
Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
+6
Lil
jp bourdillat
xav58
Admin
quentin91800
Tasson74
10 participants
Page 2 sur 3
Page 2 sur 3 •  1, 2, 3
1, 2, 3
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
brise-copeaux Mer 14 Juil 2010, 16:24
Bonjour.
Salut Tasson74
Bienvenu dans l'équipe.
Laisse ton atelier comme il est, moi quand je ranche "c'est pas souvent" je ne retrouve plus rien.
Je viens de regarder tes pièces franchement elles sont très bien, beau filetage, moletage tu est un champion c'est très propre, petit bémol pour le cône tu à finis avec une passe trop fine, j'expliquerai comment faire un cône propre à tout les coups dans la rubrique concernée.
Je te souhaite bonne réussite pour ta formation en fraisage, vu ce que tu fais en tour je ne me fais pas de soucis.
Amicalement @ +
Salut Tasson74
Bienvenu dans l'équipe.
Laisse ton atelier comme il est, moi quand je ranche "c'est pas souvent" je ne retrouve plus rien.
Je viens de regarder tes pièces franchement elles sont très bien, beau filetage, moletage tu est un champion c'est très propre, petit bémol pour le cône tu à finis avec une passe trop fine, j'expliquerai comment faire un cône propre à tout les coups dans la rubrique concernée.
Je te souhaite bonne réussite pour ta formation en fraisage, vu ce que tu fais en tour je ne me fais pas de soucis.
Amicalement @ +
brise-copeaux- Chevronné

- Messages : 1345
Date d'inscription : 10/07/2010
Merci, c'est gentil tout plein!
Tasson74 Mer 14 Juil 2010, 18:22
Salut les Gars,
Merci pour vos commentaires.
Effectivement brise-copeaux, le cône n'est pas terrible, il y a sans doute une passe un poil faible, mais surtout un ensemble vis/noix du porte-outil qui présentaient des points durs et empêchaient une avance bien régulière à la main.
Suite à ce TP, j'avais tout démonté, nettoyé et remonté. En plus j'avais fait une petite manivelle maison qui s'emboitait sur la manivelle du porte-outil, et ça allait vachement mieux.
Que ceci ne t'empêche pas de donner le ou les "trucs de l'ancien" comme tu le proposes, j'en serai ravi.
Pour le fraisage, après un début un poil dur, je dirais que ça va mieux. L'étau mis en photos a été entièrement réalisé par mes soins, la base taillée dans la masse. Concernant les géométrique, rien au dessus de 0.02...
Salutatous et longue vie au site!
Tasson74
Merci pour vos commentaires.
Effectivement brise-copeaux, le cône n'est pas terrible, il y a sans doute une passe un poil faible, mais surtout un ensemble vis/noix du porte-outil qui présentaient des points durs et empêchaient une avance bien régulière à la main.
Suite à ce TP, j'avais tout démonté, nettoyé et remonté. En plus j'avais fait une petite manivelle maison qui s'emboitait sur la manivelle du porte-outil, et ça allait vachement mieux.
Que ceci ne t'empêche pas de donner le ou les "trucs de l'ancien" comme tu le proposes, j'en serai ravi.
Pour le fraisage, après un début un poil dur, je dirais que ça va mieux. L'étau mis en photos a été entièrement réalisé par mes soins, la base taillée dans la masse. Concernant les géométrique, rien au dessus de 0.02...
Salutatous et longue vie au site!
Tasson74

Tasson74- Membre confirmé

- Messages : 12
Date d'inscription : 12/07/2010
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
Admin Jeu 15 Juil 2010, 00:36
Bonjour
Superbe très beau travail je regrette pas de t'avoir fait confiance tu fais honneur au forum
Cordialement Jean Noel
Superbe très beau travail je regrette pas de t'avoir fait confiance tu fais honneur au forum
Cordialement Jean Noel

Admin- Administrateur

- Messages : 1795
Date d'inscription : 03/07/2010
Merci Papynano, allez, j'en met encore qu'equ'zunes pour la route!
Tasson74 Jeu 15 Juil 2010, 18:22
salut PapyNano,
Merci pour l'appréciation, ça fait toujours plaisir. J'avoue que je m'applique et je réfléchi avant de tourner les manivelles.
Allez je résiste pas à vous présenter une p'tite dernière réalisée en fraiseuse tradi uniquement: queue d'aronde, poche (les 2 dimensions en H7, la profondeur à 0/+0.05) et crémaillère (pièce en FGL200), et puis son p'tit pignon qui va avec , en bronze, parce que c'est joli le bronze.
A noter que le taillage d'engrenages n'est pas au programme de formation (Meuh!) .
Mais comme dit mon père (ajusteur-outilleur, 84 ans, et un sacré bon aux machines): "un fraiseur qui sait pas tailler de pignon, c'est pas un fraiseur, c'est un br..leur" .
Alors j'ai regardé dans mes bouquins (2 ans que j'écume priceministère, ebay et autre) et j'me suis lancé.
Quelques avis/conseils du prof quand même (+ taxage d'un p'tit morceau de bronze) et hop, c'est parti...et c'est bien arrivé.
Je préviens de suite les "puristes" que la crémaillère,comme l'engrenage, tombe à 0.02 mm près du théorique, mesures au Pied Module ROCH! (donc ch'uis vachement content!).
Envoyez les Tophos:
vue d'une face:

Vue côté poche (j'ai pas emplafonné aucune des faces):
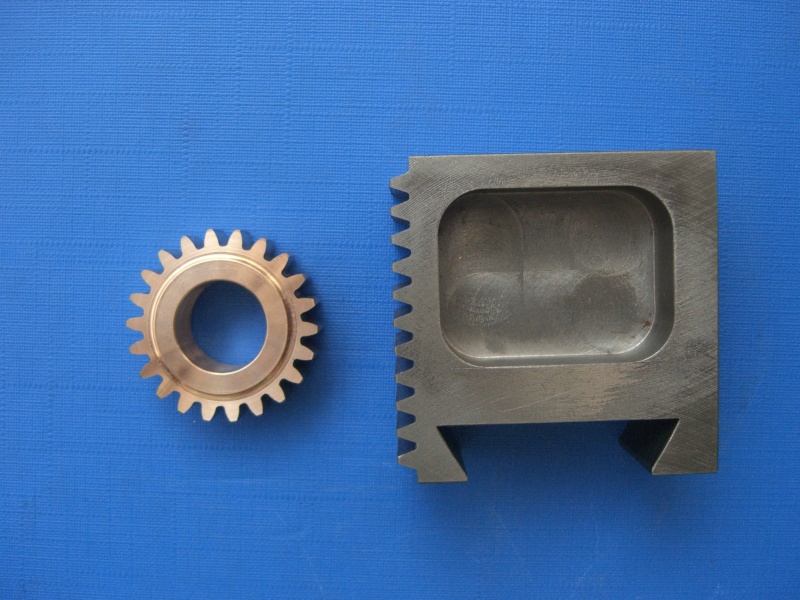
Et pis une ch'tite vue de l'un sur l'autre pour l'esthétique:

voilà, voilà
Salutatous
Tasson74
Merci pour l'appréciation, ça fait toujours plaisir. J'avoue que je m'applique et je réfléchi avant de tourner les manivelles.
Allez je résiste pas à vous présenter une p'tite dernière réalisée en fraiseuse tradi uniquement: queue d'aronde, poche (les 2 dimensions en H7, la profondeur à 0/+0.05) et crémaillère (pièce en FGL200), et puis son p'tit pignon qui va avec , en bronze, parce que c'est joli le bronze.
A noter que le taillage d'engrenages n'est pas au programme de formation (Meuh!) .
Mais comme dit mon père (ajusteur-outilleur, 84 ans, et un sacré bon aux machines): "un fraiseur qui sait pas tailler de pignon, c'est pas un fraiseur, c'est un br..leur" .
Alors j'ai regardé dans mes bouquins (2 ans que j'écume priceministère, ebay et autre) et j'me suis lancé.
Quelques avis/conseils du prof quand même (+ taxage d'un p'tit morceau de bronze) et hop, c'est parti...et c'est bien arrivé.
Je préviens de suite les "puristes" que la crémaillère,comme l'engrenage, tombe à 0.02 mm près du théorique, mesures au Pied Module ROCH! (donc ch'uis vachement content!).
Envoyez les Tophos:
vue d'une face:
Vue côté poche (j'ai pas emplafonné aucune des faces):
Et pis une ch'tite vue de l'un sur l'autre pour l'esthétique:
voilà, voilà
Salutatous
Tasson74
Tasson74- Membre confirmé
- Messages : 12
Date d'inscription : 12/07/2010
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
xav58 Jeu 15 Juil 2010, 18:31
salut
tres jolie boulot !!
tu aurais pas du mettre les photos ........ si quentin tombe dessus
t es foutu ..... !!!
amicalement
tres jolie boulot !!
tu aurais pas du mettre les photos ........ si quentin tombe dessus
t es foutu ..... !!!
amicalement

xav58- Passionné

- Messages : 179
Date d'inscription : 10/07/2010
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
Admin Jeu 15 Juil 2010, 19:42
Bonjour
Super beau tu te débrouille comme un chef
Cordialement Jean Noel
Super beau tu te débrouille comme un chef
Cordialement Jean Noel
Admin- Administrateur
- Messages : 1795
Date d'inscription : 03/07/2010
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
Vapomill Jeu 15 Juil 2010, 20:42

Bravo Tasson!
A bientôt les amis!
Cordialement, Bertrand.
_________________
Savoir, c'est bien. Apprendre, c'est mieux. Partager, c'est vivre!

Vapomill- Chevronné
- Messages : 256
Date d'inscription : 15/07/2010
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
quentin91800 Ven 16 Juil 2010, 00:19
xav58 a écrit:salut
tres jolie boulot !!
tu aurais pas du mettre les photos ........ si quentin tombe dessus
t es foutu ..... !!!
amicalement
Quoi quentin qu'es qui la quentin ?
 (moi je vous les sucre et je les garde pour moi
(moi je vous les sucre et je les garde pour moi  )
)Alors là chapeau surtout la dernière photo, c'est superbe !

quentin91800- Chevronné
- Messages : 407
Date d'inscription : 09/07/2010
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
brise-copeaux Ven 16 Juil 2010, 21:08
Bonsoir.
Salut Tasson!
Joli Joli...que c'est Bôooo!!!!!!!!!!.
Franchement j'aurai à t'embaucher juste après tes formations je te prend tout de suite comme P2 maxi tu les vos bien.
Bon je ne sais pas si sais toujours comme cela les qualifications professionnels.
C'est pas pour te ciré les pompes, mais c'est du très beau boulot, surement que papa doit te donner de bons conseils.
Cdlt @ +
Salut Tasson!
Joli Joli...que c'est Bôooo!!!!!!!!!!.
Franchement j'aurai à t'embaucher juste après tes formations je te prend tout de suite comme P2 maxi tu les vos bien.
Bon je ne sais pas si sais toujours comme cela les qualifications professionnels.
C'est pas pour te ciré les pompes, mais c'est du très beau boulot, surement que papa doit te donner de bons conseils.
Cdlt @ +
_________________
Chez vous, vous avez l'heure chez nous , on a le temps-------proverbe africain----

brise-copeaux- Chevronné
- Messages : 1345
Date d'inscription : 10/07/2010
Merci pour vos commentaires et appréciations!
Tasson74 Sam 17 Juil 2010, 14:35
Salutatous,
encore merci pour vos appréciations. Il faut noter que ce sont des réalisations/usinages en cours de formations. Donc je m'applique un max, et je prend le temps au préalable d'étudier le plan et de définir la gamme d'usinage.
Merci pour la qualif P2, Brise-copeaux! On a eu un exercice d'usinage qui correspondait à un "essai P2": 2 pièces, une avec queue d'aronde femelle, l'autre avec la queue d'aronde mâle...et au milieu de tout ça un joli 20H8. But du jeu: un tampon de 20 doit traverser avant et après retournement d'une des 2 pièces...Bin j'ai réussi... (si vous voulez, je pourrais mettre les photos)
Je termine ma formation le 17 septembre: j'espère qu'un futur employeur appréciera pareillement mes pièces!
Merci aussi à Xav et Quentin.
J'espère plus tard avoir un peu de temps pour utiliser enfin pleinement mes machines et pouvoir faire des assemblages comme c-phili, avec quelques photos de progressions d'usinages. J'en ai fait quelques une sur mes pièces AFPA, mais je sais pas si cela vaudrait le coup de mettre en ligne.
Dernier point, disons une "bouteille à la mer"... :
J'ai réussi à mettre en œuvre le mode Manual Guide i sur la fraiseuse CN Deckel Maho de l'AFPA. Elle a un pupitre Fanuc 32i. Jusque là on alignait des pages de codes en ISO, mais après avoir progressé un peu en mode Manual Guide i , faut reconnaître que programmer une poche, un détourage ou un chanfreinage , c'est quand même plus facile!
Alors certes pour cela j'ai décortiqué un gros pavé de papiers, mais si un de vous à des cours, ou présentations, ou trucs et astuces, alors n'hésitez pas à m'envoyer un MP...parce que mise à part une vidéo/tutorial en Chinois (je plaisante pas), j'ai rien trouvé sur le Net (mais quand je dis rien, c'est rien).
Donc à votre bon cœur M'sieurs/dames!
Salutatous, par Toutatis
Tasson74
encore merci pour vos appréciations. Il faut noter que ce sont des réalisations/usinages en cours de formations. Donc je m'applique un max, et je prend le temps au préalable d'étudier le plan et de définir la gamme d'usinage.
Merci pour la qualif P2, Brise-copeaux! On a eu un exercice d'usinage qui correspondait à un "essai P2": 2 pièces, une avec queue d'aronde femelle, l'autre avec la queue d'aronde mâle...et au milieu de tout ça un joli 20H8. But du jeu: un tampon de 20 doit traverser avant et après retournement d'une des 2 pièces...Bin j'ai réussi... (si vous voulez, je pourrais mettre les photos)
Je termine ma formation le 17 septembre: j'espère qu'un futur employeur appréciera pareillement mes pièces!
Merci aussi à Xav et Quentin.
J'espère plus tard avoir un peu de temps pour utiliser enfin pleinement mes machines et pouvoir faire des assemblages comme c-phili, avec quelques photos de progressions d'usinages. J'en ai fait quelques une sur mes pièces AFPA, mais je sais pas si cela vaudrait le coup de mettre en ligne.
Dernier point, disons une "bouteille à la mer"... :
J'ai réussi à mettre en œuvre le mode Manual Guide i sur la fraiseuse CN Deckel Maho de l'AFPA. Elle a un pupitre Fanuc 32i. Jusque là on alignait des pages de codes en ISO, mais après avoir progressé un peu en mode Manual Guide i , faut reconnaître que programmer une poche, un détourage ou un chanfreinage , c'est quand même plus facile!
Alors certes pour cela j'ai décortiqué un gros pavé de papiers, mais si un de vous à des cours, ou présentations, ou trucs et astuces, alors n'hésitez pas à m'envoyer un MP...parce que mise à part une vidéo/tutorial en Chinois (je plaisante pas), j'ai rien trouvé sur le Net (mais quand je dis rien, c'est rien).
Donc à votre bon cœur M'sieurs/dames!
Salutatous, par Toutatis
Tasson74
Tasson74- Membre confirmé
- Messages : 12
Date d'inscription : 12/07/2010
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
vogele Sam 17 Juil 2010, 21:33
Bonsoir Tasson74,
Et tous les autres aussi,
Je pense que l'ont à trouvé un deuxième cphilli
Belles réalisations
@+ Didier
Et tous les autres aussi,
Je pense que l'ont à trouvé un deuxième cphilli
Belles réalisations
@+ Didier

vogele- Passionné
- Messages : 69
Date d'inscription : 08/07/2010
Re: Bon, bin on fait comme là-bas, on se présente (ici?), on dit bonjour, pis tout ça!
Contenu sponsorisé
Contenu sponsorisé
Page 2 sur 3 • 1, 2, 3
» bonjour, je me presente
» Bonjour , je me présente.
» Nouvel arrivant, pas tout à fait inconnu
» Bonjour à tous (ou bien "Salut c't'équipe" comme on dit par ici ^^)
» bonjour je me présente
» Bonjour , je me présente.
» Nouvel arrivant, pas tout à fait inconnu
» Bonjour à tous (ou bien "Salut c't'équipe" comme on dit par ici ^^)
» bonjour je me présente
Page 2 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum