re: Modification chariot porte-outils.
BEROLA Lun 20 Avr 2020, 07:45
Bonjour
je ne suis pas persuadé que ce genre de modification résolve correctement ce problème de dur .
La solution doit être plus simple , reste a la trouver .
@+
je ne suis pas persuadé que ce genre de modification résolve correctement ce problème de dur .
La solution doit être plus simple , reste a la trouver .
@+
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)
BEROLA- Chevronné
- Messages : 2905
Date d'inscription : 13/12/2010
Page 1 sur 2 • 1, 2
» Tour "Les Innovations mécaniques T8" converter en "Teach inn"
» Celtic 12 (course du chariot Superieur)
» branchement d un chariot porte palan
» Porte outils Bergström
» Porte outils Drehblitz
» Celtic 12 (course du chariot Superieur)
» branchement d un chariot porte palan
» Porte outils Bergström
» Porte outils Drehblitz
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum