
Production d’un mécanisme d’horloge , post #2 le taillage des roues
4 participants
Page 1 sur 1

Production d’un mécanisme d’horloge , post #2 le taillage des roues
lapenduledargent Dim 15 Sep 2013, 13:30
Bonjour,
Aujourd’hui, je vais vous présenter mon second post consacré au taillage des roues, une des étapes les plus importantes de ma fabrication.
Le taillage des roues
Je vous présente mon second article consacré au taillage des roues, une des étapes les plus importantes de ma fabrication.
Sur le C100, il y a 12 roues et 8 pignons, soit 2.000 opérations de taillage pour une production annuelle estimée à 100 pièces.
Le choix des fraises module.
J'ai choisi d'utiliser des fraises suivant les normes de l'industrie horlogère Suisse NHS 56702, 56703 et 56704. Il s'agit d'une denture de forme épicycloïdale à fond rond.
J'ai un ami usineur, spécialiste en restauration de motos anciennes et qui est équipé de tours et de centres d'usinages numériques.
Il m'a proposé son aide précieuse pour l'usinage et le traitement thermique des fraises modules.
J'ai eu ainsi le respect des normes Suisse et l'assurance du choix d'un acier de qualité.
Il a utilisé son tour Mazac de production avec une précision au micron.
Il m'a fabriqué une série de fraises à quatre dents pour les roues, pignons et quarts de rond. Pour l'usinage des fraises, nous avons utilisé une méthode bien connue d'internet de tournage excentrique.

L'usinage des fraises sur un tour Mazac

Fraise module

Fraise quart de rond

Mes fraises et les portes-outils
La Tailleuse d'engrenages.
Comme projet de fin d'études, j'avais en 1991 réalisé une tailleuse d'engrenages manuelle. Cette machine m'a bien servi lors de restaurations de pendules anciennes mais son utilisation manuelle et surtout l'absence d'avance automatique la rend inutilisable dans mon projet de production.
Ma tailleuse manuelle réalisée en 1991
Le rétrofit d'une fraiseuse d'outillage Suisse en tailleuse d'engrenages.[/b]
J'ai eu l'occasion de récupérer une ancienne fraiseuse d'outillage Suisse de marque Schaffner type W7G datant de 1961, semblable aux petites fraiseuses Suisse Aciera.
Je l'ai complété d'un mini tour Sherline qui va servir d'axe A.
Avec l'activité de [url=finemeca.be]finemeca.be[/url], la numérisation de machines cnc est une autre spécialité de ma société. J'ai donc entamé le retrofit de la fraiseuse en tailleuse numérique.
http://www.lapenduledargent.be/tailleuse-engrenages
Logiciels utilisés
Pour piloter mes machines numériques, j'ai développé une série de petites applications informatiques.
D'abord, une banque de données me permet de gérer l'ensemble de la nomenclature et d'associer les plans et fichiers d'usinages.
Un générateur de gcode permet de réaliser le fichier d'usinage pour la découpe du disque et des bras de la future roue.
Un second générateur de gcode réalise le fichier d'usinage pour la tailleuse numérique.
Du fait de l'utilisation de ces petits programmes, je n'ai pas besoin de dessiner individuellement chaque roue qui compose mon horloge et d'avoir recours à des programmes coûteux de CAO.
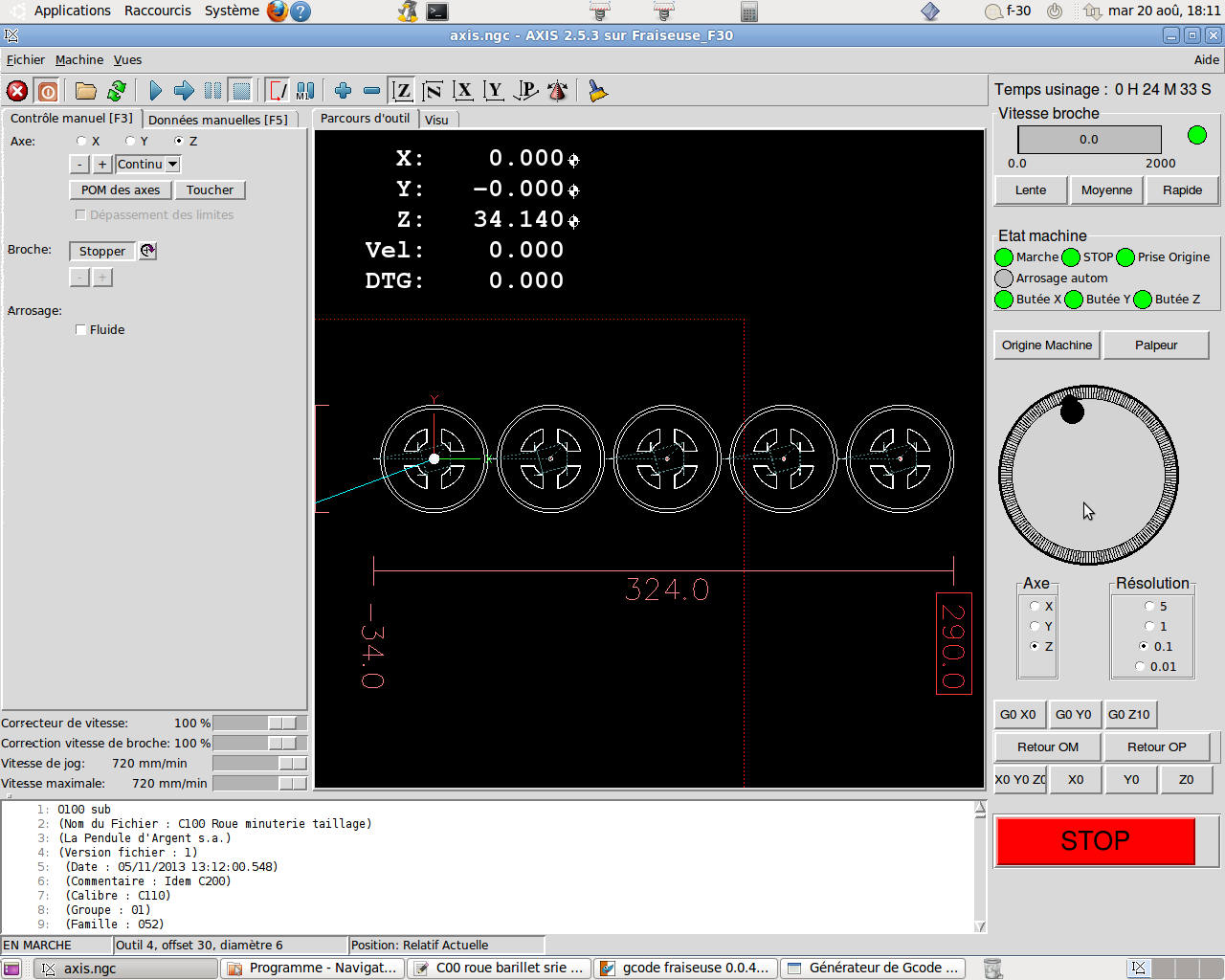
Copie d'écran du logiciel de pilotage de la fraiseuse numérique avec ici la découpe des roues et des bras

Mon générateur de gcode pour la création du fichier de taillage
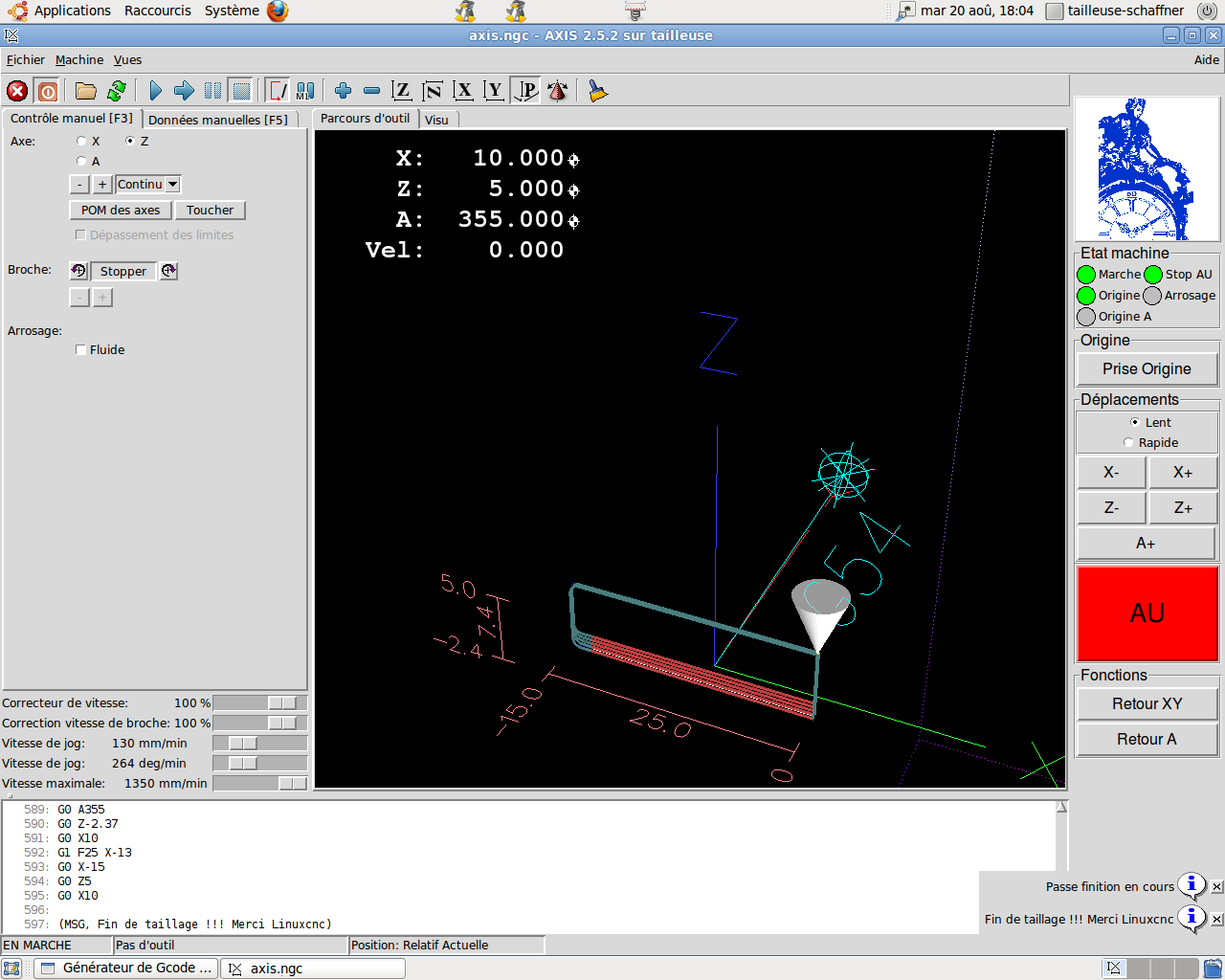
Copie d'écran du logiciel de pilotage de la tailleuse qui reprend le fichier du générateur de Gcode
1ère étape : la découpe du diamètre extérieur et des bras de la roue

Les tôles de laiton d'une épaisseur de 2 ou 3mm sont découpées en bandes aux largeurs standardisées

Un outillage a été fabriqué pour permettre le bridage de la tôle sur la fraiseuse numérique

Découpe des bras et du diamètre extérieur

Sur une bande, 5 roues sont découpées automatiquement

Les roues sont ensuite montées sur un porte-outil

Cinq à dix roues sont usinées ensemble sur un tour

Tournage du diamètre extérieur
2ème étape : le taillage

Le porte-outil et ses roues sont montés sur la tailleuse numérique

Le taillage se fait automatiquement dent par dent

Taillage simultané d'un ensemble de 6 roues

Jusqu'à ce que la hauteur de dents soit atteinte. Module 0.7

Le taillage terminé

L'ensemble de roues taillées

Vue de la série de roues qui constitue le C100

Contrôle de la roue de barillet et de son pignon sur un compas aux engrenages

Mes chutes de laiton que je vais refondre pour en faire des pièces de cadrans mais cela fait partie d'une autre histoire...
http://www.lapenduledargent.be/fourniture/facade/fonderie
Le prochain post sera sur le taillage des pignons .
A bientôt,
Pierre
Aujourd’hui, je vais vous présenter mon second post consacré au taillage des roues, une des étapes les plus importantes de ma fabrication.
Le taillage des roues
Je vous présente mon second article consacré au taillage des roues, une des étapes les plus importantes de ma fabrication.
Sur le C100, il y a 12 roues et 8 pignons, soit 2.000 opérations de taillage pour une production annuelle estimée à 100 pièces.
Le choix des fraises module.
J'ai choisi d'utiliser des fraises suivant les normes de l'industrie horlogère Suisse NHS 56702, 56703 et 56704. Il s'agit d'une denture de forme épicycloïdale à fond rond.
J'ai un ami usineur, spécialiste en restauration de motos anciennes et qui est équipé de tours et de centres d'usinages numériques.
Il m'a proposé son aide précieuse pour l'usinage et le traitement thermique des fraises modules.
J'ai eu ainsi le respect des normes Suisse et l'assurance du choix d'un acier de qualité.
Il a utilisé son tour Mazac de production avec une précision au micron.
Il m'a fabriqué une série de fraises à quatre dents pour les roues, pignons et quarts de rond. Pour l'usinage des fraises, nous avons utilisé une méthode bien connue d'internet de tournage excentrique.
L'usinage des fraises sur un tour Mazac
Fraise module
Fraise quart de rond
Mes fraises et les portes-outils
La Tailleuse d'engrenages.
Comme projet de fin d'études, j'avais en 1991 réalisé une tailleuse d'engrenages manuelle. Cette machine m'a bien servi lors de restaurations de pendules anciennes mais son utilisation manuelle et surtout l'absence d'avance automatique la rend inutilisable dans mon projet de production.
Ma tailleuse manuelle réalisée en 1991
Le rétrofit d'une fraiseuse d'outillage Suisse en tailleuse d'engrenages.[/b]
J'ai eu l'occasion de récupérer une ancienne fraiseuse d'outillage Suisse de marque Schaffner type W7G datant de 1961, semblable aux petites fraiseuses Suisse Aciera.
Je l'ai complété d'un mini tour Sherline qui va servir d'axe A.
Avec l'activité de [url=finemeca.be]finemeca.be[/url], la numérisation de machines cnc est une autre spécialité de ma société. J'ai donc entamé le retrofit de la fraiseuse en tailleuse numérique.
http://www.lapenduledargent.be/tailleuse-engrenages
Logiciels utilisés
Pour piloter mes machines numériques, j'ai développé une série de petites applications informatiques.
D'abord, une banque de données me permet de gérer l'ensemble de la nomenclature et d'associer les plans et fichiers d'usinages.
Un générateur de gcode permet de réaliser le fichier d'usinage pour la découpe du disque et des bras de la future roue.
Un second générateur de gcode réalise le fichier d'usinage pour la tailleuse numérique.
Du fait de l'utilisation de ces petits programmes, je n'ai pas besoin de dessiner individuellement chaque roue qui compose mon horloge et d'avoir recours à des programmes coûteux de CAO.
Copie d'écran du logiciel de pilotage de la fraiseuse numérique avec ici la découpe des roues et des bras
Mon générateur de gcode pour la création du fichier de taillage
Copie d'écran du logiciel de pilotage de la tailleuse qui reprend le fichier du générateur de Gcode
1ère étape : la découpe du diamètre extérieur et des bras de la roue
Les tôles de laiton d'une épaisseur de 2 ou 3mm sont découpées en bandes aux largeurs standardisées
Un outillage a été fabriqué pour permettre le bridage de la tôle sur la fraiseuse numérique
Découpe des bras et du diamètre extérieur
Sur une bande, 5 roues sont découpées automatiquement
Les roues sont ensuite montées sur un porte-outil
Cinq à dix roues sont usinées ensemble sur un tour
Tournage du diamètre extérieur
2ème étape : le taillage
Le porte-outil et ses roues sont montés sur la tailleuse numérique
Le taillage se fait automatiquement dent par dent
Taillage simultané d'un ensemble de 6 roues
Jusqu'à ce que la hauteur de dents soit atteinte. Module 0.7
Le taillage terminé
L'ensemble de roues taillées
Vue de la série de roues qui constitue le C100
Contrôle de la roue de barillet et de son pignon sur un compas aux engrenages
Mes chutes de laiton que je vais refondre pour en faire des pièces de cadrans mais cela fait partie d'une autre histoire...
http://www.lapenduledargent.be/fourniture/facade/fonderie
Le prochain post sera sur le taillage des pignons .
A bientôt,
Pierre

lapenduledargent- Membre confirmé

- Messages : 17
Date d'inscription : 16/04/2011
Re: Production d’un mécanisme d’horloge , post #2 le taillage des roues
ilfaitvraimentbeau Dim 15 Sep 2013, 14:01
merci pour le reportage ! c'est très intéressant
pourrais-tu donner des détails sur le tournage excentriques des fraises module ?
merci par avance
pourrais-tu donner des détails sur le tournage excentriques des fraises module ?
merci par avance

ilfaitvraimentbeau- Chevronné

- Messages : 281
Date d'inscription : 19/07/2010
Re: Production d’un mécanisme d’horloge , post #2 le taillage des roues
lapenduledargent Dim 15 Sep 2013, 16:09
Bonjour ilfaitvraimentbeau,
Regarde ici : http://www.deansphotographica.com/machining/projects/multipoint/multipoint.html
Par contre, c'est pas évident de reproduire un profil exact avec sa méthode.
C'est respecter le profil normalisé Suisse j'ai fait fabriquer mes fraises par des usineurs
Regarde ici : http://www.deansphotographica.com/machining/projects/multipoint/multipoint.html
Par contre, c'est pas évident de reproduire un profil exact avec sa méthode.
C'est respecter le profil normalisé Suisse j'ai fait fabriquer mes fraises par des usineurs
lapenduledargent- Membre confirmé
- Messages : 17
Date d'inscription : 16/04/2011
Partage
Invité Dim 15 Sep 2013, 18:41
Bonjour Pierre,
Bel article :)
Partagez vous votre générateur de gcode pour tailleuse avec LinuxCNC ?
a+
j-e
Bel article :)
Partagez vous votre générateur de gcode pour tailleuse avec LinuxCNC ?
a+
j-e
Invité- Invité
Re: Production d’un mécanisme d’horloge , post #2 le taillage des roues
lapenduledargent Dim 15 Sep 2013, 19:25
Bonsoir Jean-Emile,
Le problème c'est qu'il est lié à la banque de donnée, qui est installée sur un serveur. L'application pour le taillage ne sait pas fonctionner seule.
Faudrait la réécrire mais j'ai pas trop le temps actuellement.
Pierre
Le problème c'est qu'il est lié à la banque de donnée, qui est installée sur un serveur. L'application pour le taillage ne sait pas fonctionner seule.
Faudrait la réécrire mais j'ai pas trop le temps actuellement.
Pierre
lapenduledargent- Membre confirmé
- Messages : 17
Date d'inscription : 16/04/2011
Re: Production d’un mécanisme d’horloge , post #2 le taillage des roues
Invité Lun 16 Sep 2013, 11:30
Très bon sujet, tout est parfait, j'ai rien à rajouter 
Invité- Invité
Re: Production d’un mécanisme d’horloge , post #2 le taillage des roues
Okapi Mer 18 Sep 2013, 01:12
Du beau travail, vraiment bien de partager.
J'emploie l'excellente technique décrite dans le lien pour faire un fly-cutter lorsque je refais des dents sur une roue ou un pignon, sauf que je fais une seule coupe bien sur, mais c'est assez facile de faire l'outil de coupe pour le fly-cutter avec un jeu de jauges de rayon et une bonne lampe-loupe.
Un système rapide et assez précis, en tous cas pour de la réparation, lorsqu'on doit faire un outil qui servira peut-être une seule fois.
J'emploie l'excellente technique décrite dans le lien pour faire un fly-cutter lorsque je refais des dents sur une roue ou un pignon, sauf que je fais une seule coupe bien sur, mais c'est assez facile de faire l'outil de coupe pour le fly-cutter avec un jeu de jauges de rayon et une bonne lampe-loupe.
Un système rapide et assez précis, en tous cas pour de la réparation, lorsqu'on doit faire un outil qui servira peut-être une seule fois.
Okapi- Chevronné
- Messages : 684
Date d'inscription : 26/08/2013
Re: Production d’un mécanisme d’horloge , post #2 le taillage des roues
jch Sam 12 Oct 2013, 00:03
pource que tu as utilisé une profile rond et pas carré?

jch- Membre confirmé
- Messages : 11
Date d'inscription : 29/08/2011
Re: Production d’un mécanisme d’horloge , post #2 le taillage des roues
Okapi Dim 16 Mar 2014, 09:10
Je ressors ce sujet pour parler de la question de la bavure à la sortie qu'on observe bien sur les photos, sur les forums anglophones il y a eu des essais pour la réduire.
Le fait de baisser la vitesse semble profitable, quelqu'un a essayé ?
Sur une roue de dimensions importantes le travail de nettoyage de cette bavure peut être un facteur de perte de temps important, je parle bien sur de l'exécution à la pièce et pas en pile comme ici, pour l'instant je mets un martyr derrière la roue qui absorbe cette bavure, mais l'effort de coupe est plus important et on doit aller moins vite en plongée…
Le fait de baisser la vitesse semble profitable, quelqu'un a essayé ?
Sur une roue de dimensions importantes le travail de nettoyage de cette bavure peut être un facteur de perte de temps important, je parle bien sur de l'exécution à la pièce et pas en pile comme ici, pour l'instant je mets un martyr derrière la roue qui absorbe cette bavure, mais l'effort de coupe est plus important et on doit aller moins vite en plongée…
Okapi- Chevronné
- Messages : 684
Date d'inscription : 26/08/2013
Contenu sponsorisé
» Production d’un mécanisme d’horloge , post #3 le taillage des pignons
» Production d’un mécanisme d’horloge, post #4, Pré-vente et reportage au journal télévisé
» Production d’un mécanisme d’horloge, les platines et le rouage
» Production d'un mécanisme d'horloge (présentation du C100)
» réparation denture sur roue de comtoise
» Production d’un mécanisme d’horloge, post #4, Pré-vente et reportage au journal télévisé
» Production d’un mécanisme d’horloge, les platines et le rouage
» Production d'un mécanisme d'horloge (présentation du C100)
» réparation denture sur roue de comtoise
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum