
Modification d'un petit diviseur SOPAM RG5-100.
2 participants
Page 1 sur 1

Modification d'un petit diviseur SOPAM RG5-100.
TRD Sam 05 Nov 2022, 19:41
Le diviseur SOPAM RG5-100 est un petit outil bien pratique pour realiser des six-pans et des carrés d'entrainement à la fraiseuse. Il peut faire plus d'ailleurs : division en 2 - 3 - 4 - 5 - 6 - 8 - 10 ou 12 reparties sur 360 degrés.
Le principal attrait de cet appareil est sa taille. Il est facilement installé sans moyen de manutention et utilisable sur les perceuses-fraiseuses comme sur les grosses machines.
L'axe de revolution peut prendre toutes les positions entre la verticale et l'horizontale. C'est donc un accessoire assez polyvalent.

D'origine on a le choix entre un mandrin trois mors de 80 mm ou des pinces tirees Schaublin W16.
J'ai les deux montages, mais pas les pinces.
Mon mandrin trois mors possede plusieurs jeux de mors, dont certains de tres grandes dimensions.
Usinage d'un anneau plus gros que le mandrin.

L'image ci-dessus permet d'apprecier la petitesse de ce diviseur, ici serré dans un (gros) etau SAGOP.
Ce petit diviseur pourrait aussi etre utilisé sur une rectifieuse ou une affuteuse.
Mais mon mandrin a beaucoup souffert d'anciens proprietaires peu delicats. Il a pris des coups de forets et de fraise un peu partout. Je n'ose pas serrer tres fort les pieces de peur de le casser.
Le mois passé une piece est partie pendant l'usinage.
J'ai décidé de remplacer le mandrin. Pour l'instant, je n'ai qu'un quatre mors de 80. Avec deux jeux de mors durs.
Ce qui va suivre concerne la modification pour adapter ce quatre mors et la realisation d'une contre-pointe adaptée.
Le principal attrait de cet appareil est sa taille. Il est facilement installé sans moyen de manutention et utilisable sur les perceuses-fraiseuses comme sur les grosses machines.
L'axe de revolution peut prendre toutes les positions entre la verticale et l'horizontale. C'est donc un accessoire assez polyvalent.
D'origine on a le choix entre un mandrin trois mors de 80 mm ou des pinces tirees Schaublin W16.
J'ai les deux montages, mais pas les pinces.
Mon mandrin trois mors possede plusieurs jeux de mors, dont certains de tres grandes dimensions.
Usinage d'un anneau plus gros que le mandrin.
L'image ci-dessus permet d'apprecier la petitesse de ce diviseur, ici serré dans un (gros) etau SAGOP.
Ce petit diviseur pourrait aussi etre utilisé sur une rectifieuse ou une affuteuse.
Mais mon mandrin a beaucoup souffert d'anciens proprietaires peu delicats. Il a pris des coups de forets et de fraise un peu partout. Je n'ose pas serrer tres fort les pieces de peur de le casser.
Le mois passé une piece est partie pendant l'usinage.
J'ai décidé de remplacer le mandrin. Pour l'instant, je n'ai qu'un quatre mors de 80. Avec deux jeux de mors durs.
Ce qui va suivre concerne la modification pour adapter ce quatre mors et la realisation d'une contre-pointe adaptée.
Dernière édition par TRD le Sam 05 Nov 2022, 21:48, édité 2 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8445
Date d'inscription : 11/08/2010
Re: Modification d'un petit diviseur SOPAM RG5-100.
TRD Sam 05 Nov 2022, 20:52
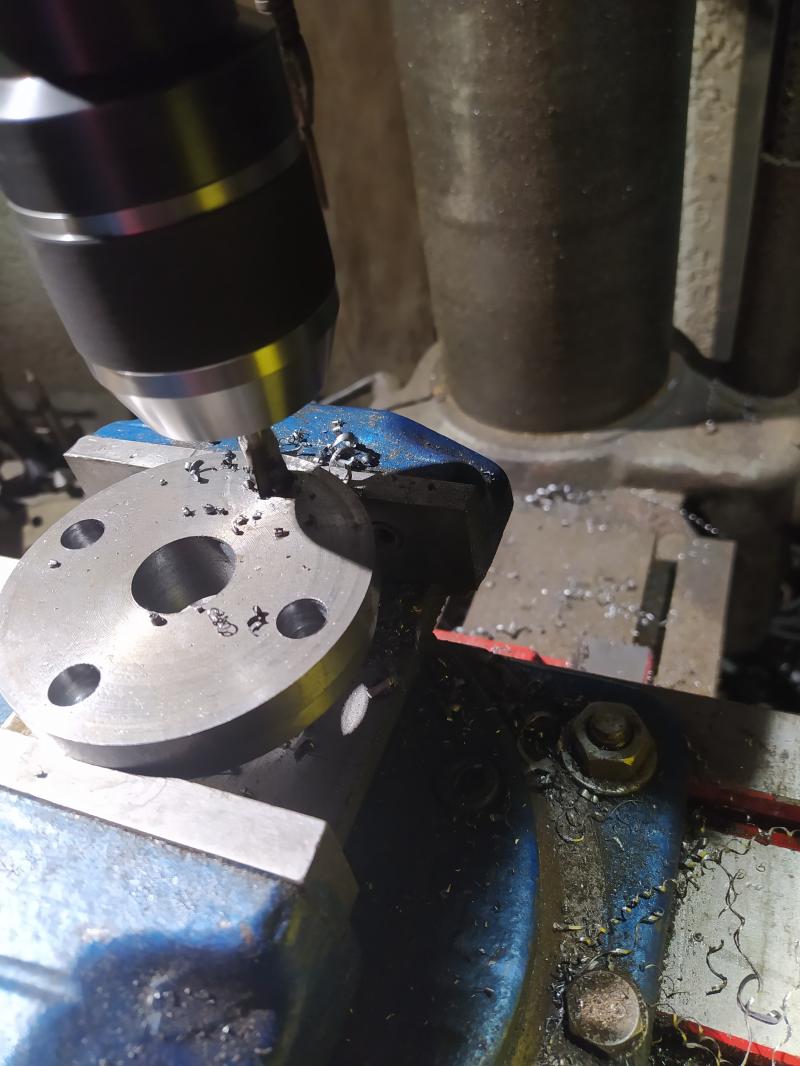
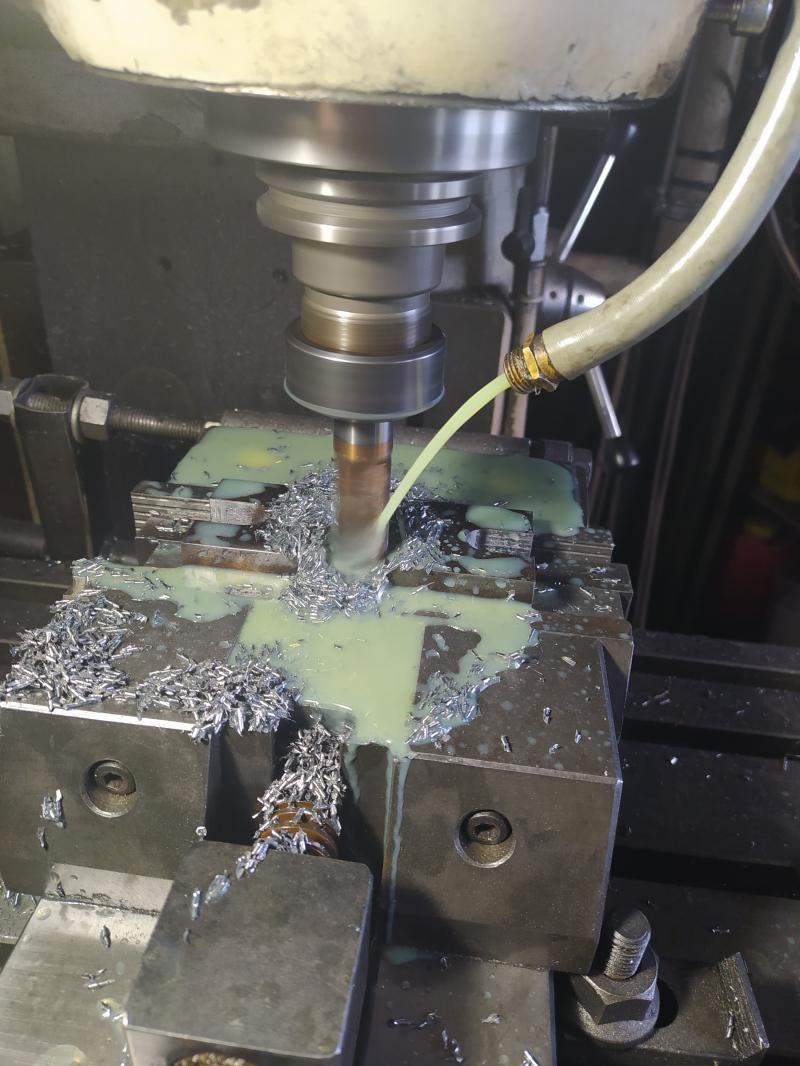
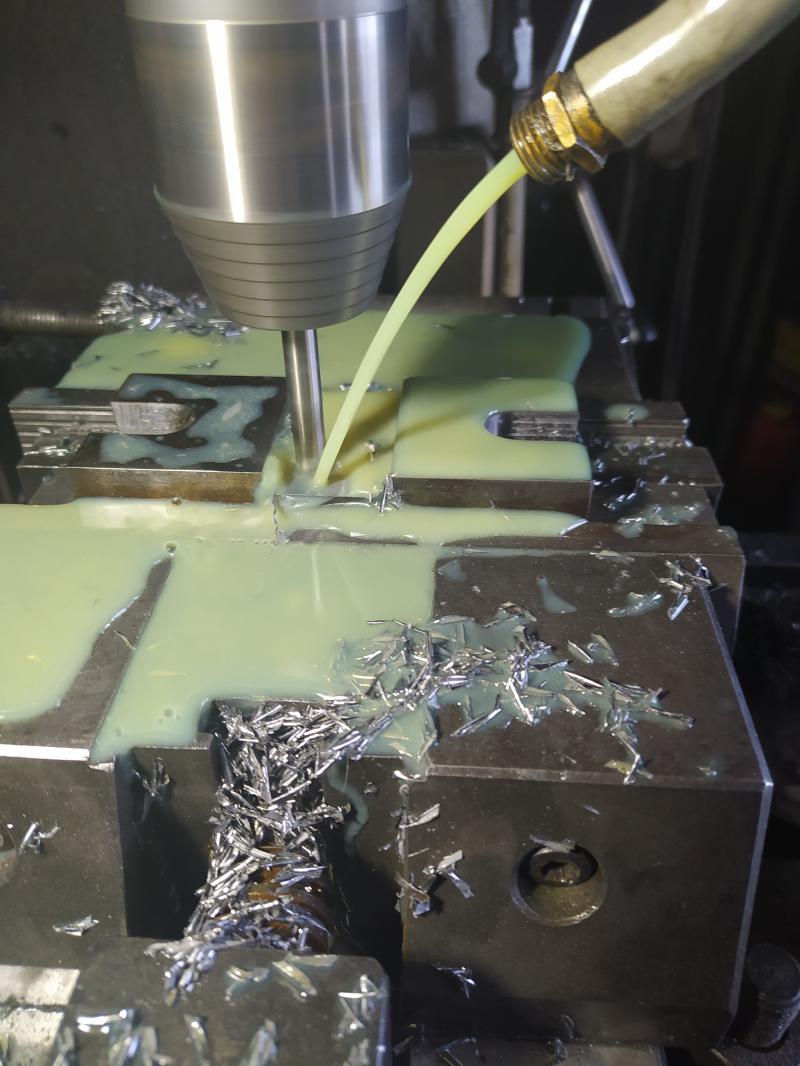
L'ebauche du plateau a été faite hier en quatre mors independants sur l'HBX avec une chute d'XC48. J'utilise l'alesage central pour recuperer la position de l'axe sur la fraiseuse
C'est l'occasion d'utiliser mon nouveau palpeur Haimer.

Avant, je me servais d'un comparateur à cadran et d'un palpeur à renvoi d'angle de ma fabrication. C'est assez precis, mais quand on veut palper à l'arriere de la fraiseuse il faut être contorsioniste pour lire le cadran. Le palpeur 3D apporte un confort appreciable.
On palpe un côté du trou, on met la visu à zero.
On palpe l'autre côté. On lit la valeur sur la visu.

Le centre du trou se trouve à la moitié de la valeur lue.
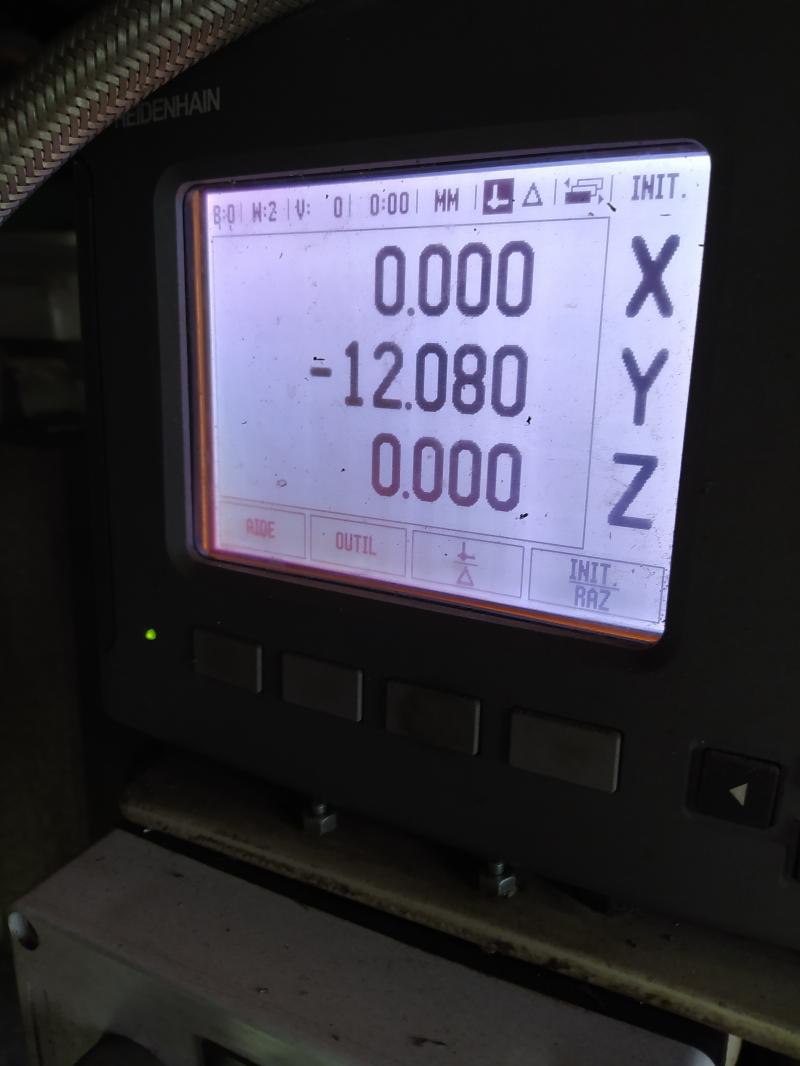
Il n'est pas necessaire de faire d'autre calcul. Le palpeur deduit automatiquement le diametre de la bille de palpage.
Qui ne s'est pas fait avoir en oubliant de deduire ou d'ajouter le rayon d'une pinule ? Avec cet outil, pas de risque à ce niveau.
Des defauts ?
Le prix... Je l'ai acheté d'occasion.
Perçage des 4 trous de vis sur diametre 67.




Pour eviter beaucoup de changements d'outils, les lamages accueillant les tetes de vis sont realisés sur la perceuse.
Le mandrin et l'ebauche du plateau assemblés

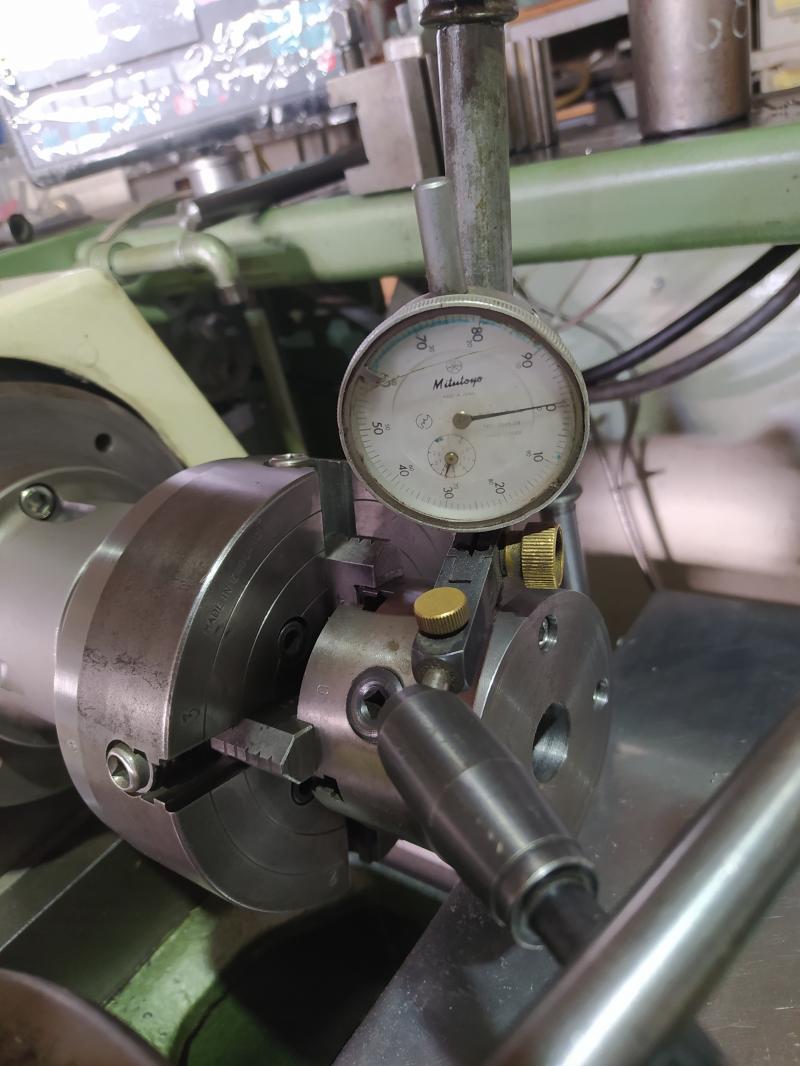
Pour usiner au tour la face arriere du plateau concentrique au mandrin, je prends le mandrin de 80 dans un quatre-mors independants.
Il faut donc degauchir l'ensemble au comparateur.
Usinage de finition du diametre exterieur du plateau.

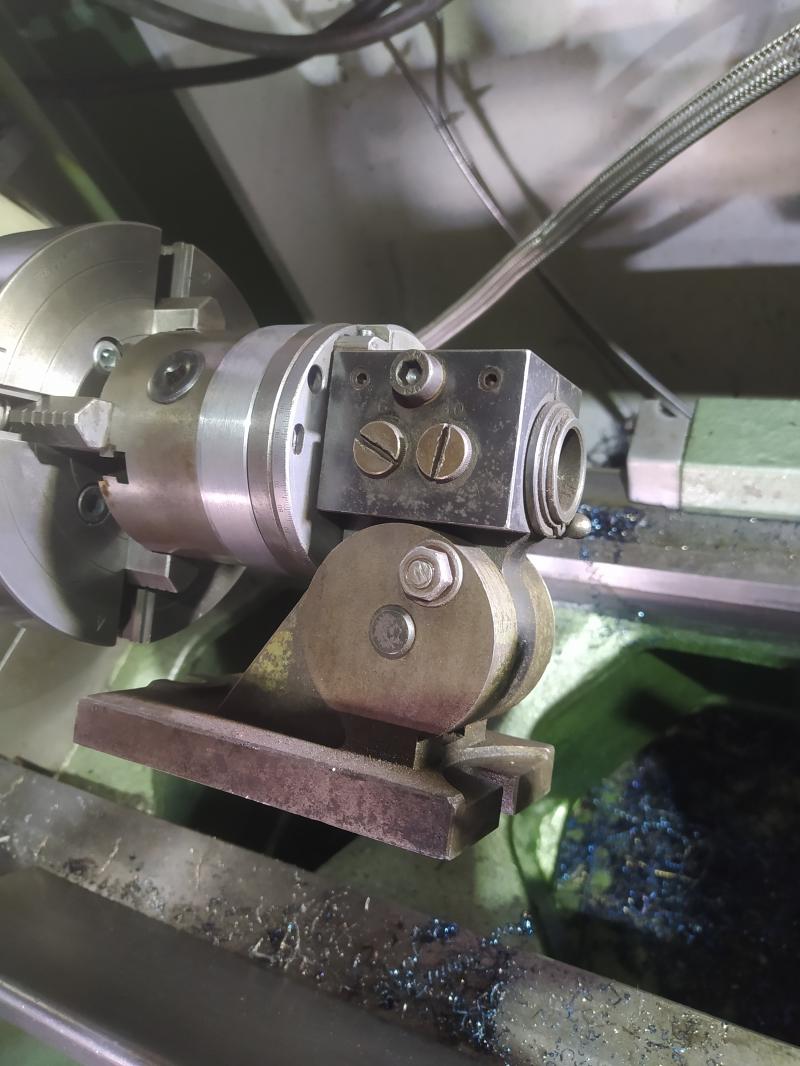
Ebauche au foret, puis alésage du diametre 56 de centrage sur la broche du diviseur.

Le diviseur tient tout seul sans vis de maintien alors qu'il n'est tenu que sur 3 mm, moins le chanfrein d'entrée. J'avoue que j'ai été le premier surpris.
Et hop !
T'as pas pigé ? Regarde celle-ci...
Retour sur la fraiseuse pour perçage des trous de vis de fixation sur la broche du diviseur. Meme methode que pour les quatre trous de fixation du mandrin.
Tout se monte sans souci.
Je vais attaquer la fabrication de la contrepointe.
C'est l'occasion d'utiliser mon nouveau palpeur Haimer.
Avant, je me servais d'un comparateur à cadran et d'un palpeur à renvoi d'angle de ma fabrication. C'est assez precis, mais quand on veut palper à l'arriere de la fraiseuse il faut être contorsioniste pour lire le cadran. Le palpeur 3D apporte un confort appreciable.
On palpe un côté du trou, on met la visu à zero.
On palpe l'autre côté. On lit la valeur sur la visu.
Le centre du trou se trouve à la moitié de la valeur lue.
Il n'est pas necessaire de faire d'autre calcul. Le palpeur deduit automatiquement le diametre de la bille de palpage.
Qui ne s'est pas fait avoir en oubliant de deduire ou d'ajouter le rayon d'une pinule ? Avec cet outil, pas de risque à ce niveau.
Des defauts ?
Le prix... Je l'ai acheté d'occasion.
Perçage des 4 trous de vis sur diametre 67.
Pour eviter beaucoup de changements d'outils, les lamages accueillant les tetes de vis sont realisés sur la perceuse.
Le mandrin et l'ebauche du plateau assemblés
Pour usiner au tour la face arriere du plateau concentrique au mandrin, je prends le mandrin de 80 dans un quatre-mors independants.
Il faut donc degauchir l'ensemble au comparateur.
Usinage de finition du diametre exterieur du plateau.
Ebauche au foret, puis alésage du diametre 56 de centrage sur la broche du diviseur.
Le diviseur tient tout seul sans vis de maintien alors qu'il n'est tenu que sur 3 mm, moins le chanfrein d'entrée. J'avoue que j'ai été le premier surpris.
Et hop !
T'as pas pigé ? Regarde celle-ci...
Retour sur la fraiseuse pour perçage des trous de vis de fixation sur la broche du diviseur. Meme methode que pour les quatre trous de fixation du mandrin.
Tout se monte sans souci.
Je vais attaquer la fabrication de la contrepointe.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
11110101101 aime ce message
Re: Modification d'un petit diviseur SOPAM RG5-100.
TRD Sam 05 Nov 2022, 21:19
Equarrissage d'une chute d'XC48 destinée à devenir la semelle de la contrepointe.


Realisation des lumieres pour les vis de fixation sur la table de la fraiseuse.


Rainurage pour l'encastrement du mat

Forage des trous de vis de fixation du mat
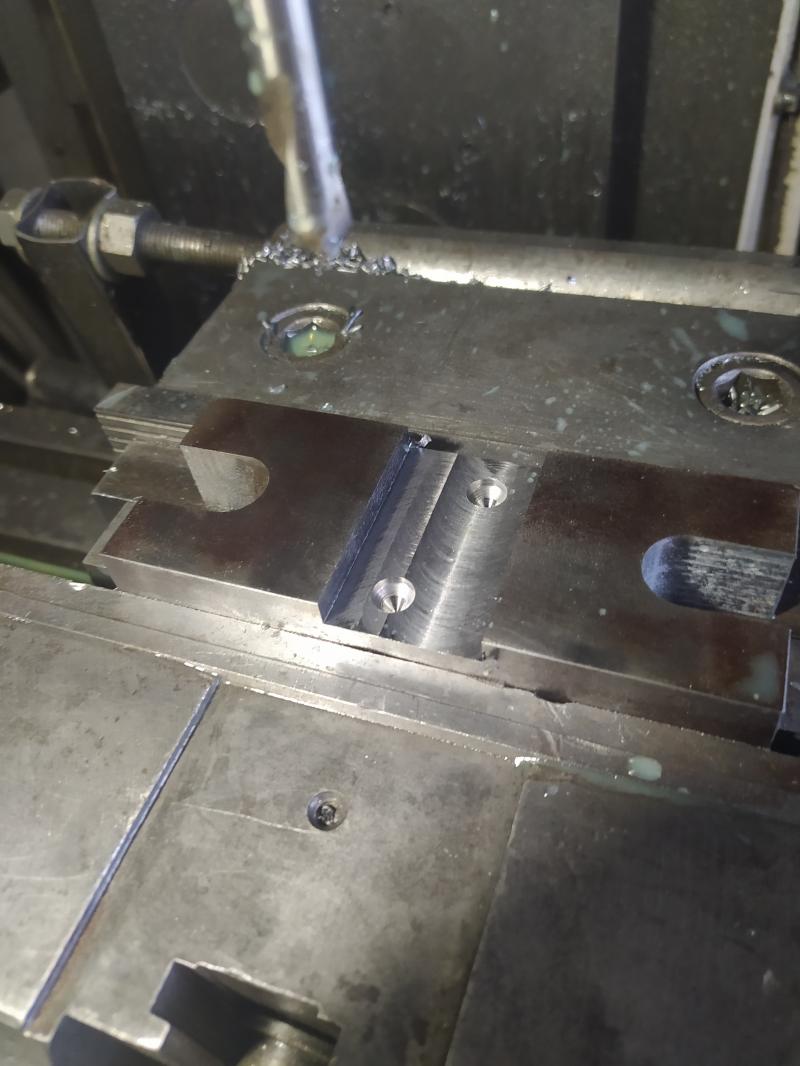

Equarrissage d'une chute d'XC48 pour fabrication du mat. Et mise à la côte de la rainure.
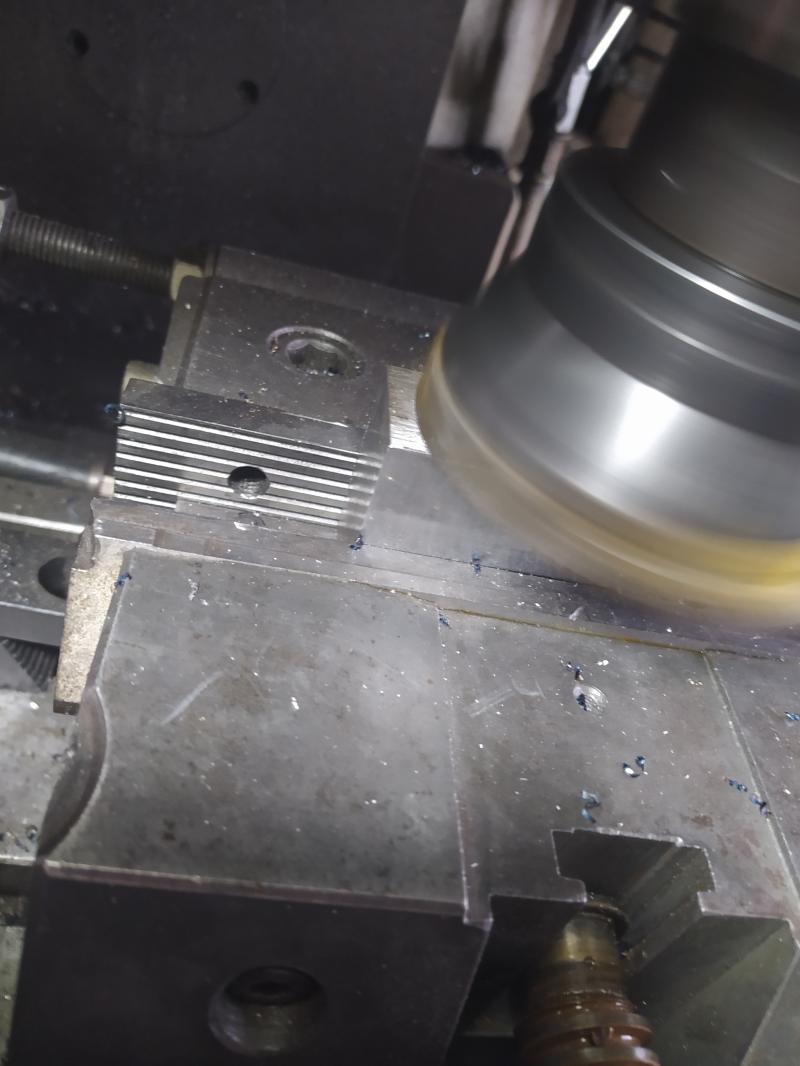

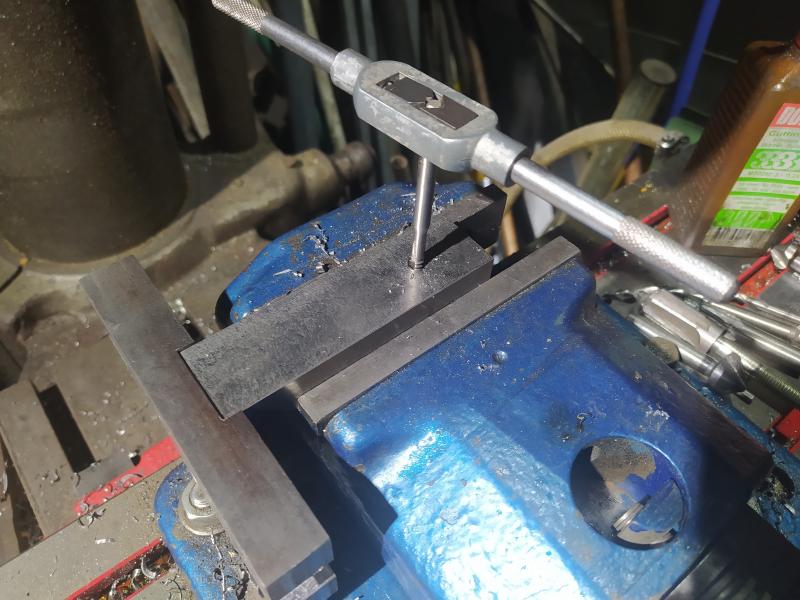
Forage taraudage des trous de fixation. Perçage alesage à 3/4 " (19, 05 mm) du trou destiné à recevoir la pointe. La demi-finition est realisee à l'alesoir-machine a 19, la cote 19,05 est obtenue avec un alesoir façon Paris.

Perçage et taraudage du trou de vis de serrage de la contrepointe.
Assemblage sans souci.
Realisation des lumieres pour les vis de fixation sur la table de la fraiseuse.
Rainurage pour l'encastrement du mat
Forage des trous de vis de fixation du mat
Equarrissage d'une chute d'XC48 pour fabrication du mat. Et mise à la côte de la rainure.
Forage taraudage des trous de fixation. Perçage alesage à 3/4 " (19, 05 mm) du trou destiné à recevoir la pointe. La demi-finition est realisee à l'alesoir-machine a 19, la cote 19,05 est obtenue avec un alesoir façon Paris.
Perçage et taraudage du trou de vis de serrage de la contrepointe.
Assemblage sans souci.
Dernière édition par TRD le Sam 05 Nov 2022, 21:57, édité 2 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Modification d'un petit diviseur SOPAM RG5-100.
TRD Sam 05 Nov 2022, 21:41
Realisation de la pointe.
Ebauche en 100C6 de 20 mm. C'est pour garantir la concentricité de la pointe conique avec le diametre exterieur que j'ai choisi d'aleser le mat à 3/4 " plutôt qu'à 20 mm.
Tournage du diametre 19,03 ( moins 0,02 / alesage pour rattraper le gonflement à la trempe)

Et du cone à 60 degres.


Chauffe à 835 degres C.
Trempe à l'huile
Revenu à 220 degres (le thermostat est décalé de 20 degres)

La pointe doit etre aux alentours de 730 Vickers ou entre 60 et 61 HRc, ce qui correspond à une limite à la rupture aux alentours de 2350 MPa : un acier " à 235 kilos" pour les anciens, c'est-à-dire un peu plus dure qu'un roulement à billes.
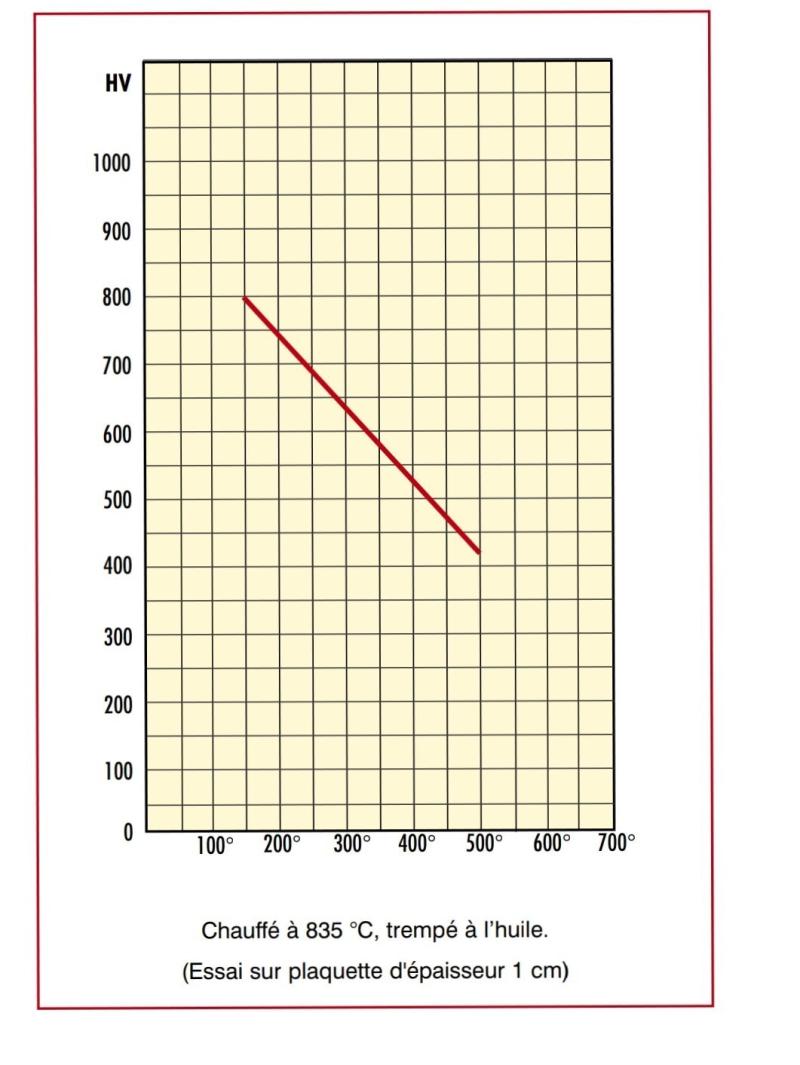
Source : Aubert et Duval
Decalaminage et assemblage
Ebauche en 100C6 de 20 mm. C'est pour garantir la concentricité de la pointe conique avec le diametre exterieur que j'ai choisi d'aleser le mat à 3/4 " plutôt qu'à 20 mm.
Tournage du diametre 19,03 ( moins 0,02 / alesage pour rattraper le gonflement à la trempe)
Et du cone à 60 degres.
Chauffe à 835 degres C.
Trempe à l'huile
Revenu à 220 degres (le thermostat est décalé de 20 degres)
La pointe doit etre aux alentours de 730 Vickers ou entre 60 et 61 HRc, ce qui correspond à une limite à la rupture aux alentours de 2350 MPa : un acier " à 235 kilos" pour les anciens, c'est-à-dire un peu plus dure qu'un roulement à billes.
Source : Aubert et Duval
Decalaminage et assemblage
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
11110101101 aime ce message
Re: Modification d'un petit diviseur SOPAM RG5-100.
joël35 Jeu 10 Nov 2022, 11:59
Bonjour tout le monde ,
toujours très intéressent merci pour ton reportage .
Joël
toujours très intéressent merci pour ton reportage .
Joël

joël35- Passionné

- Messages : 115
Date d'inscription : 12/04/2022
Re: Modification d'un petit diviseur SOPAM RG5-100.
TRD Jeu 10 Nov 2022, 14:20
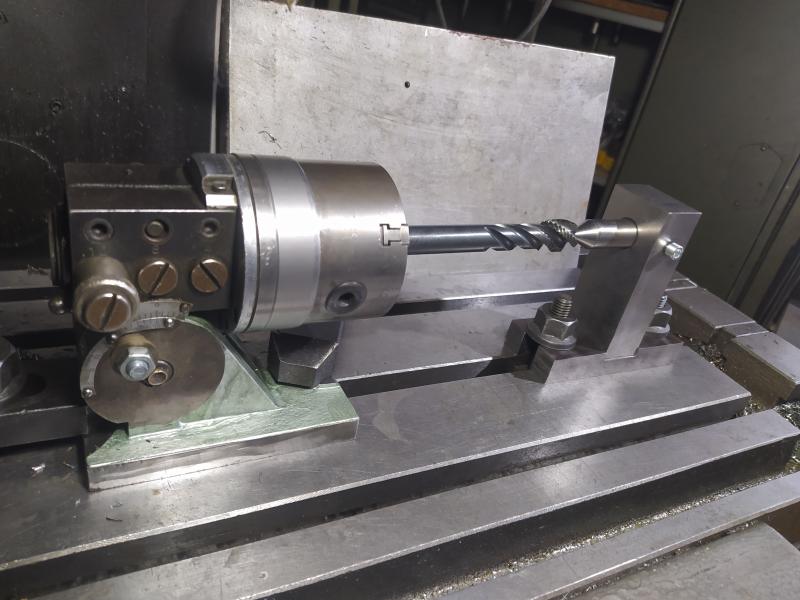
Je ne pensais pas m'en servir si vite.
Hier, j'ai fait un arbre cannelé pour le depannage d'ugence d'un copain.
RAS, mission accomplie.
Hier, j'ai fait un arbre cannelé pour le depannage d'ugence d'un copain.
RAS, mission accomplie.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
» Diviseur SOPAM RG31 inox
» Modification diviseur Rc
» Petit diviseur
» reparation tete a aleser sopam AR 18
» Diviseur Walter VTW (diviseur verticaux)
» Modification diviseur Rc
» Petit diviseur
» reparation tete a aleser sopam AR 18
» Diviseur Walter VTW (diviseur verticaux)
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum