
Production d’un mécanisme d’horloge , post #3 le taillage des pignons
5 participants
Page 1 sur 1

Production d’un mécanisme d’horloge , post #3 le taillage des pignons
lapenduledargent Dim 27 Oct 2013, 11:30
Mon projet avance...Suite à mon post consacré aux taillages des roues, je vous présente une autre étape importante qui est le taillage des pignons et le montage des roues.
1/ Le décolletage des pignons
Pour garantir une certaine répétitivité mais également par soucis de rentabilité,
j'ai numérisé un tour traditionnel d'établi.
Le tour a été entièrement retravaillé. N'ayant aucun intérêt à conserver une utilisation traditionnelle, toutes les commandes manuelles ont été enlevées.
Linuxcnc est utilisé pour piloter la machine mais pour le programmer, j'ai réalisé un générateur de Gcode adapté à mon usage.
Sur mon site, j'ai une page qui présente en détail la numérisation de mon tour : http://lapenduledargent.be/tour-cnc
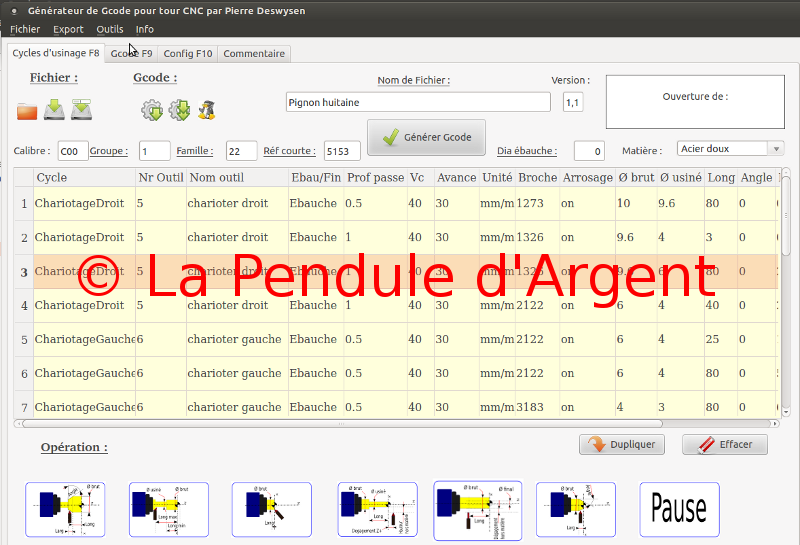
Mon générateur de Gcode, version tournage
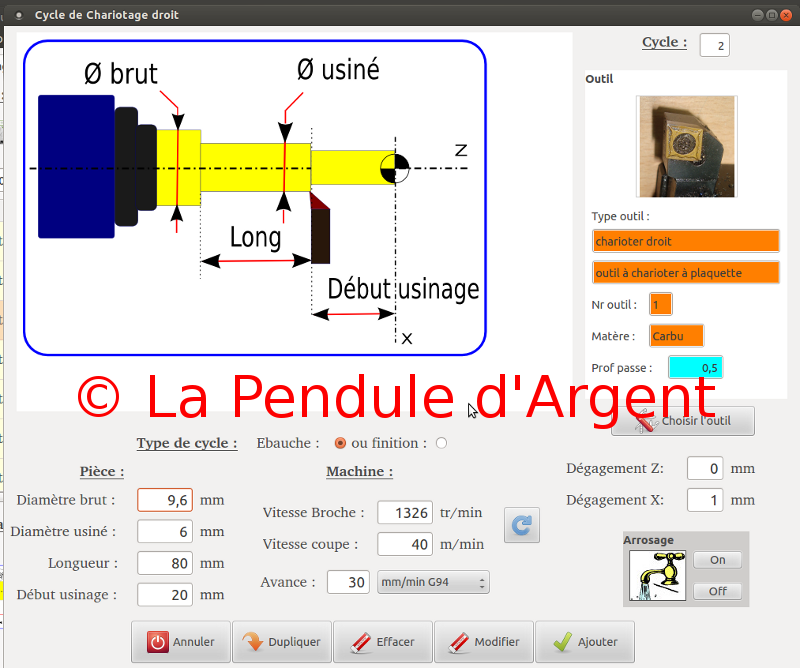
Définition d'un des cycles de chariotage
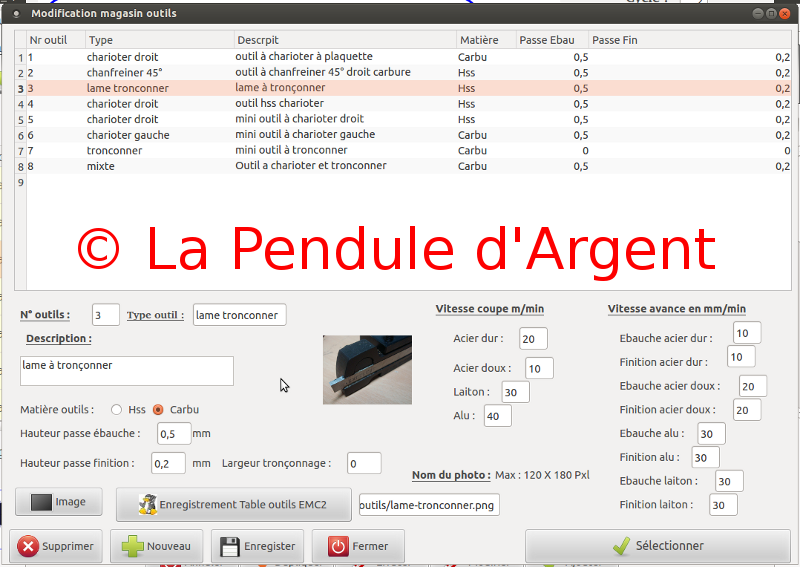
Le magasin d'outil du générateur

Le tour utilisé pour le décolletage.

Début du tournage du pignon à six ailes de la roue moyenne . Diamètre 6.8 mm, module 0.7

Utilisation de petits barreaux Hss façonnés en outils de tour droit et gauche.
Les amateurs de tournage remarqueront l'adaptation de la contre-pointe

Le pignon prêt à être tronçonné
2/ Le taillage sur la tailleuse numérique

Comme pour les roues, le taillage a été confié à la tailleuse numérique

Le pignon taillé au module 0.7

Décolletage de l'assiette

L'ensemble de la roue moyenne avec sa roue, son pignon et l'assiette

L'assiette est rivée sur la roue

Par sécurité, pour éviter un dé-centrage à l'assemblage, je monte la roue sur un tour d'outilleur et j'utilise un forêt à centrer

Perçage final de l'assiette avec un forêt de 3mm

Le pignon est solidarisé à la roue avec un peu de soudure étain

La roue moyenne terminée Z72 et Z'6, module 0.7

Contrôle de l'engrenage sur le compas Bergeon

La roue moyenne et le pignon d'échappement

Le taillage du pignon de la roue de huitaine Z'12

L'ébauche et le pignon de huitaine
Le prochain post vous présentera l'usinage des platines...
Sur mon blog, http://lapenduledargent.blogspot.be/ retrouvez l'intégralité de mon projet
A bientôt
Pierre
1/ Le décolletage des pignons
Pour garantir une certaine répétitivité mais également par soucis de rentabilité,
j'ai numérisé un tour traditionnel d'établi.
Le tour a été entièrement retravaillé. N'ayant aucun intérêt à conserver une utilisation traditionnelle, toutes les commandes manuelles ont été enlevées.
Linuxcnc est utilisé pour piloter la machine mais pour le programmer, j'ai réalisé un générateur de Gcode adapté à mon usage.
Sur mon site, j'ai une page qui présente en détail la numérisation de mon tour : http://lapenduledargent.be/tour-cnc
Mon générateur de Gcode, version tournage
Définition d'un des cycles de chariotage
Le magasin d'outil du générateur
Le tour utilisé pour le décolletage.
Début du tournage du pignon à six ailes de la roue moyenne . Diamètre 6.8 mm, module 0.7
Utilisation de petits barreaux Hss façonnés en outils de tour droit et gauche.
Les amateurs de tournage remarqueront l'adaptation de la contre-pointe
Le pignon prêt à être tronçonné
2/ Le taillage sur la tailleuse numérique
Comme pour les roues, le taillage a été confié à la tailleuse numérique
Le pignon taillé au module 0.7
Décolletage de l'assiette
L'ensemble de la roue moyenne avec sa roue, son pignon et l'assiette
L'assiette est rivée sur la roue
Par sécurité, pour éviter un dé-centrage à l'assemblage, je monte la roue sur un tour d'outilleur et j'utilise un forêt à centrer
Perçage final de l'assiette avec un forêt de 3mm
Le pignon est solidarisé à la roue avec un peu de soudure étain
La roue moyenne terminée Z72 et Z'6, module 0.7
Contrôle de l'engrenage sur le compas Bergeon
La roue moyenne et le pignon d'échappement
Le taillage du pignon de la roue de huitaine Z'12
L'ébauche et le pignon de huitaine
Le prochain post vous présentera l'usinage des platines...
Sur mon blog, http://lapenduledargent.blogspot.be/ retrouvez l'intégralité de mon projet
A bientôt
Pierre

lapenduledargent- Membre confirmé

- Messages : 17
Date d'inscription : 16/04/2011
Re: Production d’un mécanisme d’horloge , post #3 le taillage des pignons
ZAPJACK Dim 27 Oct 2013, 22:00
Bonjour,
A voir les copeaux de l'axe, il me semble que c'est de l'acier au plomb. Est ce recommandé pour ce genre de pignon?
LeZap
A voir les copeaux de l'axe, il me semble que c'est de l'acier au plomb. Est ce recommandé pour ce genre de pignon?
LeZap
_________________
"Le diable est dans les détails" (CAV737 - MECA5729 - FLNJ)

ZAPJACK- Passionné

- Messages : 189
Date d'inscription : 25/08/2013
Re: Production d’un mécanisme d’horloge , post #3 le taillage des pignons
lapenduledargent Lun 28 Oct 2013, 11:54
Bonjour Lezac,
Nous avons fait préalablement des tests de dureté sur un ancien mécanisme comtois (+/- 1850) et Liégeois (+/- 1800) ainsi que sur un mécanisme moderne.
La dureté des ces aciers est très faible. Certainement en fonction des machines d'époque ainsi que de la vitesse de rotation quasi nulle.
C'est pourquoi, j'ai obté pour un acier de décolletage qui correspond bien à mon type de machine et à mes fraises modules.
Bonne journée
Pierre
Nous avons fait préalablement des tests de dureté sur un ancien mécanisme comtois (+/- 1850) et Liégeois (+/- 1800) ainsi que sur un mécanisme moderne.
La dureté des ces aciers est très faible. Certainement en fonction des machines d'époque ainsi que de la vitesse de rotation quasi nulle.
C'est pourquoi, j'ai obté pour un acier de décolletage qui correspond bien à mon type de machine et à mes fraises modules.
Bonne journée
Pierre
lapenduledargent- Membre confirmé
- Messages : 17
Date d'inscription : 16/04/2011
Encouragements de Papy tic tac
papy tic tac Mar 29 Oct 2013, 00:20
Bonjour
Bravo belle réalisation félicitations
Une question ou trouves tu les fraises pour tailler les pignons?
Je pense que tu te les fabriques
Personnellement j'ai un jeu de fraises Bergeon pour les roues mais pour les pignons je me débrouille avec du fait main
Comme le montre la photo je ne suis pas outillé comme toi , pour le premier passage ébauche à la fraise à fendre et après je monte une fraise Bergeon pour la finition
Bon courage pour la suite
A+
Papy tic tac

Bravo belle réalisation félicitations
Une question ou trouves tu les fraises pour tailler les pignons?
Je pense que tu te les fabriques
Personnellement j'ai un jeu de fraises Bergeon pour les roues mais pour les pignons je me débrouille avec du fait main
Comme le montre la photo je ne suis pas outillé comme toi , pour le premier passage ébauche à la fraise à fendre et après je monte une fraise Bergeon pour la finition
Bon courage pour la suite
A+
Papy tic tac
papy tic tac- Passionné
- Messages : 151
Date d'inscription : 15/10/2013
Re: Production d’un mécanisme d’horloge , post #3 le taillage des pignons
Procule Mar 29 Oct 2013, 03:31
Merci pour votre beaux reportage, belles photos...
Très enrichissant pour un non initié en ce domaine...
Bien à vous
Daniel
Très enrichissant pour un non initié en ce domaine...
Bien à vous
Daniel
_________________
J'entends, j'oublie. Je vois, je me souviens. Je touche, je comprends ...
Procule- Chevronné

- Messages : 207
Date d'inscription : 26/10/2011
Suite du taillage de papy tic tac
papy tic tac Mar 29 Oct 2013, 19:06


Voila la suite de mon exercice.
Reconstitution du train de rouage manquant complet de la partie sonnerie d'une horloge 18éme
Manque encore le chaperon de sonnerie.
Les axes sont en xc 38 tournés entre pointes pour pouvoir contrôler les entraxes sur le compas aux engrenages , les portées de pivots son tournés en reprise.
Ce n'est pas moi qui ai fait l'étude mais un copain horloger qui possède la pendule,calculs du nb de dents ,module et entraxes, actuellement la pendule est terminée et fonctionne.
Pour un retraité comme moi c'est tout du bonheur ,faire du travail sans stress.
Salutations à tous les passionnés de ce forum.
A+
Papy tic tac
papy tic tac- Passionné
- Messages : 151
Date d'inscription : 15/10/2013
Re: Production d’un mécanisme d’horloge , post #3 le taillage des pignons
lapenduledargent Mer 30 Oct 2013, 16:36
Bonjour PapyTic-tac,
Oui, c'est du fait maison, j'ai deux jeux de technoly que j'utilise en restauration mais ici, je prévois du débit et je fais attention à ne pas être dépendant des fournisseurs.
Très propre ta restauration mais difficelement rentable
Pierre
Oui, c'est du fait maison, j'ai deux jeux de technoly que j'utilise en restauration mais ici, je prévois du débit et je fais attention à ne pas être dépendant des fournisseurs.
Très propre ta restauration mais difficelement rentable
Pierre
_________________
lapenduledargent- Membre confirmé
- Messages : 17
Date d'inscription : 16/04/2011
taillage de roues dentées de papy tic tac
papy tic tac Jeu 31 Oct 2013, 00:07
Bonjour
A pendule d'argent
Merci de ta réponse
Pour de la restauration dans le cas de mon horloge la part temps usinage représente très peu en rapport à l'étude et la phase mise au point .
Pour moi c'est souvent le cas mais le plaisir d'usiner est toujours le même.
Dans ton cas j'ai vu que l'usinage s'effectue en commande numérique et là le travail s'effectue beaucoup plus précis et rapidement je comprends que ton objectif n'est pas le même.
Dans mon activité j'étais programmeur CNC Il m'est arrivé de me faire du taillage de roues d'échappement sur la cn de mon patron.
L'idéal maintenant pour le taillage est la machine à életro-érosion à fil ; un paquet de 10 pièces empilées à la fois et le programme :profil d'une dent * nb de dents et le tout dans le centième de mm ,sans aucune bavure.
Tout n'est qu'une question de moyens .
Bon courage pour la suite de ton travail .
Salutations
A+
Papy tic tac
A pendule d'argent
Merci de ta réponse
Pour de la restauration dans le cas de mon horloge la part temps usinage représente très peu en rapport à l'étude et la phase mise au point .
Pour moi c'est souvent le cas mais le plaisir d'usiner est toujours le même.
Dans ton cas j'ai vu que l'usinage s'effectue en commande numérique et là le travail s'effectue beaucoup plus précis et rapidement je comprends que ton objectif n'est pas le même.
Dans mon activité j'étais programmeur CNC Il m'est arrivé de me faire du taillage de roues d'échappement sur la cn de mon patron.
L'idéal maintenant pour le taillage est la machine à életro-érosion à fil ; un paquet de 10 pièces empilées à la fois et le programme :profil d'une dent * nb de dents et le tout dans le centième de mm ,sans aucune bavure.
Tout n'est qu'une question de moyens .
Bon courage pour la suite de ton travail .
Salutations
A+
Papy tic tac
papy tic tac- Passionné
- Messages : 151
Date d'inscription : 15/10/2013
Re: Production d’un mécanisme d’horloge , post #3 le taillage des pignons
Okapi Jeu 31 Oct 2013, 01:19
Par rapport à cette remarque, est-ce rentable actuellement de produire un mécanisme ainsi(que je trouve superbe hors cette question), j'ai déjà visité en Allemagne des ateliers(très peu) qui font de la pendule spéciale, du genre 365 jours avec complications, échappement à chevilles ou de type particulier, et qui en vivent, mais sur un mécanisme de ce type, n'y a-t'il pas une marge très réduite ?lapenduledargent a écrit:Bonjour PapyTic-tac,
Oui, c'est du fait maison, j'ai deux jeux de technoly que j'utilise en restauration mais ici, je prévois du débit et je fais attention à ne pas être dépendant des fournisseurs.
Très propre ta restauration mais difficelement rentable
Pierre
Je pose la question, parce que lorsque je facture en gros 1,8€ la dent lorsque je taille une couronne en réparation, c'est clair que c'est du sur-mesure, je me rends compte qu'on arrive vite à un prix de revient conséquent même en utilisant la CNC pour des petites séries comme dans le cas illustré.
Pour moi qui suis un nouveau venu dans ce domaine, suite à une demande des professionnels pour de la réparation de dents cassées, ou la réfection de couronnes complètes, et qui doit m'adapter aux tolérances du monde de l'horlogerie, j'ai constaté qu'il est plus long de faire une dentition du type horloger que pour une taille de pignons normaux, ce qui ne sera pas le cas pour un horloger formé à ces particularités, mais je pense qu'il y a tout de même un nombre d'heures important pour faire ce mouvement.
C'est une question de béotien, je le précise, pas de la curiosité économique, ce qui ne me regarde pas, c'est bien clair.

Okapi- Chevronné
- Messages : 684
Date d'inscription : 26/08/2013
suite de papy tic tac
papy tic tac Jeu 31 Oct 2013, 18:28
Bonjour
Merci pour ta réponse.
Tout à fait d'accord avec toi si le total des heures passées était facturées au prix réel : impossible d'être rentable.
Mais ceci est un autre sujet très vaste.
Si on prends une comparaison à l'opposé que dire d'un carillon acheté dans une brocante 5 euros lequel un ressort est cassé et il y a 5 dents d'écrasées sur le barillet.
(démontage complet du mécanisme et nettoyage, réparation de la denture échange du ressort remontage réglage remise en place du mouvement dans le cabinet )en gros une douzaines d'heures mini
Je suppose que pour un professionnel le choix est vite fait : poubelle ou alors il faut être maso.
Personnellement je préfère travailler sur une belle horloge le plaisir est là .
Pour un professionnel tout ceci doit être bien compliqué.
Dans mon cas je suis à la retraite et je fais partie d'une association sauvegarde du patrimoine comme bénévole nous avons environ 150 horloges dans un petit musée ce qui me permet ce genre de loisir.
A mon age j'apprends encore plein de choses sur le sujet .
Bien amicalement de papy tic tac.
A+
Merci pour ta réponse.
Tout à fait d'accord avec toi si le total des heures passées était facturées au prix réel : impossible d'être rentable.
Mais ceci est un autre sujet très vaste.
Si on prends une comparaison à l'opposé que dire d'un carillon acheté dans une brocante 5 euros lequel un ressort est cassé et il y a 5 dents d'écrasées sur le barillet.
(démontage complet du mécanisme et nettoyage, réparation de la denture échange du ressort remontage réglage remise en place du mouvement dans le cabinet )en gros une douzaines d'heures mini
Je suppose que pour un professionnel le choix est vite fait : poubelle ou alors il faut être maso.
Personnellement je préfère travailler sur une belle horloge le plaisir est là .
Pour un professionnel tout ceci doit être bien compliqué.
Dans mon cas je suis à la retraite et je fais partie d'une association sauvegarde du patrimoine comme bénévole nous avons environ 150 horloges dans un petit musée ce qui me permet ce genre de loisir.
A mon age j'apprends encore plein de choses sur le sujet .
Bien amicalement de papy tic tac.
A+
papy tic tac- Passionné
- Messages : 151
Date d'inscription : 15/10/2013
Contenu sponsorisé
» Production d’un mécanisme d’horloge , post #2 le taillage des roues
» Production d’un mécanisme d’horloge, post #4, Pré-vente et reportage au journal télévisé
» Production d'un mécanisme d'horloge (présentation du C100)
» Production d’un mécanisme d’horloge, les platines et le rouage
» re-souder mécanisme horloge comtoise
» Production d’un mécanisme d’horloge, post #4, Pré-vente et reportage au journal télévisé
» Production d'un mécanisme d'horloge (présentation du C100)
» Production d’un mécanisme d’horloge, les platines et le rouage
» re-souder mécanisme horloge comtoise
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum