
Remise en état groupe hydraulique d'un tour Cazeneuve HBY 590
2 participants
Page 1 sur 1

Remise en état groupe hydraulique d'un tour Cazeneuve HBY 590
TRD Mer 03 Juil 2024, 20:15
J'ai acheté il y a quelques jours un second tour HBY 590 dont le groupe hydraulique ne fonctionne plus. Le moteur est HS. Malgré pas mal de recherches, je n'ai pas pu trouver un moteur d'origine. C'est un moteur à bride un peu particulier puisque l'arbre sert aussi de lardon pour un joint d'Oldham.
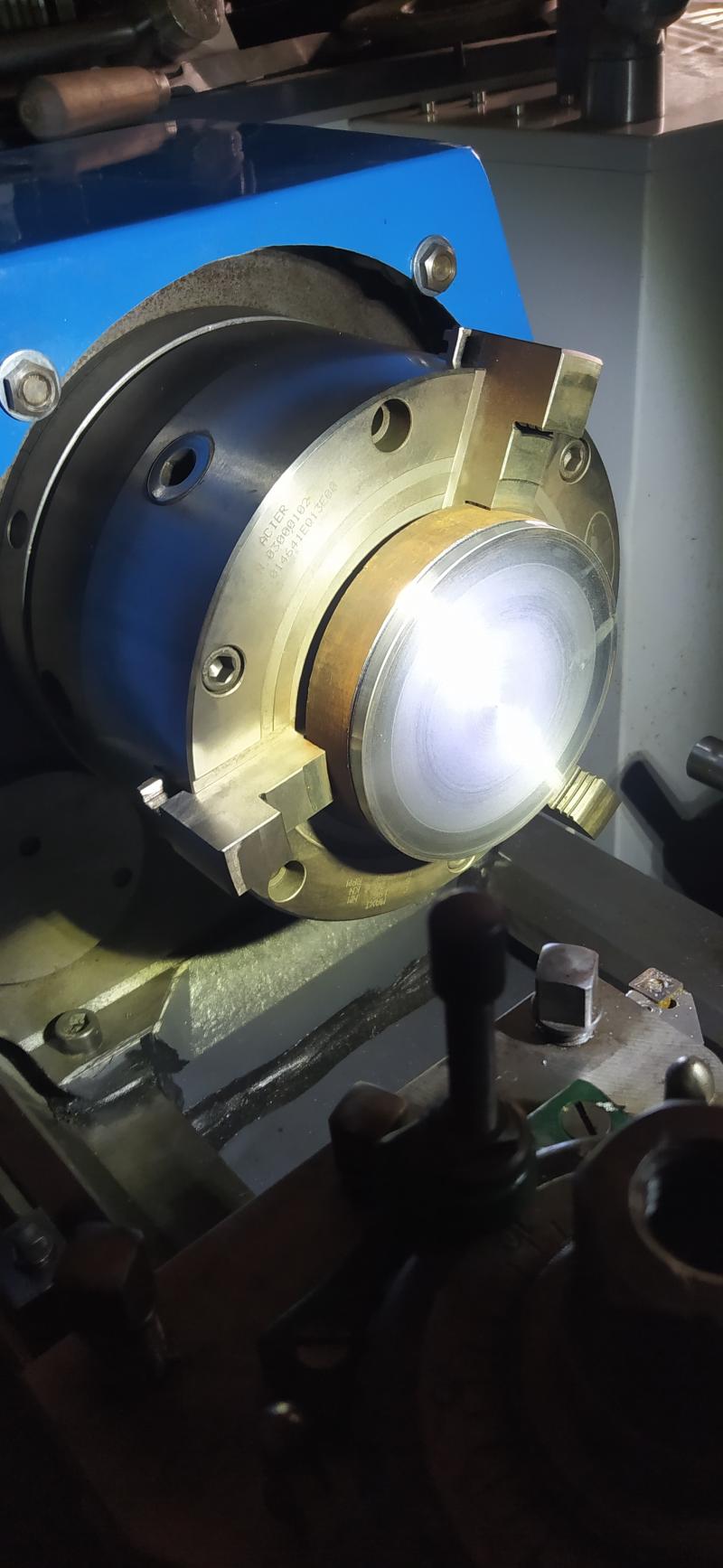
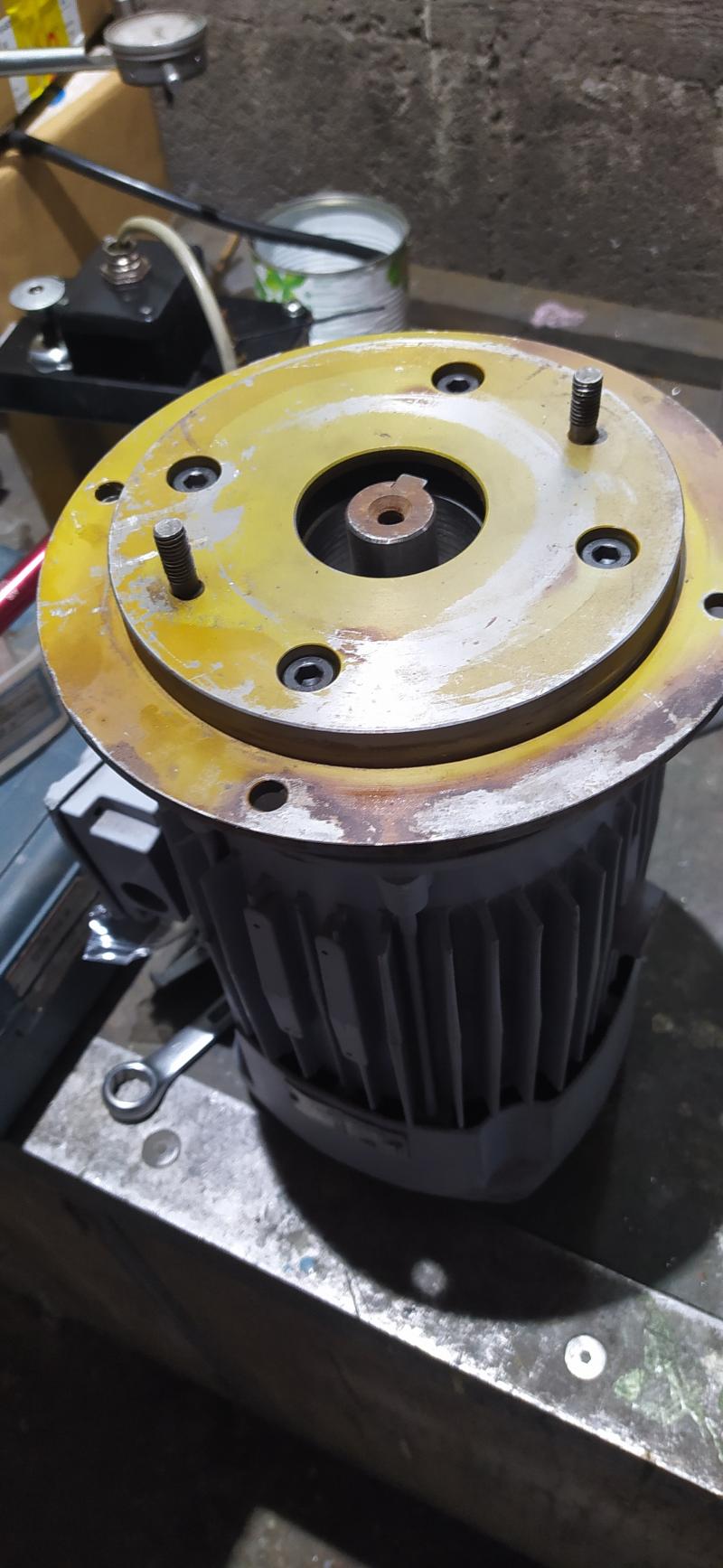
L'interface côté pompe.

Une couronne amovible est vissée sur la bride du moteur.
Au centre, on voit le joint d'Oldham destiné à compenser les defauts de coaxialité entre arbre du moteur et arbre de pompe. Cette piece est en bronze. L'arbre de pompe comporte un lardon, comme celui du moteur.
J'ai décidé d'adapter un moteur ordinaire à la place du moteur d'origine.
Le moteur de remplacement a été choisi pour sa longueur. En effet, il y a peu de place dans le compartiment affecté au groupe hydraulique. Ce groupe est plus puissant et plus gros que celui de mon autre HBY 590 parce que celui-ci est un CL12 qui dispose de la commande sequentielle et des avances rapides. L'autre est un Standard qui n'a pas ces fonctions.
C'est facile à reconnaître. Les pupitres sont assez differents.
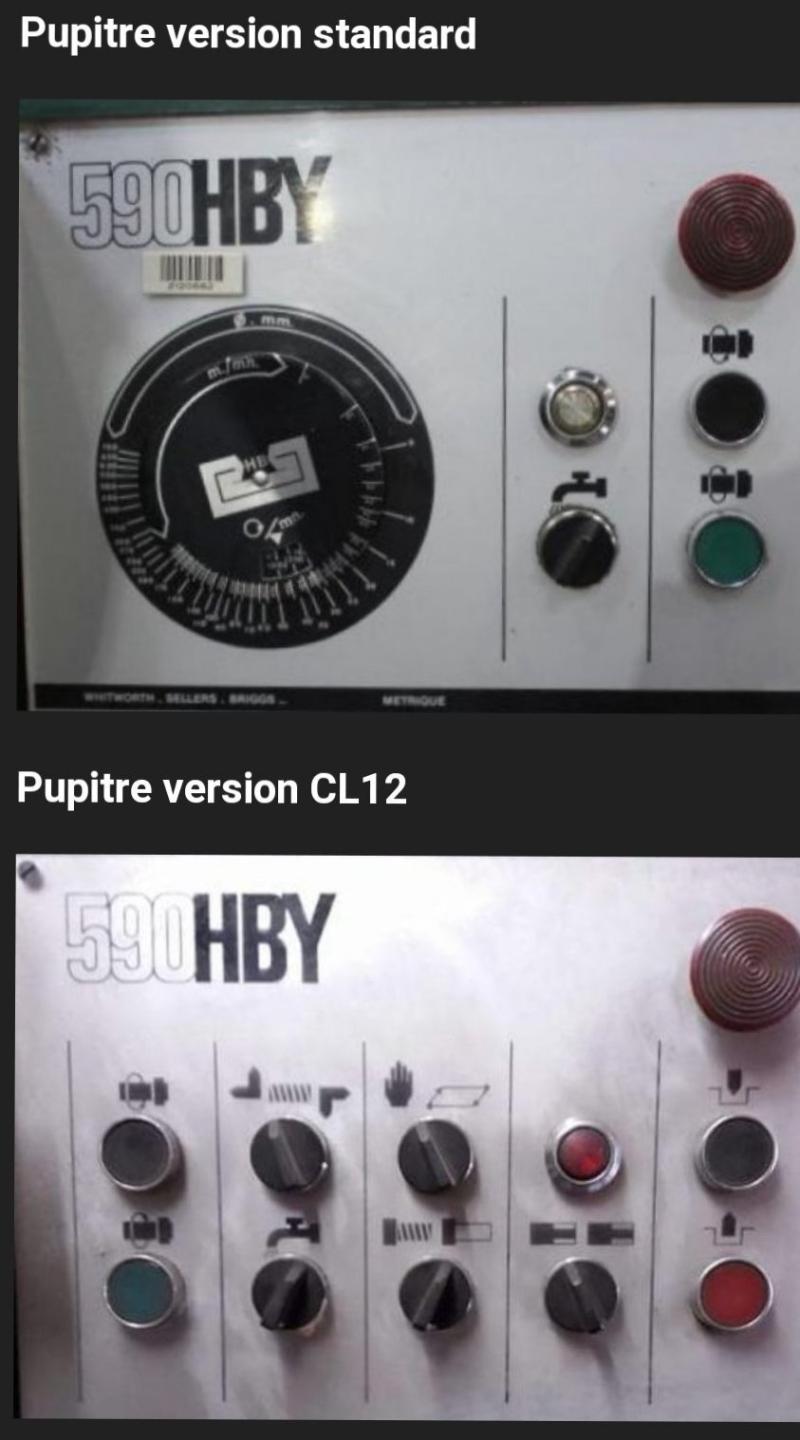
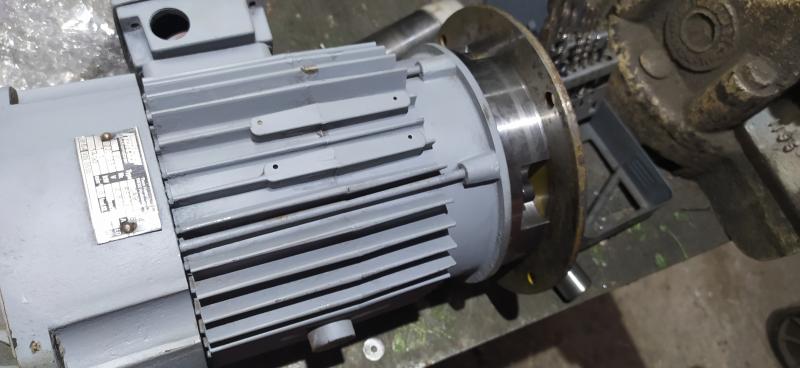
Le moteur que j'ai acheté a un electricien à la retraite est d'origine allemande. L'arbre dépasse beaucoup plus de la bride que sur le moteur d'origine. Il est aussi beaucoup moins gros que l'arbre special du CEM monté par Cazeneuve Les fixations et le centrage du nouveau moteur sont differents de ceux de celui d'origine.

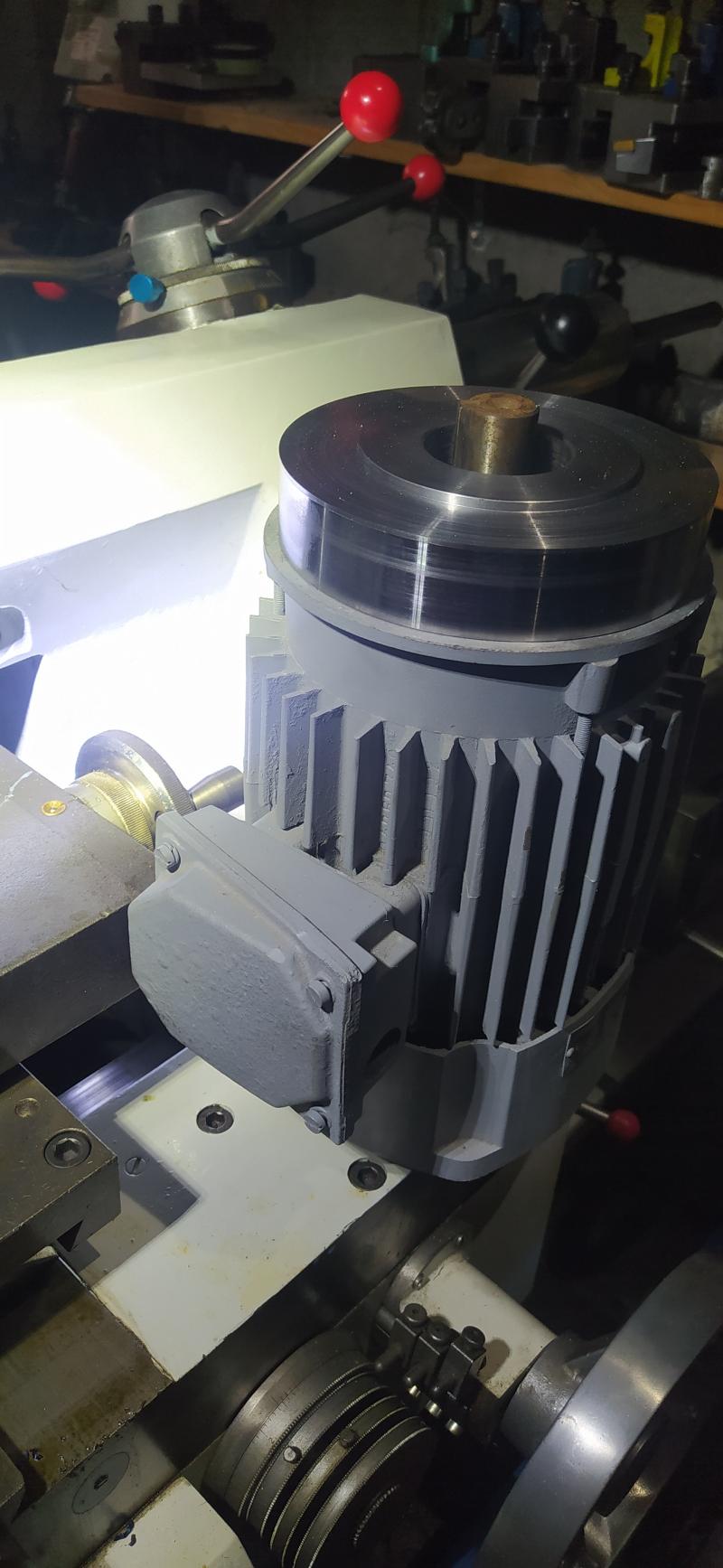
Un montage à blanc montre qu'il y a assez de place pour ajouter une entretoise pour passer d'un centrage de 95 à un centrage de 110.

Grâce à cette entretoise, le raccourcissement de l'arbre-moteur sera limité. Il faut que je puisse y adapter un plateau pour le joint d'Oldham.
J'ai en stock une chute de laminé mi-dur en diametre 150 qui conviendra bien.

Dressage de la première face sur l'HBY (l'autre, évidemment.)
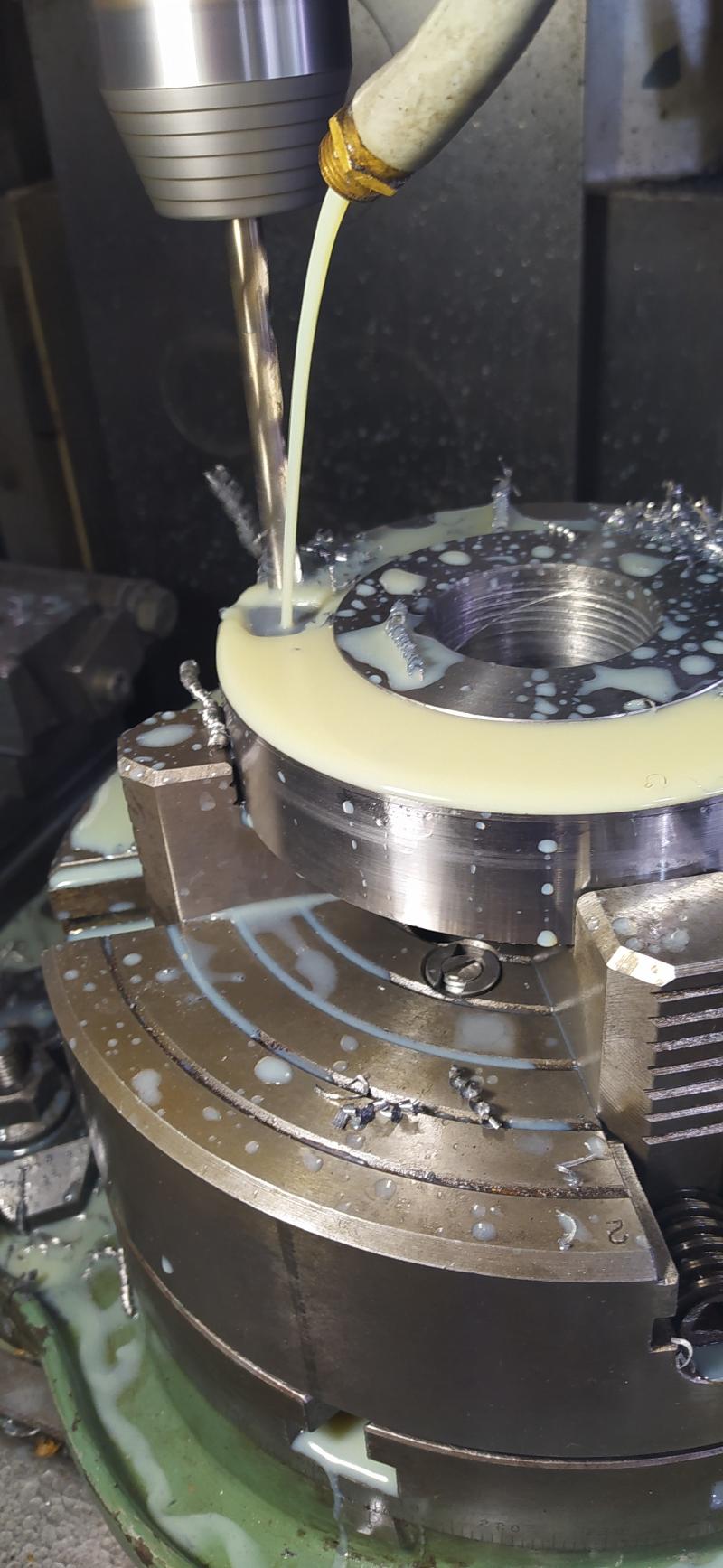
Usinage du centrage à 95 par passes de 6 mm et perçage du passage d'arbre au foret de 50 avec avant-trou de 14. Le foret de 50 a été beaucoup racourci. A cause de l'épaisseur de l'âme l'avant-trou est indispensable. 95 tours / minute. Le foret de 50 rentre comme dans du beurre. Ce tour est d'une rigidité déconcertante.


Seconde face. Reprise en mors doux.
Alesage de 110,03 (chaud) pour cote finale 110 (froid.)

Montage du moteur sur le tour pour verifier l'ajustement

Montage à blanc des pieces

Pour le fraisage, il faudra attendre un peu.
Je dois aller déposer plinthe...

Une plinthe en carrelage of course !
L'interface côté pompe.
Une couronne amovible est vissée sur la bride du moteur.
Au centre, on voit le joint d'Oldham destiné à compenser les defauts de coaxialité entre arbre du moteur et arbre de pompe. Cette piece est en bronze. L'arbre de pompe comporte un lardon, comme celui du moteur.
J'ai décidé d'adapter un moteur ordinaire à la place du moteur d'origine.
Le moteur de remplacement a été choisi pour sa longueur. En effet, il y a peu de place dans le compartiment affecté au groupe hydraulique. Ce groupe est plus puissant et plus gros que celui de mon autre HBY 590 parce que celui-ci est un CL12 qui dispose de la commande sequentielle et des avances rapides. L'autre est un Standard qui n'a pas ces fonctions.
C'est facile à reconnaître. Les pupitres sont assez differents.
Le moteur que j'ai acheté a un electricien à la retraite est d'origine allemande. L'arbre dépasse beaucoup plus de la bride que sur le moteur d'origine. Il est aussi beaucoup moins gros que l'arbre special du CEM monté par Cazeneuve Les fixations et le centrage du nouveau moteur sont differents de ceux de celui d'origine.
Un montage à blanc montre qu'il y a assez de place pour ajouter une entretoise pour passer d'un centrage de 95 à un centrage de 110.
Grâce à cette entretoise, le raccourcissement de l'arbre-moteur sera limité. Il faut que je puisse y adapter un plateau pour le joint d'Oldham.
J'ai en stock une chute de laminé mi-dur en diametre 150 qui conviendra bien.
Dressage de la première face sur l'HBY (l'autre, évidemment.)
Usinage du centrage à 95 par passes de 6 mm et perçage du passage d'arbre au foret de 50 avec avant-trou de 14. Le foret de 50 a été beaucoup racourci. A cause de l'épaisseur de l'âme l'avant-trou est indispensable. 95 tours / minute. Le foret de 50 rentre comme dans du beurre. Ce tour est d'une rigidité déconcertante.
Seconde face. Reprise en mors doux.
Alesage de 110,03 (chaud) pour cote finale 110 (froid.)
Montage du moteur sur le tour pour verifier l'ajustement
Montage à blanc des pieces
Pour le fraisage, il faudra attendre un peu.
Je dois aller déposer plinthe...
Une plinthe en carrelage of course !
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8429
Date d'inscription : 11/08/2010
Re: Remise en état groupe hydraulique d'un tour Cazeneuve HBY 590
TRD Ven 05 Juil 2024, 19:12
Fraisage de la platine d'adaptation
J'ai fini de jouer au carreleur.
Reglage du quatre-mors du circulaire.

Je suis vraiment satisfait d'avoir vendu mon diviseur Otelo pour acheter un circulaire et un diviseur Dufour. C'est beaucoup plus précis, avec des materiaux de belle qualité. À en croire les chiffres gravés dans celui que j'utilise, il serait d'avril 1964. 60 ans, pas de jeu et toujours une precision que le merdier d'Otelo n'a jamais eue.
J'ai, hélas, été obligé de casser la tirelire puisqu'il a fallu acheter deux appareils et les equiper de deux mandrins. Un quatre mors Amestra de 250 quasiment neuf et un Burnerd six-mors de 160. Et je n'ai pas pu me resoudre à me séparer du trois-mors Rohm du machin Otelo. Du coup, tout ce (beau) matos prend quand même presque trois fois plus de place.
Point positif non attendu : la rencontre d'un autre passionné de mécanique et un bon moment passé ensemble en Haute-Loire.
Recherche de l'axe de la piece.

Pointage et perçage de 4 trous de 8,5 à 90 degrés sur rayon 65. Foret HSS Co, 490 RPM
Usinage de 4 poches ouvertes rayon 20 mm profondeur 20 mm. Tourteau carbure diametre 40, 620 RPM

Ces poches sont realisées pour pouvoir monter des goujons avec ecrou et permettre le serrage à la clé plate.
Forage des 4 ébauches de taraudages de fixation sur la platine du groupe, à 90 degrés sur rayon 57,5. Foret HSSCo, 620 RPM

Ebavurage, chanfreinage, taraudage

Montage à blanc de la platine d'adaptation sur moteur (avec des vis CHc pour l'essai.)

Montage a blanc de la platine du groupe
Prochaine etape : usinage de l'arbre du moteur, comme celui du moteur d'origine.

J'ai fini de jouer au carreleur.
Reglage du quatre-mors du circulaire.
Je suis vraiment satisfait d'avoir vendu mon diviseur Otelo pour acheter un circulaire et un diviseur Dufour. C'est beaucoup plus précis, avec des materiaux de belle qualité. À en croire les chiffres gravés dans celui que j'utilise, il serait d'avril 1964. 60 ans, pas de jeu et toujours une precision que le merdier d'Otelo n'a jamais eue.
J'ai, hélas, été obligé de casser la tirelire puisqu'il a fallu acheter deux appareils et les equiper de deux mandrins. Un quatre mors Amestra de 250 quasiment neuf et un Burnerd six-mors de 160. Et je n'ai pas pu me resoudre à me séparer du trois-mors Rohm du machin Otelo. Du coup, tout ce (beau) matos prend quand même presque trois fois plus de place.
Point positif non attendu : la rencontre d'un autre passionné de mécanique et un bon moment passé ensemble en Haute-Loire.
Recherche de l'axe de la piece.
Pointage et perçage de 4 trous de 8,5 à 90 degrés sur rayon 65. Foret HSS Co, 490 RPM
Usinage de 4 poches ouvertes rayon 20 mm profondeur 20 mm. Tourteau carbure diametre 40, 620 RPM
Ces poches sont realisées pour pouvoir monter des goujons avec ecrou et permettre le serrage à la clé plate.
Forage des 4 ébauches de taraudages de fixation sur la platine du groupe, à 90 degrés sur rayon 57,5. Foret HSSCo, 620 RPM
Ebavurage, chanfreinage, taraudage
Montage à blanc de la platine d'adaptation sur moteur (avec des vis CHc pour l'essai.)
Montage a blanc de la platine du groupe
Prochaine etape : usinage de l'arbre du moteur, comme celui du moteur d'origine.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Re: Remise en état groupe hydraulique d'un tour Cazeneuve HBY 590
simca Dim 07 Juil 2024, 10:27
salut TRD
beau boulot
je suis étonné tu ne taraudes pas à la machine ?
cdlt
beau boulot
je suis étonné tu ne taraudes pas à la machine ?
cdlt
simca- Chevronné

- Messages : 694
Date d'inscription : 20/07/2021
Re: Remise en état groupe hydraulique d'un tour Cazeneuve HBY 590
TRD Dim 07 Juil 2024, 10:55
Quasiment jamais. Sauf pour les M4-5-6 ou equivalents imperiaux avec une perceuse sans fil.
Le temps de monter l'outillage, de regler le couple, de regler la machine est plus important que celui pour faire quatre taraudages.
Ce que je fais souvent c'est de monter une pointe à ressort sur le tour, la perceuse ou la fraiseuse pour maintenir le taraud droit. Et je taraude à la main. Dans 98 % des cas avec des tarauds-machine.
Le taraudage à la machine, je le reserve pour de la serie avec un montage approprié. Ça a dû m'arriver moins de dix fois en 48 ans d'atelier.
Quand on change de machine, on ne gagne pas sur tous les tableaux. Ma perceuse Herbert etait vraiment tres pratique pour tarauder de gros diametres. La Rey Saut du tarn est beaucoup mieux pour beaucoup de choses, mais elle n'est pas reversible. Pour la fraiseuse Vernier, la commade de marche arriere est à l'arriere de la machine. Et les tours Cazeneuve à trois lettres (HBX et HBY) n'ont pas l'embrayge double que j'avais sur le Graziano. C'etait tres appreciable pour des gros taraudages (M24-M65) qui sont difficiles à realiser manuellement. Mais d'abord on n'en fait pas tous les jours etvensuite, les Caz à trois lettres sont tres performants pour fileter à l'outil même dans les trous borgnes.
Celui qui n'a jamais eu un tour à embrayage double ne s'imagine pas le confort que ça procure. Pour le taraudage, c'est mieux que le Caz à trois lettres parce qu'il n'y a rien à regler. On tourne lentement et on inverse le sens de rotation à l'oeil.
Le temps de monter l'outillage, de regler le couple, de regler la machine est plus important que celui pour faire quatre taraudages.
Ce que je fais souvent c'est de monter une pointe à ressort sur le tour, la perceuse ou la fraiseuse pour maintenir le taraud droit. Et je taraude à la main. Dans 98 % des cas avec des tarauds-machine.
Le taraudage à la machine, je le reserve pour de la serie avec un montage approprié. Ça a dû m'arriver moins de dix fois en 48 ans d'atelier.
Quand on change de machine, on ne gagne pas sur tous les tableaux. Ma perceuse Herbert etait vraiment tres pratique pour tarauder de gros diametres. La Rey Saut du tarn est beaucoup mieux pour beaucoup de choses, mais elle n'est pas reversible. Pour la fraiseuse Vernier, la commade de marche arriere est à l'arriere de la machine. Et les tours Cazeneuve à trois lettres (HBX et HBY) n'ont pas l'embrayge double que j'avais sur le Graziano. C'etait tres appreciable pour des gros taraudages (M24-M65) qui sont difficiles à realiser manuellement. Mais d'abord on n'en fait pas tous les jours etvensuite, les Caz à trois lettres sont tres performants pour fileter à l'outil même dans les trous borgnes.
Celui qui n'a jamais eu un tour à embrayage double ne s'imagine pas le confort que ça procure. Pour le taraudage, c'est mieux que le Caz à trois lettres parce qu'il n'y a rien à regler. On tourne lentement et on inverse le sens de rotation à l'oeil.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Re: Remise en état groupe hydraulique d'un tour Cazeneuve HBY 590
TRD Lun 08 Juil 2024, 20:53
Après demontage du moteur, montage du rotor sur l'HBX 360.
Montage de la lunette

L'equerrage de la lunette est très important. Surtout avec une lunette à galets. Les galets étant trempés, ils pourraient marquer la pièce. Mais il y a un effet bien plus redoutable. Si la lunette est oblique, la piece peut "se visser" dans la lunette et sortir du mandrin.

Tronçonnage de l'excédent d'arbre

Montage sur la fraiseuse avec un petit indexeur Sopam

Usinage du tenon
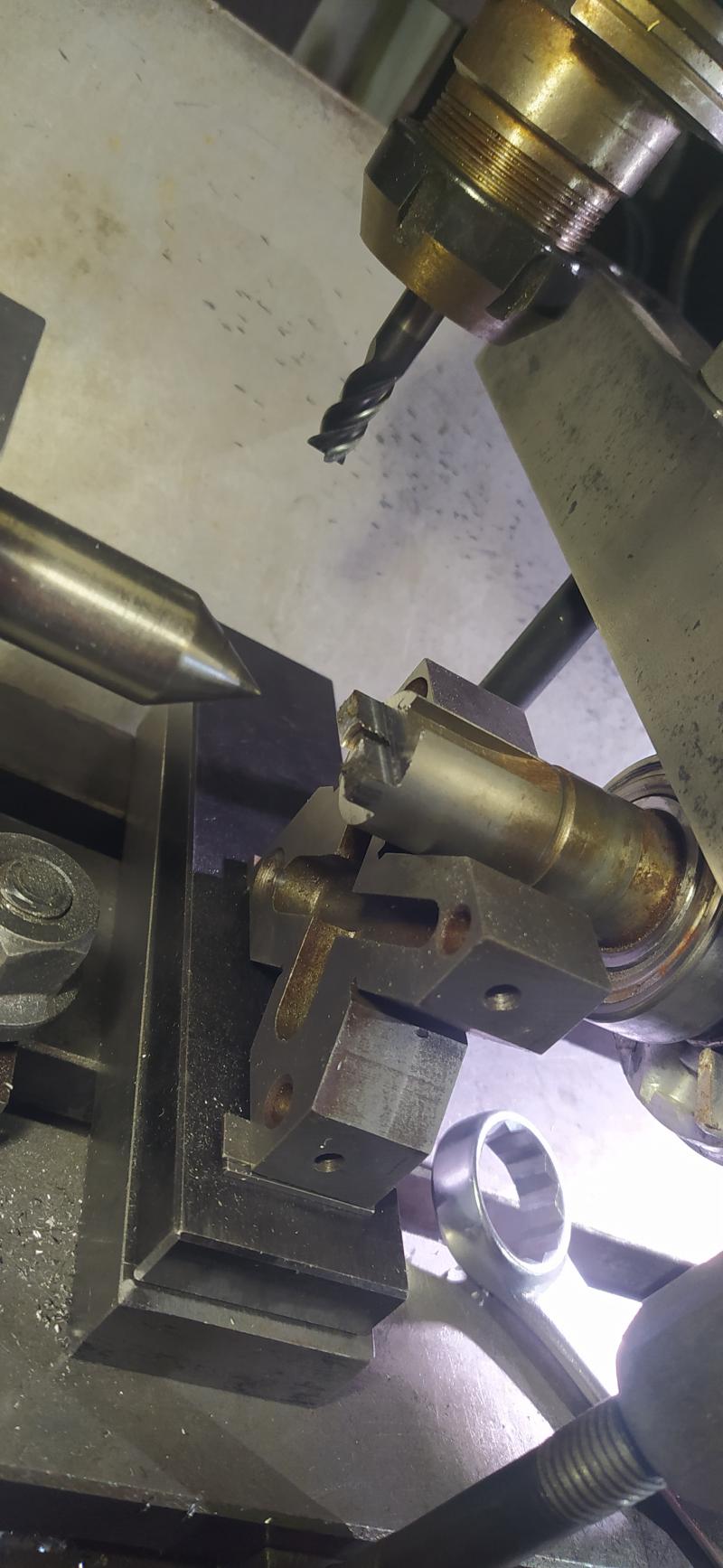
Verification de l'ajustement sur le joint d'Oldham

Je m'en doutais quand j'ai entendu un petit "clac", la bague extérieure du roulement qui etait sous la bride a cassé au serrage.

Je recupere un roulement sur le moteur d'origine.
L'ensemble se monte bien dans le compartiment du groupe hydraulique.

Mais l'accès à certaines vis de fixation est malaisé. Je suis obligé de fabriquer une clé de 13 speciale.
J'ai toujours un jeu de clés chinoises pour ce genre de bricolage à usage généralement unique.

Il n'y a plus qu'à attendre qu'elle refroidisse.
Montage de la lunette
L'equerrage de la lunette est très important. Surtout avec une lunette à galets. Les galets étant trempés, ils pourraient marquer la pièce. Mais il y a un effet bien plus redoutable. Si la lunette est oblique, la piece peut "se visser" dans la lunette et sortir du mandrin.
Tronçonnage de l'excédent d'arbre
Montage sur la fraiseuse avec un petit indexeur Sopam
Usinage du tenon
Verification de l'ajustement sur le joint d'Oldham
Je m'en doutais quand j'ai entendu un petit "clac", la bague extérieure du roulement qui etait sous la bride a cassé au serrage.
Je recupere un roulement sur le moteur d'origine.
L'ensemble se monte bien dans le compartiment du groupe hydraulique.
Mais l'accès à certaines vis de fixation est malaisé. Je suis obligé de fabriquer une clé de 13 speciale.
J'ai toujours un jeu de clés chinoises pour ce genre de bricolage à usage généralement unique.
Il n'y a plus qu'à attendre qu'elle refroidisse.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Re: Remise en état groupe hydraulique d'un tour Cazeneuve HBY 590
simca Mar 09 Juil 2024, 14:24
Salut TRD
j'utilise un ensemble de tête de taraudage Bilz avec tête individuelle de 31mm de M6 à M20 avec limiteur de couple
adaptation bt40 CM3 et CM5 à compensation axiale
j ai l inversion du sens sur toutes mes machines ,
j ai aussi 2 têtes à tarauder réversibles pour les séries c est ce qu il y a de plus rapide mais il il y a plus de temps de préparation
cdlt
j'utilise un ensemble de tête de taraudage Bilz avec tête individuelle de 31mm de M6 à M20 avec limiteur de couple
adaptation bt40 CM3 et CM5 à compensation axiale
j ai l inversion du sens sur toutes mes machines ,
j ai aussi 2 têtes à tarauder réversibles pour les séries c est ce qu il y a de plus rapide mais il il y a plus de temps de préparation
cdlt
simca- Chevronné
- Messages : 694
Date d'inscription : 20/07/2021
Re: Remise en état groupe hydraulique d'un tour Cazeneuve HBY 590
TRD Mar 09 Juil 2024, 19:48
Serrage de boulons avec la clé speciale pour passer au-dessus de la nervure qui separe le compartiment du groupe et celui du variateur.

Ça prend quand même beaucoup de temps.
Je change le câble d'alimentation du moteur durci par le temps et j'attache un peu mieux les torrons dans l'armoire. Il y a un bazar monstre là-dedans. Manifestement, la commande séquentielle n'etait pas utilisée par l'ancien propriétaire. Une carte n'est pas embrochée sur le rack. Si je gardais ce tour, j'enleverai ce bazar qui n'a pas d'utilité pour des travaux d'outillage ou de maintenance.
Je supprime déjà la commande du mandrin hydraulique puisque les deux mandrins fournis avec le tour sont à commande manuelle. Je demonte aussi les conduites du copieur puisque je n'en ai pas.
Arrive le moment tant redouté par tous les possesseurs d'HBY : le nettoyage de la bâche à huile. Celle-ci est particulierement sale. Il y a cinq millimetres de boue durcie au fond.
Les pompes aspirent mal la boue et quand elles y parviennent la gadoue bloque les clapets. Ça se termine à la spatule....

J'ai sorti plus d'un litre de boue durcie. Et trente litres d'huile sale qu'on n'avait pas pu aspirer le jour de l'achat du tour.
Le plus désagréable est fait. Je viens de commander deux filtres à huile neufs. Ce sont des filtres de Jaguar.

Ce soir, le jus qui coule dans ma douche ressemble à du Viandox... Moi aussi, j'ai le filtre à huile plein...
Ça prend quand même beaucoup de temps.
Je change le câble d'alimentation du moteur durci par le temps et j'attache un peu mieux les torrons dans l'armoire. Il y a un bazar monstre là-dedans. Manifestement, la commande séquentielle n'etait pas utilisée par l'ancien propriétaire. Une carte n'est pas embrochée sur le rack. Si je gardais ce tour, j'enleverai ce bazar qui n'a pas d'utilité pour des travaux d'outillage ou de maintenance.
Je supprime déjà la commande du mandrin hydraulique puisque les deux mandrins fournis avec le tour sont à commande manuelle. Je demonte aussi les conduites du copieur puisque je n'en ai pas.
Arrive le moment tant redouté par tous les possesseurs d'HBY : le nettoyage de la bâche à huile. Celle-ci est particulierement sale. Il y a cinq millimetres de boue durcie au fond.
Les pompes aspirent mal la boue et quand elles y parviennent la gadoue bloque les clapets. Ça se termine à la spatule....
J'ai sorti plus d'un litre de boue durcie. Et trente litres d'huile sale qu'on n'avait pas pu aspirer le jour de l'achat du tour.
Le plus désagréable est fait. Je viens de commander deux filtres à huile neufs. Ce sont des filtres de Jaguar.
Ce soir, le jus qui coule dans ma douche ressemble à du Viandox... Moi aussi, j'ai le filtre à huile plein...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Contenu sponsorisé
» Achat et remise en etat d'un HBX360
» Remise en état de l’hydraulique sur un transpalette
» remise en etat d'un vieux tour !!!
» petite chinoise surprenante qui aime la mécanique
» Remise en route d'un tour Cazeneuve
» Remise en état de l’hydraulique sur un transpalette
» remise en etat d'un vieux tour !!!
» petite chinoise surprenante qui aime la mécanique
» Remise en route d'un tour Cazeneuve
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum