
Tableau de vitesses de coupe en perçage
Page 1 sur 1

Tableau de vitesses de coupe en perçage
TRD Jeu 15 Avr 2021, 21:30
Un tableau qui va intéresser les débutants tout comme les perceurs de matériaux plus ou moins exotiques.
Vitesses de coupe données pour des forets HSS de bonne qualité. De toutes façons avec des forets sans cobalt, il est difficile de percer des matériaux de limite à la rupture supérieure à 800 MPa (equivalent vis classe 8.8 = CHc qualité basique) et quasiment impossible de percer les matériaux à plus de 1000 MPa.
Attention vitesses données avec arrosage : diviser par deux si vous travaillez à sec !
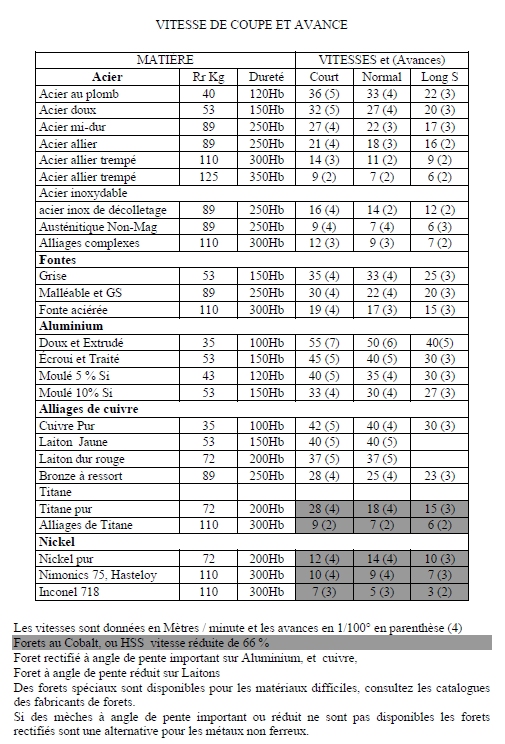
Note concernant les alliages de nickel (Inconel, Nymonic, Monel, Constantan et autres matériaux "de la lune" comme disait mon collègue Hakim) et dans une moindre mesure les aciers inoxydables à forte teneur en nickel (réfractaires par exemple.)
Ces matériaux sont très sensibles à l'écrouissage. Travailler avec des outils parfaitement affutés. Si l'outil coupe mal, il ecrouit le métal. Une fois écroui, le métal est tellement dur que même un outil parfaitement affuté ne parvient plus (ou très mal pour les inox cités en reference) à couper. Mieux vaut affuter un coup de trop qu'un coup de moins.
Bons copeaux.
Vitesses de coupe données pour des forets HSS de bonne qualité. De toutes façons avec des forets sans cobalt, il est difficile de percer des matériaux de limite à la rupture supérieure à 800 MPa (equivalent vis classe 8.8 = CHc qualité basique) et quasiment impossible de percer les matériaux à plus de 1000 MPa.
Attention vitesses données avec arrosage : diviser par deux si vous travaillez à sec !
Note concernant les alliages de nickel (Inconel, Nymonic, Monel, Constantan et autres matériaux "de la lune" comme disait mon collègue Hakim) et dans une moindre mesure les aciers inoxydables à forte teneur en nickel (réfractaires par exemple.)
Ces matériaux sont très sensibles à l'écrouissage. Travailler avec des outils parfaitement affutés. Si l'outil coupe mal, il ecrouit le métal. Une fois écroui, le métal est tellement dur que même un outil parfaitement affuté ne parvient plus (ou très mal pour les inox cités en reference) à couper. Mieux vaut affuter un coup de trop qu'un coup de moins.
Bons copeaux.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8450
Date d'inscription : 11/08/2010
» La coupe des metaux et le calcul des vitesses de coupe
» Tableau Excel
» tableau sur volet
» tableau des avances et des pas MONA 350
» tour Oscar Ehrlich ? a remettre en route
» Tableau Excel
» tableau sur volet
» tableau des avances et des pas MONA 350
» tour Oscar Ehrlich ? a remettre en route
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum