
Syderic SN14
+2
TRD
Dahaka
6 participants
Page 2 sur 4
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4
Re: Syderic SN14
TRD Lun 27 Fév 2023, 11:34
Vitesse de coupe
Bois 20 metres par seconde
Acier mi-dur, outil acier rapide ordinaire 10 metres par minute a sec, 15-20 metres par minute sous arrosage
Outils en acier rapide au cobalt +20 à 50%
Acier mi-dur outil carbure 60-100 metres par minute.
Acier inox, aciers faiblement alliés, aciers pretraités outil acier rapide ai cobalt ou carbure diviser les vitesses par 2. Pas d'outil en acier rapide ordinaire.
Aciers trempés : usinage possible, mais avec outillages particuliers et pas avec ce genre de machines qui est peu adaptee.
Alliages d'aluminium : outils acier rapide, multiplier par 4 les vitesses pour l'acier mi-dur.
Dans les metaux, les outils en acier ne supportent pas les survitesses, les outils en carbure acceptent mal les sous-vitesses et les machines insuffisamment rigides.
Bois 20 metres par seconde
Acier mi-dur, outil acier rapide ordinaire 10 metres par minute a sec, 15-20 metres par minute sous arrosage
Outils en acier rapide au cobalt +20 à 50%
Acier mi-dur outil carbure 60-100 metres par minute.
Acier inox, aciers faiblement alliés, aciers pretraités outil acier rapide ai cobalt ou carbure diviser les vitesses par 2. Pas d'outil en acier rapide ordinaire.
Aciers trempés : usinage possible, mais avec outillages particuliers et pas avec ce genre de machines qui est peu adaptee.
Alliages d'aluminium : outils acier rapide, multiplier par 4 les vitesses pour l'acier mi-dur.
Dans les metaux, les outils en acier ne supportent pas les survitesses, les outils en carbure acceptent mal les sous-vitesses et les machines insuffisamment rigides.
TRD- Modérateur

- Messages : 8445
Date d'inscription : 11/08/2010
philou25 aime ce message
Re: Syderic SN14
Dahaka Mer 01 Mar 2023, 00:07
Merci TRD, c'est la vitesse de coupe qui est en abscisse. Je ne connaissait pas la formule Vm=Vc/périmètre du foret.
La vitesse de coupe dépend de la matière à percer et de la matière du foret. Connaissant le périmètre du foret on trouve la vitesse moteur (on choisi la vitesse inférieur la plus proche).
C'est nettement plus clair pour moi maintenant, merci.
La vitesse de coupe dépend de la matière à percer et de la matière du foret. Connaissant le périmètre du foret on trouve la vitesse moteur (on choisi la vitesse inférieur la plus proche).
C'est nettement plus clair pour moi maintenant, merci.
Dahaka- Membre confirmé

- Messages : 12
Date d'inscription : 26/02/2023
Re: Syderic SN14
TRD Mer 01 Mar 2023, 07:41
C'est la première chose qu'on apprenait au lycée technique.
Au risque de me repeter une ennieme fois, je conseille a tous les débutants en usinage d'acheter des manuels scolaires de CAP, BEP, BAC F1. Ça se trouve pour une poignée de figues et c'est bien plus utile pour progresser que les gadgets electroniques peu fiables genre visee L. A. S. E. R., faux- pied à coulisse Mitutoyo "à géométrie variable", visu à piste magnetique à 30 Euros, postes à souder inverter à fil fourré, CN DIY de deux watts, etc.
et c'est bien plus utile pour progresser que les gadgets electroniques peu fiables genre visee L. A. S. E. R., faux- pied à coulisse Mitutoyo "à géométrie variable", visu à piste magnetique à 30 Euros, postes à souder inverter à fil fourré, CN DIY de deux watts, etc.
Bien sûr, les publicités semblent montrer le contraire. Selon elles, on aurait du mal à se passer des " innovations" DIY que curieusement, les professionnels n'utilisent que rarement. Etonnant, non ?
Les croire, ce serait oublier que le monde dans lequel nous vivons a été construit avec des machines simples et du savoir-faire qu'on inculquait à des gamins de 15 ans.
Et dans ce contexte, une perceuse Syderic de 60 ans bien choisie surpassera toutes les Parkside avec essuie-glace, climatisation reversible, Canal plus, portail sectionnel, aide au parking, ABS et ESP. Parce qu'une perceuse c'est d'abord pour faire " rien avec quelque chose autour", c'est-à-dire des trous...
J'ai percé mes premiers trous au collège en cours de travaux manuels en 1971, avec une Chomienne (devenu Cincinnati.) Je suis allé au Lycée en 1975. A l'école d'ingenieurs en 1998. J'ai enseigné l'usinage quelques mois en 2004. Dans ma carriere, j'ai rencontré des centaines de "fabricants de copeaux".J'ai une etagere pleine de bouquins techniques dans ma bibliothèque. Et je viens d'en acheter deux nouveaux la semaine passée. Pour apprendre. ! Parce que j'ai conscience que d'autres savent déjà ce que je ne connais pas encore.
Au risque de me repeter une ennieme fois, je conseille a tous les débutants en usinage d'acheter des manuels scolaires de CAP, BEP, BAC F1. Ça se trouve pour une poignée de figues
et c'est bien plus utile pour progresser que les gadgets electroniques peu fiables genre visee L. A. S. E. R., faux- pied à coulisse Mitutoyo "à géométrie variable", visu à piste magnetique à 30 Euros, postes à souder inverter à fil fourré, CN DIY de deux watts, etc. Bien sûr, les publicités semblent montrer le contraire. Selon elles, on aurait du mal à se passer des " innovations" DIY que curieusement, les professionnels n'utilisent que rarement. Etonnant, non ?
Les croire, ce serait oublier que le monde dans lequel nous vivons a été construit avec des machines simples et du savoir-faire qu'on inculquait à des gamins de 15 ans.
Et dans ce contexte, une perceuse Syderic de 60 ans bien choisie surpassera toutes les Parkside avec essuie-glace, climatisation reversible, Canal plus, portail sectionnel, aide au parking, ABS et ESP. Parce qu'une perceuse c'est d'abord pour faire " rien avec quelque chose autour", c'est-à-dire des trous...
J'ai percé mes premiers trous au collège en cours de travaux manuels en 1971, avec une Chomienne (devenu Cincinnati.) Je suis allé au Lycée en 1975. A l'école d'ingenieurs en 1998. J'ai enseigné l'usinage quelques mois en 2004. Dans ma carriere, j'ai rencontré des centaines de "fabricants de copeaux".J'ai une etagere pleine de bouquins techniques dans ma bibliothèque. Et je viens d'en acheter deux nouveaux la semaine passée. Pour apprendre. ! Parce que j'ai conscience que d'autres savent déjà ce que je ne connais pas encore.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
philou25 aime ce message
Re: Syderic SN14
dubleu Mer 01 Mar 2023, 13:45
pour faire un trie rapide des perceuse colonne pour le métal
les cm2 si la puissance moteur et inférieur a 1 cv et grande vitesse plutôt pour de petit diamètre qui demande des vitesse de coupe importante
les matériel de marque sont plus adapté que les chinoiserie pour leur qualité de construction afin d"obtenir une bonne précision sans jeux
pour les gros diamètre de perçage un cône mors cm3 jusque 22 mm
cm4 jusque 35 mm
ensuite ont passe au perceuse avec boite de vitesse ou la les moteur et l'entrainement permette des diamètre important
les cm2 si la puissance moteur et inférieur a 1 cv et grande vitesse plutôt pour de petit diamètre qui demande des vitesse de coupe importante
les matériel de marque sont plus adapté que les chinoiserie pour leur qualité de construction afin d"obtenir une bonne précision sans jeux
pour les gros diamètre de perçage un cône mors cm3 jusque 22 mm
cm4 jusque 35 mm
ensuite ont passe au perceuse avec boite de vitesse ou la les moteur et l'entrainement permette des diamètre important
dubleu- Chevronné

- Messages : 794
Date d'inscription : 16/01/2022
Re: Syderic SN14
TRD Mer 01 Mar 2023, 20:36
Sur ces petites machines de rigidité moyenne, on a un peu de mal à exploiter les cones de broches au maximum de leurs capacités. Donc, je suis assez d'accord avec Dubleu. Au-delà des diamétres qu'il a indiqués, quand c'est possible, on a intérêt à utiliser des forets aleseurs à au moins trois dents ou des alesoirs chaudronniers. A défaut, on parvient à de meilleurs resultats en utilisant des forets courts qui ont moins tendance à vibrer.
Il y a d'autres alternatives. Par exemple quend c'est possible (il faut que la machine puisse tourner tres lentement) de travailler avec des vitesses de coupe très faibles. Une autre solution consiste à placer un chiffon epais entre la piece et le forêt. Les arrêtes du forets coupent à-travers le chiffon qui joue un rôle d'amortisseur ce qui atténue sensiblement les vibrations.
Mais avec des architectures plus robustes : perceuse-fraiseuse, grosse perceuse col de cygne genre GSP, Alzmetall, Saut du Tarn, Herbert, voire perceuses radiales, on peut percer au maximum autorisé par la taille du cone de broche soit
Cone Morse 2 jusqu'à 23 inclus
Cone Morse 3 jusqu'à 31 (ou 32, je ne suis plus sûr) inclus
Cône Morse 4 jusqu'à 49 inclus
Cône Morse 5, je ne sais pas, mais au moins jusqu'à 70
Il y a d'autres alternatives. Par exemple quend c'est possible (il faut que la machine puisse tourner tres lentement) de travailler avec des vitesses de coupe très faibles. Une autre solution consiste à placer un chiffon epais entre la piece et le forêt. Les arrêtes du forets coupent à-travers le chiffon qui joue un rôle d'amortisseur ce qui atténue sensiblement les vibrations.
Mais avec des architectures plus robustes : perceuse-fraiseuse, grosse perceuse col de cygne genre GSP, Alzmetall, Saut du Tarn, Herbert, voire perceuses radiales, on peut percer au maximum autorisé par la taille du cone de broche soit
Cone Morse 2 jusqu'à 23 inclus
Cone Morse 3 jusqu'à 31 (ou 32, je ne suis plus sûr) inclus
Cône Morse 4 jusqu'à 49 inclus
Cône Morse 5, je ne sais pas, mais au moins jusqu'à 70
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Syderic SN14
dubleu Jeu 02 Mar 2023, 19:48
pour les gros diamètre ca dépend surtout du moteur ............la fiche de la machine donne les infos de base
certain ADAM ont de petit moteur même en cm3
par exemple j'utilise souvent des cloche de plus ou moins 150 mm pour le métal ma cm2 avait un moteur de 0.75 mais calé souvent ce qui avait pour conséquence des dent en moins sur la cloche .............la vitesse de rotation et pourtant faible genre 150 tr par fois moins suivant la matière
j'ai adapté& un moteur de 1.5 cv en 380 et maintenant plus de soucis
certain ADAM ont de petit moteur même en cm3
par exemple j'utilise souvent des cloche de plus ou moins 150 mm pour le métal ma cm2 avait un moteur de 0.75 mais calé souvent ce qui avait pour conséquence des dent en moins sur la cloche .............la vitesse de rotation et pourtant faible genre 150 tr par fois moins suivant la matière
j'ai adapté& un moteur de 1.5 cv en 380 et maintenant plus de soucis
dubleu- Chevronné
- Messages : 794
Date d'inscription : 16/01/2022
Re: Syderic SN14
TRD Jeu 02 Mar 2023, 21:51
Je n'ai pas eu de souci avec les cloches de plus de 100 sur la Saut du Tarn. Mais deux chevaux à 50 tours par minute, ça fait un couple monstrueux (286 N.m soit pas loin de 30 mkg !)
Par contre, sur la fraiseuse, avec 7,5 chevaux, au moindre blocage, la queue de la scie-cloche se brise net.
Grosso-modo 100 m. kg... Un couple proche de celui d'un moteur de camion Renault Trucks Midlum 300 chevaux !
Par contre, sur la fraiseuse, avec 7,5 chevaux, au moindre blocage, la queue de la scie-cloche se brise net.
Grosso-modo 100 m. kg... Un couple proche de celui d'un moteur de camion Renault Trucks Midlum 300 chevaux !
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Syderic SN14
sachem35 Jeu 09 Mar 2023, 17:00
Bonjour,
Transport :
J'ai désolidarisé la machine de son socle. La machine sur les sièges arrières (avec moultes protections !!) chargement à trois personnes.
Le socle dans le coffre. Voiture Passat.
Transport :
J'ai désolidarisé la machine de son socle. La machine sur les sièges arrières (avec moultes protections !!) chargement à trois personnes.
Le socle dans le coffre. Voiture Passat.

sachem35- Chevronné
- Messages : 244
Date d'inscription : 29/05/2011
Quelques news
Dahaka Mar 14 Mar 2023, 14:36
Merci à tous pour vos message.
J'ai effectué le transport de la machine dans mon coffre, j'avais au préalable démonté l'ensemble en 3 parties. La table, la base et la tête (colonne comprise). A deux ca se fait mais je conseille fortement l'utilisation d'un bon diable ou autre plateau de manutention. Bon une fois réassemblée, je me suis aperçu que j'avais oublié une vis de la colonne chez le vendeur... J'ai contacté le vendeur il devrait me l'avoir mise de coté. J'ai un autre soucis un des quatre trous servant à fixer la colonne sur la base n'accepte aucune des 3 vis que j'ai (M12x30mm pas de vis 1.66)... peut-être que la vis manquante est spéciale. J'ai vérifié le trou fileté en question et il semble qu'il y ai deux filetages de diamètre différents (voir photo).
J'ai contacté le vendeur il devrait me l'avoir mise de coté. J'ai un autre soucis un des quatre trous servant à fixer la colonne sur la base n'accepte aucune des 3 vis que j'ai (M12x30mm pas de vis 1.66)... peut-être que la vis manquante est spéciale. J'ai vérifié le trou fileté en question et il semble qu'il y ai deux filetages de diamètre différents (voir photo). 

A suivre j'en aurai le cœur net quand j'aurai la vis manquante.
Dans l'attente de l'installation d'un variateur de fréquence, j'ai modifié le couplage moteur de la configuration "étoile" à "triangle". Ca m'a aussi permis d'accéder à la plaque signalétique du moteur et j'ai une question. Sur cette plaque il est mentionné 1400 tour minute cependant sur la plaque signalétique de la machine, donnant vitesses de broches, il est mentionné 1000 Tm. Y-a-t'il une erreur?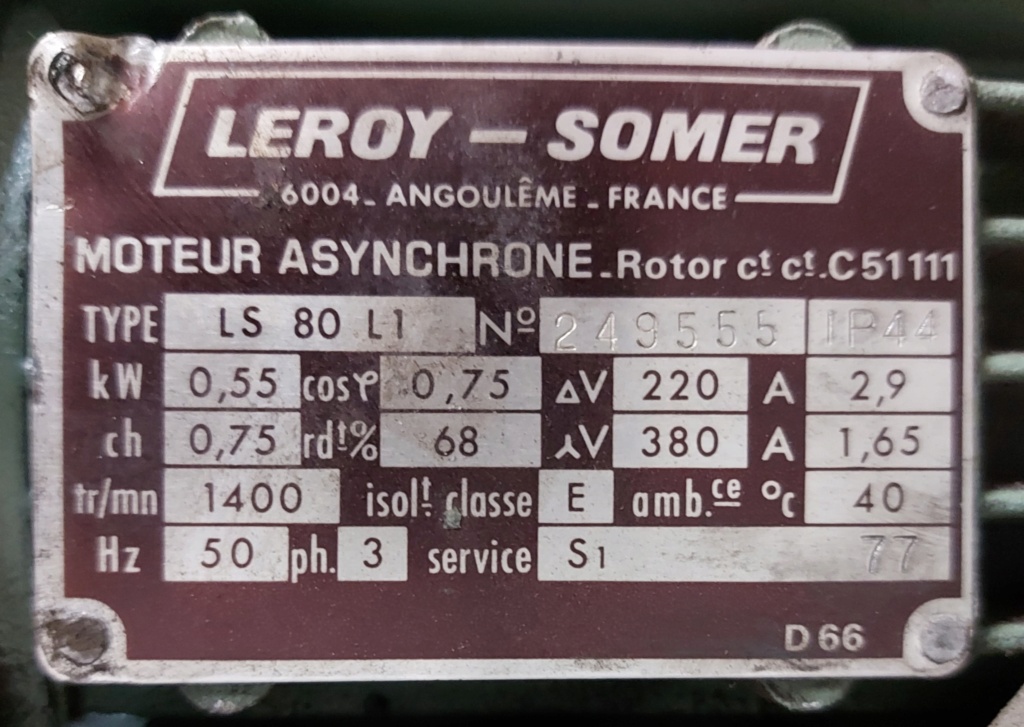
J'ai essayé de mesuré la périphérie des poulies avec une ficelle pour calculer la vitesse moteur requise pour valider les vitesses de broche annoncées. Bon la ficelle étant un petit peu élastique les résultats ne sont pas vraiment probants même s'il semble que le 1000 T/min colle plus. Si quelqu'un a un dessin des poulies de la SN14, les références ou même les diamètres des étages, je suis preneur.
Dernier point, la machine m'a été vendu sans mandrin. J'aimerai bien acheter un mandrin (cm2) avec un bon rapport qualité prix. Après mes premières recherches, il semble que le Supra de chez Röhm est un bon candidat. J'aimerai avoir votre avis (parce que je sais que vous en avez un ) et aussi si vous aviez d'autres références que je pourrais considérer également?
) et aussi si vous aviez d'autres références que je pourrais considérer également?
Encore merci beaucoup pour vos retours qui m'aident à comprendre un peu mieux comment tout ca fonctionne et j'en suis sur m'éviter de grossières erreurs.
J'ai effectué le transport de la machine dans mon coffre, j'avais au préalable démonté l'ensemble en 3 parties. La table, la base et la tête (colonne comprise). A deux ca se fait mais je conseille fortement l'utilisation d'un bon diable ou autre plateau de manutention. Bon une fois réassemblée, je me suis aperçu que j'avais oublié une vis de la colonne chez le vendeur...
J'ai contacté le vendeur il devrait me l'avoir mise de coté. J'ai un autre soucis un des quatre trous servant à fixer la colonne sur la base n'accepte aucune des 3 vis que j'ai (M12x30mm pas de vis 1.66)... peut-être que la vis manquante est spéciale. J'ai vérifié le trou fileté en question et il semble qu'il y ai deux filetages de diamètre différents (voir photo). 

A suivre j'en aurai le cœur net quand j'aurai la vis manquante.
Dans l'attente de l'installation d'un variateur de fréquence, j'ai modifié le couplage moteur de la configuration "étoile" à "triangle". Ca m'a aussi permis d'accéder à la plaque signalétique du moteur et j'ai une question. Sur cette plaque il est mentionné 1400 tour minute cependant sur la plaque signalétique de la machine, donnant vitesses de broches, il est mentionné 1000 Tm. Y-a-t'il une erreur?

J'ai essayé de mesuré la périphérie des poulies avec une ficelle pour calculer la vitesse moteur requise pour valider les vitesses de broche annoncées. Bon la ficelle étant un petit peu élastique les résultats ne sont pas vraiment probants même s'il semble que le 1000 T/min colle plus. Si quelqu'un a un dessin des poulies de la SN14, les références ou même les diamètres des étages, je suis preneur.
Dernier point, la machine m'a été vendu sans mandrin. J'aimerai bien acheter un mandrin (cm2) avec un bon rapport qualité prix. Après mes premières recherches, il semble que le Supra de chez Röhm est un bon candidat. J'aimerai avoir votre avis (parce que je sais que vous en avez un
) et aussi si vous aviez d'autres références que je pourrais considérer également?Encore merci beaucoup pour vos retours qui m'aident à comprendre un peu mieux comment tout ca fonctionne et j'en suis sur m'éviter de grossières erreurs.
Dahaka- Membre confirmé
- Messages : 12
Date d'inscription : 26/02/2023
Re: Syderic SN14
TRD Mar 14 Mar 2023, 16:00
Salut
M ça veut dire métrique. Donc 1,66 ce n'est pas possible.
M12, c'est 175, 150, 125 ou 100.
1,66, c'est 5/3. Un pas tres rare sauf sur les filetages d'artillerie.
Tu as dû te tromper en mesurant 5 filets, c'est 6 sommets ou 6 creux. Ah, les problèmes d'intervalles...
Pour mesurer les poulies, il faut prendre le diametred'enroulement de la courroie pas le mini, ni le maxi.
Les moteurs à six enroulements etaient courants autrefois. Frequence nominale 1000 tours, reelle environ 950. C'est devenu rare car plus cher que les autres.
Chez Rohm, Supra, c'est le tout venant.
Les mandrins à haute concentricité, c'est SPIRO.
Voici un test qui te permettra de choisir en fonction de trs objectifs
M ça veut dire métrique. Donc 1,66 ce n'est pas possible.
M12, c'est 175, 150, 125 ou 100.
1,66, c'est 5/3. Un pas tres rare sauf sur les filetages d'artillerie.
Tu as dû te tromper en mesurant 5 filets, c'est 6 sommets ou 6 creux. Ah, les problèmes d'intervalles...
Pour mesurer les poulies, il faut prendre le diametred'enroulement de la courroie pas le mini, ni le maxi.
Les moteurs à six enroulements etaient courants autrefois. Frequence nominale 1000 tours, reelle environ 950. C'est devenu rare car plus cher que les autres.
Chez Rohm, Supra, c'est le tout venant.
Les mandrins à haute concentricité, c'est SPIRO.
Voici un test qui te permettra de choisir en fonction de trs objectifs
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Syderic SN14
Dahaka Mar 14 Mar 2023, 16:23
Merci pour ta réponse,TRD a écrit:Salut
M ça veut dire métrique. Donc 1,66 ce n'est pas possible.
M12, c'est 175, 150, 125 ou 100.
1,66, c'est 5/3. Un pas tres rare sauf sur les filetages d'artillerie.
Tu as dû te tromper en mesurant 5 filets, c'est 6 sommets ou 6 creux. Ah, les problèmes d'intervalles...
Pour mesurer les poulies, il faut prendre le diametred'enroulement de la courroie pas le mini, ni le maxi.
Les moteurs à six enroulements etaient courants autrefois. Frequence nominale 1000 tours, reelle environ 950. C'est devenu rare car plus cher que les autres.
Chez Rohm, Supra, c'est le tout venant.
Les mandrins à haute concentricité, c'est SPIRO.
Voici un test qui te permettra de choisir en fonction de trs objectifs
J'ai mesuré 5mm pour 3 crêtes donc 5/3=1.66 le compte semble être bon. C'est de la BOMBE cette perceuse alors!?

J'ai vérifié sur les 3 vis que j'ai et le pas est identique. La vis fait 40mm de long (filetage=30mm).
Si je comprend bien même s'il y a marqué 1400 tr/min sur la plaque signalétique du moteur en fait il tourne a 1000 tr/min?
Dahaka- Membre confirmé
- Messages : 12
Date d'inscription : 26/02/2023
Page 2 sur 4 • 1, 2, 3, 4
» SYDERIC SN14 (encore!)
» Perceuse SYDERIC SN14 : électricité
» SYDERIC SNC 23 GDA
» Sydéric S20
» Sydéric SU 23-30 FUM
» Perceuse SYDERIC SN14 : électricité
» SYDERIC SNC 23 GDA
» Sydéric S20
» Sydéric SU 23-30 FUM
Page 2 sur 4
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum