
Question tour ernault
4 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Question tour ernault
quentin59 Mer 14 Juil 2021, 20:12
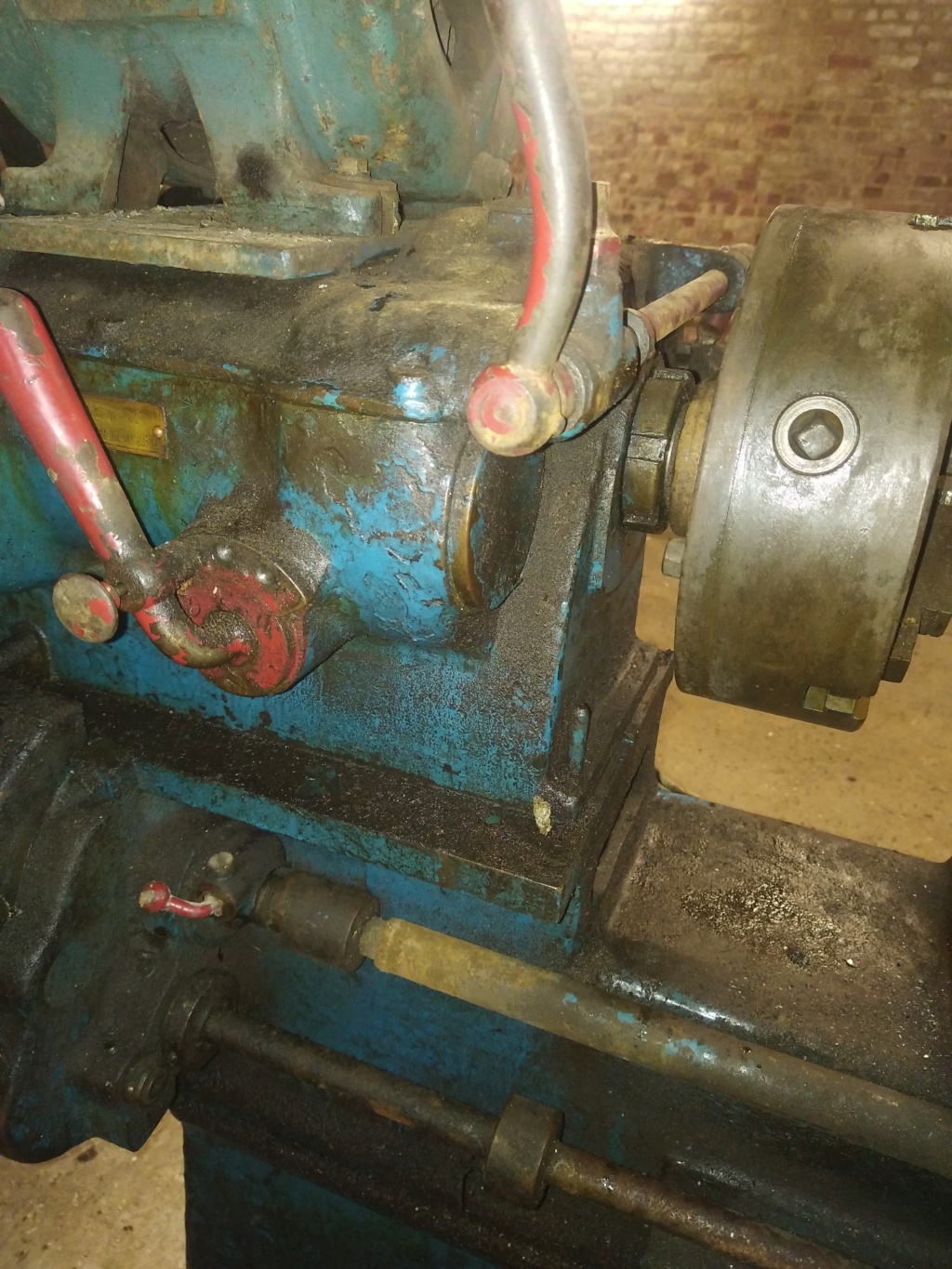
Bonjour, a tous j'ai récupérer ce tour ernault. Je les mis en route et j'ai l'impression qu'il tourne pas assez vite. Le moteur n'a pas l'air d'être d'origine il tourne à 1500 tours. Pouvez vous m'en dire plus sur ce tour. Merci





Dernière édition par quentin59 le Mer 14 Juil 2021, 20:32, édité 1 fois
quentin59- Nouveau

- Messages : 6
Date d'inscription : 14/07/2021



quentin59- Nouveau
- Messages : 6
Date d'inscription : 14/07/2021
Re: Question tour ernault
TRD Mer 14 Juil 2021, 21:39
Bonjour
Sais-tu ce qu'est un harnais (de machine-outil, evidemment) ?
Sais-tu ce qu'est un harnais (de machine-outil, evidemment) ?
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question tour ernault
quentin59 Mer 14 Juil 2021, 21:52
NonTRD a écrit:Bonjour
Sais-tu ce qu'est un harnais (de machine-outil, evidemment) ?
quentin59- Nouveau
- Messages : 6
Date d'inscription : 14/07/2021
Re: Question tour ernault
TRD Mer 14 Juil 2021, 22:25
Le harnais est un dispositif demultiplicateur qui se trouve dans la poupee fixe.
Il est debrayable.
Quand on ne l'embraye pas, on dit qu'on travaille à la volee. Le travail à le volee est du travail en prise directe alors que le travail au harnais est du travail avec une demultiplication de l'ordre d'un cinquieme environ (ça depend des tours.)
Sur la poupee fixe, il doit y avoir un levier qui debraye le harnais. Sur ces tres vieux tours le débrayage du harnais n'embraye pas la volee. Une fois le harnais debrayé la broche est folle (libre en rotation.)
Derriere le mandrin, il y a une grosse goupille qui permet de solidariser la broche et l'arbre secondaire.
Tiree, la volee est debrayee, poussee, la volee est embrayee.
Pour pouvoir pousser la goupille, il faut mettre en phase l'alesage de la broche et celui de l'arbre secondaire.
Il est debrayable.
Quand on ne l'embraye pas, on dit qu'on travaille à la volee. Le travail à le volee est du travail en prise directe alors que le travail au harnais est du travail avec une demultiplication de l'ordre d'un cinquieme environ (ça depend des tours.)
Sur la poupee fixe, il doit y avoir un levier qui debraye le harnais. Sur ces tres vieux tours le débrayage du harnais n'embraye pas la volee. Une fois le harnais debrayé la broche est folle (libre en rotation.)
Derriere le mandrin, il y a une grosse goupille qui permet de solidariser la broche et l'arbre secondaire.
Tiree, la volee est debrayee, poussee, la volee est embrayee.
Pour pouvoir pousser la goupille, il faut mettre en phase l'alesage de la broche et celui de l'arbre secondaire.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question tour ernault
quentin59 Jeu 15 Juil 2021, 07:09
Alors je n'est que 2 levier qui agit sur la vitesse cemui de gauche il fait rapide/neutre/lente. Et celui de droite 6 vitesse
Quand tour en vitesse la plus rapide et sort au mendrin 550tr
Quand tour en vitesse la plus rapide et sort au mendrin 550tr

quentin59- Nouveau
- Messages : 6
Date d'inscription : 14/07/2021
Re: Question tour ernault
TRD Jeu 15 Juil 2021, 08:55
550 tours / minute c'est déjà pas mal pour un vieux tour comme ça de cette taille.
Moi, je ne me risquerai pas à dépasser 800 sur ce genre d'engin. Ces vieux tours sont coulés dans des fontes de tres mauvaise qualité, avec des defauts de compacité, de gros amas de carbures, des inclusions de toutes sortes. Ils ont ete fabriques à une epoque où bien que l'acier rapide ait ete developpé des 1900, on travaillait encore frequemment avec des aciers fondus.
https://thomas-racing.blog4ever.com/blog/usinage-a-l-outil-premiere-partie-les-materiaux-des-outils
Tourner plus vite ne servait pas à grand-chose et etait dangereux à cause du manque de maitrise de la qualité des materiaux et des processus de fabrication.
Plus de 75% des pieces que je fais avec mes tours sont realisees à 500 ou 435 RPM (suivant le tour) ou moins.
Si tu as vraiment besoin de tourner plus vite, le mieux serait d'acheter un tour d'apres la seconde guerre mondiale. Celui-ci est manifestement plutot centenaire. De toutes façons, vu l'age on ne peut pas en attendre beaucoup de precision et engager de grosses depenses pour le renover me semble disproportionné.
Je commencerais par me faire preter un compte tours pour verifier qu'il tourne bien a 550 RPM et si ce n'est pas le cas, je tournerai une poulie pour y arriver. Peut-être en m'accordant un bonus de 20 % par rapport à l'origine. Attention : 20 % de vitesse en plus c'est déjà 44% de force centrifuge en plus. Il existe déjà un risque non negligeable d'eclatement de piece qui presenterait un defaut de fonderie ou une crique de fatigue.
Il ne faut jamais deconner avec ça.
Faire un controle radiographique, ultrasonore, magnétoscopique et ressuage sur les pieces de cette machine serait totalement disproportionné avec sa valeur marchande.
Moi, je ne me risquerai pas à dépasser 800 sur ce genre d'engin. Ces vieux tours sont coulés dans des fontes de tres mauvaise qualité, avec des defauts de compacité, de gros amas de carbures, des inclusions de toutes sortes. Ils ont ete fabriques à une epoque où bien que l'acier rapide ait ete developpé des 1900, on travaillait encore frequemment avec des aciers fondus.
https://thomas-racing.blog4ever.com/blog/usinage-a-l-outil-premiere-partie-les-materiaux-des-outils
Tourner plus vite ne servait pas à grand-chose et etait dangereux à cause du manque de maitrise de la qualité des materiaux et des processus de fabrication.
Plus de 75% des pieces que je fais avec mes tours sont realisees à 500 ou 435 RPM (suivant le tour) ou moins.
Si tu as vraiment besoin de tourner plus vite, le mieux serait d'acheter un tour d'apres la seconde guerre mondiale. Celui-ci est manifestement plutot centenaire. De toutes façons, vu l'age on ne peut pas en attendre beaucoup de precision et engager de grosses depenses pour le renover me semble disproportionné.
Je commencerais par me faire preter un compte tours pour verifier qu'il tourne bien a 550 RPM et si ce n'est pas le cas, je tournerai une poulie pour y arriver. Peut-être en m'accordant un bonus de 20 % par rapport à l'origine. Attention : 20 % de vitesse en plus c'est déjà 44% de force centrifuge en plus. Il existe déjà un risque non negligeable d'eclatement de piece qui presenterait un defaut de fonderie ou une crique de fatigue.
Il ne faut jamais deconner avec ça.
Faire un controle radiographique, ultrasonore, magnétoscopique et ressuage sur les pieces de cette machine serait totalement disproportionné avec sa valeur marchande.
Dernière édition par TRD le Jeu 15 Juil 2021, 08:59, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Question tour ernault
quentin59 Jeu 15 Juil 2021, 08:58
D'accord quel outil puis-je utiliser a cette vitesse alors ?
quentin59- Nouveau
- Messages : 6
Date d'inscription : 14/07/2021
Re: Question tour ernault
Papynano Jeu 15 Juil 2021, 09:04
Bonjour
Peut être que d'origine le moteur avais deux vitesses comme sur les De Vallière?
Pour les outils j'utiliserais des barreaux HSS (c'est ce que j'utilise souvent sur le mien) et c'est moins cher que les plaquettes.
Peut être que d'origine le moteur avais deux vitesses comme sur les De Vallière?
Pour les outils j'utiliserais des barreaux HSS (c'est ce que j'utilise souvent sur le mien) et c'est moins cher que les plaquettes.
_________________
Cordialement Papynano

Papynano- Modérateur
- Messages : 252
Date d'inscription : 29/09/2016
Re: Question tour ernault
TRD Jeu 15 Juil 2021, 09:17
Tu peux utiliser toutes sortes d'outils modernes, meme des outils carbure revetus à condition de respecter les vitesses d'emploi en fonction des matières usinees.
Va voir sur mon blog c'est bien expliqué.
En gros
Acier mi-dur et fonte sans arrosage avec outil en acier rapide HSS 5-10 metres par minute ce qui donne un diametre mini usinable de 3mm.
Le meme materiau avec un outil carbure, diametre minimal usinable 15 mm
Materiaux non ferreux à sec outil en acier rapide diametre mini usinable 10 millimetres
En dessous de ces diametres, l'enlevement de copeaux se fera, mais les etats de surface risquent d'être tres mauvais.
Les outils carbure sont tres souvent sujets à rupture quand on les utilise à de trop faibles vitesses et particulierement avec des machines dont les broches sont instables. C'est le cas de ces vieux tours. Normalement, un outil carbure, c'est fait pour travailler entre 60 et 100 metres par minute dans un acier mi-dur. Un carbure revetu haut de gamme peut parfois atteindre 250 en finition sous arrosage.
Va voir sur mon blog c'est bien expliqué.
En gros
Acier mi-dur et fonte sans arrosage avec outil en acier rapide HSS 5-10 metres par minute ce qui donne un diametre mini usinable de 3mm.
Le meme materiau avec un outil carbure, diametre minimal usinable 15 mm
Materiaux non ferreux à sec outil en acier rapide diametre mini usinable 10 millimetres
En dessous de ces diametres, l'enlevement de copeaux se fera, mais les etats de surface risquent d'être tres mauvais.
Les outils carbure sont tres souvent sujets à rupture quand on les utilise à de trop faibles vitesses et particulierement avec des machines dont les broches sont instables. C'est le cas de ces vieux tours. Normalement, un outil carbure, c'est fait pour travailler entre 60 et 100 metres par minute dans un acier mi-dur. Un carbure revetu haut de gamme peut parfois atteindre 250 en finition sous arrosage.
Dernière édition par TRD le Jeu 15 Juil 2021, 09:21, édité 1 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Page 1 sur 2 • 1, 2
» Question sur tour ernault ac280
» Histoire de Ernault, Ernault Batignolles, Ernault Somua, Ernault Toyoda
» Question sur pignonnerie petit tour.
» Question sur le tour AMC... Antique Machine à Cajoler...
» tour ernault AC280
» Histoire de Ernault, Ernault Batignolles, Ernault Somua, Ernault Toyoda
» Question sur pignonnerie petit tour.
» Question sur le tour AMC... Antique Machine à Cajoler...
» tour ernault AC280
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum