
demande d'aide pour Alcera Gambin 300P
3 participants
Passion-Usinages :: Machines Outils Conventionnelles :: Machines en général & "Autres" :: Combinés Tour/Fraiseuse
Page 2 sur 4
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4
Re: demande d'aide pour Alcera Gambin 300P
p7m13 Lun 18 Déc 2023, 23:43
Merci pour tous ces détails. Se compenser et s'annuler, c'est pareil. Je pense que la probabilité d'augmentation du faux rond est plus forte que la compensation
p7m13- Passionné

- Messages : 96
Date d'inscription : 24/09/2020
p7m13 aime ce message
Re: demande d'aide pour Alcera Gambin 300P
p7m13 Lun 18 Déc 2023, 23:50
Donc, je peux acheter du 'bas de gamme' à 15 microns et faire un bon fraisage malgré tout, si je tiens compte de mon faux rond au moment de ma programmation... ?
p7m13- Passionné
- Messages : 96
Date d'inscription : 24/09/2020
Re: demande d'aide pour Alcera Gambin 300P
TRD Mar 19 Déc 2023, 04:24
Bien sûr. Sauf cas exceptionnels.
Les limitations à cause du faux rond sont de deux ordres :
- impossibilité de tenir une cote-outil en travail de forme (alesage sera plus grand que l'alesoir.)
- risque de vibration à haute frequence en cas de gros balourd. On parle de frequences du genre 20 000 tours / minute, et de balourds significatifs. C'est le domaine de l'UGV (Usinage à Grande Vitesse) qui normalement ne concerne que les professionnels.
De mon experience, je n'ai jamais rencontré d'autres cas où les defauts cumulés de broche, mandrin, pince et outil sont seuls responsables d'une cote ratée.
J'ai quatre ou cinq jeux de pinces. Je me sers de pinces ordinaires la plupart du temps. Les pinces de precision ne sortent de leur boite qu'exceptionnellement. Pour les alesages, je prefere utiliser chaque fois que c'est possible un mandrin flottant. Correctement reglé, l'alesage sort pile au diametre de l'alesoir. Même avec une broche qui ne tournerait pas rond ou ne serait pas d'equerre (fraiseuse à tête orientable, tour à contre-poupée mal reglée.)
Le mandrin flottant accepte aussi les outils à queue conique.
Pour un amateur qui veut realiser un travail precis, cet accessoire se trouve d'occasion et rend possibles des travaux inenvisageables avec des machines de qualité très "moyennes".
Le mandrin flottant n'est adapté que pour les outils qui avancent dans l'axe de la broche ou a son voisinage : forets, tarauds, alesoirs, fraises à chanfreiner ou lamer avec pilote.
Les pinces de precision associées aux mandrins et outils de precision sont plus compacts. Pour une petite machine comme l'Alcera-Gambin c'est un avantage. Mais ça coute cher. Et les resultats ne sont bons que dans des conditions de propreté et de faible usure de l'ensemble des elements.
Par contre, à 95% de chance un alesage H7, realisé avec un mandrin porte-foret, sera raté.
Les limitations à cause du faux rond sont de deux ordres :
- impossibilité de tenir une cote-outil en travail de forme (alesage sera plus grand que l'alesoir.)
- risque de vibration à haute frequence en cas de gros balourd. On parle de frequences du genre 20 000 tours / minute, et de balourds significatifs. C'est le domaine de l'UGV (Usinage à Grande Vitesse) qui normalement ne concerne que les professionnels.
De mon experience, je n'ai jamais rencontré d'autres cas où les defauts cumulés de broche, mandrin, pince et outil sont seuls responsables d'une cote ratée.
J'ai quatre ou cinq jeux de pinces. Je me sers de pinces ordinaires la plupart du temps. Les pinces de precision ne sortent de leur boite qu'exceptionnellement. Pour les alesages, je prefere utiliser chaque fois que c'est possible un mandrin flottant. Correctement reglé, l'alesage sort pile au diametre de l'alesoir. Même avec une broche qui ne tournerait pas rond ou ne serait pas d'equerre (fraiseuse à tête orientable, tour à contre-poupée mal reglée.)
Le mandrin flottant accepte aussi les outils à queue conique.
Pour un amateur qui veut realiser un travail precis, cet accessoire se trouve d'occasion et rend possibles des travaux inenvisageables avec des machines de qualité très "moyennes".
Le mandrin flottant n'est adapté que pour les outils qui avancent dans l'axe de la broche ou a son voisinage : forets, tarauds, alesoirs, fraises à chanfreiner ou lamer avec pilote.
Les pinces de precision associées aux mandrins et outils de precision sont plus compacts. Pour une petite machine comme l'Alcera-Gambin c'est un avantage. Mais ça coute cher. Et les resultats ne sont bons que dans des conditions de propreté et de faible usure de l'ensemble des elements.
Par contre, à 95% de chance un alesage H7, realisé avec un mandrin porte-foret, sera raté.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8454
Date d'inscription : 11/08/2010
Re: demande d'aide pour Alcera Gambin 300P
TRD Mar 19 Déc 2023, 08:19
p7m13 a écrit:Merci pour tous ces détails. Se compenser et s'annuler, c'est pareil. Je pense que la probabilité d'augmentation du faux rond est plus forte que la compensation
Pour quelle raison ?
Moi je dis que non parce que je considere que la dispersion de cotes sur les pieces suit une loi statistique normale. C'est pratiquement le cas sur la majorité des pieces usinées.
C'est ce qu'on apprend à l'école et c'est aussi ce que j'ai constaté dans toutes mes analyses statistiques en production industrielle. (Analyses par suivi SPC : Staticical Process Control, utilisé par tous les fabricants des pays industrialisés.)
https://www.tibco.com/fr/reference-center/what-is-statistical-process-control#:~:text=Le%20statistical%20process%20control%20
Quand une population suit une loi normale, la courbe representative est gaussienne. Parfaitement symetrique. Il y a donc autant de chance que les defauts s'ajoutent que de chances que les defauts se retranchent.
Lien
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Re: demande d'aide pour Alcera Gambin 300P
p7m13 Mar 19 Déc 2023, 10:20
Quand une population suit une loi normale, la courbe representative est gaussienne. Parfaitement symetrique. Il y a donc autant de chance que les defauts s'ajoutent que de chances que les defauts se retranchent.
Ca tient la route !
La doc indique que ma Vmax est de 1600 t/mn, je suis loin des 20000 ...
Qu'est-ce qu'un mandrin flottant ? Je parle bien d'usinage fraisage.
Ca tient la route !
La doc indique que ma Vmax est de 1600 t/mn, je suis loin des 20000 ...
Qu'est-ce qu'un mandrin flottant ? Je parle bien d'usinage fraisage.
p7m13- Passionné
- Messages : 96
Date d'inscription : 24/09/2020
Re: demande d'aide pour Alcera Gambin 300P
TRD Mar 19 Déc 2023, 10:53
Il s'agit d'un mandrin qui a l'equivalent d'un joint d'oldham plus un cardan entre le cone qui va dans la broche et le cone où on met l'outillage.
Ça permet un decalage radial ET angulaire, mais ça transmet le couple sans jeu. Et ça reste homocinetique contrairement à un vrai cardan.
Il y a des modeles tres basiques qui utilisent des pinces ruberflex. C'est fait seulement pour tarauder. Et d'autres pour aleser qui contiennent des organes metalliques. C'est ce modele que j'utilise. On peut regler independamment le debattement angulaire et le debattement radial. En fraisage, en general, on laisse le maximum de liberté parce que la broche est verticale.
Mais en tournage, on reduit le debattement pour eviter que l'outil soit trop pas pour penetrer dans lnavant-trou realisé au forêt.
Si çacinteresse quelqu'un, Papy59 en avait deux à vendre et à ma connaissance, il n'en a vendu qu'un.
Je connais aussi un lyonnais qui m'en a proposé un il y a deux mois. Il l'a peut-être toujours.
C'est un outil indispensable pour faire de la qualité avec une machine moyenne. Mais c'est peu connu du grand public.
Je vais rechercher, j'avais mis la notice du mien sur le forum.
Ça permet un decalage radial ET angulaire, mais ça transmet le couple sans jeu. Et ça reste homocinetique contrairement à un vrai cardan.
Il y a des modeles tres basiques qui utilisent des pinces ruberflex. C'est fait seulement pour tarauder. Et d'autres pour aleser qui contiennent des organes metalliques. C'est ce modele que j'utilise. On peut regler independamment le debattement angulaire et le debattement radial. En fraisage, en general, on laisse le maximum de liberté parce que la broche est verticale.
Mais en tournage, on reduit le debattement pour eviter que l'outil soit trop pas pour penetrer dans lnavant-trou realisé au forêt.
Si çacinteresse quelqu'un, Papy59 en avait deux à vendre et à ma connaissance, il n'en a vendu qu'un.
Je connais aussi un lyonnais qui m'en a proposé un il y a deux mois. Il l'a peut-être toujours.
C'est un outil indispensable pour faire de la qualité avec une machine moyenne. Mais c'est peu connu du grand public.
Je vais rechercher, j'avais mis la notice du mien sur le forum.
Dernière édition par TRD le Mar 19 Déc 2023, 11:33, édité 3 fois
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Re: demande d'aide pour Alcera Gambin 300P
TRD Mar 19 Déc 2023, 10:57
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Re: demande d'aide pour Alcera Gambin 300P
TRD Mar 19 Déc 2023, 11:00
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8454
Date d'inscription : 11/08/2010
Re: demande d'aide pour Alcera Gambin 300P
p7m13 Mar 19 Déc 2023, 17:53
je viens de mesurer le faux rond à l'intérieur du cône de la broche : un micron, quel que soit le sens de rotation, manuelle
p7m13- Passionné
- Messages : 96
Date d'inscription : 24/09/2020
Re: demande d'aide pour Alcera Gambin 300P
p7m13 Sam 23 Déc 2023, 21:04
je dois remettre les 3 moteurs pas à pas qui ont disparu !
Qui possède cette Alcera Gambin 300 P en version cnc ??
Sur la platine x, j'ai de la place pour placer le moteur. Je dois remplacer les 4 btr par des têtes fraisées.

Par contre, sur la platine y, ça se complique beaucoup : j'ai peu de place pour remettre le moteur. Raison pour laquelle je pose la question : qui possède cette Alcera Gambin 300 P en version cnc ??
Comme le montre la photo, la platine y
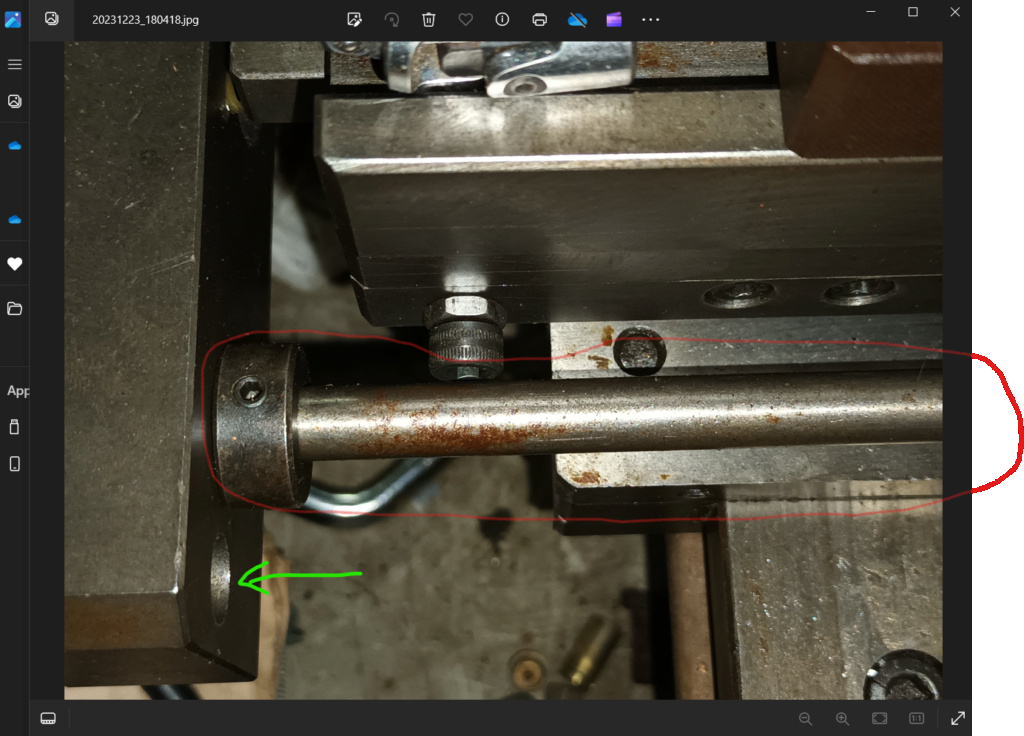
comporte un trou (flèche verte) (2 diamètres : le plus petit fait 6,35 mm) dont j'ignore l'utilité (beaucoup de choses ont été supprimées sur ma machine) et surtout une tige pleine (entourée en rouge) bien gênante et dont j'ignore l'utilité. Sur cette tige étaient auparavant placés deux contacteurs de fin de course ? Je peux supprimer cette tige ? Actuellement, rien n'existe sur cette tige. Comment délimiter les courses en x et y ?
Qui possède cette Alcera Gambin 300 P en version cnc ??
Sur la platine x, j'ai de la place pour placer le moteur. Je dois remplacer les 4 btr par des têtes fraisées.

Par contre, sur la platine y, ça se complique beaucoup : j'ai peu de place pour remettre le moteur. Raison pour laquelle je pose la question : qui possède cette Alcera Gambin 300 P en version cnc ??
Comme le montre la photo, la platine y

comporte un trou (flèche verte) (2 diamètres : le plus petit fait 6,35 mm) dont j'ignore l'utilité (beaucoup de choses ont été supprimées sur ma machine) et surtout une tige pleine (entourée en rouge) bien gênante et dont j'ignore l'utilité. Sur cette tige étaient auparavant placés deux contacteurs de fin de course ? Je peux supprimer cette tige ? Actuellement, rien n'existe sur cette tige. Comment délimiter les courses en x et y ?
p7m13- Passionné
- Messages : 96
Date d'inscription : 24/09/2020
Re: demande d'aide pour Alcera Gambin 300P
p7m13 Dim 24 Déc 2023, 12:12
Sur cette tige se trouvaient bien initialement les contacteurs de fin de course. L'ancien détenteur de la machine a viré les moteurs ainsi que ces contacteurs en vue de passer la machine en traditionnel. Puis il a vu qu'il perdait son temps à cause des vis à billes.
Je dois replacer 2*3 contacteurs de fin de course et les relier à l'informatique. Pas facile. Sauf si un propriétaire d'Alcera cnc m'aide
Je dois replacer 2*3 contacteurs de fin de course et les relier à l'informatique. Pas facile. Sauf si un propriétaire d'Alcera cnc m'aide
p7m13- Passionné
- Messages : 96
Date d'inscription : 24/09/2020
Page 2 sur 4 • 1, 2, 3, 4
» Alcera-Haulin 300P & 301P + CNC (puis Alcera-Gambin 300P & 301P)
» Alcera-Gambin 300P
» Alcera gambin 300P comment retirer une fraise
» Alcera gambin 300P problème avec la manivelle de perçage du tour
» Peinture bleue martelée pour Combiné Haulin Alcera 300P
» Alcera-Gambin 300P
» Alcera gambin 300P comment retirer une fraise
» Alcera gambin 300P problème avec la manivelle de perçage du tour
» Peinture bleue martelée pour Combiné Haulin Alcera 300P
Passion-Usinages :: Machines Outils Conventionnelles :: Machines en général & "Autres" :: Combinés Tour/Fraiseuse
Page 2 sur 4
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum