
Machine à Tailler
5 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Machine à Tailler
Invité Mar 01 Fév 2011, 14:49
Bonjour à Toutes et Tous
Salut René.
Je me décide à inaugurer cette rubrique
Ensurfant sur les sites anglais , j'ai vu un reportage sur la fabrication d'une pendule.
Ce qui m'a interpellé , c'est la machine à tailler , en photos ci-dessous.
Sur le coup , j'ai cru à un assemblage à partir de profilés Norcan . Ensuite , j'ai vu
que c'était un tour TAIG !
Tout ceci , pour dire , que depuis des années que j'entend parler de l'hyper précision
de l'horlogerie , ça m'a fait sourire
A noter que l'utilisateur de la machine n'est pas un rigolo et qu'il fait du beau boulot.
J'ai apprécié le secteur de blocage du disque à trous. Disque réalisé par l'utilisateur de
la machine. Lorsque l'on se dit que : dessin du disque en CAO , imprimante ( étirement du papier), collage sur la plaque d'alu ( re déformation ), pointage des trous ( marteau ,pointeau ...) , perçage avec la perceuse de Bric..., installation sur la poupée , jeu dans le tour , porte à faux , Fly cutter ,
etc.....et pourtant l'horloge fonctionne bien.
Bravo à Lui.
cb


Salut René.
Je me décide à inaugurer cette rubrique
Ensurfant sur les sites anglais , j'ai vu un reportage sur la fabrication d'une pendule.
Ce qui m'a interpellé , c'est la machine à tailler , en photos ci-dessous.
Sur le coup , j'ai cru à un assemblage à partir de profilés Norcan . Ensuite , j'ai vu
que c'était un tour TAIG !
Tout ceci , pour dire , que depuis des années que j'entend parler de l'hyper précision
de l'horlogerie , ça m'a fait sourire
A noter que l'utilisateur de la machine n'est pas un rigolo et qu'il fait du beau boulot.
J'ai apprécié le secteur de blocage du disque à trous. Disque réalisé par l'utilisateur de
la machine. Lorsque l'on se dit que : dessin du disque en CAO , imprimante ( étirement du papier), collage sur la plaque d'alu ( re déformation ), pointage des trous ( marteau ,pointeau ...) , perçage avec la perceuse de Bric..., installation sur la poupée , jeu dans le tour , porte à faux , Fly cutter ,
etc.....et pourtant l'horloge fonctionne bien.
Bravo à Lui.
cb
Invité- Invité
Re: Machine à Tailler
Admin Mar 01 Fév 2011, 16:45
Bonjour à tous
Super ton reportage Claude,ça peut donner pas mal d'idées pour les modélistes ce genre de diviseur personnellement j'en prend note.Merci beaucoup.
Super ton reportage Claude,ça peut donner pas mal d'idées pour les modélistes ce genre de diviseur personnellement j'en prend note.Merci beaucoup.

Admin- Administrateur

- Messages : 1795
Date d'inscription : 02/07/2010
Re: Machine à Tailler
Invité Mar 01 Fév 2011, 17:56
Bonsoir Jean Noel
J'espère que tu te porte bien .
En ce qui concerne cette histoire , l'auteur s'appelle Allan Wolff .
Qu'il soit remercié
Je vous joins , d'une part les fly cutter ( fraises modules 0.8 , réalisées
par l'auteur ) et le résultat du travail.
Aussi le lien.
http://mb.nawcc.org/showthread.php?t=67822
claude



J'espère que tu te porte bien .
En ce qui concerne cette histoire , l'auteur s'appelle Allan Wolff .
Qu'il soit remercié
Je vous joins , d'une part les fly cutter ( fraises modules 0.8 , réalisées
par l'auteur ) et le résultat du travail.
Aussi le lien.
http://mb.nawcc.org/showthread.php?t=67822
claude
Invité- Invité
Re: Machine à Tailler
Invité Mer 02 Fév 2011, 14:40
Bonjour
Du coup , je me suis repenché sur mon projet , de machine à tailler
les rouages d'horlogerie. Avec mes ingrédients , j'ai commencé à faire
les dessins . Tout ça , pour voir la meillleure configuration pour moi.
Donc , le 1er dessin , le plateau diviseur :
Ø 292 mm.
2116 trous de Ø 3mm
Série de : 58-59-70-74-75-76-78-80-84-90-92-96-100-10-108
112-114-120-124-128-132- et 144 trous !!!!!
Epaisseur 6 mm. Ce sont des divisions typiquement pour les rouages
d'horlogerie. Mon plateau , a été fait en numérique.
cb
Du coup , je me suis repenché sur mon projet , de machine à tailler
les rouages d'horlogerie. Avec mes ingrédients , j'ai commencé à faire
les dessins . Tout ça , pour voir la meillleure configuration pour moi.
Donc , le 1er dessin , le plateau diviseur :
Ø 292 mm.
2116 trous de Ø 3mm
Série de : 58-59-70-74-75-76-78-80-84-90-92-96-100-10-108
112-114-120-124-128-132- et 144 trous !!!!!
Epaisseur 6 mm. Ce sont des divisions typiquement pour les rouages
d'horlogerie. Mon plateau , a été fait en numérique.
cb
Invité- Invité
Re: Machine à Tailler
Lil Mer 02 Fév 2011, 15:20
Bonjour Claude 
Comme dit Jean-Noël, c'est un magnifique reportage.
Ces tours miniatures sont absolument superbes.
Je suis sidérée par la qualité de la réalisation de pièces aussi petites.
Notre ami Sulren pourrait être très intéressé par ton sujet.
Amitiés
Comme dit Jean-Noël, c'est un magnifique reportage.
Ces tours miniatures sont absolument superbes.
Je suis sidérée par la qualité de la réalisation de pièces aussi petites.
Notre ami Sulren pourrait être très intéressé par ton sujet.
Amitiés
_________________

Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: Machine à Tailler
SULREN Jeu 03 Fév 2011, 10:14
Bonjour à tous,
Bonjour Claude et Lil,
Merci pour ce reportage très intéressant et désolé de n'intervenir que tardivement.
La réalisation de Allan Wolff est très belle, très miniaturisée et aussi parfaitement opérationnelle. Comme je réalise moi-même mes petits machines, les réalisations des autres m'intéressent vivement. Il va même jusqu'à réaliser ses fraises module. Perso j'ai acheté plusieurs jeux de 8 fraises en développante de cercle. Je n'ai pas encore le jeu de fraises Technoli pour les engrenages ogivaux.
Par contre je ne chercherai pas à m'inspirer de sa machine, tout simplement parce que j'ai déjà réalisé ma petite machine multifonctions qui couvre tous mes besoins (c'est normal, je l'ai créée pour moi). Elle est faite à partir d'une poupée de tour Emco Unimat et de queues d'aronde en acier récupérées auprès de JKL (un membre de Usinages qui a été banni). C'est une machine entièrement en acier et laiton. Elle est petite mais bien plus lourde que celle de Allan. Je peux encore la porter pour la déplacer mais je risque vraiment le tour de reins.
En gros elle fait:
- Tour de modéliste: avec différents mandrins et plateaux sur la poupée fixe, contre poupée désaxable et qui peut porter toutes sortes de mandrins et porte outils, chariot transversal, chariot de tournage conique, équerre de fraisage-perçage, filetage avec lyre d'engrenages (pas encore réalisée), poulies de changement de vitesses, plus quelques accessoires (comparateur intégré au transversal, etc).
- Tour horloger pour pendulerie: avec chariot (rest tool) de tournage à main, contre poupée de travail horloger, porte pinces, grande hauteur de pointes. Elle permettra le petit travail horloger entre pointes, le replantage de pivots, le polissage de pivots, etc.
- Machine à tailler les engrenages: avec équerre de fraisage et diviseur à vis sans fin, tangente sur roue de 100 dents (que je préfère au plateau à trous). Afin d'assurer une parfaite concentricité, l'ébauche à tailler reste montée sur le même porte pièce et sur la même broche pour toutes les opérations: tournage extérieur, alésage du trou central, taillage des dents.
- Perceuse de précision 3 axes avec broche allant jusqu'à 22 000 tr/mn (surtout pour les micro forets carbure)
- Fraiseuse: fonction pas encore terminée, mais je fraise déjà avec l'équerre de fraisage, que je considère comme un ersatz.
- Petits travaux de rectification: tête de rectification pas encore réalisée.
J'en donnerai un reportage dès que j'aurais peint son socle et pu installer un petit studio photo autour d'elle. En réalité je pensais créer un site Internet et y présenter cette réalisation, entre autres choses. Mais il y a tellement de choses à faire.......
Bonjour Claude et Lil,
Merci pour ce reportage très intéressant et désolé de n'intervenir que tardivement.
La réalisation de Allan Wolff est très belle, très miniaturisée et aussi parfaitement opérationnelle. Comme je réalise moi-même mes petits machines, les réalisations des autres m'intéressent vivement. Il va même jusqu'à réaliser ses fraises module. Perso j'ai acheté plusieurs jeux de 8 fraises en développante de cercle. Je n'ai pas encore le jeu de fraises Technoli pour les engrenages ogivaux.
Par contre je ne chercherai pas à m'inspirer de sa machine, tout simplement parce que j'ai déjà réalisé ma petite machine multifonctions qui couvre tous mes besoins (c'est normal, je l'ai créée pour moi). Elle est faite à partir d'une poupée de tour Emco Unimat et de queues d'aronde en acier récupérées auprès de JKL (un membre de Usinages qui a été banni). C'est une machine entièrement en acier et laiton. Elle est petite mais bien plus lourde que celle de Allan. Je peux encore la porter pour la déplacer mais je risque vraiment le tour de reins.
En gros elle fait:
- Tour de modéliste: avec différents mandrins et plateaux sur la poupée fixe, contre poupée désaxable et qui peut porter toutes sortes de mandrins et porte outils, chariot transversal, chariot de tournage conique, équerre de fraisage-perçage, filetage avec lyre d'engrenages (pas encore réalisée), poulies de changement de vitesses, plus quelques accessoires (comparateur intégré au transversal, etc).
- Tour horloger pour pendulerie: avec chariot (rest tool) de tournage à main, contre poupée de travail horloger, porte pinces, grande hauteur de pointes. Elle permettra le petit travail horloger entre pointes, le replantage de pivots, le polissage de pivots, etc.
- Machine à tailler les engrenages: avec équerre de fraisage et diviseur à vis sans fin, tangente sur roue de 100 dents (que je préfère au plateau à trous). Afin d'assurer une parfaite concentricité, l'ébauche à tailler reste montée sur le même porte pièce et sur la même broche pour toutes les opérations: tournage extérieur, alésage du trou central, taillage des dents.
- Perceuse de précision 3 axes avec broche allant jusqu'à 22 000 tr/mn (surtout pour les micro forets carbure)
- Fraiseuse: fonction pas encore terminée, mais je fraise déjà avec l'équerre de fraisage, que je considère comme un ersatz.
- Petits travaux de rectification: tête de rectification pas encore réalisée.
J'en donnerai un reportage dès que j'aurais peint son socle et pu installer un petit studio photo autour d'elle. En réalité je pensais créer un site Internet et y présenter cette réalisation, entre autres choses. Mais il y a tellement de choses à faire.......
Dernière édition par SULREN le Mar 08 Fév 2011, 16:40, édité 1 fois

SULREN- Chevronné

- Messages : 260
Date d'inscription : 24/07/2010
Re: Machine à Tailler
Lil Jeu 03 Fév 2011, 10:39
Bonjour Sulren

Amitiés
J'aimais bien JKL, en dépit de son caractère quelque peu entier certaines fois. C'est une personne de grande valeur.SULREN a écrit:
.../...
récupérées auprès de JKL (un membre de Usinages qui a été banni).
Bon alors les pinceaux et la peinture sont dans le placard, la peinture aura le temps de sécher cet après-midi, les photos ce soir et demain matin le reportage est sur Passion-Usinages , voilà, voilàSULREN a écrit:J'en donnerai un reportage dès que j'aurais peint son socle et pu installer un petit studio photo autour d'elle. En réalité je pensais créer un site Internet et y présenter cette réalisation, entre autres choses. Mais il y a tellement de choses à faire.......
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: Machine à Tailler
SULREN Mar 08 Fév 2011, 15:58
Bonjour à tous,
Bonjour Lil. Tu as dit :
En ce qui concerne JKL, je ne veux pas dire ici tout le bien que j’en pense, car nous nous sommes rencontrés et nous restons en contact. On pourrait donc dire que mon avis est complaisant. J’espère qu’il reviendra sur nos forums … et tans pis s’il ronchonne un peu de temps en temps.
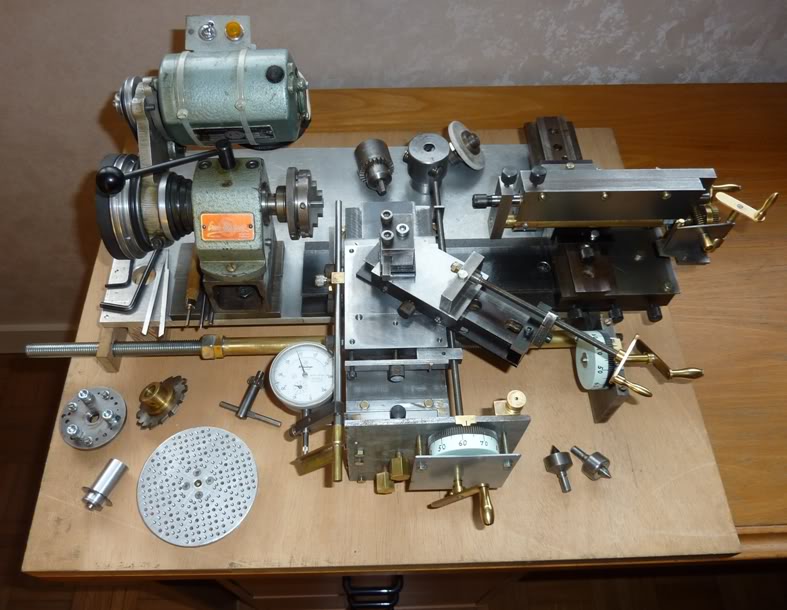
Voici la petite bécane que j’ai bricolée avec les queues d’aronde récupérées chez lui, une poupée d'Unimat SL, des profilés du commerce et des bouts de ferraille.
J’ai acheté ce petit Unimat SL d’occasion en 1970. C’est une petite machine qui a une broche de qualité mais un banc nullissime. Très vite j’ai viré son banc et j’en ai construit un nouveau pour faire une machine acceptable. Ces derniers temps j’ai construit une autre machine et la poupée de l’Unimat s’est retrouvée au chômage. J’ai pensé en faire une petite perceuse de précision sur chariots 3 axes.
Mais l’été dernier, quand j'ai eu les queues d'aronde, l’idée m’est venue de redonner vie à cet Unimat car c'est un vieux compagnon, que j'aime beaucoup et dont je ne me séparerai jamais.
J’en ai fait une petite machine multifonctions, pas encore terminée : il manque le système et les engrenages de filetage, la configuration fraiseuse (je ne considère par l’équerre de fraisage comme une vraie fonction fraiseuse) et bien d’autres idées qui me trottent en tête.
Voici à titre d’exemples quelques fonctions :
TRAVAUX DE PETITE MECANIQUE
La fixation de la vis mère n'est pas encore définitive à une extrémité. Elle le sera quand j'aurai fait la tête de cheval pour le filetage.
Les queues d’aronde des bancs et chariots sont en acier et montées avec lardons de réglage. Cela donne à cette petite machine une bonne rigidité malgré sa taille. Je peux tourner sans problèmes de l’acier mi-dur et tourner des ébauches qui ont des profils réputés générer des vibrations (profil hexagonal, tige filetée). Sur chaque queue d’aronde de chariot il y a un bouton moleté permettant de bloquer le chariot sur le banc.
La poupée mobile peut être déplacée transversalement, soit pour être effacée quand elle ne sert pas dans du tournage entre pointes, ou pour faire du perçage décentré dur la pièce en mandrin.
Pour aligner les bancs, les poupées, etc, je dispose des outils standards de la métrologie et d'outils spécifiquement créés pour cette machine.
Perçage de trous dans une pièce en mandrin. Exemple : pour réaliser un plateau à trous.
Le foret est porté par la broche mobile de la contre poupée, elle-même étant verrouillée sur le banc. Le déplacement transversal de la contre poupée par rapport à son alignement sur l’axe de la broche du tour, sera bientôt contrôlée par un tambour micrométrique (celui montré posé sur le chariot transversal et qui provient également de JKL).

TRAVAUX TYPE HORLOGERIE
Ici petit tournage à main, entre pointes. C’est le chariot transversal qui porte la contre pointe. Il est bloqué sur sa glissière une fois que l’alignement des pointes a été fait.
Pour les petits travaux horlogers j’ai confectionné un porte pince d’horlogerie à monter sur le nez du tour et j’en ai un autre en chantier pour un autre jeu de pinces
Le chariot de tournage à main se clipse sur la queue d'aronde du banc sans avoir à retirer les autres chariots. En tournage à main il m’arrive de faire tourner la broche à la main grâce à un maneton qui se visse à l’arrière.
Reste à finir la configuration pour perçage de pivots aux micro-forets carbure (replantage de pivots), la configuration pour polissage de pivots au brunissoir (tour à pivoter) ou à la meule ultra-fine (petite rectifieuse).

TAILLAGE D’ENGRENAGES
Il ne s’agit que de taillage à la fraise module mais précis et pas bidouilleux comme j’en vois souvent. Il n’est pas question de tourner l’ébauche sur une broche et de la transporter ensuite sur le diviseur. C’est la broche du tour qui fait diviseur.
La pièce à tailler ne quitte ni son porte outil ni la broche depuis le stade ébauche jusqu’à la fin du taillage. Elle est tournée en configuration tour jusqu’à approcher à quelques centièmes du diamètre extérieur, puis alésée au centre. Ensuite je passe en configuration fraisage sans déposer la broche. Je finis l’usinage du diamètre extérieur de l’ébauche à la fraise module elle-même. Ce n’est pas orthodoxe mais cela me permet de positionner la fraise module au comparateur exactement sur le diamètre extérieur et cela m’évite donc d’avoir à faire le problématique «tangentage fraise sur ébauche» dont chacun sait qu’il n’est précis qu’à 1 , 2 ou 3/100. Ensuite je fais plonger la fraise de la quantité qu’il faut, toujours en lisant sur le comparateur. J’ai ainsi une profondeur de dent parfaitement exacte. Sur les tous petits modules (je fais du 0,3 par exemple) les centièmes d’écart sur la pénétration peuvent avoir des conséquences. Quand la roue est finie tout est parfaitement concentrique y compris le trou central.
Le diviseur est basée sur un couple roue de 100 dents et vis tangente. Roue et vis portent un tambour gradué en 100. Je n’ai pas le fameux problème de jeu de vis dont on entend souvent parler car le manoeuvre toujours la vis dans le même sens pour le compenser. De plus quand le positionnement est fini la broche ne peut plus bouger pendant le taillage parce que je la bloque avec le frein de broche que j’ai fabriqué. C’est un frein à mâchoires sans aucun jeu radial. Il ne crée aucun déplacement angulaire de la broche pendant que je le serre.

C'est avec cela que je taillerai les engrenages dont j'ai besoin pour les filetages.
AUTRES CONFIGURATIONS POSSIBLES
On verra une autre fois, après que le pot de peinture soit sorti du placard!
EDIT: Petits travaux faits il y a quelques jours pour adapter le canon d'une aiguille de pendule sur le moyeu de la roue des heures. Le moyeu a été tourné entre pointes pour être rendu cylindrique et le canon a été alésé à la mini-barre pour trous de 4mm.
IMAGE 1
IMAGE 2
IMAGE 3
Bonjour Lil. Tu as dit :
Le pot de peinture n'a pas quitté le placard mais j’avais le devoir de faire quelques photos pour répondre à ton souhait, fussent-elles de qualité médiocre.Bon alors les pinceaux et la peinture sont dans le placard, la peinture aura le temps de sécher cet après-midi, les photos ce soir et demain matin le reportage est sur Passion-Usinages , voilà, voilà
En ce qui concerne JKL, je ne veux pas dire ici tout le bien que j’en pense, car nous nous sommes rencontrés et nous restons en contact. On pourrait donc dire que mon avis est complaisant. J’espère qu’il reviendra sur nos forums … et tans pis s’il ronchonne un peu de temps en temps.
Voici la petite bécane que j’ai bricolée avec les queues d’aronde récupérées chez lui, une poupée d'Unimat SL, des profilés du commerce et des bouts de ferraille.
J’ai acheté ce petit Unimat SL d’occasion en 1970. C’est une petite machine qui a une broche de qualité mais un banc nullissime. Très vite j’ai viré son banc et j’en ai construit un nouveau pour faire une machine acceptable. Ces derniers temps j’ai construit une autre machine et la poupée de l’Unimat s’est retrouvée au chômage. J’ai pensé en faire une petite perceuse de précision sur chariots 3 axes.
Mais l’été dernier, quand j'ai eu les queues d'aronde, l’idée m’est venue de redonner vie à cet Unimat car c'est un vieux compagnon, que j'aime beaucoup et dont je ne me séparerai jamais.
J’en ai fait une petite machine multifonctions, pas encore terminée : il manque le système et les engrenages de filetage, la configuration fraiseuse (je ne considère par l’équerre de fraisage comme une vraie fonction fraiseuse) et bien d’autres idées qui me trottent en tête.
Voici à titre d’exemples quelques fonctions :
TRAVAUX DE PETITE MECANIQUE
La fixation de la vis mère n'est pas encore définitive à une extrémité. Elle le sera quand j'aurai fait la tête de cheval pour le filetage.
Les queues d’aronde des bancs et chariots sont en acier et montées avec lardons de réglage. Cela donne à cette petite machine une bonne rigidité malgré sa taille. Je peux tourner sans problèmes de l’acier mi-dur et tourner des ébauches qui ont des profils réputés générer des vibrations (profil hexagonal, tige filetée). Sur chaque queue d’aronde de chariot il y a un bouton moleté permettant de bloquer le chariot sur le banc.
La poupée mobile peut être déplacée transversalement, soit pour être effacée quand elle ne sert pas dans du tournage entre pointes, ou pour faire du perçage décentré dur la pièce en mandrin.
Pour aligner les bancs, les poupées, etc, je dispose des outils standards de la métrologie et d'outils spécifiquement créés pour cette machine.
Perçage de trous dans une pièce en mandrin. Exemple : pour réaliser un plateau à trous.
Le foret est porté par la broche mobile de la contre poupée, elle-même étant verrouillée sur le banc. Le déplacement transversal de la contre poupée par rapport à son alignement sur l’axe de la broche du tour, sera bientôt contrôlée par un tambour micrométrique (celui montré posé sur le chariot transversal et qui provient également de JKL).
TRAVAUX TYPE HORLOGERIE
Ici petit tournage à main, entre pointes. C’est le chariot transversal qui porte la contre pointe. Il est bloqué sur sa glissière une fois que l’alignement des pointes a été fait.
Pour les petits travaux horlogers j’ai confectionné un porte pince d’horlogerie à monter sur le nez du tour et j’en ai un autre en chantier pour un autre jeu de pinces
Le chariot de tournage à main se clipse sur la queue d'aronde du banc sans avoir à retirer les autres chariots. En tournage à main il m’arrive de faire tourner la broche à la main grâce à un maneton qui se visse à l’arrière.
Reste à finir la configuration pour perçage de pivots aux micro-forets carbure (replantage de pivots), la configuration pour polissage de pivots au brunissoir (tour à pivoter) ou à la meule ultra-fine (petite rectifieuse).
TAILLAGE D’ENGRENAGES
Il ne s’agit que de taillage à la fraise module mais précis et pas bidouilleux comme j’en vois souvent. Il n’est pas question de tourner l’ébauche sur une broche et de la transporter ensuite sur le diviseur. C’est la broche du tour qui fait diviseur.
La pièce à tailler ne quitte ni son porte outil ni la broche depuis le stade ébauche jusqu’à la fin du taillage. Elle est tournée en configuration tour jusqu’à approcher à quelques centièmes du diamètre extérieur, puis alésée au centre. Ensuite je passe en configuration fraisage sans déposer la broche. Je finis l’usinage du diamètre extérieur de l’ébauche à la fraise module elle-même. Ce n’est pas orthodoxe mais cela me permet de positionner la fraise module au comparateur exactement sur le diamètre extérieur et cela m’évite donc d’avoir à faire le problématique «tangentage fraise sur ébauche» dont chacun sait qu’il n’est précis qu’à 1 , 2 ou 3/100. Ensuite je fais plonger la fraise de la quantité qu’il faut, toujours en lisant sur le comparateur. J’ai ainsi une profondeur de dent parfaitement exacte. Sur les tous petits modules (je fais du 0,3 par exemple) les centièmes d’écart sur la pénétration peuvent avoir des conséquences. Quand la roue est finie tout est parfaitement concentrique y compris le trou central.
Le diviseur est basée sur un couple roue de 100 dents et vis tangente. Roue et vis portent un tambour gradué en 100. Je n’ai pas le fameux problème de jeu de vis dont on entend souvent parler car le manoeuvre toujours la vis dans le même sens pour le compenser. De plus quand le positionnement est fini la broche ne peut plus bouger pendant le taillage parce que je la bloque avec le frein de broche que j’ai fabriqué. C’est un frein à mâchoires sans aucun jeu radial. Il ne crée aucun déplacement angulaire de la broche pendant que je le serre.
C'est avec cela que je taillerai les engrenages dont j'ai besoin pour les filetages.
AUTRES CONFIGURATIONS POSSIBLES
On verra une autre fois, après que le pot de peinture soit sorti du placard!
EDIT: Petits travaux faits il y a quelques jours pour adapter le canon d'une aiguille de pendule sur le moyeu de la roue des heures. Le moyeu a été tourné entre pointes pour être rendu cylindrique et le canon a été alésé à la mini-barre pour trous de 4mm.
IMAGE 1
IMAGE 2
IMAGE 3
SULREN- Chevronné
- Messages : 260
Date d'inscription : 24/07/2010
Re: Machine à Tailler
Lil Mar 08 Fév 2011, 17:49
Hello Sulren ,
Simplement magnifique d'universalité.
Avec en plus, un banc rompu pour les pièces de gros Ø ...
J'adore les petites pointes tournantes.
J'ai peut-être quelque chose qui peut t'intéresser. Je t'envoie un MP.
Amitiés
,Simplement magnifique d'universalité.
Avec en plus, un banc rompu pour les pièces de gros Ø ...
J'adore les petites pointes tournantes.
J'ai peut-être quelque chose qui peut t'intéresser. Je t'envoie un MP.
Amitiés
_________________
Lil- Modératrice
- Messages : 3059
Date d'inscription : 12/07/2010
Re: Machine à Tailler
Invité Ven 11 Fév 2011, 18:18
Bonsoir
Belle machine que voilà René. Dommage , car j'avais 5 petits quills Gepy en B8 .
J'ai essayé , d'adapter mon plateau sur l'Aciera , via 1 renvoi d'angle.
Voilà , ce que cela donne . Pour l'instant , il manque le support de pinces , qui par la
même occasion , me permattra de décaler le diviseur de quelques 100mm +/- sur
le côté gauche. Pour le moment , je ne sais pas trop comment je vais arrimer le
renvoi et le plateau à la table ? Je souhaite qu'il déborde de 10mm, sur l'avant , de
façon à pouvoir tailler des roues de Ø 200 Mais , ça va le faire
Mais , ça va le faire 
Je joins un petit SW du renvoi.( le pignon sur la machine , est un 100 dents , m1 )
cb



Belle machine que voilà René.
Dommage , car j'avais 5 petits quills Gepy en B8 .J'ai essayé , d'adapter mon plateau sur l'Aciera , via 1 renvoi d'angle.
Voilà , ce que cela donne . Pour l'instant , il manque le support de pinces , qui par la
même occasion , me permattra de décaler le diviseur de quelques 100mm +/- sur
le côté gauche. Pour le moment , je ne sais pas trop comment je vais arrimer le
renvoi et le plateau à la table ? Je souhaite qu'il déborde de 10mm, sur l'avant , de
façon à pouvoir tailler des roues de Ø 200
Je joins un petit SW du renvoi.( le pignon sur la machine , est un 100 dents , m1 )
cb
Invité- Invité
Page 1 sur 2 • 1, 2
» Cherche matière plastique pour petits engrenages à tailler
» WMW ZFWZ 250 X 2,5 a tailler des pignons demande docu
» Tailler un outil pour le tour "maison"
» Tête a mortaiser Gambin (+ Appareil à tailler les crémaillères)
» Têtes Gambin (à mortaiser, perçage sensitif, a tailler les crémaillères)
» WMW ZFWZ 250 X 2,5 a tailler des pignons demande docu
» Tailler un outil pour le tour "maison"
» Tête a mortaiser Gambin (+ Appareil à tailler les crémaillères)
» Têtes Gambin (à mortaiser, perçage sensitif, a tailler les crémaillères)
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum