
ma fraiseuse X2 numérique
+5
quentin91800
phil63
Poupa1er
Admin
chris74
9 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 2 sur 4
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4
Daniel G- Chevronné

- Messages : 288
Date d'inscription : 10/07/2010
Re: ma fraiseuse X2 numérique
chris74 Dim 17 Oct 2010, 20:19
Un grand moment, le montage des vis à billes et écrous.
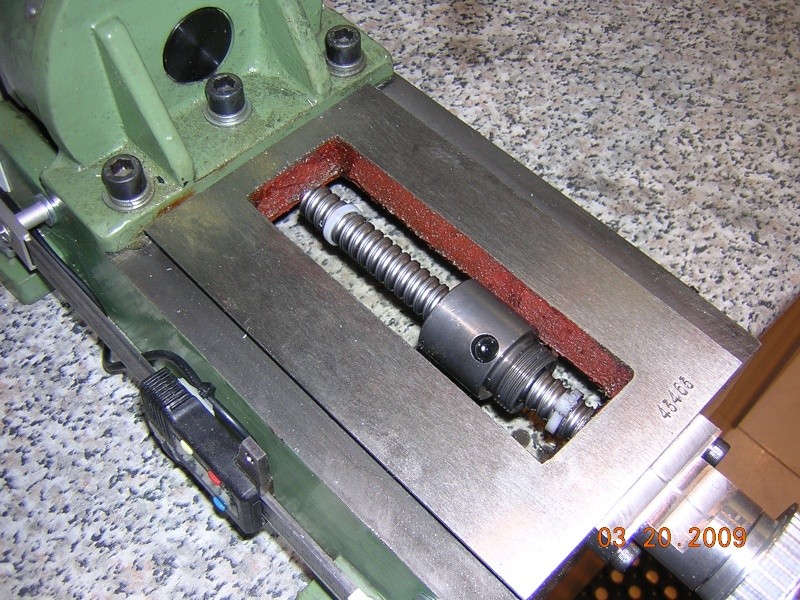

On voit aussi sur les photos, les platines de montage des moteurs pas à pas.
Les paliers on été réalisés en AU4G, avec le montage de 2 roulements à billes,légèrement précontraints pour supprimer le jeu.
On voit aussi sur les photos, les platines de montage des moteurs pas à pas.
Les paliers on été réalisés en AU4G, avec le montage de 2 roulements à billes,légèrement précontraints pour supprimer le jeu.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre

chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: ma fraiseuse X2 numérique
chris74 Dim 17 Oct 2010, 20:26
L'ensemble monté et peints, je suis désolé je n'ai pas plus de photos.

Après essai, j'ai asservi le démarrage/arrêt de ma broche avec mach3, seulement parès un temps d'usinage d'environ 1/2 heure, le démarrage en pleine puissance de la broche enclenchait la sécurité max de I de ma carte, j'ai donc fabriqué une petite tempo à base de 555 pour supprimer cette sécurité le temps du démarrage.
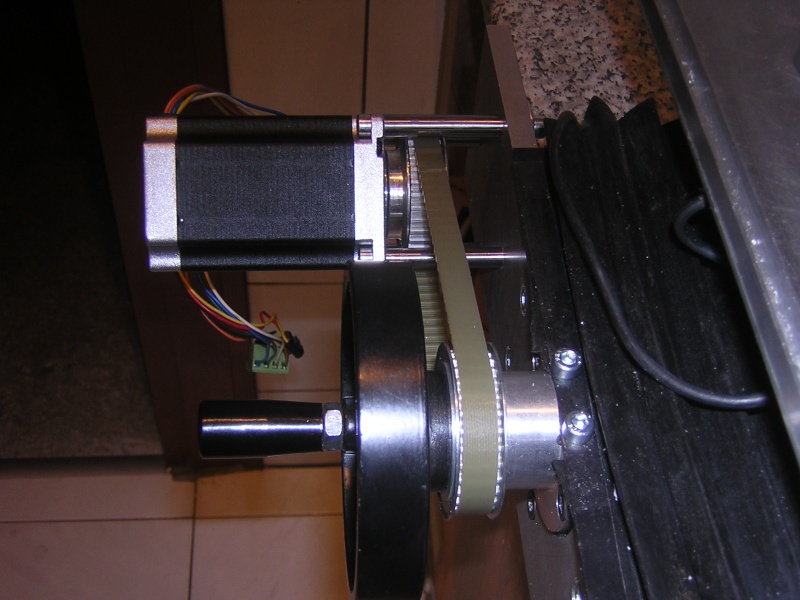
Montage du 4eme axe:

La base est un réducteur "chinois" assez bas de gamme et avec un peu de jeu malheureusement

L'ensemble est animé par un moteur pas à pas, le même que pour les 3 autres axes
Après essai, j'ai asservi le démarrage/arrêt de ma broche avec mach3, seulement parès un temps d'usinage d'environ 1/2 heure, le démarrage en pleine puissance de la broche enclenchait la sécurité max de I de ma carte, j'ai donc fabriqué une petite tempo à base de 555 pour supprimer cette sécurité le temps du démarrage.
Montage du 4eme axe:
La base est un réducteur "chinois" assez bas de gamme et avec un peu de jeu malheureusement
L'ensemble est animé par un moteur pas à pas, le même que pour les 3 autres axes
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: ma fraiseuse X2 numérique
chris74 Dim 17 Oct 2010, 20:32
Enfin voici le genre de pièces que je fabrique avec cet ensemble.

Platines de montage d'étriers de freins (alu 7075)

support de guidon

support de garde boue avant

évent de pont

Vis de pont
Platines de montage d'étriers de freins (alu 7075)
support de guidon
support de garde boue avant
évent de pont
Vis de pont
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: ma fraiseuse X2 numérique
quentin91800 Dim 17 Oct 2010, 20:33
Bravo ! 
Pour les règles tu as acheté des PAC avec sorties des données que tu as branché sur un écran ?
Tu as fais un tachymètre pour la vitesse de ta broche ?
J'aimerai bien en faire un pour mon tour, (j'ai aucune notion en électronique).
Pour les règles tu as acheté des PAC avec sorties des données que tu as branché sur un écran ?
Tu as fais un tachymètre pour la vitesse de ta broche ?
J'aimerai bien en faire un pour mon tour, (j'ai aucune notion en électronique).

quentin91800- Chevronné
- Messages : 407
Date d'inscription : 09/07/2010
Re: ma fraiseuse X2 numérique
chris74 Dim 17 Oct 2010, 20:35
Non les règles sont seulement branchées à l'afficheur, pas de retour sur l'écran, la visu de l'écran fonctionne avec les moteurs pas à pas, mais sans retour d'info.
Pour le tachymètre c'est un montage trouvé en son temps sur usinages.com, à base de fréqencemètre acheté sur ebay.
Pour le tachymètre c'est un montage trouvé en son temps sur usinages.com, à base de fréqencemètre acheté sur ebay.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: ma fraiseuse X2 numérique
quentin91800 Dim 17 Oct 2010, 20:38
chris74 a écrit:Non les règles sont seulement branchées à l'afficheur, pas de retour sur l'écran, la visu de l'écran fonctionne avec les moteurs pas à pas, mais sans retour d'info.
Pour le tachymètre c'est un montage trouvé en son temps sur usinages.com, à base de fréqencemètre acheté sur ebay.
Ah j'ai compris !
Tu as simplement débranché l'afficheur du PAC pour y mettre un fil et l'envoyer vers l'afficheur de tout les axes.
Parce que j'avais trouvé le schéma pour en faire un avec un CNY 70 mais j'avais rien compris !

quentin91800- Chevronné
- Messages : 407
Date d'inscription : 09/07/2010
Re: ma fraiseuse X2 numérique
chris74 Mer 01 Déc 2010, 19:03
Salut, aujourd'hui, j'ai entrepris la réfection de mon 4eme axe. En effet ,à l'usage j'avais rencontré quelques petits pb:
-la "broche" n'était pas très concentrique ,2/10eme de faut rond
-j'avais du jeu en rotation dû à la qualité "chinoise" du réducteur (bon ,je l'ai acheté 5€ neuf, on peut pas tout avoir aussi)
-l'ensemble était un peu haut et cela gênait pour quelques usinages
-Donc, pour le jeu, j'ai tout simplement supprimé l'entrainement via le réducteur,il se fait maintenant directement sur l'axe qui supporte le mandrin (l'axe est traversant). Cela "force" un peu car j'ai laissé la démultiplication en place, trop de boulot pour tout virer, mais le moteur est suffisamment costaud pour tout faire tourner sans perte de pas.
-Pour la broche, j'ai réusiné un faut plateau, monté à chaud, j'arrive maintenant à moins de 5/100eme de faut rond, c'est suffisant pour moi.
-J'ai réussi à gagner 2 cm en hauteur, c'est toujours ça de pris.
Reste encore quelques question:
-comment faites vous pour aligner correctement ce genre d'axe rotatif ou même un diviseur horizontal ? J'entends par là, comment être sur de son // par rapport à la table
-Comment feriez vous pour calibrer ,PRÉCISÉMENT, la rotation ? Pour le moment j'utilise un niveau électronique que je colle sur le mandrin, mais la résolution n'est pas terrible ,0.1°, si on ajoute la précision de l'appareil ,on se retrouve vite à 0.3° d'erreur.
-la "broche" n'était pas très concentrique ,2/10eme de faut rond
-j'avais du jeu en rotation dû à la qualité "chinoise" du réducteur (bon ,je l'ai acheté 5€ neuf, on peut pas tout avoir aussi)
-l'ensemble était un peu haut et cela gênait pour quelques usinages
-Donc, pour le jeu, j'ai tout simplement supprimé l'entrainement via le réducteur,il se fait maintenant directement sur l'axe qui supporte le mandrin (l'axe est traversant). Cela "force" un peu car j'ai laissé la démultiplication en place, trop de boulot pour tout virer, mais le moteur est suffisamment costaud pour tout faire tourner sans perte de pas.
-Pour la broche, j'ai réusiné un faut plateau, monté à chaud, j'arrive maintenant à moins de 5/100eme de faut rond, c'est suffisant pour moi.
-J'ai réussi à gagner 2 cm en hauteur, c'est toujours ça de pris.
Reste encore quelques question:
-comment faites vous pour aligner correctement ce genre d'axe rotatif ou même un diviseur horizontal ? J'entends par là, comment être sur de son // par rapport à la table
-Comment feriez vous pour calibrer ,PRÉCISÉMENT, la rotation ? Pour le moment j'utilise un niveau électronique que je colle sur le mandrin, mais la résolution n'est pas terrible ,0.1°, si on ajoute la précision de l'appareil ,on se retrouve vite à 0.3° d'erreur.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: ma fraiseuse X2 numérique
chris74 Mar 07 Déc 2010, 21:19
J'ai un peu bossé sur la fraiseuse et le 4ème axe.
Le système de tension est terminé, le 4ème axe est pleinement opérationnel, je suis un peu déçu par le jeu et le manque de précision (0.2-0.3° d'erreur), mais je ferais avec faute de moyens financiers pour acheter un réducteur de qualité.
Le pb est que je n'ai toujours pas assez de place en hauteur, le boitier de commande de la fraiseuse vient taper sur le moteur pap du 4ème axe.
Seule solution, déplacer le boitier de commande vers le haut, j'ai donc fixer une plaque de 8mm de 7075 sur le coté et monté le boitier.
J'en ai profiter pour faire quelques "menues" modif:
-ajout d'un inter et d'un fusible de coupure/protection général (alim fraiseuse+alim PC)


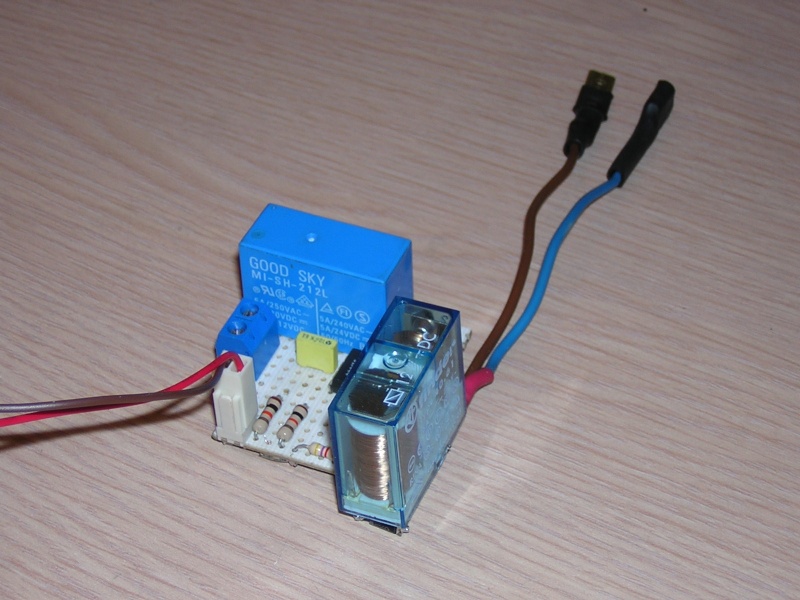
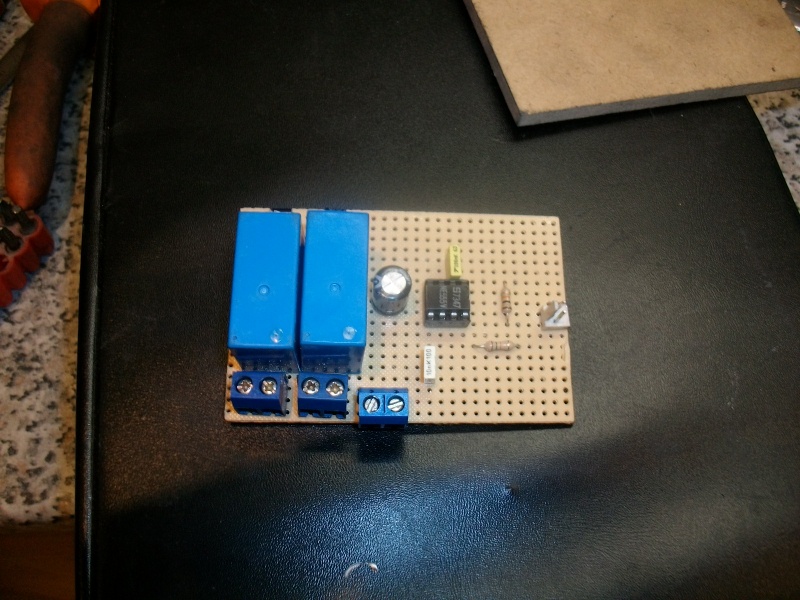
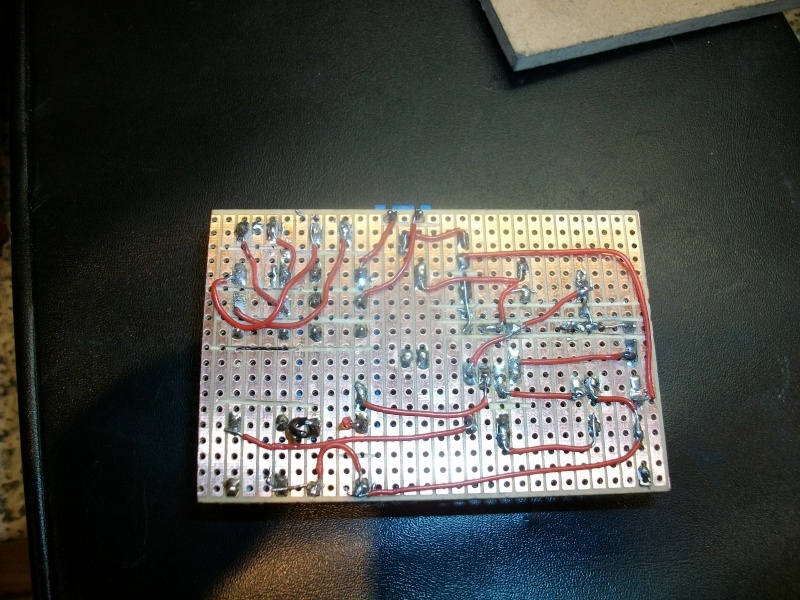
-Refabrication d'une carte de temporisation (à bas ede 555). Cette carte permet de shunter pendant 3 secondes la protection "max d'intensité" de la fraiseuse, cela me permet de démarrer la broche via le logiciel de pilotage en ayant le potar de vitesse préréglé (sans cette carte ,au démarrage la fraiseuse se mets en sécurité)
Un voyant orange en façade a été ajouté à droite du voyant vert de mise sous tension afin de bien visualiser le "shuntage" et le rétablissement de la sécurité

-il me reste encore à asservir la sécurité de surintensité à l'arrêt d'urgence de la fraiseuse. Actuellement , si lors d'un usinage, la broche se mets en sécurité, les moteurs d'avances continus d'être alimentés et cela occasionne le bris de la fraise (j'ai cassé une fraise de Ø 10 en HSS). Avec cet asservissement, en cas d'arrêt de la broche, tout s'arrêtera comme si un A.U avait été percuté.
Le boitier de commande commence à être plein "comme un œuf"

Le 2ème boitier qui reçoit la carte de temporisation

Le système de tension est terminé, le 4ème axe est pleinement opérationnel, je suis un peu déçu par le jeu et le manque de précision (0.2-0.3° d'erreur), mais je ferais avec faute de moyens financiers pour acheter un réducteur de qualité.
Le pb est que je n'ai toujours pas assez de place en hauteur, le boitier de commande de la fraiseuse vient taper sur le moteur pap du 4ème axe.
Seule solution, déplacer le boitier de commande vers le haut, j'ai donc fixer une plaque de 8mm de 7075 sur le coté et monté le boitier.
J'en ai profiter pour faire quelques "menues" modif:
-ajout d'un inter et d'un fusible de coupure/protection général (alim fraiseuse+alim PC)
-Refabrication d'une carte de temporisation (à bas ede 555). Cette carte permet de shunter pendant 3 secondes la protection "max d'intensité" de la fraiseuse, cela me permet de démarrer la broche via le logiciel de pilotage en ayant le potar de vitesse préréglé (sans cette carte ,au démarrage la fraiseuse se mets en sécurité)
Un voyant orange en façade a été ajouté à droite du voyant vert de mise sous tension afin de bien visualiser le "shuntage" et le rétablissement de la sécurité
-il me reste encore à asservir la sécurité de surintensité à l'arrêt d'urgence de la fraiseuse. Actuellement , si lors d'un usinage, la broche se mets en sécurité, les moteurs d'avances continus d'être alimentés et cela occasionne le bris de la fraise (j'ai cassé une fraise de Ø 10 en HSS). Avec cet asservissement, en cas d'arrêt de la broche, tout s'arrêtera comme si un A.U avait été percuté.
Le boitier de commande commence à être plein "comme un œuf"
Le 2ème boitier qui reçoit la carte de temporisation
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: ma fraiseuse X2 numérique
chris74 Mer 15 Déc 2010, 15:21
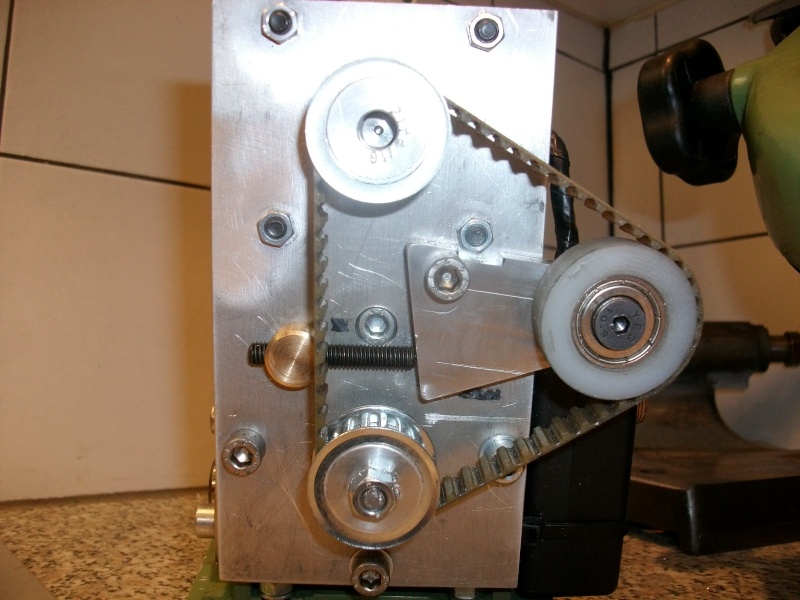
Salut, nouvelles modifs du 4ème axe en attendant mon relais temporisé.Donc comme en prise directe il y avait quand même pas mal d'imprécision, j'ai commandé 2 poulies de 36 dents afin de faire un réducteur à courroie.Le taux de réduction sera de 2 fois 2.25 ce qui donnera au final 5 X.
J'espère qu'ainsi je pourrais gagner en précision et en jeux.
J'espère qu'ainsi je pourrais gagner en précision et en jeux.
_________________
ma vmax et les pièces tuning que je fais
le blog de l'usinage et de la matière première à vendre
chris74- Chevronné
- Messages : 774
Date d'inscription : 16/10/2010
Re: ma fraiseuse X2 numérique
Lil Mer 15 Déc 2010, 17:46
Hello Chris 
Je lis seulement aujourd'hui ton post sur ton 4ième axe, et je vois la photo du tendeur .
Alors là, tu me fends le coeur
Je suis déçue, car tu nous avais habitués à bien mieux :
• 1 tu ne dois pas tendre une courroie avec un tendeur qui roule sur les dents (très mauvais) :
la surface des dents est petite et donc la pression les déforme et de deux manières, statique à l'arrêt (normal à la face d'appui) et dynamique en fonction du couple transmis par la courroie (vecteur plus ou moins incliné)
• 2 ta courroie est trop longue. En fait elle devrait pouvoir être installée juste pour passer sur les flasques des poulies, et le tendeur externe (sur la surface lisse) vient assurer la tension juste nécessaire.
La courroie doit envelopper les poulies pour que les deux brins (menant et mené) aient la même tension dans un sens ou dans un autre.
Ai-je été assez claire ? Tu me copieras 100 fois "je ne placerai plus de tendeur en appui sur les dents d'une courroie"
Assassin
Amitiés
Je lis seulement aujourd'hui ton post sur ton 4ième axe, et je vois la photo du tendeur
.Alors là, tu me fends le coeur
Je suis déçue, car tu nous avais habitués à bien mieux :
• 1 tu ne dois pas tendre une courroie avec un tendeur qui roule sur les dents (très mauvais) :
la surface des dents est petite et donc la pression les déforme et de deux manières, statique à l'arrêt (normal à la face d'appui) et dynamique en fonction du couple transmis par la courroie (vecteur plus ou moins incliné)
• 2 ta courroie est trop longue. En fait elle devrait pouvoir être installée juste pour passer sur les flasques des poulies, et le tendeur externe (sur la surface lisse) vient assurer la tension juste nécessaire.
La courroie doit envelopper les poulies pour que les deux brins (menant et mené) aient la même tension dans un sens ou dans un autre.
Ai-je été assez claire ? Tu me copieras 100 fois "je ne placerai plus de tendeur en appui sur les dents d'une courroie"
Assassin
Amitiés
_________________

Lil- Modératrice

- Messages : 3059
Date d'inscription : 12/07/2010
Page 2 sur 4 • 1, 2, 3, 4
» X2 numérique phase2
» camescope numérique
» Horloge numérique de bureau
» Conception machine à commande numérique (BTS)
» Machine à commande numérique en 1960
» camescope numérique
» Horloge numérique de bureau
» Conception machine à commande numérique (BTS)
» Machine à commande numérique en 1960
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 2 sur 4
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum