
Contrepointe mobile pour tourner cône
+2
charly 57
myford
6 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Contrepointe mobile pour tourner cône
helvetdulac Lun 15 Fév 2016, 15:35
Bonjour à tous,
Je continue à modifier mon matériel pour me faciliter la tâche. J'avais récupéré 2 porte-burin double que je ne pensais pas pouvoir utiliser quand, n'ayant pas encore pu poser une goupille conique pour marquer le 0 sur le chariot de mon tour, ayant besoin de tourner des tasseaux cône morse, j'ai envisagé de modifier une des coulisses des portes-burins pour me faire une contrepointe mobile utilisable tant sur mon tour que avec le diviseur de la fraiseur
Vue des 2 portes-outils avec la coulisse récupérée pour nouvelle utilisation.

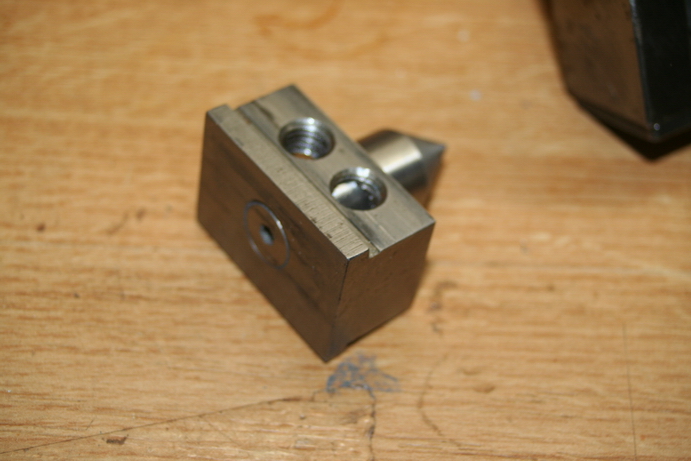
socle avec la queue fixée dans la contre-pince avec sa glissière pour le chariot contrepointe et sa vis micrométrique pour le déplacement transversal.

coulisseau transversal avec une contrepointe fixée.
coulisseau transversal avec la contrepointe en position alignement normal.

coulisseau transversal avec la contrepointe en position décentrée maximum (8 mm).
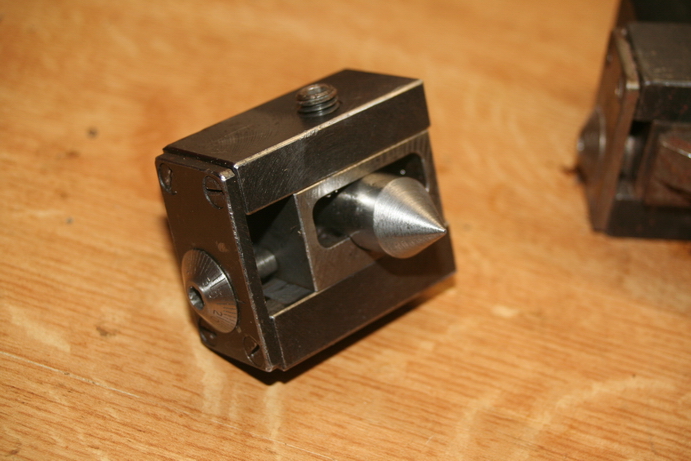
montage sur le tour pour le tournage d'un cône morse N° 2 avec le chariot réglé à 0.

vue arrière du socle avec la queue diamètre 15 pour fixation dans pince w20 de la contre-pince

montage du dispositif dans la contre-pince du tour.

quand j'aurai fait la contre-pointe pour le diviseur, je ferai un essai
A+
Je continue à modifier mon matériel pour me faciliter la tâche. J'avais récupéré 2 porte-burin double que je ne pensais pas pouvoir utiliser quand, n'ayant pas encore pu poser une goupille conique pour marquer le 0 sur le chariot de mon tour, ayant besoin de tourner des tasseaux cône morse, j'ai envisagé de modifier une des coulisses des portes-burins pour me faire une contrepointe mobile utilisable tant sur mon tour que avec le diviseur de la fraiseur
Vue des 2 portes-outils avec la coulisse récupérée pour nouvelle utilisation.
socle avec la queue fixée dans la contre-pince avec sa glissière pour le chariot contrepointe et sa vis micrométrique pour le déplacement transversal.
coulisseau transversal avec une contrepointe fixée.
coulisseau transversal avec la contrepointe en position alignement normal.
coulisseau transversal avec la contrepointe en position décentrée maximum (8 mm).
montage sur le tour pour le tournage d'un cône morse N° 2 avec le chariot réglé à 0.
vue arrière du socle avec la queue diamètre 15 pour fixation dans pince w20 de la contre-pince
montage du dispositif dans la contre-pince du tour.
quand j'aurai fait la contre-pointe pour le diviseur, je ferai un essai
A+
helvetdulac- Membre confirmé

- Messages : 42
Date d'inscription : 15/06/2013
Re: Contrepointe mobile pour tourner cône
myford Lun 15 Fév 2016, 21:17
Salut
Belle réalisation.
Si on posséde un appareil à aléser, on peut l'utiliser dans le but pareil.
Amicalement
Belle réalisation.
Si on posséde un appareil à aléser, on peut l'utiliser dans le but pareil.
Amicalement
myford- Passionné

- Messages : 82
Date d'inscription : 03/09/2011
Re: Contrepointe mobile pour tourner cône
charly 57 Mar 16 Fév 2016, 09:57
Bonjour
Beau montage
Il faut veiller à ce que ta contre pointe réglable soit bien horizontale sinon ton cone sera concave au lieu d'avoir un cône.
Cordialement
Beau montage
Il faut veiller à ce que ta contre pointe réglable soit bien horizontale sinon ton cone sera concave au lieu d'avoir un cône.
Cordialement
charly 57- Chevronné

- Messages : 442
Date d'inscription : 30/09/2010
Re: Contrepointe mobile pour tourner cône
jac32 Mar 16 Fév 2016, 10:58
Belle réalisation.
L'idée est bonne, mais ça servait à quoi à la base un porte burin ?
L'idée est bonne, mais ça servait à quoi à la base un porte burin ?
jac32- Membre confirmé
- Messages : 29
Date d'inscription : 12/05/2015
Re: Contrepointe mobile pour tourner cône
helvetdulac Mar 16 Fév 2016, 11:49
bonjour Jack,
sur des tours avec contre-pince à tourelle multiple, on monte ce genre d'outillage équipé en général de 2 outils réglables dans toutes les positions et qui viennent effectuer une partie du tournage de la pièce serrée dans le mandrin à chaque rotation de la tourelle.
sur des tours avec contre-pince à tourelle multiple, on monte ce genre d'outillage équipé en général de 2 outils réglables dans toutes les positions et qui viennent effectuer une partie du tournage de la pièce serrée dans le mandrin à chaque rotation de la tourelle.
helvetdulac- Membre confirmé
- Messages : 42
Date d'inscription : 15/06/2013
Re: Contrepointe mobile pour tourner cône
jac32 Mer 17 Fév 2016, 10:14
Merci pour ta réponse,
Tu dois parler de tours "semi automatiques", comme on les appelait. Je me souviens à présent de ces tours quand je passais mon CAP à l'aérospatiale, quand il y avait encore toutes les anciennes machine traditionnelles. Je vais essayer de me trouver un de ces porte burin d'occase car ton idée me plait énormément.
Tu dois parler de tours "semi automatiques", comme on les appelait. Je me souviens à présent de ces tours quand je passais mon CAP à l'aérospatiale, quand il y avait encore toutes les anciennes machine traditionnelles. Je vais essayer de me trouver un de ces porte burin d'occase car ton idée me plait énormément.
jac32- Membre confirmé
- Messages : 29
Date d'inscription : 12/05/2015
contrepointe tourelle 6 positions
helvetdulac Mer 17 Fév 2016, 20:01
Bonjour Jack 32,
Tu as une certaine chance, comme nous sommes en EJP, je suis condamné au chômage technique, alors j'ai ressorti la contre-pointe avec tourelle 6 positions de mon tour d'outilleur pour te montrer plus clairement l'utilisation des porte-outils doubles.
Même sur un petit tour d'établi sans vis-mère, il existait au "siècle dernier", des dispositifs d'usinage parfaitement précis.
Une contre-pince à tourelle rotative 6 positions se fixe sur le banc, le levier rotatif à 4 branches permet le déplacement de l'ensemble, sur la face arrière, 6 vis m8x1 permettent de régler très précisément, l'avance de la contre-pince vers la broche avec la pièce à usiner.
Vue complète de la contre-pince avec tourelle multiple

vis de réglage de l'avance des outils.

la tourelle rotative comporte 6 alésages diamètre 20 mm pour fixer différents outils, porte-pince divers, tête de taraudage ou filetage et porte burin double tourelle avec différents support .


A chaque manoeuvre de recul, la tourelle rotative s'indexe de 60°et permet, avec la rotation du levier de commande d'exécuter une opération d'usinage.
dans le cas d'une pièce de diamètre inférieur à 15mm, l'utilisation d'une pince permet de travailler en barre avec une butée pour régler l'avance de la matière, un chariot transversal avec un burin de tronçonnage est nécessaire.

J'espère que ces quelques photos t'expliquerons le type de fonctionnement
A+
Tu as une certaine chance, comme nous sommes en EJP, je suis condamné au chômage technique, alors j'ai ressorti la contre-pointe avec tourelle 6 positions de mon tour d'outilleur pour te montrer plus clairement l'utilisation des porte-outils doubles.
Même sur un petit tour d'établi sans vis-mère, il existait au "siècle dernier", des dispositifs d'usinage parfaitement précis.
Une contre-pince à tourelle rotative 6 positions se fixe sur le banc, le levier rotatif à 4 branches permet le déplacement de l'ensemble, sur la face arrière, 6 vis m8x1 permettent de régler très précisément, l'avance de la contre-pince vers la broche avec la pièce à usiner.
Vue complète de la contre-pince avec tourelle multiple
vis de réglage de l'avance des outils.
la tourelle rotative comporte 6 alésages diamètre 20 mm pour fixer différents outils, porte-pince divers, tête de taraudage ou filetage et porte burin double tourelle avec différents support .
A chaque manoeuvre de recul, la tourelle rotative s'indexe de 60°et permet, avec la rotation du levier de commande d'exécuter une opération d'usinage.
dans le cas d'une pièce de diamètre inférieur à 15mm, l'utilisation d'une pince permet de travailler en barre avec une butée pour régler l'avance de la matière, un chariot transversal avec un burin de tronçonnage est nécessaire.
J'espère que ces quelques photos t'expliquerons le type de fonctionnement
A+
helvetdulac- Membre confirmé
- Messages : 42
Date d'inscription : 15/06/2013
Re: Contrepointe mobile pour tourner cône
Okapi Ven 19 Fév 2016, 09:58
myford a écrit:Salut
Belle réalisation.
Si on posséde un appareil à aléser, on peut l'utiliser dans le but pareil.
Amicalement
C'est très simple à monter une bidouille sur roulements à bille pour faire cela avec une tête d'alésage pour le chariot montré à queue de 20 par exemple, question horizontalité il suffit de vérifier le niveau mais un angle de 5° ne donne qu'un écart très faible sur la longueur d'un CM2.
L'avantage du système montré est que l'on peut faire un outil définitif quand on a assez de matériel.
Okapi- Chevronné
- Messages : 684
Date d'inscription : 26/08/2013
Re: Contrepointe mobile pour tourner cône
jac32 Ven 19 Fév 2016, 14:43
merci pour tes photos Helvetdulac
Que de souvenir, je ne savais pas que des tours "semi-aito" existaient en version d'établi. Tu as une belle petite machine.
Que de souvenir, je ne savais pas que des tours "semi-aito" existaient en version d'établi. Tu as une belle petite machine.
jac32- Membre confirmé
- Messages : 29
Date d'inscription : 12/05/2015
Re: Contrepointe mobile pour tourner cône
jac32 Ven 19 Fév 2016, 14:46
Je vous prie de bien vouloir m'excuser pour les fautes de frappe du dernier message..
jac32- Membre confirmé
- Messages : 29
Date d'inscription : 12/05/2015
Page 1 sur 2 • 1, 2
» Porte filière pour contrepointe / Suiveur de taraud: quel acier
» Cône pour moteur à poudre
» Chariot a tourner spherique Schaublin type 102.53 pour 102, 102VM, 120, 120 VM
» Pour ce rouler un cone
» Appareil ultra-precis pour tourner des cones a faible pente
» Cône pour moteur à poudre
» Chariot a tourner spherique Schaublin type 102.53 pour 102, 102VM, 120, 120 VM
» Pour ce rouler un cone
» Appareil ultra-precis pour tourner des cones a faible pente
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum