
Tournage de bronze ou laiton
5 participants
Page 1 sur 1

Tournage de bronze ou laiton
brifou Jeu 03 Déc 2020, 06:47
Bonjour,
Pouvez vous me donner des conseils, pour tourner, du bronze, ou du laiton,
je crois savoir que le bronze,(alliage cuivre+étain), est plus dur et plus cassant que le laiton, (alliage cuivre + zinc),
Je dois, charioter; tronçonner; et percer,
Pour les outils à plaquette, on m'a conseillé de prendre, des plaquettes pour outils non ferreux,
Merci de vos retours
Pouvez vous me donner des conseils, pour tourner, du bronze, ou du laiton,
je crois savoir que le bronze,(alliage cuivre+étain), est plus dur et plus cassant que le laiton, (alliage cuivre + zinc),
Je dois, charioter; tronçonner; et percer,
Pour les outils à plaquette, on m'a conseillé de prendre, des plaquettes pour outils non ferreux,
Merci de vos retours
brifou- Passionné

- Messages : 81
Date d'inscription : 07/09/2014
Re: Tournage de bronze ou laiton
BEROLA Jeu 03 Déc 2020, 10:33
Bonjour
Je fais tout avec les mêmes plaquettes et ça va très bien .
@+
Je fais tout avec les mêmes plaquettes et ça va très bien .
@+
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)

BEROLA- Chevronné

- Messages : 2906
Date d'inscription : 13/12/2010
Re: Tournage de bronze ou laiton
brifou Jeu 03 Déc 2020, 10:59
BEROLA a écrit:Bonjour
Je fais tout avec les mêmes plaquettes et ça va très bien .
@+
Oui, mais lesquelles, ??
brifou- Passionné
- Messages : 81
Date d'inscription : 07/09/2014
Re: Tournage de bronze ou laiton
TRD Jeu 03 Déc 2020, 11:47
Bonjour
Il est difficile de répondre de manière pertinente à cette question sans connaître précisémment les nuances concernées et les volumes de copeaux envisagés.
S'il s'agit de quelques pièces sans recherche d'optimisation des conditions de coupe ou d'états de surfaces particuliers, je rejoins Berola. N'importe quel outil coupera ces matériaux qui ne sont jamais très durs. Mais il faut se garder d'utiliser des angles de coupe très positifs pour certaines nuances.
Si possible choisir des nuances plombées.
L'usinabilité des alliages cuivreux est caractérisée par un indice d'usinabilité. Cet indice devrait être spécifié dans les fiches-matériaux. L'indice 100 est attribué à la nuance CuZn40 Pb3 (laiton au plomb) qui s'usine (facilement) avec des outils ayant des dépouilles de 6 degrés et un angle de dégagement arrière de 1 degré. L'avance préconisée est comprise entre 0,06 mm / tour et 0,12 mm / tour à 220 m/minute. Plus l'avance est grande, plus les copeaux sont fins. (Je sais, c'est surprenant...)
Ci-dessous des paramètres d'usinage de cupro-nickels. On remarque que les nuances de plaquettes préconisées vont du K20 au P40 en fonction de la composition.
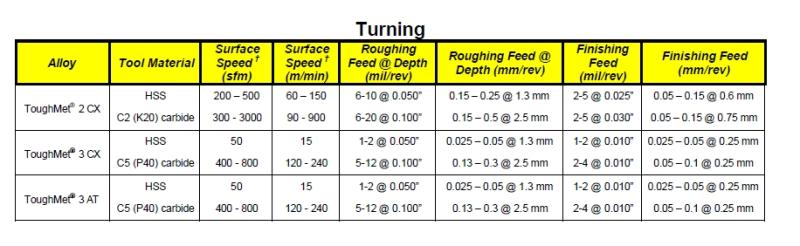
Le bronze CuSn5Pb5Zn5 est crédité d'un indice d'usinabilité de 80 car il contient du plomb. Un bronze de composition voisine sans plomb se trouve crédité d'un indice d'usinabilité de 20 seulement.
La meilleure solution est de récupérer la fiche-matériau chez le fournisseur ou de le contacter car l'usinabilité des alliages cuivreux est particulièrement variable.
Pour les nuances inconnues (matériaux de récupération)
On peut faire un essai en perçage sur une chute pour estimer grossièrement son usinabilité. Si la pièce a tendance à avaler le forêt, il faut travailler avec des angles de coupe nuls ou négatifs. Choisir donc de tels outils. Pour le perçage on peut réaliser des plats à angles nuls sur la pointe du foret.
C'est plus compliqué pour le taraudage. S'il y a un gros volume de travail avec de tels outils, sauf à disposer d'une affuteuse universelle, il faudra soit acheter des tarauds spéciaux, soit éventuellement tarauder à la main.
Il est difficile de répondre de manière pertinente à cette question sans connaître précisémment les nuances concernées et les volumes de copeaux envisagés.
S'il s'agit de quelques pièces sans recherche d'optimisation des conditions de coupe ou d'états de surfaces particuliers, je rejoins Berola. N'importe quel outil coupera ces matériaux qui ne sont jamais très durs. Mais il faut se garder d'utiliser des angles de coupe très positifs pour certaines nuances.
Si possible choisir des nuances plombées.
L'usinabilité des alliages cuivreux est caractérisée par un indice d'usinabilité. Cet indice devrait être spécifié dans les fiches-matériaux. L'indice 100 est attribué à la nuance CuZn40 Pb3 (laiton au plomb) qui s'usine (facilement) avec des outils ayant des dépouilles de 6 degrés et un angle de dégagement arrière de 1 degré. L'avance préconisée est comprise entre 0,06 mm / tour et 0,12 mm / tour à 220 m/minute. Plus l'avance est grande, plus les copeaux sont fins. (Je sais, c'est surprenant...)
Ci-dessous des paramètres d'usinage de cupro-nickels. On remarque que les nuances de plaquettes préconisées vont du K20 au P40 en fonction de la composition.
Le bronze CuSn5Pb5Zn5 est crédité d'un indice d'usinabilité de 80 car il contient du plomb. Un bronze de composition voisine sans plomb se trouve crédité d'un indice d'usinabilité de 20 seulement.
La meilleure solution est de récupérer la fiche-matériau chez le fournisseur ou de le contacter car l'usinabilité des alliages cuivreux est particulièrement variable.
Pour les nuances inconnues (matériaux de récupération)
On peut faire un essai en perçage sur une chute pour estimer grossièrement son usinabilité. Si la pièce a tendance à avaler le forêt, il faut travailler avec des angles de coupe nuls ou négatifs. Choisir donc de tels outils. Pour le perçage on peut réaliser des plats à angles nuls sur la pointe du foret.
C'est plus compliqué pour le taraudage. S'il y a un gros volume de travail avec de tels outils, sauf à disposer d'une affuteuse universelle, il faudra soit acheter des tarauds spéciaux, soit éventuellement tarauder à la main.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8450
Date d'inscription : 11/08/2010
Re: Tournage de bronze ou laiton
Dodore Jeu 03 Déc 2020, 14:02
Ça dépend si tu fait que du bronze ou laiton , si c’est ocasionnel on prend ce qu’on a sous la main
Surtout pour le bronze , un peut moins pour le laiton ,mais par habitude on fait la même chose pour les deux
Il faut surtout un angle de coupe de zéro degré
Pour les forêts un simple plat sur l’arête tranchante comme ici
Cliquer ici
un modérateur est passé par là !!
Surtout pour le bronze , un peut moins pour le laiton ,mais par habitude on fait la même chose pour les deux
Il faut surtout un angle de coupe de zéro degré
Pour les forêts un simple plat sur l’arête tranchante comme ici
Cliquer ici
un modérateur est passé par là !!
Dernière édition par Dodore le Jeu 03 Déc 2020, 21:34, édité 1 fois
Dodore- Chevronné
- Messages : 380
Date d'inscription : 16/10/2011

Enfield- Administrateur
- Messages : 7529
Date d'inscription : 02/11/2010
Re: Tournage de bronze ou laiton
BEROLA Jeu 03 Déc 2020, 20:57
Il n'y a aucune "bataille" en cours !
simplement Dodore a demandé qu'on fasse un peu de ménage pour une bonne compréhension
C'est ce que j'ai fait ......tout simplement .
La vidéo est donc disponible deux fois de suite

simplement Dodore a demandé qu'on fasse un peu de ménage pour une bonne compréhension
C'est ce que j'ai fait ......tout simplement .
La vidéo est donc disponible deux fois de suite
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)
BEROLA- Chevronné
- Messages : 2906
Date d'inscription : 13/12/2010
Dodore- Chevronné
- Messages : 380
Date d'inscription : 16/10/2011
» Tournage bagues bronze,matière première et fabrication appareil tournage sphérique
» laiton
» Tournage sur bois en temps réel, [CiderDécoration Tournage bois]
» Fonderie laiton.
» Braser du laiton sur du cuivre
» laiton
» Tournage sur bois en temps réel, [CiderDécoration Tournage bois]
» Fonderie laiton.
» Braser du laiton sur du cuivre
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum