
Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
4 participants
Page 1 sur 3
Page 1 sur 3 • 1, 2, 3 
Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
Dause Dim 12 Sep 2021, 08:38
Bonjour à toutes et tous,
j'ai a peu prêt tout dit dans le titre. Je suis passionné de circuit 24 1/32 et je fais même un peu de compétition. Je pratique déjà l'imprimante 3D depuis un moment et j'utilise solidworks pour modéliser mes pièces.
Maintenant j'aurais aimé pouvoir usiner des pièces en alu, comme des jantes par exemple. D'ou mon achat d'un routeur CNC 3040 4 axes de 800w.
Je vois que sur le forum c'est surtout des professionnels de la fraise et je ne suis pas certain que je sois à ma place.
Donc en résumé j'ai déjà fait pas mal de recherche, j'ai réussi à configurer la machine sur le PC tout les axes fonctionnent, maintenant j'en suis à la création du GCode, le blocage de la pièce brut, comment usiner ma pièce avec 3 ou 4 axes, avec un cylindre brut ou sur une barre etc etc....
Si par hasard il y avait une personne sympathique sur l'Essonne avec les connaissances dans le domaine prêt à me filer un coup de main pour démarrer, cela m'aiderait grandement.
Je vous souhaite à tous une bonne journée
Cordialement
Denis
j'ai a peu prêt tout dit dans le titre. Je suis passionné de circuit 24 1/32 et je fais même un peu de compétition. Je pratique déjà l'imprimante 3D depuis un moment et j'utilise solidworks pour modéliser mes pièces.
Maintenant j'aurais aimé pouvoir usiner des pièces en alu, comme des jantes par exemple. D'ou mon achat d'un routeur CNC 3040 4 axes de 800w.
Je vois que sur le forum c'est surtout des professionnels de la fraise et je ne suis pas certain que je sois à ma place.
Donc en résumé j'ai déjà fait pas mal de recherche, j'ai réussi à configurer la machine sur le PC tout les axes fonctionnent, maintenant j'en suis à la création du GCode, le blocage de la pièce brut, comment usiner ma pièce avec 3 ou 4 axes, avec un cylindre brut ou sur une barre etc etc....
Si par hasard il y avait une personne sympathique sur l'Essonne avec les connaissances dans le domaine prêt à me filer un coup de main pour démarrer, cela m'aiderait grandement.
Je vous souhaite à tous une bonne journée
Cordialement
Denis
Dause- Membre confirmé

- Messages : 14
Date d'inscription : 11/09/2021
Re: Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
TRD Dim 12 Sep 2021, 11:49
Bonjour
Ici, tout le monde a sa place. Donc bienvenue sur le forum.
Malheureusement, je deplore que la majorité des amateurs de commande numerique de bricolage viennent chercher des solutions à un problème particulier et ne reviennent que tres rarement presenter la façon dont ils ont resolu ce problème.
C'est vraiment dommage parce que ça pourrait interesser pas mal de débutants sur ce type de machines.
D'ailleurs, ce problème de visiteurs furtifs n'est pas specifique aux utilisateurs de commandes numériques. Mais les machines conventionnelles d'amateurs sont nettement plus proches des machines de production que celles qui sont numérisées. Du coup, il est plus facile de capitaliser de l experience.
J'espere que tu trouveras ce que tu cherches et que tu viendras nous presenter la solution en detail et les resultats obtenus.
Pour ton projet, rappelles-toi que la precision obtenue depend toujours plus du nombre de remises en position de la piece que de la precision de la machine elle-meme. Tu dois choisir la solution qui impose le moins de demontages possibles.
C'est pour ça que les machines 5 axes sont tres performantes. Qu'elles soient numerisees ou pas.
Ici, tout le monde a sa place. Donc bienvenue sur le forum.
Malheureusement, je deplore que la majorité des amateurs de commande numerique de bricolage viennent chercher des solutions à un problème particulier et ne reviennent que tres rarement presenter la façon dont ils ont resolu ce problème.
C'est vraiment dommage parce que ça pourrait interesser pas mal de débutants sur ce type de machines.
D'ailleurs, ce problème de visiteurs furtifs n'est pas specifique aux utilisateurs de commandes numériques. Mais les machines conventionnelles d'amateurs sont nettement plus proches des machines de production que celles qui sont numérisées. Du coup, il est plus facile de capitaliser de l experience.
J'espere que tu trouveras ce que tu cherches et que tu viendras nous presenter la solution en detail et les resultats obtenus.
Pour ton projet, rappelles-toi que la precision obtenue depend toujours plus du nombre de remises en position de la piece que de la precision de la machine elle-meme. Tu dois choisir la solution qui impose le moins de demontages possibles.
C'est pour ça que les machines 5 axes sont tres performantes. Qu'elles soient numerisees ou pas.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
re
Dause Dim 12 Sep 2021, 18:30
Bonjour TRD, merci.
oui tu as parfaitement raison dans ce que tu dis, après c'est difficile de faire des tutos quand tu es dans la galère et quand tu sais faire tu n as plus forcément le temps ou même l'idée de le faire. LOL c est bien compliqué.
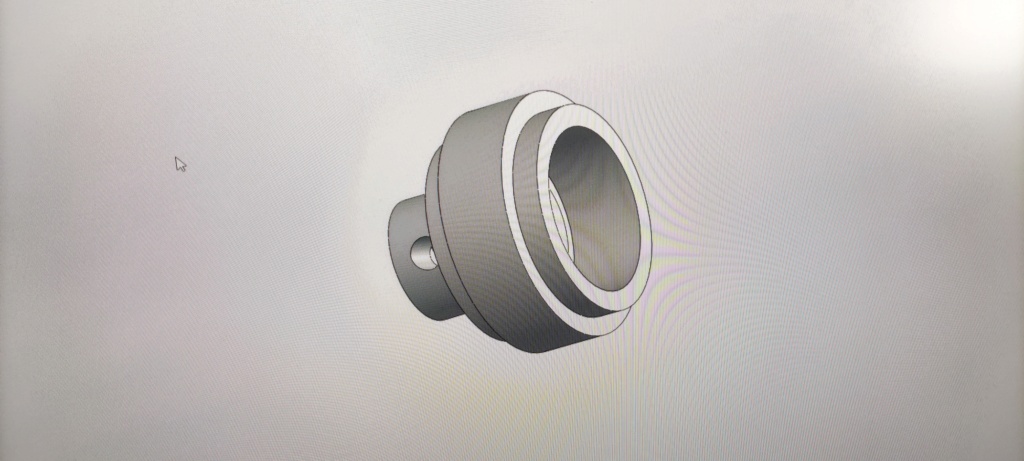
Mais c est vrai que le fraisage CNC à plusieurs contraintes, la machine à outils et la conception de l'objet. Pour l'instant je maitrise a peu prêt solidworks, reste encore a découvrir et à apprendre à utiliser solidcam (concurrent de camban). J'utilise solidworks pour dessiner pour mon imprimante 3d et faire mes fichiers STL.
Enfield, un grand merci pour les trois videos elle m'ont vraiment aidé à comprendre le paramétrage de ma machine. Ca va me permettre d avancer. Mais toujours en quête de réponses. Mon objectif finale serait de pouvoir fabriquer des jantes pour mes petites voitures.
https://i.servimg.com/u/f92/20/37/04/91/img_2011.jpg

Merci pour votre aide cordialement
Denis
oui tu as parfaitement raison dans ce que tu dis, après c'est difficile de faire des tutos quand tu es dans la galère et quand tu sais faire tu n as plus forcément le temps ou même l'idée de le faire. LOL c est bien compliqué.
Mais c est vrai que le fraisage CNC à plusieurs contraintes, la machine à outils et la conception de l'objet. Pour l'instant je maitrise a peu prêt solidworks, reste encore a découvrir et à apprendre à utiliser solidcam (concurrent de camban). J'utilise solidworks pour dessiner pour mon imprimante 3d et faire mes fichiers STL.
Enfield, un grand merci pour les trois videos elle m'ont vraiment aidé à comprendre le paramétrage de ma machine. Ca va me permettre d avancer. Mais toujours en quête de réponses. Mon objectif finale serait de pouvoir fabriquer des jantes pour mes petites voitures.
https://i.servimg.com/u/f92/20/37/04/91/img_2011.jpg


Merci pour votre aide cordialement
Denis
Dause- Membre confirmé
- Messages : 14
Date d'inscription : 11/09/2021
re
Dause Dim 12 Sep 2021, 18:33
j oubliais le diametre fait 15mm environ pour moins de 10 mm de largeur. Donc comme vous voyez j ai encore pas mal de questions. pour resumer, une fois que la machine va être opérationnelle, ça va être comment mis prendre.
J'ai une autre petite question, concernant le refroidissement du mandrin, il faut utiliser de l eau ou du liquide de refroidissement de voiture?
Encore merci et bonne soirée
Denis
J'ai une autre petite question, concernant le refroidissement du mandrin, il faut utiliser de l eau ou du liquide de refroidissement de voiture?
Encore merci et bonne soirée
Denis
Dause- Membre confirmé
- Messages : 14
Date d'inscription : 11/09/2021
Re: Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
TRD Dim 12 Sep 2021, 19:53
Nul besoin de commande numerique pour realiser de telles pieces.
Un tour d'horloger à 500 Euros suffit largement. Meme s'il tourne comme une patate d'ailleurs (dans ce cas-là, ça vaut plutôt 200 Euros.) Tout peut etre realisé dans la même sous-phase (c'est-à-dire sans demontage de pièce.) Par consequent toutes les formes seront coaxiales.
Je me suis rendu compte sur ce forum que de nombreux debutants ne savent pas ça : peu importe que le brut tourne rond ou pas, toutes les formes realisees sans demonter la piece sont forcement coaxiales.
L'astuce, c'est de partir sur un brut plus long et plus gros et de tout usiner sans demontage. L'erreur, c'est de partir en se serrant sur un diametre déjà usiné. Le defaut de faux-rond de la machine sera automatiquement recopié sur la piece
Par contre, un tour pourri peut generer de la conicité ou des defauts connexes comme du tonneau ou de la bobine (generatrices non rectilignes dues à l'usure irreguliere du banc.)
Les faces peuvent aussi etre coniques. Cela indique generalement un defaut d'equerrage du chariot transversal.
Et ces defauts existent avec la plus performante des commandes numérique. Si la geometrie du hard est pourrie, le soft ne pourrait rattrapper qu'à condition que le defaut soit parfaitement connu.
Une autre erreur souvent vue chez les tourneurs debutants : le chariotage avec le petit chariot. Si le tour est en bon etat, c'est le trainatd qu'il faut utiliser. Le petit chariot etant particulierement difficile à régler, il provoque generalement un defaut de conicité.
Un tour d'horloger à 500 Euros suffit largement. Meme s'il tourne comme une patate d'ailleurs (dans ce cas-là, ça vaut plutôt 200 Euros.) Tout peut etre realisé dans la même sous-phase (c'est-à-dire sans demontage de pièce.) Par consequent toutes les formes seront coaxiales.
Je me suis rendu compte sur ce forum que de nombreux debutants ne savent pas ça : peu importe que le brut tourne rond ou pas, toutes les formes realisees sans demonter la piece sont forcement coaxiales.
L'astuce, c'est de partir sur un brut plus long et plus gros et de tout usiner sans demontage. L'erreur, c'est de partir en se serrant sur un diametre déjà usiné. Le defaut de faux-rond de la machine sera automatiquement recopié sur la piece
Par contre, un tour pourri peut generer de la conicité ou des defauts connexes comme du tonneau ou de la bobine (generatrices non rectilignes dues à l'usure irreguliere du banc.)
Les faces peuvent aussi etre coniques. Cela indique generalement un defaut d'equerrage du chariot transversal.
Et ces defauts existent avec la plus performante des commandes numérique. Si la geometrie du hard est pourrie, le soft ne pourrait rattrapper qu'à condition que le defaut soit parfaitement connu.
Une autre erreur souvent vue chez les tourneurs debutants : le chariotage avec le petit chariot. Si le tour est en bon etat, c'est le trainatd qu'il faut utiliser. Le petit chariot etant particulierement difficile à régler, il provoque generalement un defaut de conicité.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
Dause Lun 13 Sep 2021, 08:18
Bonjour TRD, merci pour tes conseils.
Donc tu partirais sur du cylindre pour faire la pièce... Mais avec ma machine comment faire le perçage de l'axe et l’évidement intérieur ?
Le plus important pour ma piece c'est que le trou intérieur soit concentrique avec le diamètre extérieur.
Ci dessous une photo de ma machine.

Donc tu partirais sur du cylindre pour faire la pièce... Mais avec ma machine comment faire le perçage de l'axe et l’évidement intérieur ?
Le plus important pour ma piece c'est que le trou intérieur soit concentrique avec le diamètre extérieur.
Ci dessous une photo de ma machine.

Dause- Membre confirmé
- Messages : 14
Date d'inscription : 11/09/2021
Re: Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
TRD Lun 13 Sep 2021, 09:00
Le seul moyen de garantir simplement une coaxialite entre deux surfaces, c'est de les usiner dans la meme sous-phase.
Donc le brut n'a aucune importance puisqu'il sera usiné.
Cependant, quand l'epaisseur enlevee varie, la flexion de la fraise et de la machine varient. Et l'un des plus gros defauts des petites machines d'amateur est generalement un gros manque de rigidité. Du coup quand on usine un cube pour faire un cylindre on obtient un leger trefle a quatre feuilles. C'est pour ça qu'on realise une operation d'ebauche, puis une finition. L'ebauche permet d'obtenir un forme avec de petits defauts (de l'ordre du dixieme.) En finition, l'épaisseur enlevee est quasiment constante et la forme quasiment parfaite.
Si ce probleme n'existait pas, avec une machine puissante on pourrait obtenir des pieces precises en une seule passe. Mais rien n'est aussi simple que ce qu'on souhaitetait.
Donc le brut n'a aucune importance puisqu'il sera usiné.
Cependant, quand l'epaisseur enlevee varie, la flexion de la fraise et de la machine varient. Et l'un des plus gros defauts des petites machines d'amateur est generalement un gros manque de rigidité. Du coup quand on usine un cube pour faire un cylindre on obtient un leger trefle a quatre feuilles. C'est pour ça qu'on realise une operation d'ebauche, puis une finition. L'ebauche permet d'obtenir un forme avec de petits defauts (de l'ordre du dixieme.) En finition, l'épaisseur enlevee est quasiment constante et la forme quasiment parfaite.
Si ce probleme n'existait pas, avec une machine puissante on pourrait obtenir des pieces precises en une seule passe. Mais rien n'est aussi simple que ce qu'on souhaitetait.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
Dause Mar 14 Sep 2021, 09:51
Bonjour à tous,
je reviens faire un petit topo de ma situation. Encore merci à Enfield et TNC d'avoir répondu à mon message.
Donc après avoir assemblé ma 3040 CNC 800w et chargé le programme Mach3Mill version 0.48 je crois (logiciel de commande de la machine), sur un PC windows 10 64 bit année 2021 (branchement USB).
J'ai constaté que rien de marchait. Certain site disent que ça ne fonctionne que sur du XP ou W7 32 bit. Voila qui est décourageant ca lors de l achat on ne vous dit rien.
Rassurez vous j'ai encore rien gravé mais ça semble fonctionner.
Bref comme dirait Pépin, et tétu comme je suis, j'ai décidé de continuer et j'ai cherché à comprendre... Certain trouverons que je suis débile, mais je dirais plutôt que je démarre à 0, rien aucune notion...
Donc en fait le boitier de commande est fait pour commander différente machine et du coup elle n'est pas du tout configurer pour la votre ou du moins très mal.
Je ne vais pas vous faire un tuto très détaillé j'ai pas le temps et surtout on peu les trouvé sur le net.
Donc dans Mach3 à l ouverture vous choisissez votre machine. (RNRMotion Controller eco v2) pour moi.
ensuite dans config
- première ligne c est les unité perso je préfères les mm.
- onglet port et pin choisir motor out put c'est la qu'il faudra déclarer vos axes X Y Z et A si 4 axes.
attention il y aura d autres choses a paramétrer sur ce tableau mais je laisse les pros des tutos pour le faire. je ne donne que des piste.
Donc tous mes axes semblent fonctionner mais ils tapent en fin de course ou ils s arrêtent avant la fin du plateau. Punaise quelle galere..... après beaucoup de temps je pense avoir trouvé.
Go mach3 j'ai positionné mes axes X Y et Z (en haut) au point zero de ma machine, c est a dire au fond à droite en revenant de 5 mm environ à chaque fois. Et je l ai rentré (le point o) dans mach3 en faisant reset puis ref all home.
puis pour chaque axe j'ai noté le débattement maximum en le mettant à l opposé et en retirant 5 mm. Puis j'ai entré chaque valeur dans mach3.
onglet config , puis homing/limits. pour mon cas - axe X 0 -110
- axe Y 0 -300
- axe Z 0 -75
EN fait tout cela prend 5mn quand on connait moi ça ma pris 4 jours pour comprendre et c est pas fini. Je répète il y a beaucoup de paramètre à changer, j ai trouvé des réponses sur différents tuto mais j'ai rien trouvé sur ce que je viens de raconter. ENfield a mis de superbes vidéo sur un post cnc6040 qui aident beaucoup.
Attention au calage de l axe Z j ai acheté un contacteur pour régler la hauteur, pas encore reçu 3€ chez les chinois.
Maintenant il faut que je me trouve un bac ou un sceau pour le refroidissement du mandrin, je pense prendre du liquide de refroidissement pour voiture plutôt que de l'eau. J’espère avoir raison, je pense qu'il s'évapore moins refroidi plus vite et laisse pas de calcaire. 5 l devrait suffire.
maintenant je passe au Gcode sur solidworks via solidcam, problème suivant mes pièce n'ont pas la bonne orientation par rapport à la coque. (matiere première) mais je vais trouver...
Bonne journée à tous
Denis un jour j'y arriverai ..... mes petites voitures attendent avec impatience !!!
je reviens faire un petit topo de ma situation. Encore merci à Enfield et TNC d'avoir répondu à mon message.
Donc après avoir assemblé ma 3040 CNC 800w et chargé le programme Mach3Mill version 0.48 je crois (logiciel de commande de la machine), sur un PC windows 10 64 bit année 2021 (branchement USB).
J'ai constaté que rien de marchait. Certain site disent que ça ne fonctionne que sur du XP ou W7 32 bit. Voila qui est décourageant ca lors de l achat on ne vous dit rien.
Rassurez vous j'ai encore rien gravé mais ça semble fonctionner.
Bref comme dirait Pépin, et tétu comme je suis, j'ai décidé de continuer et j'ai cherché à comprendre... Certain trouverons que je suis débile, mais je dirais plutôt que je démarre à 0, rien aucune notion...
Donc en fait le boitier de commande est fait pour commander différente machine et du coup elle n'est pas du tout configurer pour la votre ou du moins très mal.
Je ne vais pas vous faire un tuto très détaillé j'ai pas le temps et surtout on peu les trouvé sur le net.
Donc dans Mach3 à l ouverture vous choisissez votre machine. (RNRMotion Controller eco v2) pour moi.
ensuite dans config
- première ligne c est les unité perso je préfères les mm.
- onglet port et pin choisir motor out put c'est la qu'il faudra déclarer vos axes X Y Z et A si 4 axes.
attention il y aura d autres choses a paramétrer sur ce tableau mais je laisse les pros des tutos pour le faire. je ne donne que des piste.
Donc tous mes axes semblent fonctionner mais ils tapent en fin de course ou ils s arrêtent avant la fin du plateau. Punaise quelle galere..... après beaucoup de temps je pense avoir trouvé.
Go mach3 j'ai positionné mes axes X Y et Z (en haut) au point zero de ma machine, c est a dire au fond à droite en revenant de 5 mm environ à chaque fois. Et je l ai rentré (le point o) dans mach3 en faisant reset puis ref all home.
puis pour chaque axe j'ai noté le débattement maximum en le mettant à l opposé et en retirant 5 mm. Puis j'ai entré chaque valeur dans mach3.
onglet config , puis homing/limits. pour mon cas - axe X 0 -110
- axe Y 0 -300
- axe Z 0 -75
EN fait tout cela prend 5mn quand on connait moi ça ma pris 4 jours pour comprendre et c est pas fini. Je répète il y a beaucoup de paramètre à changer, j ai trouvé des réponses sur différents tuto mais j'ai rien trouvé sur ce que je viens de raconter. ENfield a mis de superbes vidéo sur un post cnc6040 qui aident beaucoup.
Attention au calage de l axe Z j ai acheté un contacteur pour régler la hauteur, pas encore reçu 3€ chez les chinois.
Maintenant il faut que je me trouve un bac ou un sceau pour le refroidissement du mandrin, je pense prendre du liquide de refroidissement pour voiture plutôt que de l'eau. J’espère avoir raison, je pense qu'il s'évapore moins refroidi plus vite et laisse pas de calcaire. 5 l devrait suffire.
maintenant je passe au Gcode sur solidworks via solidcam, problème suivant mes pièce n'ont pas la bonne orientation par rapport à la coque. (matiere première) mais je vais trouver...
Bonne journée à tous
Denis un jour j'y arriverai ..... mes petites voitures attendent avec impatience !!!
Dause- Membre confirmé
- Messages : 14
Date d'inscription : 11/09/2021
Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam Message Dause Mar 14 Sep 2021, 11:51
Dause Mer 22 Sep 2021, 13:23
Bonjour à tous,
bon, quelques jours sont passés et j'avance doucement... Rassurez vous je couche pas avec ma 3040, j'ai pas mal d'occupations autres et pour cela que ça prend du temps.
Donc après les premier réglages je décide de faire un test sur du bois 3mm. Je dessine une petite maison de 10 cm de coté avec solidworks et je fait le gcode avec solid cam.
Je lance la CNC 3040 sans outils pour tester.. Et la je m aperçois que le mandrin ne tourne pas.... GGGRRR...
Sur le boitier de commande de la CNC il y a un bouton vert marqué RUN, donc j appui dessus et relance la CNC.
Tout semble fonctionner, donc perception d'un foret bois et GO.
Ben en fait ça marche mais les dimensions de la maison c est n'importe quoi. Et oui il y a un calibrage d'axe a faire.
Donc go Mach3, config, moteur tuning and setup et pour chaque axe j'ai rentré 400 - 2000 - 300 - 5 - 5.
Et la recalibration complète de la machine avec le point 0, puis entrer la distance de X Y et Z.
Le test est réussi.
Attention lors de la création du gcode dans solidcam à bien placer XYZ sur le dessus de la pièce ...
Le test suivant m'a couté un forêt, car je pensais qu'il fallait calibrer à la base du brut. Non c est sur le dessus du brut le point 0 - Z.
Voila pour les nouvelles, je suis en train de créer mon GCODE pour mes jantes, mais j'ai du mal a créer les poches, j'apprends sur le tas. après j'ai déjà réfléchi pour les faire sur une barre alu AU4G de10mm -20mm 200mm, avec un montage d'usine pour faire un recto verso. Il va falloir également que je sache la vitesse de la fraise et l avance. j'ai lancé un test en sélectionnant l'alu dans solidcam et j ai trouvé que l avance était vraiment rapide.
bon, quelques jours sont passés et j'avance doucement... Rassurez vous je couche pas avec ma 3040, j'ai pas mal d'occupations autres et pour cela que ça prend du temps.
Donc après les premier réglages je décide de faire un test sur du bois 3mm. Je dessine une petite maison de 10 cm de coté avec solidworks et je fait le gcode avec solid cam.
Je lance la CNC 3040 sans outils pour tester.. Et la je m aperçois que le mandrin ne tourne pas.... GGGRRR...
Sur le boitier de commande de la CNC il y a un bouton vert marqué RUN, donc j appui dessus et relance la CNC.
Tout semble fonctionner, donc perception d'un foret bois et GO.
Ben en fait ça marche mais les dimensions de la maison c est n'importe quoi. Et oui il y a un calibrage d'axe a faire.
Donc go Mach3, config, moteur tuning and setup et pour chaque axe j'ai rentré 400 - 2000 - 300 - 5 - 5.
Et la recalibration complète de la machine avec le point 0, puis entrer la distance de X Y et Z.
Le test est réussi.
Attention lors de la création du gcode dans solidcam à bien placer XYZ sur le dessus de la pièce ...
Le test suivant m'a couté un forêt, car je pensais qu'il fallait calibrer à la base du brut. Non c est sur le dessus du brut le point 0 - Z.
Voila pour les nouvelles, je suis en train de créer mon GCODE pour mes jantes, mais j'ai du mal a créer les poches, j'apprends sur le tas. après j'ai déjà réfléchi pour les faire sur une barre alu AU4G de10mm -20mm 200mm, avec un montage d'usine pour faire un recto verso. Il va falloir également que je sache la vitesse de la fraise et l avance. j'ai lancé un test en sélectionnant l'alu dans solidcam et j ai trouvé que l avance était vraiment rapide.
Dause- Membre confirmé
- Messages : 14
Date d'inscription : 11/09/2021
Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
Dause Mar 05 Oct 2021, 20:59
Bon ben trois fraises plus tard ....
J'ai créé mes fichiers Gcode avec solidcam. Pas facile en partant de 0. Premier essai j'ai oublié une parti du coup la fraise est allée trop loin, PAF la fraise...
Le second essai se passait plutot pas mal le fraisage allait arriver a son terme et crack de nouveau la fraise... La je pense que ça vient d une mauvaise programmation des avances et vitesse de coupe.
Le probleme c est que je ne sais pas trop les programmer par solidcam et si c est mach3 qui les définis. Bref je lache rien et je continue a chercher.
Toute aide serait la bienvenue.
Bonne soirée a tous suite a la prochaine avancée.
Cordialement
J'ai créé mes fichiers Gcode avec solidcam. Pas facile en partant de 0. Premier essai j'ai oublié une parti du coup la fraise est allée trop loin, PAF la fraise...
Le second essai se passait plutot pas mal le fraisage allait arriver a son terme et crack de nouveau la fraise... La je pense que ça vient d une mauvaise programmation des avances et vitesse de coupe.
Le probleme c est que je ne sais pas trop les programmer par solidcam et si c est mach3 qui les définis. Bref je lache rien et je continue a chercher.
Toute aide serait la bienvenue.
Bonne soirée a tous suite a la prochaine avancée.
Cordialement
Dause- Membre confirmé
- Messages : 14
Date d'inscription : 11/09/2021
Re: Débutant du 91 cherche aide pour fraiseuse CNC 3040 4 axes 800w avec utilisation de Solidworks + SolidCam
Contenu sponsorisé
Contenu sponsorisé
Page 1 sur 3 • 1, 2, 3
» Aide pour l'utilisation du 4eme axe de ma CNC
» mon model de fraiseuse et fraseuse sous solidworks
» Petit combiné tour-fraiseuse pour debutant, pas cher
» Cherche belier et arbre de fraisage pour fraiseuse MARF BABY
» Rénovation fraiseuse 3 axes
» mon model de fraiseuse et fraseuse sous solidworks
» Petit combiné tour-fraiseuse pour debutant, pas cher
» Cherche belier et arbre de fraisage pour fraiseuse MARF BABY
» Rénovation fraiseuse 3 axes
Page 1 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum