
Tourner du plastique,
3 participants
Page 1 sur 1

Tourner du plastique,
brifou Mer 20 Juil 2022, 12:57
Tout est dans le titre, comment travailler du plastique, plutôt tendre, sur un tour,
J'ai essayé, avec outil en acier rapide, angle de coupe très aigu,
mais la matière a tendance a fondre, c'est sur que je tourne un peu trop vite,
J'ai mis de l'huile de coupe pour métal, ça se passe bien mieux,
si vous avez des idées, merci,
J'ai essayé, avec outil en acier rapide, angle de coupe très aigu,
mais la matière a tendance a fondre, c'est sur que je tourne un peu trop vite,
J'ai mis de l'huile de coupe pour métal, ça se passe bien mieux,
si vous avez des idées, merci,
brifou- Passionné

- Messages : 81
Date d'inscription : 07/09/2014
Re: Tourner du plastique,
TRD Mer 20 Juil 2022, 14:49
Tourner du plastique, c'est aussi vague que tourner du metal.
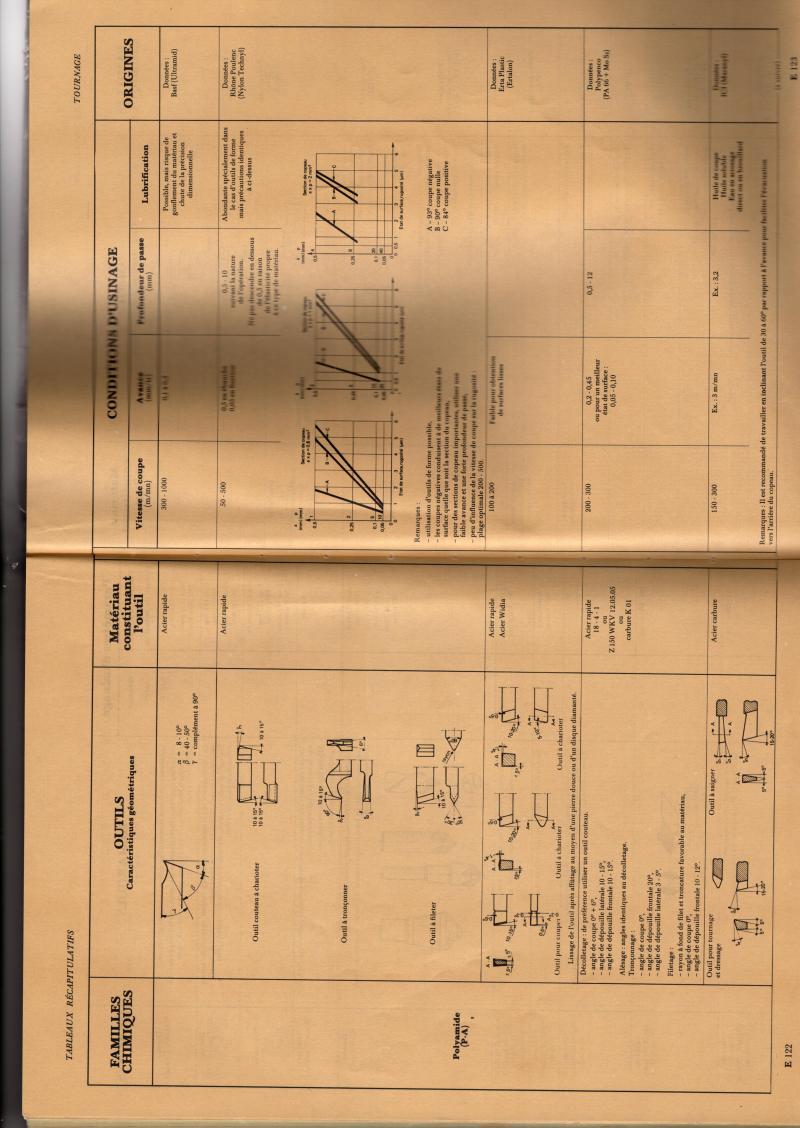
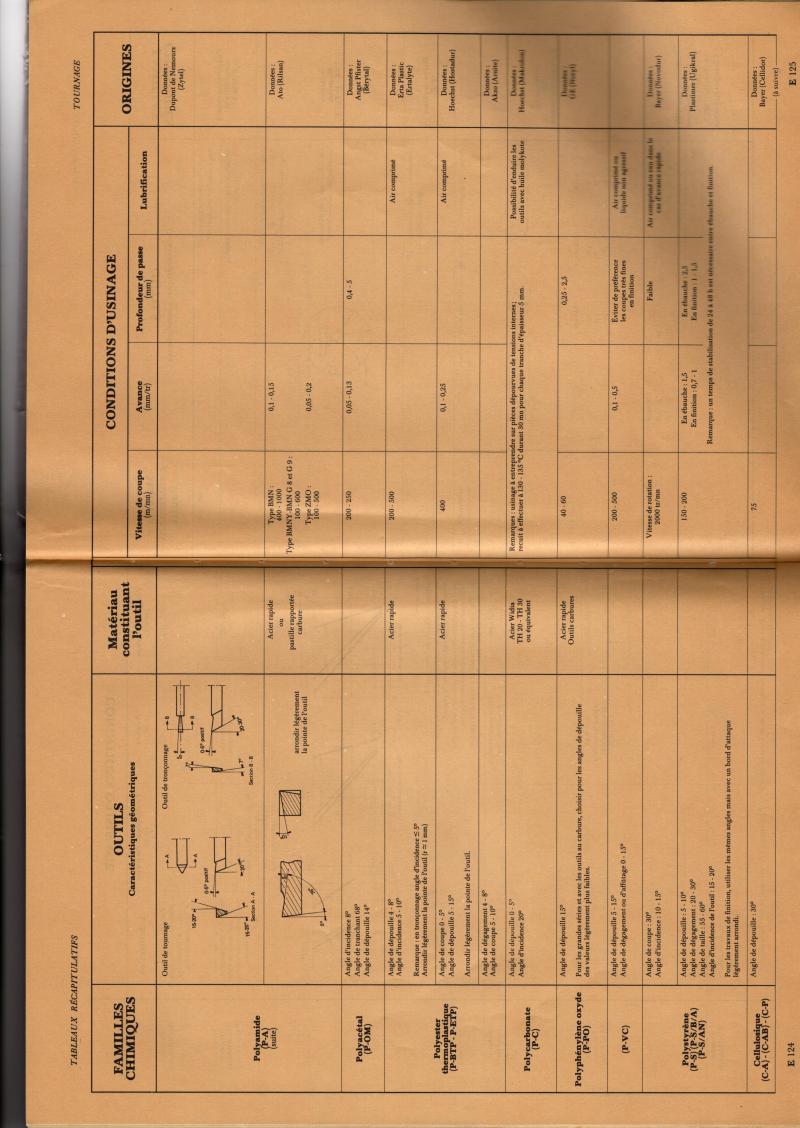
Le POM s'usine tres bien sur des machines à metaux avec de beaux etats de surface. Serrage en pinces, six-mors ou mors doux recommandé.
Le PEHD s'usine facilement sur des machines à bois. Donc plutot à 20 metres par seconde qu'a 20 metres par minute. Precautions indispensables au serrage.
Le PVC massif s'usine assez bien, mais s'il est peu epais, il a tendance à éclater.
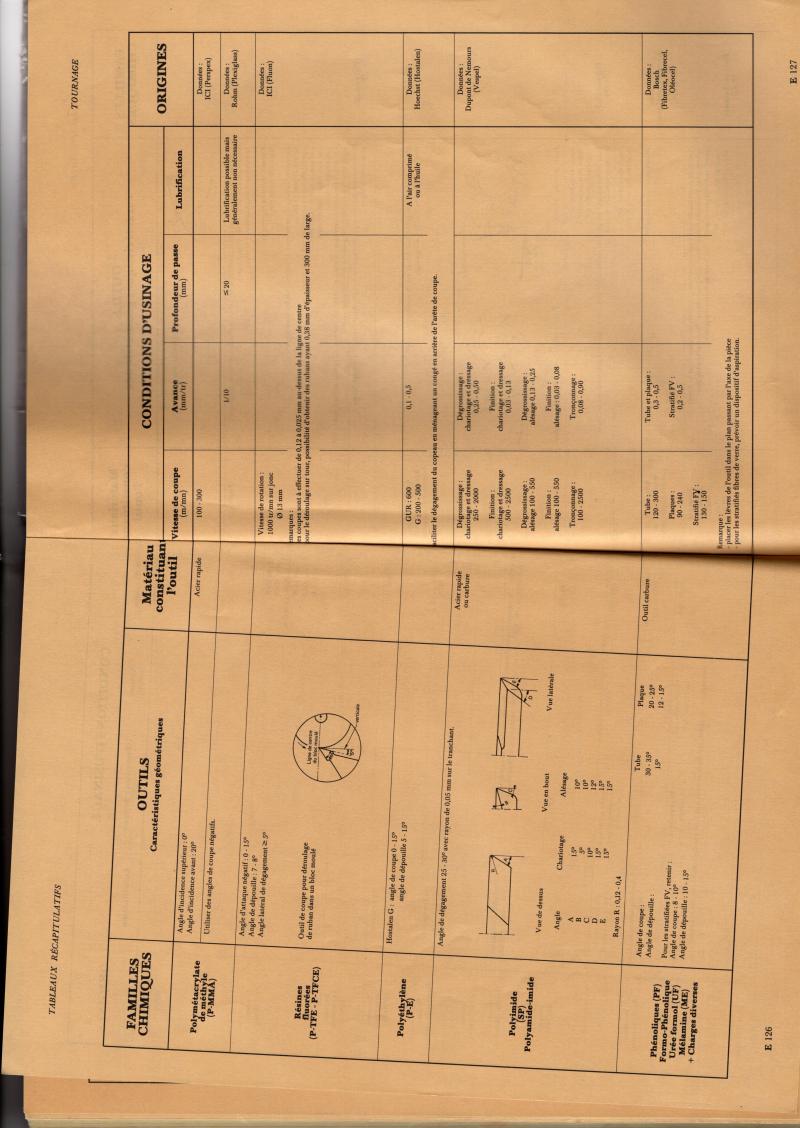
Pour les autres polymeres courants, c'est déjà beaucoup plus compliqué. Les Polyamides collent moins si on les arrose, mais... Le PA est hydrophile. Donc les cotes bougent si on arrose. Le mieux c'est d'eviter d'en usiner. Je crois que le PA 11 n'est pas (ou moins) hydrophile ( à verifier.)
Les PP, pour moi, c'est juste de la M. D'autant plus qu'ils sont souvent chargés avec du talc ou de la craie pour ameliorer leur comportement en temperature.
Ceux qui sont chargés fibre de verre et les "super-plastiques" comme le PEEK bouffent autant d'outils qu'un curé peut en bénir. Et même si tu as un copain évêque ou cardinal, le problème reste entier... Je nai pas encore essayé de faire intervenir le pape, mais je me suis laissé dire que son agenda est bien rempli.
Pour les "sportifs" qui aiment les challenges, je leur propose le tournage de PU (elastomère.) Va tenir des cotes sur un "bout de mou" Qu'on ne peut meme pas tenir dans un mandrin trois mors sans qu'il " chie" du mandrin. J'en ai usiné pas mal. 50 % de rebut assuré.
De maniere generale, il faut de grandes avances pour limiter l'échauffement du polymere.
Le POM s'usine tres bien sur des machines à metaux avec de beaux etats de surface. Serrage en pinces, six-mors ou mors doux recommandé.
Le PEHD s'usine facilement sur des machines à bois. Donc plutot à 20 metres par seconde qu'a 20 metres par minute. Precautions indispensables au serrage.
Le PVC massif s'usine assez bien, mais s'il est peu epais, il a tendance à éclater.
Pour les autres polymeres courants, c'est déjà beaucoup plus compliqué. Les Polyamides collent moins si on les arrose, mais... Le PA est hydrophile. Donc les cotes bougent si on arrose. Le mieux c'est d'eviter d'en usiner. Je crois que le PA 11 n'est pas (ou moins) hydrophile ( à verifier.)
Les PP, pour moi, c'est juste de la M. D'autant plus qu'ils sont souvent chargés avec du talc ou de la craie pour ameliorer leur comportement en temperature.
Ceux qui sont chargés fibre de verre et les "super-plastiques" comme le PEEK bouffent autant d'outils qu'un curé peut en bénir. Et même si tu as un copain évêque ou cardinal, le problème reste entier... Je nai pas encore essayé de faire intervenir le pape, mais je me suis laissé dire que son agenda est bien rempli.
Pour les "sportifs" qui aiment les challenges, je leur propose le tournage de PU (elastomère.) Va tenir des cotes sur un "bout de mou" Qu'on ne peut meme pas tenir dans un mandrin trois mors sans qu'il " chie" du mandrin. J'en ai usiné pas mal. 50 % de rebut assuré.
De maniere generale, il faut de grandes avances pour limiter l'échauffement du polymere.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Tourner du plastique,
TRD Mer 20 Juil 2022, 15:51
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
dubleu aime ce message
Re: Tourner du plastique,
dubleu Mer 20 Juil 2022, 18:54
" les ajustage pas toujours aisé"
Réponse TRD :
Les ajustements glissant-juste sont difficiles à realiser avec les polyamides non chargés parce qu'i's absorbent l'humidité de l'air qui les fait "gonfler". Avec 30 % de fibres de verre, c'est déja moins critique. Mais la fibre de verre n'est pas vraiment compatible avec les frottements...
Le polyéthylène n'absorbe pas l'eau et a un bon coefficient de frottement sur l'acier. "Super !" me direz-vous. Hélas, le polyéthylène a un coefficient de dilatation tres grand. Pour reussir un palier polyethylene, il faut faire juste une douille en PE. Petites dimensions, petites dilatations. Et tout le reste avec autre chose. Là, se pose le problème de la tenue. Le polyéthylène ne se colle pas. Il faut realiser des formes qui maintiennent la douille par obstacle.
Voilà pour le guidage glissant juste.
Mais on peut aussi vouloir faire des ajustements serrés. Là, il vaut mieux oublier les thermoplastiques. Ce sont des materiaux qui fluent. Les ajustements serrés se desserrent naturellement. Ceux qui croient regler le problème en augmentant le serrage se mettent le doigt dans l'oeil. Plus les thermoplastiques sont contraints, plus leur vitesse de fluage augmente. Par consequent, on ne conçoit pas un assemblage plastique comme un assemblage metallique. Ceux qui l'ont compris peuvent faire de bons montages avec les thermoplastiques. Les autres finiront (peut-être) par comprendre à leurs dépens.
Les plastiques ont envahi notre vie. On croit que la conception de pieces plastiques est facile. Au contraire, c'est un vrai métier. Mais quand c'est bien fait, ça peut durer longtemps.
Réponse TRD :
Les ajustements glissant-juste sont difficiles à realiser avec les polyamides non chargés parce qu'i's absorbent l'humidité de l'air qui les fait "gonfler". Avec 30 % de fibres de verre, c'est déja moins critique. Mais la fibre de verre n'est pas vraiment compatible avec les frottements...
Le polyéthylène n'absorbe pas l'eau et a un bon coefficient de frottement sur l'acier. "Super !" me direz-vous. Hélas, le polyéthylène a un coefficient de dilatation tres grand. Pour reussir un palier polyethylene, il faut faire juste une douille en PE. Petites dimensions, petites dilatations. Et tout le reste avec autre chose. Là, se pose le problème de la tenue. Le polyéthylène ne se colle pas. Il faut realiser des formes qui maintiennent la douille par obstacle.
Voilà pour le guidage glissant juste.
Mais on peut aussi vouloir faire des ajustements serrés. Là, il vaut mieux oublier les thermoplastiques. Ce sont des materiaux qui fluent. Les ajustements serrés se desserrent naturellement. Ceux qui croient regler le problème en augmentant le serrage se mettent le doigt dans l'oeil. Plus les thermoplastiques sont contraints, plus leur vitesse de fluage augmente. Par consequent, on ne conçoit pas un assemblage plastique comme un assemblage metallique. Ceux qui l'ont compris peuvent faire de bons montages avec les thermoplastiques. Les autres finiront (peut-être) par comprendre à leurs dépens.
Les plastiques ont envahi notre vie. On croit que la conception de pieces plastiques est facile. Au contraire, c'est un vrai métier. Mais quand c'est bien fait, ça peut durer longtemps.
dubleu- Chevronné

- Messages : 791
Date d'inscription : 16/01/2022
Re: Tourner du plastique,
TRD Mer 20 Juil 2022, 21:19
Zut !
En voulant apporter des precisions en citant le message de Dubleu, je me suis trompé de bouton et au lieu de citer j'ai modifié le message d'origine.
Une partie importante du texte d'origine est helas perdu.
Je vous presente mes excuses, mais il est trop tard...
Dubleu disait qu'on peut usiner les polyurethanes en les congelant. C'est vrai, mais tout le monde n'a pas d'azote liquide a sa disposition. Et les congelateurs menagers ne permettent que des usinages de tres courte durée.
En voulant apporter des precisions en citant le message de Dubleu, je me suis trompé de bouton et au lieu de citer j'ai modifié le message d'origine.
Une partie importante du texte d'origine est helas perdu.
Je vous presente mes excuses, mais il est trop tard...
Dubleu disait qu'on peut usiner les polyurethanes en les congelant. C'est vrai, mais tout le monde n'a pas d'azote liquide a sa disposition. Et les congelateurs menagers ne permettent que des usinages de tres courte durée.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Tourner du plastique,
dubleu Jeu 21 Juil 2022, 12:28


pour l'usinage des caoutchouc ............le congélo et juste en terme de temps d'usage mais aussi le temps pour obtenir la température souhaité il faut au moins 24 /48 H .............. comme je le cité cela dépend du temps usinage prévue
si temps usinage long il faut soit AZOTE .........encore que la il faut faire des essai j'ai détruit des silentbloc ceux ci ce sont fissuré pendant le refroidissement ......... dans certain endroit on trouve de la glace carbonique pour les cuistot ou pâtissier
voir métro et autres source cela et peut cher et ne nécessite pas les protection de l'azote qui reste dangereuse les dégâts sur l'humain sont catastrophique
pour les autres je remet le reste du message
j'utilise des plaquettes spécifique alu les chinoise fonctionne bien en DCMT du 11 pour moi KORLOY
que j'utilise pour les finition acier même trempé pour ceux qui en dispose essayé sur du roulement avec des passe réduite c'est intéressant
ça fonctionne facilement sur les dur comme le POM et autre matière nuance plastic
tous comme du celeron
un exemple
plaquettes alu
les vitesse de rotation pour le POM dans les 600 tr pour un tour traditionnel
le téflon lui il faut bien faire attention à la flexibilité du matériaux
ainsi que les plastic hydrophobe cela et à prendre en compte pour les ajustement final
un point très important la sécurité les copeau long des plastic sont dangereux ceux ci ne casse pas ou difficilement il et facile de ce faire attrapé et la

dubleu- Chevronné
- Messages : 791
Date d'inscription : 16/01/2022
» Condensateur et art plastique ?
» cintrage de matière plastique
» projet de recyclage de plastique
» Sur les appareils à tourner des sphères
» toutes piéces en plastique et autre
» cintrage de matière plastique
» projet de recyclage de plastique
» Sur les appareils à tourner des sphères
» toutes piéces en plastique et autre
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum