
Outils de tournage à plaquette.
4 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2
Re: Outils de tournage à plaquette.
kiki86 Ven 14 Fév 2020, 18:17
OK
merci je me coucherai moins bête
bonne soirée
merci je me coucherai moins bête
bonne soirée
kiki86- Passionné

- Messages : 114
Date d'inscription : 17/02/2015
Re: Outils de tournage à plaquette.
Dodore Ven 14 Fév 2020, 19:32
L’exemple choisi n’est pas le plus judicieuxBenobo a écrit:Bonjour à tous,
J'espère ne pas créer un doublon mais n'ayant rien trouvé je viens vous poser la question.
Hier soir je me suis mis à la compréhension des codes des plaquettes mais par contre je ne pige pas comment choisir un porte-outil.
Par exemple un SER1212H16, rien n'indique quelles plaquettes il admet.
Il faudrait donc un porte-outil pour chaque type de plaquette? et comment choisir ce porte-outils quand on a choisi ses plaquettes?
Merci à vous.
Pourquoi?
Parce que ce que tu cite est une plaquette pour filetage et ces plaquettes ( comme celle des outils à tronçonner ne sont pas normalisée . Il faut donc rechercher le fabricant pour avoir quel porte plaquette utilise ces plaquettes
Ça me rappelle de vagues souvenirs mais je ne sais plus quel fabricant avait cette appellation
https://www.google.fr/search?q=SER1212H16&tbm=isch&source=univ&hl=fr-fr&client=safari&sa=X&ved=2ahUKEwjM05jh3tHnAhWHmBQKHRI2A0IQsAR6BAgKEAE&biw=1112&bih=792&dpr=2
D,autre part
Pour les outils courants
On trouve sur internet tout un tas de sites qui donnent les normalisations des outils et des plaquettes avec des explications de correspondance entre l’outil et la plaquette
Dodore- Chevronné

- Messages : 379
Date d'inscription : 16/10/2011
Re: Outils de tournage à plaquette.
TRD Ven 14 Fév 2020, 20:37
Ce débat a déjà eu lieu à plusieurs reprises sur plusieurs sites. Apparemment, une normalisation semble se mettre en place. Je me rappelle bien avoir mis en ligne récemment un document en anglais (de chez ISCAR, je crois) faisant référence à un "standard" qui veut dire norme en anglais. Pour la culture et pour ceux qui ne le savent pas ISCAR, c'est ISrael CARbide. Une marque qui me donne entière satisfaction.
Personnellement, je n'ai pas de problème à utiliser des plaquettes à fileter d'une marque sur un outil d'une autre marque. Pour cela j'utilise la méthode suivante. Je ne sais pas si c'est normalisé par l'ISO, mais ça a toujours marché depuis que je l'ai découverte à force d'éplucher des catalogues, avec des produits d'origine diverses.
Pour l'outil
SER1212H16 :
1212 correspond à la section de la queue (ici carré de 12 mm)
H correspond à la longueur de la queue. Plus on avance dans l'alphabet, plus la queue est longue.
16 correspond à la dimension de plaquette. Il existe des plaquettes à fileter 11 (plutôt typées bricolage, ou pour l'intérieur, mais pas toujours) 16, les plus courantes et 22 (plutôt pour des outils anciens ou gros pas.)
Peut-être aussi des plaquettes 9, mais je ne suis plus sûr sans mon ordinateur.
A noter : plus les plaquettes sont grosses, plus elles sont chères. Évidemment, les plaquettes de petites dimensions ne conviennent pas pour les gros pas. Donc je n'utilise des 22 que pour faire des gros pas. Et comme ça m'arrive rarement, je privilégie les plaquettes les moins chères, sinon la boîte coûterait une fortune.
Désignation des plaquettes
16ERAG60
16 plaquettes de dimension 16 pour outil de dimension 16. Existe en 11 et 22 et peut être 9.
E extérieur pour faire des vis. Existe en I intérieur pour faire des ecrous
R Right pour pas a droite. Existe en L Left, pour pas à gauche.
AG plaquette a profil partiel, donc pour plusieurs pas. Existe aussi en profil total pour un pas déterminé qui est alors indiqué
60 angle du filet. Existe en 55 pour le profil withworth et d'autres pour les filets particuliers (trapezoidal rond, buttress etc.)
Je n'ai pas rencontré de problème de montage de plaquette qu'elle qu'en soit la marque sur n'importe quel outil à condition que la désignation de l'outil soit de cette forme, celle de la plaquette également et que la plaquette soit extérieure pour un outil extérieur ou intérieure pour un outil interieur et que la dimension de plaquette 11,16 ou 22 corresponde à celle de l'outil.
En depannage, on peut aussi monter des plaquettes intérieures a gauche pour faire des filetages extérieurs à droite et vice versa sur les porte outil qui ont des sous plaquettes à condition de monter des sous plaquettes obliques. Mais cela induit une légère distorsion du profil. J'avais un tableau donnant les angles nécessaires dans mon ordinateur détruit. J'espère pouvoir le récupérer parce que je ne me rappelle plus comment il faut procéder. Ça reste du dépannage.
J'espère ne pas m'être trompé. Je rédige de mémoire puisque mon ordinateur est HS.
Personnellement, je n'ai pas de problème à utiliser des plaquettes à fileter d'une marque sur un outil d'une autre marque. Pour cela j'utilise la méthode suivante. Je ne sais pas si c'est normalisé par l'ISO, mais ça a toujours marché depuis que je l'ai découverte à force d'éplucher des catalogues, avec des produits d'origine diverses.
Pour l'outil
SER1212H16 :
1212 correspond à la section de la queue (ici carré de 12 mm)
H correspond à la longueur de la queue. Plus on avance dans l'alphabet, plus la queue est longue.
16 correspond à la dimension de plaquette. Il existe des plaquettes à fileter 11 (plutôt typées bricolage, ou pour l'intérieur, mais pas toujours) 16, les plus courantes et 22 (plutôt pour des outils anciens ou gros pas.)
Peut-être aussi des plaquettes 9, mais je ne suis plus sûr sans mon ordinateur.
A noter : plus les plaquettes sont grosses, plus elles sont chères. Évidemment, les plaquettes de petites dimensions ne conviennent pas pour les gros pas. Donc je n'utilise des 22 que pour faire des gros pas. Et comme ça m'arrive rarement, je privilégie les plaquettes les moins chères, sinon la boîte coûterait une fortune.
Désignation des plaquettes
16ERAG60
16 plaquettes de dimension 16 pour outil de dimension 16. Existe en 11 et 22 et peut être 9.
E extérieur pour faire des vis. Existe en I intérieur pour faire des ecrous
R Right pour pas a droite. Existe en L Left, pour pas à gauche.
AG plaquette a profil partiel, donc pour plusieurs pas. Existe aussi en profil total pour un pas déterminé qui est alors indiqué
60 angle du filet. Existe en 55 pour le profil withworth et d'autres pour les filets particuliers (trapezoidal rond, buttress etc.)
Je n'ai pas rencontré de problème de montage de plaquette qu'elle qu'en soit la marque sur n'importe quel outil à condition que la désignation de l'outil soit de cette forme, celle de la plaquette également et que la plaquette soit extérieure pour un outil extérieur ou intérieure pour un outil interieur et que la dimension de plaquette 11,16 ou 22 corresponde à celle de l'outil.
En depannage, on peut aussi monter des plaquettes intérieures a gauche pour faire des filetages extérieurs à droite et vice versa sur les porte outil qui ont des sous plaquettes à condition de monter des sous plaquettes obliques. Mais cela induit une légère distorsion du profil. J'avais un tableau donnant les angles nécessaires dans mon ordinateur détruit. J'espère pouvoir le récupérer parce que je ne me rappelle plus comment il faut procéder. Ça reste du dépannage.
J'espère ne pas m'être trompé. Je rédige de mémoire puisque mon ordinateur est HS.
Dernière édition par TRD le Sam 15 Fév 2020, 05:53, édité 1 fois
TRD- Modérateur

- Messages : 8429
Date d'inscription : 11/08/2010
Re: Outils de tournage à plaquette.
TRD Ven 14 Fév 2020, 21:22
Je viens de vérifier. Je n'ai pas trouvé de plaquette type 9. C'était donc une erreur de ma part. Par contre il existe des types 06 et 08, notamment pour faire de petits filetages interieurs.
Revoici un document ISCAR (Israël)
https://www.iscar.com/Products.aspx/CountryID/1/ProductId/55
Et celui de Mitsubishi ( Japon) qui utilise la même codification
http://www.mhuk-carbide.co.uk/technical_information/tec_turning_tools/tec_threading/tec_threading_guide/tec_threading_identification
Pareil chez SECO (Suède)
https://www.secotools.com/article/m_7200
Si ce n'est déjà normalisé par l'ISO, il y a bien un consensus entre les marques. Au moins certaines. La seule marque qui me pose parfois des problèmes est Sandvik. Chez eux, il y a d'excellents produits, mais beaucoup ont des désignations maison uniquement
Revoici un document ISCAR (Israël)
https://www.iscar.com/Products.aspx/CountryID/1/ProductId/55
Et celui de Mitsubishi ( Japon) qui utilise la même codification
http://www.mhuk-carbide.co.uk/technical_information/tec_turning_tools/tec_threading/tec_threading_guide/tec_threading_identification
Pareil chez SECO (Suède)
https://www.secotools.com/article/m_7200
Si ce n'est déjà normalisé par l'ISO, il y a bien un consensus entre les marques. Au moins certaines. La seule marque qui me pose parfois des problèmes est Sandvik. Chez eux, il y a d'excellents produits, mais beaucoup ont des désignations maison uniquement
Dernière édition par TRD le Lun 17 Fév 2020, 20:41, édité 1 fois
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Re: Outils de tournage à plaquette.
TRD Sam 15 Fév 2020, 10:28
Ce matin, réalisation d'un bouchon M33x1,5 en bronze sur petit tour de Vallière H130.
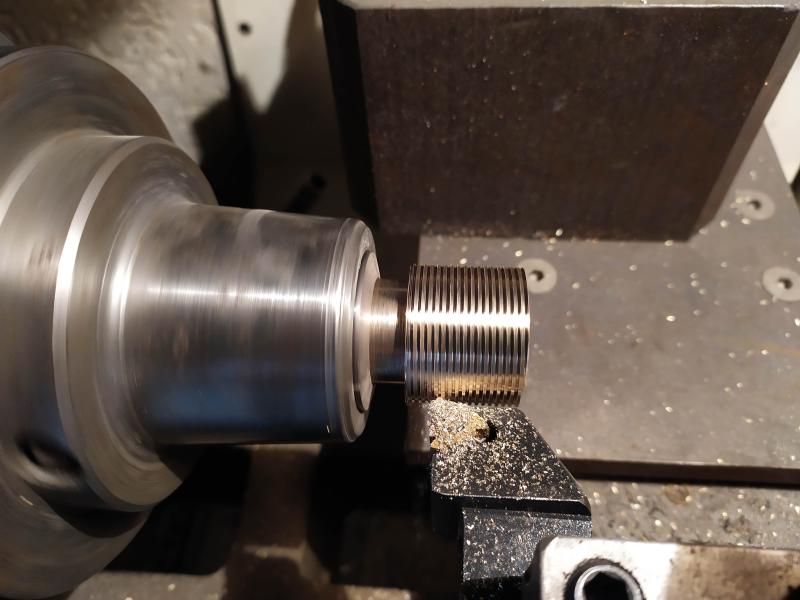
Outil à queue de 25 reusinée en hauteur pour ne pas avoir à régler la hauteur d'arete à chaque fois. La tourelle de ce petit tour n'accepte que du 20. Mais grâce au carré de 25, on peut ajuster la hauteur sans trop affaiblir l'outil. Pour ce genre de bricolage, je ne prends pas des outils de marque. C'est donc un chinois que j'ai utilisé. Ces outils sont bien moins durs que les outils de grande marque, donc plus faciles à usiner.
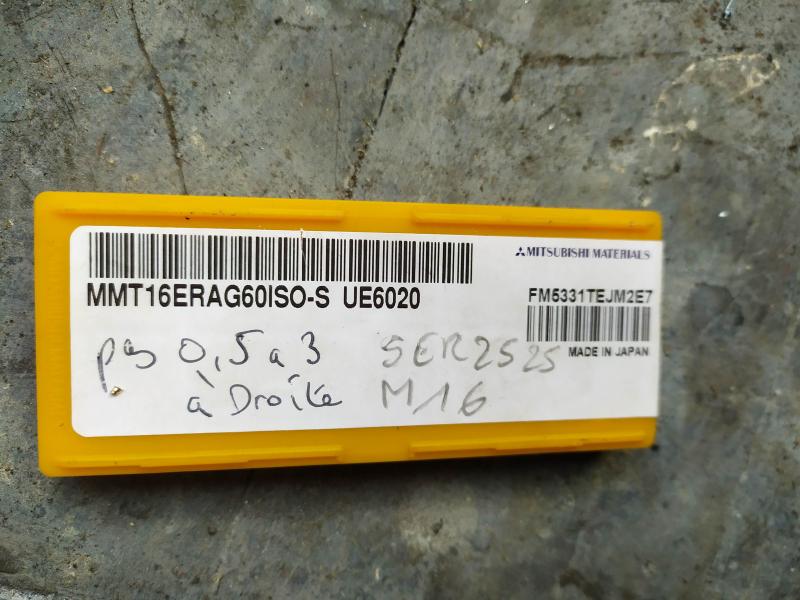
Par contre, comme je réalise souvent des vis en acier pretraité, avec parfois des coupes interrompues je préfère acheter des plaquettes de marque pas fabriquées en Chine. J'ai donc choisi une plaquette Mitsubishi fabriquée au Japon.
Outil de 16 chinois, plaquette de 16 japonaise. Ça se monte et ça fait le job.


Outil à queue de 25 reusinée en hauteur pour ne pas avoir à régler la hauteur d'arete à chaque fois. La tourelle de ce petit tour n'accepte que du 20. Mais grâce au carré de 25, on peut ajuster la hauteur sans trop affaiblir l'outil. Pour ce genre de bricolage, je ne prends pas des outils de marque. C'est donc un chinois que j'ai utilisé. Ces outils sont bien moins durs que les outils de grande marque, donc plus faciles à usiner.
Par contre, comme je réalise souvent des vis en acier pretraité, avec parfois des coupes interrompues je préfère acheter des plaquettes de marque pas fabriquées en Chine. J'ai donc choisi une plaquette Mitsubishi fabriquée au Japon.
Outil de 16 chinois, plaquette de 16 japonaise. Ça se monte et ça fait le job.
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Re: Outils de tournage à plaquette.
Benobo Lun 17 Fév 2020, 19:50
Holà merci les amis,
Je ne m'attendais pas à autant de réactions et d'explications.
Les choses sont maintenant plus claires et je saurai mieux limiter le choix dans les outils et leurs plaquettes correspondantes.
Et aussi je ferai plus gaffe avant de commander.
Encore merci à vous.
Je ne m'attendais pas à autant de réactions et d'explications.
Les choses sont maintenant plus claires et je saurai mieux limiter le choix dans les outils et leurs plaquettes correspondantes.
Et aussi je ferai plus gaffe avant de commander.
Encore merci à vous.
Benobo- Membre confirmé

- Messages : 10
Date d'inscription : 28/10/2018
Re: Outils de tournage à plaquette.
TRD Lun 17 Fév 2020, 21:24
Un dernier point, que tu connais peut-être déjà, d'ailleurs.
Il existe différentes nuances de carbures. Plus le grain est fin, plus l'outil est cher, mais plus il dure. Pour les fraises massives, le micrograin constitue un excellent compromis pour la majorité des applications. Le nanograin est à mon avis à réserver à des usages sévères, genre usinage dur.
Les nuances sont classées en P, M, K.
P se rapporte à l'usinage des aciers non inoxydables
M, à celui des inox et aciers austénitiques, alliages de nickel.
Et K à celui des fontes.alliages d'aluminium, bois siliceux.
La lettre est suivie de deux chiffres. Plus le nombre composé de ces deux chiffres est petit plus la plaquette résiste à l'usure. Plus ce nombre est grand, plus la plaquette résiste aux chocs.
Pour les matériaux durs, on utilise de préférence des nuances qui résistent à l'usure. 01 ou 10 par exemple) Pour les coupes interrompues (usinage de cannelures par exemple), on utilise des nuances qui résistent aux chocs.(30 ou 40 par exemple)
Depuis que les plaquettes sont revêtues, leur domaine de travail s'est étendu. On trouve maintenant des nuances polyvalentes PM et K avec des domaines qui peuvent aller de 20 à 40 par exemple. Elles sont souvent un peu plus chères. Mais, à mon avis elles sont très intéressantes pour l'amateur puisqu'une seule boîte suffit pour usiner un peu tous les matériaux. Ce sont aussi de très bonnes plaquettes pour l'artisan qui touche à tout. Et finalement, je pense que seuls les professionnels qui font de la très grande série peuvent trouver un intérêt à utiliser des nuances non polyvalentes.
En très grande série, on va beaucoup plus loin que ça d'ailleurs. Les carburiers travaillent sur les préparations d'arêtes autant que sur les brise-copeaux pour permettre aux industriels d'atteindre les productivités maximales. Pendant longtemps, les affûteurs ont cherché à obtenir des arêtes les plus vives possible , comme avec les outils en acier. Mais on s'est aperçu que c'est souvent une erreur dès que les efforts de coupe sont importants. En effet, les carbures n'ont pas des propriétés isotopes, comme les aciers. Obtenus par frittage, les carbures résistent beaucoup plus à la compression qu'à la traction. Avec un angle de taillant trop faible et une arête trop vive, les carbures s'effritent. Et ils le font d'autant plus que leur grain est gros. D'où l'intérêt des nuances micro et nanograin.
C'est aussi vrai en fraisage. Et même beaucoup plus puisque les dents d'une fraise travaillent aux chocs. Pour le fraisage dur on choisit impérativement un affûtage rayonné ou au minimum chanfreiné. Sinon, la fraise est hors d'usage en quelques minutes.
Pour bien comprendre ce qui se passe, il faut s'imaginer que le carbure a une structure comparable à celle d'un gâteau de riz. Si un grain de riz dépasse un tant soit peu, il est attaché parce que l'amidon qui le colle sur son voisin est bien moins résistant que le grain lui-même.
Il existe différentes nuances de carbures. Plus le grain est fin, plus l'outil est cher, mais plus il dure. Pour les fraises massives, le micrograin constitue un excellent compromis pour la majorité des applications. Le nanograin est à mon avis à réserver à des usages sévères, genre usinage dur.
Les nuances sont classées en P, M, K.
P se rapporte à l'usinage des aciers non inoxydables
M, à celui des inox et aciers austénitiques, alliages de nickel.
Et K à celui des fontes.alliages d'aluminium, bois siliceux.
La lettre est suivie de deux chiffres. Plus le nombre composé de ces deux chiffres est petit plus la plaquette résiste à l'usure. Plus ce nombre est grand, plus la plaquette résiste aux chocs.
Pour les matériaux durs, on utilise de préférence des nuances qui résistent à l'usure. 01 ou 10 par exemple) Pour les coupes interrompues (usinage de cannelures par exemple), on utilise des nuances qui résistent aux chocs.(30 ou 40 par exemple)
Depuis que les plaquettes sont revêtues, leur domaine de travail s'est étendu. On trouve maintenant des nuances polyvalentes PM et K avec des domaines qui peuvent aller de 20 à 40 par exemple. Elles sont souvent un peu plus chères. Mais, à mon avis elles sont très intéressantes pour l'amateur puisqu'une seule boîte suffit pour usiner un peu tous les matériaux. Ce sont aussi de très bonnes plaquettes pour l'artisan qui touche à tout. Et finalement, je pense que seuls les professionnels qui font de la très grande série peuvent trouver un intérêt à utiliser des nuances non polyvalentes.
En très grande série, on va beaucoup plus loin que ça d'ailleurs. Les carburiers travaillent sur les préparations d'arêtes autant que sur les brise-copeaux pour permettre aux industriels d'atteindre les productivités maximales. Pendant longtemps, les affûteurs ont cherché à obtenir des arêtes les plus vives possible , comme avec les outils en acier. Mais on s'est aperçu que c'est souvent une erreur dès que les efforts de coupe sont importants. En effet, les carbures n'ont pas des propriétés isotopes, comme les aciers. Obtenus par frittage, les carbures résistent beaucoup plus à la compression qu'à la traction. Avec un angle de taillant trop faible et une arête trop vive, les carbures s'effritent. Et ils le font d'autant plus que leur grain est gros. D'où l'intérêt des nuances micro et nanograin.
C'est aussi vrai en fraisage. Et même beaucoup plus puisque les dents d'une fraise travaillent aux chocs. Pour le fraisage dur on choisit impérativement un affûtage rayonné ou au minimum chanfreiné. Sinon, la fraise est hors d'usage en quelques minutes.
Pour bien comprendre ce qui se passe, il faut s'imaginer que le carbure a une structure comparable à celle d'un gâteau de riz. Si un grain de riz dépasse un tant soit peu, il est attaché parce que l'amidon qui le colle sur son voisin est bien moins résistant que le grain lui-même.
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Re: Outils de tournage à plaquette.
kiki86 Lun 17 Fév 2020, 21:32
bonsoir
sur le catalogue COROMANT tu trouve les sous plaquettes avec des angles différents suivant les pas
l'avantage du profil total permet de fileter sans se soucier du diamètre exter.
sur le catalogue COROMANT tu trouve les sous plaquettes avec des angles différents suivant les pas
l'avantage du profil total permet de fileter sans se soucier du diamètre exter.
_________________
"sans la liberté de blâmer, il n'est pas d'éloge flatteur"
cordialement
kiki86- Passionné
- Messages : 114
Date d'inscription : 17/02/2015
Re: Outils de tournage à plaquette.
TRD Lun 17 Fév 2020, 21:56
Tout à fait. Ce qui fait que le profil partiel est plus recherché par l'amateur et les petits services maintenance parce qu'il diminue le nombre de references de plaquettes stockees. Et le profil exact plus par les ateliers de mécanique générale car il évite une opération de demi-finition
Mais ce n'est pas tout...
Je n'ai jamais eu l'occasion de comparer les profils obtenus au projecteur de profil ou sur coupe macrographique. Mais en théorie, le profil exact est plus résistant puisque le rayon en fond de filet est plus proche du maximum autorisé par la norme.
Pour toute la visserie travaillant en fatigue, le profil exact est donc préférable. Mais pour les applications très sollicitées (vis de bielles, de paliers, de culasse) ça ne suffit généralement pas. Pour ces applications, un filet roulé est impératif.
Et quand c'est très très sollicité (avionnerie, moteurs de course, etc. ) Il faut vraiment soigner les profils, par exemple en adoptant un profil MJ au lieu du M classique. Et rectifier les vis, et aussi les galetter, et choisir des matériaux d'exception, et soigner les traitements thermiques et...
Et malgré tout ça, j'en ai vu casser sur des moteurs hyper-sollicités... Quand une vis de bielle cède dans un moteur de course, en général, les pièces sont projetées à-travers le carter et l'huile s'enflamme immédiatement au contact de la tubulure d'échappement. C'est assez effrayant. Surtout s'il s'agit d'une moto parce que ça se passe entre les jambes du pilote !
Ceci pour mettre en garde les amateurs et même certains professionnels. On ne fait pas des prodiges sans y mettre les moyens...
Mais ce n'est pas tout...
Je n'ai jamais eu l'occasion de comparer les profils obtenus au projecteur de profil ou sur coupe macrographique. Mais en théorie, le profil exact est plus résistant puisque le rayon en fond de filet est plus proche du maximum autorisé par la norme.
Pour toute la visserie travaillant en fatigue, le profil exact est donc préférable. Mais pour les applications très sollicitées (vis de bielles, de paliers, de culasse) ça ne suffit généralement pas. Pour ces applications, un filet roulé est impératif.
Et quand c'est très très sollicité (avionnerie, moteurs de course, etc. ) Il faut vraiment soigner les profils, par exemple en adoptant un profil MJ au lieu du M classique. Et rectifier les vis, et aussi les galetter, et choisir des matériaux d'exception, et soigner les traitements thermiques et...
Et malgré tout ça, j'en ai vu casser sur des moteurs hyper-sollicités... Quand une vis de bielle cède dans un moteur de course, en général, les pièces sont projetées à-travers le carter et l'huile s'enflamme immédiatement au contact de la tubulure d'échappement. C'est assez effrayant. Surtout s'il s'agit d'une moto parce que ça se passe entre les jambes du pilote !
Ceci pour mettre en garde les amateurs et même certains professionnels. On ne fait pas des prodiges sans y mettre les moyens...
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Re: Outils de tournage à plaquette.
Benobo Lun 17 Fév 2020, 22:20
Je savais qu'il y a des nuances et des qualités différentes dans les plaquettes mais expliqué et résumé comme ça c'est un truc que je ne devrai plus approfondir.
Ça se voit dans leurs prix d'ailleurs.
Je ne vais pas faire de grandes séries, ni travailler des aciers très nobles donc j'achèterai petit à petit outils et plaquettes chez nos amis de l'Empire Céleste même si pour certaines la qualité n'y sera pas et puis celles à prix d'or achetées chez nous viennent sûrement de là-bas aussi.
Je viens de commander quelques porte-outils et plaquettes, je verrai donc à l'usage.
Encore merci pour votre aide.
BB
Ça se voit dans leurs prix d'ailleurs.
Je ne vais pas faire de grandes séries, ni travailler des aciers très nobles donc j'achèterai petit à petit outils et plaquettes chez nos amis de l'Empire Céleste même si pour certaines la qualité n'y sera pas et puis celles à prix d'or achetées chez nous viennent sûrement de là-bas aussi.
Je viens de commander quelques porte-outils et plaquettes, je verrai donc à l'usage.
Encore merci pour votre aide.
BB
Benobo- Membre confirmé
- Messages : 10
Date d'inscription : 28/10/2018
Page 2 sur 2 • 1, 2
» Outils RKB: RUSCH - outils de tournage à profil constant
» Tournage avec plaquette ceramique d'acier trempé
» Utilisation outils avec plaquette carbure ?
» Outils de tournage
» Outils de tournage (bois) et affûtage
» Tournage avec plaquette ceramique d'acier trempé
» Utilisation outils avec plaquette carbure ?
» Outils de tournage
» Outils de tournage (bois) et affûtage
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum