
Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
5 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
TRD Dim 27 Aoû 2023, 19:55
TIG, torche tous materiaux Argon pur.
TIG et MIG, protection envers pour applications sensibles azote. Evite le rochage des inox. On peut mettre de l'argon, mais plus cher. En theorie, l'azote provoque une nitruration interne. En pratique, le soudage est si rapide que la couche nitrurée doit être submicronique. En tout cas, je n'ai jamais rien vu à l'examen après découpe et macrographie.
MIG torche, pour aciers et inox Argon 82 % CO2 18 %. Mon fournisseur actuel n'a que ça. Brossage obligatoire après soudage. Le CO2 fait des poussieres noires.
95% et 5% seraient mieux avec l'inox pour lutter contre la precipitation des carbures de chrome nuisible à la tenue à la corrosion. Quand j'etais dans l'industrie, pour du 304L, j'avais installé, des melangeurs et on fabriquait notre melange à partir des gaz purs. On faisait 95-5 et on testait régulièrement notre tenue en corrosion au banc d'endurance à l'eau osmosée et à l'eau chlorée du robinet.
Pour la protection envers, on utilisait de l'argon pur. Mais on ne tirait pas au vide avant. Donc, il devait fatalement rester un peu d'oxygène.
Avant, chez moi, j'utilisais Arcal 21 (92% + 8%) mais avec la politique commerciale de l'Air Liquide totalement inadaptée aux besoins des petits utilisateurs j'ai décidé d'aller voir ailleurs. Gaz chers et contrats de location des bouteilles à prix déconnectés chez l'Air Liquide. .
MIG tourche pour alliages d'aluminium argon pur. Je prends la bouteille du TIG. En n'oubliant pas de doubler le débit pour le MIG.
Pour les frontaliers comme toi, le mieux c'est d'aller voir de l'autre côté si l'herbe est plus verte.
TIG et MIG, protection envers pour applications sensibles azote. Evite le rochage des inox. On peut mettre de l'argon, mais plus cher. En theorie, l'azote provoque une nitruration interne. En pratique, le soudage est si rapide que la couche nitrurée doit être submicronique. En tout cas, je n'ai jamais rien vu à l'examen après découpe et macrographie.
MIG torche, pour aciers et inox Argon 82 % CO2 18 %. Mon fournisseur actuel n'a que ça. Brossage obligatoire après soudage. Le CO2 fait des poussieres noires.
95% et 5% seraient mieux avec l'inox pour lutter contre la precipitation des carbures de chrome nuisible à la tenue à la corrosion. Quand j'etais dans l'industrie, pour du 304L, j'avais installé, des melangeurs et on fabriquait notre melange à partir des gaz purs. On faisait 95-5 et on testait régulièrement notre tenue en corrosion au banc d'endurance à l'eau osmosée et à l'eau chlorée du robinet.
Pour la protection envers, on utilisait de l'argon pur. Mais on ne tirait pas au vide avant. Donc, il devait fatalement rester un peu d'oxygène.
Avant, chez moi, j'utilisais Arcal 21 (92% + 8%) mais avec la politique commerciale de l'Air Liquide totalement inadaptée aux besoins des petits utilisateurs j'ai décidé d'aller voir ailleurs. Gaz chers et contrats de location des bouteilles à prix déconnectés chez l'Air Liquide. .
MIG tourche pour alliages d'aluminium argon pur. Je prends la bouteille du TIG. En n'oubliant pas de doubler le débit pour le MIG.
Pour les frontaliers comme toi, le mieux c'est d'aller voir de l'autre côté si l'herbe est plus verte.
TRD- Modérateur

- Messages : 8445
Date d'inscription : 11/08/2010
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
simca Dim 27 Aoû 2023, 22:26
ça fait au moins 25 ans que je me fournis en Gaz en Belgique ,ça vient d Allemagne GASCO ,c'est un comptoir auto j ai de l argon ou du mix à20% ,
pas d entre deux pour l inox et comme j en fais très peu je le fais au tig ,inertage à l azote
il faudrait une solution fiable pour faire son mélange mais ça coute une blinde ,
quand j ai un bout de fonte à souder je le fais la 312 ou 29.9 selon les fournisseurs
pas d entre deux pour l inox et comme j en fais très peu je le fais au tig ,inertage à l azote
il faudrait une solution fiable pour faire son mélange mais ça coute une blinde ,
quand j ai un bout de fonte à souder je le fais la 312 ou 29.9 selon les fournisseurs
simca- Chevronné

- Messages : 694
Date d'inscription : 20/07/2021
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
TRD Lun 28 Aoû 2023, 03:08
[quote=quand j ai un bout de fonte à souder je le fais la 312 ou 29.9 selon les fournisseurs
[/quote]
312, je ne connaissais pas.
On parle de ça ?
https://france.gcegroup.com/products/stainless-steel-312-rutile-basic-electrodes
C'est semble t'il une solution intermediaire . Si j'en crois ce que j'ai lu l'allongement avant rupture serait egal à 20 %.
Je trouve entre 35 et 42 % suivant les fournisseurs pour du 308L
308L que j'ai testé dans un cadre professionnel et il ne m'avait pas convaincu en termes de resistance à la corrosion. A la suite de tests d'endurance en labo, evidemment. Pourtant si j'en crois la composition annoncée, ça aurait dû être plutôt mieux que le 316 L.
Il doit y avoir un truc que j'ai loupé...
La resistance à la corrosion des inox est un domaine complexe que je connais assez peu. J'ai au moins appris que non seulement c'est compliqué, mais que certains secrets de fabrication sont bien gardés. Pendant que je terminais mes etudes d'ingenieur grâce à un congé individuel de formation, j'ai appris que des problèmes de corrosion survenaient sur le produit que j'avais developpé. Je n'arrivais pas à comprendreEt en reprenant mon poste l'annee suivante, on m'a confirmé que ces problèmes etaient bien réels. La seule chose qui semblait avoir changé etait le fournisseur d'acier. Un acheteur avait remplacé Ugine par un concurrent moins cher. J'ai fait analyser des echantillons. Les compositions des deux materiaix etaient dans la fourchette allouée aux 316 L. Notre nouveau fournisseue n'avait semble t'il rien à se reprocher. J'ai fait venir Ugine. J'avais gardé un bon contact avec un docteur du service recherche de l'usine de Gueugnon. J'ai été franc avec lui. Je lui ai dit la vérité. Et je me souviens bien de sa réponse : " Pour faire de la cuisine, il faut les bons ingrédients avec les bonnes proportions. Mais pour faire de la cuisine de grand chef, il faut aussi le savoir-faire du chef qui réside souvent dans la manière de mettre en oeuvre ces ingredients. L'inox de mon concurrent est conforme à ce que vous avez demandé. Il n'a rien à se reprocher. Mais ce n'est pas le même produit que le notre."
J'ai demandé un nouvel échantillon. On l'a re-testé en endurance et comparé avec l'autre. Il y avait bien une difference de comportement avec les eaux agressives. On a recommencé a acheter chez Ugine et le problème a disparu. Je n'ai jamais su ce qui se passait réellement. Emporté par le tourbillon de la vie industrielle, je suis passé à autre chose. Pourtant cette histoire, je ne l'ai pas oubliée. J'y pense parfois. Peut-être était-ce de la corrosion intergranulaire liée à un problème de taille de grain, d'ecrouissage ? Je pense que je n'aurais jamais de certitude. Je n'ai plus d'echantillon et toute verification est maintenant impossible. J'ai apporté une solution à mon emoyeur, mais je n'ai pas compris ce qui se passait réellement à l'echelle atomique. Ça restera une frustration professionnelle. Je ne sais pas et ça me derange.
On a aussi eu des problèmes avec les bobines de fil MIG. Les soudeurs se sont mis à balancer les fins de bobines de 15 kg qui donnaient des problèmes d'avance de fil à partir du jour où on a changé de marque. Ça n'existait pas avec le fil de Sandvik. Là, c'est un peu plus clair dans mon esprit. Le comportement elastique du fil depend de son taux d'ecrouissage. La solution a été differente de celle du cas précédent. On a gardé le même fournisseur et Sandvik a perdu le marché en dépit de ses performances superieures. Le nouveau fournisseur a été plus adroit. Il nous a proposé des futs de 200 kg à la place des bobines de 15. Dans ces futs, le rayon de courbure du fil est plus grand que dans les fins de bobine de 15 kg. Donc, le fil est plus facile à redresser avant passage dans la torche. Et ça marche. En plus, les soudeurs qui changeaint moins souvent de bobines ont pu prendre plus de poses-cigarettes et ça a vite emporté l'adhésion. Pas la mienne... Je ne pouvais plus recupérer les culs de bobines-echantillons que des fournisseurs potentiels nous donnaient de temps en temps à tester... Mais l'interet de l'entreprise devait passer avant. J'etais payé pour ça.
Il faut toujours essayer de tirer des leçons de ses echecs. Celle que j'en tire ici, c'est que je déconseille d'acheter un poste qui utilise des bobines de 5 kg ou plus petites si on veut souder de l'inox ou des aciers à haute limite elastique. Le rayon de courbure du fil est tout petit dans ces petites bobines. Utiliser ça, c'est pour moi chercher des embêtements au dévidage. Mais ça n'engage que moi. Remarquez tout de même que le fil est toujours en peripherie des bobines de 15 kg alors qu'elles pourraient en contenir plus de 25 si elles etaient bobinees jusqu'à l'axe. Il doit bien y avoir une raison, non ?
Un autre enseigment, c'est que quand on utilise ces petites bobines, dans le doute, on a interet à choisir le fil le plus fin possible. Toutes choses etant egales par ailleurs, la rigidité du fil est proportionnelle à la puissance quatre de son diametre.
1 mm facteur 1
0,8, facteur 0,41 un 0,8 est moins que deux fois moins rigide qu'un fil d'un millimetre
0,6 mm facteur 0,13, un 0,6 est trois fois moins rigide qu'un 0,8 mm.
Et ne pas oublier que les postes qui ont des devidoirs pour petites bobines sont souvent ceux qui ont les redresseurs les moins performants et les torches les moins bonnes. Donc, petit poste, petit fil.
Pour revenir à mon metal d'apport 308L, avant d'accuser une matiere ou un fournisseur de "tricher sur la composition", il faut bien maitriser tous les parametres, y compris le diametre des bobines, même si ça n'est pas un parametre metallurgique.
C'est en forgeant qu'on devient forgeron. Pourtant ce n'est pas en sciant que Leonard de Vinci...
[/quote]
312, je ne connaissais pas.
On parle de ça ?
https://france.gcegroup.com/products/stainless-steel-312-rutile-basic-electrodes
C'est semble t'il une solution intermediaire . Si j'en crois ce que j'ai lu l'allongement avant rupture serait egal à 20 %.
Je trouve entre 35 et 42 % suivant les fournisseurs pour du 308L
308L que j'ai testé dans un cadre professionnel et il ne m'avait pas convaincu en termes de resistance à la corrosion. A la suite de tests d'endurance en labo, evidemment. Pourtant si j'en crois la composition annoncée, ça aurait dû être plutôt mieux que le 316 L.
Il doit y avoir un truc que j'ai loupé...
La resistance à la corrosion des inox est un domaine complexe que je connais assez peu. J'ai au moins appris que non seulement c'est compliqué, mais que certains secrets de fabrication sont bien gardés. Pendant que je terminais mes etudes d'ingenieur grâce à un congé individuel de formation, j'ai appris que des problèmes de corrosion survenaient sur le produit que j'avais developpé. Je n'arrivais pas à comprendreEt en reprenant mon poste l'annee suivante, on m'a confirmé que ces problèmes etaient bien réels. La seule chose qui semblait avoir changé etait le fournisseur d'acier. Un acheteur avait remplacé Ugine par un concurrent moins cher. J'ai fait analyser des echantillons. Les compositions des deux materiaix etaient dans la fourchette allouée aux 316 L. Notre nouveau fournisseue n'avait semble t'il rien à se reprocher. J'ai fait venir Ugine. J'avais gardé un bon contact avec un docteur du service recherche de l'usine de Gueugnon. J'ai été franc avec lui. Je lui ai dit la vérité. Et je me souviens bien de sa réponse : " Pour faire de la cuisine, il faut les bons ingrédients avec les bonnes proportions. Mais pour faire de la cuisine de grand chef, il faut aussi le savoir-faire du chef qui réside souvent dans la manière de mettre en oeuvre ces ingredients. L'inox de mon concurrent est conforme à ce que vous avez demandé. Il n'a rien à se reprocher. Mais ce n'est pas le même produit que le notre."
J'ai demandé un nouvel échantillon. On l'a re-testé en endurance et comparé avec l'autre. Il y avait bien une difference de comportement avec les eaux agressives. On a recommencé a acheter chez Ugine et le problème a disparu. Je n'ai jamais su ce qui se passait réellement. Emporté par le tourbillon de la vie industrielle, je suis passé à autre chose. Pourtant cette histoire, je ne l'ai pas oubliée. J'y pense parfois. Peut-être était-ce de la corrosion intergranulaire liée à un problème de taille de grain, d'ecrouissage ? Je pense que je n'aurais jamais de certitude. Je n'ai plus d'echantillon et toute verification est maintenant impossible. J'ai apporté une solution à mon emoyeur, mais je n'ai pas compris ce qui se passait réellement à l'echelle atomique. Ça restera une frustration professionnelle. Je ne sais pas et ça me derange.
On a aussi eu des problèmes avec les bobines de fil MIG. Les soudeurs se sont mis à balancer les fins de bobines de 15 kg qui donnaient des problèmes d'avance de fil à partir du jour où on a changé de marque. Ça n'existait pas avec le fil de Sandvik. Là, c'est un peu plus clair dans mon esprit. Le comportement elastique du fil depend de son taux d'ecrouissage. La solution a été differente de celle du cas précédent. On a gardé le même fournisseur et Sandvik a perdu le marché en dépit de ses performances superieures. Le nouveau fournisseur a été plus adroit. Il nous a proposé des futs de 200 kg à la place des bobines de 15. Dans ces futs, le rayon de courbure du fil est plus grand que dans les fins de bobine de 15 kg. Donc, le fil est plus facile à redresser avant passage dans la torche. Et ça marche. En plus, les soudeurs qui changeaint moins souvent de bobines ont pu prendre plus de poses-cigarettes et ça a vite emporté l'adhésion. Pas la mienne... Je ne pouvais plus recupérer les culs de bobines-echantillons que des fournisseurs potentiels nous donnaient de temps en temps à tester... Mais l'interet de l'entreprise devait passer avant. J'etais payé pour ça.
Il faut toujours essayer de tirer des leçons de ses echecs. Celle que j'en tire ici, c'est que je déconseille d'acheter un poste qui utilise des bobines de 5 kg ou plus petites si on veut souder de l'inox ou des aciers à haute limite elastique. Le rayon de courbure du fil est tout petit dans ces petites bobines. Utiliser ça, c'est pour moi chercher des embêtements au dévidage. Mais ça n'engage que moi. Remarquez tout de même que le fil est toujours en peripherie des bobines de 15 kg alors qu'elles pourraient en contenir plus de 25 si elles etaient bobinees jusqu'à l'axe. Il doit bien y avoir une raison, non ?
Un autre enseigment, c'est que quand on utilise ces petites bobines, dans le doute, on a interet à choisir le fil le plus fin possible. Toutes choses etant egales par ailleurs, la rigidité du fil est proportionnelle à la puissance quatre de son diametre.
1 mm facteur 1
0,8, facteur 0,41 un 0,8 est moins que deux fois moins rigide qu'un fil d'un millimetre
0,6 mm facteur 0,13, un 0,6 est trois fois moins rigide qu'un 0,8 mm.
Et ne pas oublier que les postes qui ont des devidoirs pour petites bobines sont souvent ceux qui ont les redresseurs les moins performants et les torches les moins bonnes. Donc, petit poste, petit fil.
Pour revenir à mon metal d'apport 308L, avant d'accuser une matiere ou un fournisseur de "tricher sur la composition", il faut bien maitriser tous les parametres, y compris le diametre des bobines, même si ça n'est pas un parametre metallurgique.
C'est en forgeant qu'on devient forgeron. Pourtant ce n'est pas en sciant que Leonard de Vinci...
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
cancer49 aime ce message
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
simca Lun 28 Aoû 2023, 08:03
c 'est bien ce type d électrode plus connue dans sa version selectarc 29.9
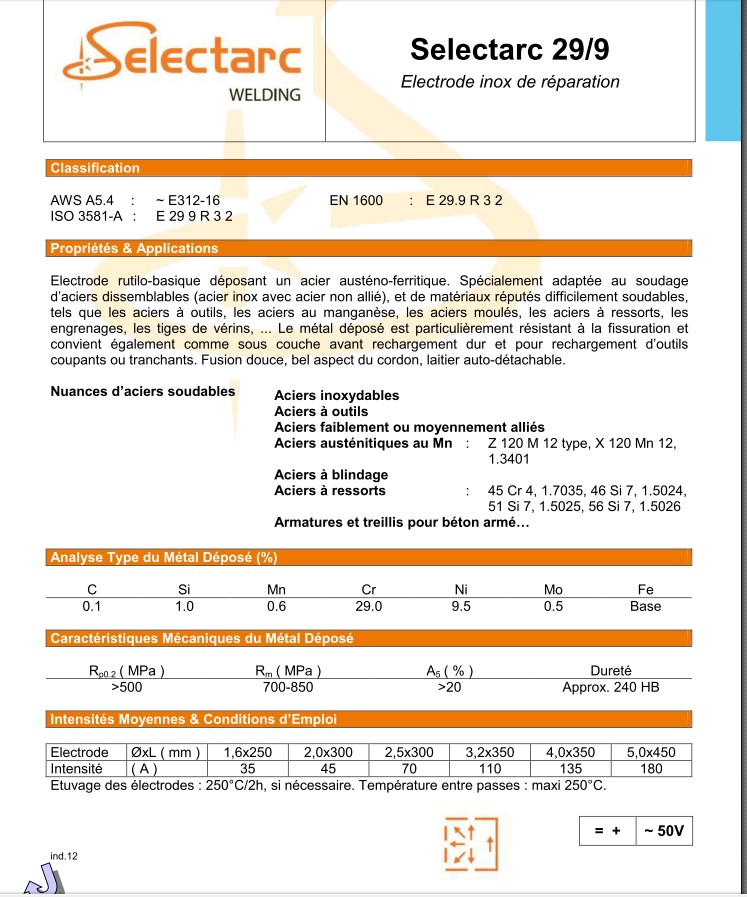
la 312 se trouve aussi en métal d apport tig
vu le prix des métaux aujourd’hui je serai curieux de connaitre le prix de la bobine de 316Lsi

la 312 se trouve aussi en métal d apport tig
vu le prix des métaux aujourd’hui je serai curieux de connaitre le prix de la bobine de 316Lsi
simca- Chevronné
- Messages : 694
Date d'inscription : 20/07/2021
cancer49 aime ce message
REPARATION D'UN ÉTAU EN FONTE CASSÉ PAR RECHARGEMENT AU SEMI-AUTO (MIG-MAG)
cancer49 Lun 28 Aoû 2023, 09:21
-Bonjour "TRD "
- Je n'ai jamais rencontré ce soucis de fin de bobine car dans mon domaine (carrosserie auto ) on travaillait surtout en 0,8 et 0,6 et par contre on en était venu à conseiller les bobines de 5Kg (bien qu'elles reviennent beaucoup + chères ) car ,étant donné que les carrossiers travaillent beaucoup par impulsions la commande électronique du moteur dévidoir "déguste" et sur certaines marques la mort de la partie variateur est fréquente avec les bobines 15Kg
- -Avec tes constatations je comprends l'intérêt des dévidoirs 4 galets , qui n'étaient pas souvent vendus à causes du surcoût ; on les vendait surtout pour les postes qui étaient équipés pour la soudure alu
- Je n'ai jamais rencontré ce soucis de fin de bobine car dans mon domaine (carrosserie auto ) on travaillait surtout en 0,8 et 0,6 et par contre on en était venu à conseiller les bobines de 5Kg (bien qu'elles reviennent beaucoup + chères ) car ,étant donné que les carrossiers travaillent beaucoup par impulsions la commande électronique du moteur dévidoir "déguste" et sur certaines marques la mort de la partie variateur est fréquente avec les bobines 15Kg
- -Avec tes constatations je comprends l'intérêt des dévidoirs 4 galets , qui n'étaient pas souvent vendus à causes du surcoût ; on les vendait surtout pour les postes qui étaient équipés pour la soudure alu
cancer49- Chevronné
- Messages : 201
Date d'inscription : 17/01/2020
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
TRD Lun 28 Aoû 2023, 10:33
On avait des 4 galets. Mais le fil inox que les carrossiers n'utilisent pas, en 10/10 de diamètre a une limite élastique nettement plus grande que le fil d'acier doux cuivré dont se servent les carrossiers. L'industrie utilise beaucoup dd fils 12/10. C'est pour ça qu'on en trouve à profusion pas cher sur les petites annonces. Ça ne correspond pas aux besoin de 98 % des amateurs et des serruriers. C'est plutôt du fil de grosse chaudronnerie, construction ferroviaire et process industries chimiques.
Ou du fil de jardinier pour faire grimper des plantes...
Je n'ai pas acheté d'inox depuis au moins 20 ans. Et j'ai une bobine neuve d'avance. Je travaille en 10/10.
Pour l'acier j'ai deux bobines d'avance. Du 10/10. Et une de 8/10 pour la carrosserie.
Pour l'alu, je ne stocke pas d'avance. Ça s'oxyde une fois ouvert.
Ou du fil de jardinier pour faire grimper des plantes...
Je n'ai pas acheté d'inox depuis au moins 20 ans. Et j'ai une bobine neuve d'avance. Je travaille en 10/10.
Pour l'acier j'ai deux bobines d'avance. Du 10/10. Et une de 8/10 pour la carrosserie.
Pour l'alu, je ne stocke pas d'avance. Ça s'oxyde une fois ouvert.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
TRD Lun 28 Aoû 2023, 12:14
J'ai eu un poste special pour l'alu. Il avait une torche de deux metres pour minimiser les problèmes de devidage. Ça marche, mais ce n'est pas très ergonomique. Je m'en servais peu. Je preferais souder l'alu au TIG qui donne un aspect plus joli. Et j'ai une torche eau de 4 metresvet une air de 8 pour aller souder dans les coins peu accessibles. J'ai passé une annonce assez cher. Et un jour, le MIG alu est parti. A l'epoque j'avais 3 MIG (acier, inox et alu) et deux TIG. Ça commençait à devenir envahissant... Peu de temps tard, c'est le MIG inox qui est parti. Maintenant, je change de bobine et de gaz et j'ai gagné un metre carré d'atelier.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
Réparation d'un étau en fonte cassé par rechargement au semi-auto (mig-mag)
cancer49 Lun 28 Aoû 2023, 18:17
- avec du fil 0,6ou 0,8 la torche 4m même pas en rêve ! j'ai eu le soucis avec un lot de torche en "promo" ; quand elles ont été rendues chez les clients j'ai compris pourquoi ils avaient fait une super promo sur ces torches !!
cancer49- Chevronné
- Messages : 201
Date d'inscription : 17/01/2020
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
TRD Lun 28 Aoû 2023, 20:13
100 % d'accord.
Je passe mon temps à le rabâcher aux debutants qui achetent des postes MIG.
2 metres c'est trop court pour souder à l'interieur des coques si le poste est lourd (grosses bobines = souvent poste lourd.)
3 metres c'est le compromis le plus polyvalent en carrosserie-serrurerie
4 metres c'est bien en chaudronnerie parce qu'on utilise du gros fil. Ou pour souder au plafond (par exemple vehicule sur un pont-élévateur.) Mais souvent, on est obligé d'eloigner le generateur pour que la gaine de la torche reste le plus droite possible.
Pour les travaux en position, comme la charpente metallique, les dévidoirs separés sont pratiques. La source de courant reste au sol. Elle est reliée au devidoir par un câble de dix metres. Le devidoir est monté sur roulettes pour qu'on puisse aisement l'emmener où c'est necessaire. On peut monter le devidoir sur un toit, dans un camion ou un car par exemple. Et on utilise une torche de 3 ou 4 metres.
Et pour les travaux d'atelier, le devidoir mobile se place au-dessus du generateur de courant.

Seul point gênant, les cables longs (aller plus retour) bouffent un peu de puissance. Cette architecture est bien adaptée pour les generateurs puissants. Le mien balance 300 amperes. On ne s'aperçoit pas de la chute de tension dans les (gros) câbles.
Il y a presque 40 ans, j'ai eu une torche d'un metre sur un petit poste Air liquide grand-public. Un Starfix 140.

Ça oblige à mettre le generateur dans la coque ou sur l'etabli. Mais c'est possible parce que ce sont des appareils legers. En contrepartie, les petites bobines coutent tres cher et le budget gaz est affolant. Je rebobinais au tour à-partir d'une bobine 15 kg et pour le gaz, j'avais une bouteille B50 avec cinq metres de tuyau. Malgré tout, j'ai rapidement acheté un vrai modele pro d'occasion parce que ces petits postes DIY sont tres limités à tous points de vue : performance, facteur de marche, durabilité, ergonomie, coût de revient d'une soudure.
Je passe mon temps à le rabâcher aux debutants qui achetent des postes MIG.
2 metres c'est trop court pour souder à l'interieur des coques si le poste est lourd (grosses bobines = souvent poste lourd.)
3 metres c'est le compromis le plus polyvalent en carrosserie-serrurerie
4 metres c'est bien en chaudronnerie parce qu'on utilise du gros fil. Ou pour souder au plafond (par exemple vehicule sur un pont-élévateur.) Mais souvent, on est obligé d'eloigner le generateur pour que la gaine de la torche reste le plus droite possible.
Pour les travaux en position, comme la charpente metallique, les dévidoirs separés sont pratiques. La source de courant reste au sol. Elle est reliée au devidoir par un câble de dix metres. Le devidoir est monté sur roulettes pour qu'on puisse aisement l'emmener où c'est necessaire. On peut monter le devidoir sur un toit, dans un camion ou un car par exemple. Et on utilise une torche de 3 ou 4 metres.
Et pour les travaux d'atelier, le devidoir mobile se place au-dessus du generateur de courant.
Seul point gênant, les cables longs (aller plus retour) bouffent un peu de puissance. Cette architecture est bien adaptée pour les generateurs puissants. Le mien balance 300 amperes. On ne s'aperçoit pas de la chute de tension dans les (gros) câbles.
Il y a presque 40 ans, j'ai eu une torche d'un metre sur un petit poste Air liquide grand-public. Un Starfix 140.
Ça oblige à mettre le generateur dans la coque ou sur l'etabli. Mais c'est possible parce que ce sont des appareils legers. En contrepartie, les petites bobines coutent tres cher et le budget gaz est affolant. Je rebobinais au tour à-partir d'une bobine 15 kg et pour le gaz, j'avais une bouteille B50 avec cinq metres de tuyau. Malgré tout, j'ai rapidement acheté un vrai modele pro d'occasion parce que ces petits postes DIY sont tres limités à tous points de vue : performance, facteur de marche, durabilité, ergonomie, coût de revient d'une soudure.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
cancer49 aime ce message
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
joël35 Mer 30 Aoû 2023, 20:18
Bonjour tout le monde ,
Désoler pour le retard mais j'ai pas mal de taf en ce moment ,
,
@ Gilles : voilà ce que j'utilise comme gaz avec mon T I G

C'est de l'ARCAL prime , il est bien moins chère que l'argon pur et il fait office de passe partout j'ai une bouteille en 4 Mètres cube avec un bail commerciale ( 3-6-9 ) chez Aire liquide la charge est au alentour de 200 € .
il protège plutôt bien puisque je l'utilise sur les acier comme sur l'inox et peut être aussi utiliser sur les alu .(et même la fonte il n'y a pas très longtemps ).
Je tourne 2-3 litres heures sa suffit grandement .
Voilà et encore désoler du retard .
Joël
Désoler pour le retard mais j'ai pas mal de taf en ce moment
,@ Gilles : voilà ce que j'utilise comme gaz avec mon T I G

C'est de l'ARCAL prime , il est bien moins chère que l'argon pur et il fait office de passe partout j'ai une bouteille en 4 Mètres cube avec un bail commerciale ( 3-6-9 ) chez Aire liquide la charge est au alentour de 200 € .
il protège plutôt bien puisque je l'utilise sur les acier comme sur l'inox et peut être aussi utiliser sur les alu .(et même la fonte il n'y a pas très longtemps ).
Je tourne 2-3 litres heures sa suffit grandement .
Voilà et encore désoler du retard .
Joël

joël35- Passionné

- Messages : 115
Date d'inscription : 12/04/2022
Re: Reparation d'un étau en fonte cassé par rechargement au semi-auto (MIG-MAG)
TRD Jeu 31 Aoû 2023, 01:59
Joël, je ne comprends pas tout.
Arcal Prime, c'est de l'argon pur à 99,998 %
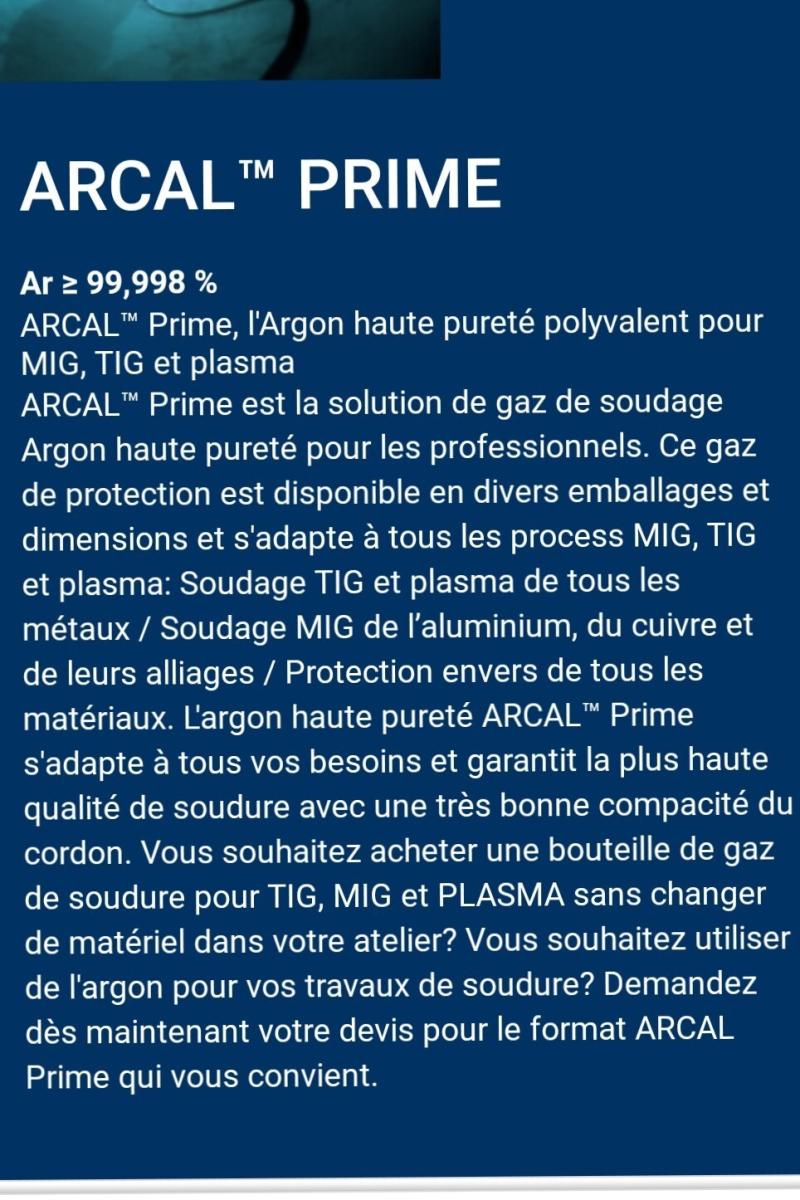
Ensuite 2-3 litres / heure, tu veux dire 2 à 3 litres sous 200 bars soit 400-600 litres à pression atmosphérique pour une heure de travail ? Je suis reglé sur 7-10 litres, par minute à pression atmo. Donc environ 420-600 litres à l'heure de cordon. Les chiffres correspondent bien. Mais comme je soude de moins en moins au TIG, je termine ce qui reste en stock et je vais acheter mon gaz sans contrat.
GAZ SANS CONTRAT
Le contrat, pour toi, c'est probablement rentable puisque tu soudes souvent. C'est ton métier. Moi, j'utilise cinq gaz differents. Argon pur, argon plus CO2, azote, oxygene, acétylène. Et principalement argon + CO2.
Le contrat, on le paye, pour chaque bouteille detenue sous contrat de location même si on n'utilise pas de gaz. Chez moi, je me sers d'azote une fois tous les deux ans. Payer un contrat de location de bouteille d'azote serait stupide. Et pour d'autres gaz ce n'est plus du tout rentable. De surcroît, il semblerait que le prix des contrats varie en fonction du quincailler et (peut-être de la tête du client...) Quoi qu'il en soit, ça tourne autour de 100 Euros / an / bouteille. C'est la raison principale de l'utilisation de fil fourré par les soudeurs amateurs. Si les industriels s'en servent sous gaz protecteur, les particuliers utilisent le fil fourré sans gaz.
Je prends maintenant mon argon + CO2 chez Comptoir du soudeur.
Il faut acheter la bouteille. La plupart des gaziers proposent des bouteilles sans contrat, mais ce sont de toutes petites bouteilles : B11 au maximum (2,3 m3 au maximum.)
La boutique du soudeur propose aussi des B20 (4-4,3 m3. ) La mienne est une B20. Ça fait un investissement important. 400 Euros, premiere charge comprise. Tous les prix que je communique sont TTC. On peut acheter des bouteilles plus petites. Moins cher, mais pas forcément aussi interessantes financierement. Par contre, plus pratiques à transporter. Par exemple B5 pour aller souder au chalumeau sur un toit.
Mais ensuite, on ne paye que la charge et le transport.
144 Euros TTC pour 20 litres d'argon à 200 bars. Le transport coûte 30 Euros aller-retour. Ça fait 174 Euros et tu ne payes plus de contrat de location puisque la bouteille t'appartient. En fait, elle n'est pas à toi, mais le droit d'usage si. La difference, c'est que la maintenance de la bouteille dont tu as le droit d'usage est à la charge de ton fournisseur. C'est lui qui paye les epreuves lorsque tu fait remplir une bouteille. Exactement comme pour une bouteille de butane de 13 kg.
Aller-retour, ça veut dire qu'on te livre une bouteille pleine trois jours après ta commande et que le chauffeur emporte ta bouteille vide quand tu le souhaites.
Quand tu le souhaites, ça veut dire que quand ta bouteille est presque vide, tu commandes une recharge. Trois jours plus tard tu reçois une bouteille pleine. Tu vides completement ton ancienne bouteille d'abord. Et tu la renvoie gratuitement seulement quand elle est vide.
1) C'est cher au départ, mais en quelques années, tu t'y retrouves puisque tu ne payes plus de contrat et pourtant tu beneficie d'une bouteille B20.
2) Les recharges livrées chez toi sont moins cheres que celles que tu dois aller chercher chez ton quincailler.
3) Tu peux vider tes bouteilles jusqu'au bout sans craindre de tomber en panne puisque tu te fais livrer avant d'avoir fini ta vieille bouteille.
Il y a un risque. Si Le Comptoir du Soudeur fait faillite, on peut avoir du mal à faire remplir les bouteilles parce que c'est du gaz espagnol. Mais comme cette formule interesse tous les petits consommateurs de gaz : soudeurs occasionnels, artisans generalistes ou soudeurs amateurs, je doute que la boutique puisse arreter son activité sans qu'un repreneur se manifeste. J'avoue que j'etais un peu inquiet pendant la periode du Covid. Les livraisons étaient annoncées avec retard. Une petite structure aurait pu ne pas y resister, alors qu'Air Liquide semblait plus solide. Mais Le comptoir du Soudeur est toujours là. Et plus on sera nombreux à leur faire confiance, moins le risque d'une faillite sera à craindre.
Il y a aussi un inconvenient. Le choix de gaz est bien plus limité que chez les gros gaziers. Pas de melanges ternaires et une seule possibilité pour l'argon + CO2. C'est 18 % de CO2 ou 0. Pas d'autre alternative.
Mais, il ne doit pas y avoir beaucoup de petits consommateurs qui acceptent de payer un contrat pour un melange argon-helium ou argon-CO2-hydrogene dont les vocations sont plutôt industrielles ou artisanale très pointue.
Troisième contrainte : il faut avoir un detendeur, alors que certains gaziers proposent maintenant des bouteilles pré-équipées. Pour l'argon, ce n'est pas trop problematique. Par contre, pour les gaz qu'on utilise tres peu, comme l'oxygene, je passe plus de detendeurs que de bouteilles. Je dois les acheter. Si j'avais des detendeurs integrés, ils seraient revisés à chaque remplissage. Mais comme je remplis une fois tous les quinze ans, ça ne me servirait à rien... Et comment ça se passerait si j'avais une bouteille 3/4 pleine de dix ans avec un detendeur integré HS ?
A toi de faire le bilan coût- bénéfice en fonction de ta consommation.
https://lecomptoirdusoudeur.com/156-bouteilles-de-gaz
Pour une fois que l'Europe et sa libre circulation des biens et des personnes ne nous sont pas, défavorables, je pense qu'il faut en profiter en étudiant pour chaque cas l'offre en gaz espagnol.
Evidemment, les frontaliers ont souvent intérêt à passer la frontière-passoire, en toute légalité pour aller acheter chez qui bon leur semble. La Belgique, l'Allemagne , la, Suisse, l'Espagne semblent avoir une offre plus, attrayante que la France. L'Italie, je ne sais pas. Mais ça m'etonnerait qu'au pays de la debrouille on se laisse rouler dans la farine comme en France. Tant pis pour les gaziers français qui semblent moins capables de comprendre les attentes des petits consommateurs que leurs confreres étrangers.
On va peut-être me traiter comme un type qui manque de patriotisme. Qu'est-ce qui prouve que les entreprises françaises appartiennent à des actionnaires français ?
Arcal Prime, c'est de l'argon pur à 99,998 %
Ensuite 2-3 litres / heure, tu veux dire 2 à 3 litres sous 200 bars soit 400-600 litres à pression atmosphérique pour une heure de travail ? Je suis reglé sur 7-10 litres, par minute à pression atmo. Donc environ 420-600 litres à l'heure de cordon. Les chiffres correspondent bien. Mais comme je soude de moins en moins au TIG, je termine ce qui reste en stock et je vais acheter mon gaz sans contrat.
GAZ SANS CONTRAT
Le contrat, pour toi, c'est probablement rentable puisque tu soudes souvent. C'est ton métier. Moi, j'utilise cinq gaz differents. Argon pur, argon plus CO2, azote, oxygene, acétylène. Et principalement argon + CO2.
Le contrat, on le paye, pour chaque bouteille detenue sous contrat de location même si on n'utilise pas de gaz. Chez moi, je me sers d'azote une fois tous les deux ans. Payer un contrat de location de bouteille d'azote serait stupide. Et pour d'autres gaz ce n'est plus du tout rentable. De surcroît, il semblerait que le prix des contrats varie en fonction du quincailler et (peut-être de la tête du client...) Quoi qu'il en soit, ça tourne autour de 100 Euros / an / bouteille. C'est la raison principale de l'utilisation de fil fourré par les soudeurs amateurs. Si les industriels s'en servent sous gaz protecteur, les particuliers utilisent le fil fourré sans gaz.
Je prends maintenant mon argon + CO2 chez Comptoir du soudeur.
Il faut acheter la bouteille. La plupart des gaziers proposent des bouteilles sans contrat, mais ce sont de toutes petites bouteilles : B11 au maximum (2,3 m3 au maximum.)
La boutique du soudeur propose aussi des B20 (4-4,3 m3. ) La mienne est une B20. Ça fait un investissement important. 400 Euros, premiere charge comprise. Tous les prix que je communique sont TTC. On peut acheter des bouteilles plus petites. Moins cher, mais pas forcément aussi interessantes financierement. Par contre, plus pratiques à transporter. Par exemple B5 pour aller souder au chalumeau sur un toit.
Mais ensuite, on ne paye que la charge et le transport.
144 Euros TTC pour 20 litres d'argon à 200 bars. Le transport coûte 30 Euros aller-retour. Ça fait 174 Euros et tu ne payes plus de contrat de location puisque la bouteille t'appartient. En fait, elle n'est pas à toi, mais le droit d'usage si. La difference, c'est que la maintenance de la bouteille dont tu as le droit d'usage est à la charge de ton fournisseur. C'est lui qui paye les epreuves lorsque tu fait remplir une bouteille. Exactement comme pour une bouteille de butane de 13 kg.
Aller-retour, ça veut dire qu'on te livre une bouteille pleine trois jours après ta commande et que le chauffeur emporte ta bouteille vide quand tu le souhaites.
Quand tu le souhaites, ça veut dire que quand ta bouteille est presque vide, tu commandes une recharge. Trois jours plus tard tu reçois une bouteille pleine. Tu vides completement ton ancienne bouteille d'abord. Et tu la renvoie gratuitement seulement quand elle est vide.
1) C'est cher au départ, mais en quelques années, tu t'y retrouves puisque tu ne payes plus de contrat et pourtant tu beneficie d'une bouteille B20.
2) Les recharges livrées chez toi sont moins cheres que celles que tu dois aller chercher chez ton quincailler.
3) Tu peux vider tes bouteilles jusqu'au bout sans craindre de tomber en panne puisque tu te fais livrer avant d'avoir fini ta vieille bouteille.
Il y a un risque. Si Le Comptoir du Soudeur fait faillite, on peut avoir du mal à faire remplir les bouteilles parce que c'est du gaz espagnol. Mais comme cette formule interesse tous les petits consommateurs de gaz : soudeurs occasionnels, artisans generalistes ou soudeurs amateurs, je doute que la boutique puisse arreter son activité sans qu'un repreneur se manifeste. J'avoue que j'etais un peu inquiet pendant la periode du Covid. Les livraisons étaient annoncées avec retard. Une petite structure aurait pu ne pas y resister, alors qu'Air Liquide semblait plus solide. Mais Le comptoir du Soudeur est toujours là. Et plus on sera nombreux à leur faire confiance, moins le risque d'une faillite sera à craindre.
Il y a aussi un inconvenient. Le choix de gaz est bien plus limité que chez les gros gaziers. Pas de melanges ternaires et une seule possibilité pour l'argon + CO2. C'est 18 % de CO2 ou 0. Pas d'autre alternative.
Mais, il ne doit pas y avoir beaucoup de petits consommateurs qui acceptent de payer un contrat pour un melange argon-helium ou argon-CO2-hydrogene dont les vocations sont plutôt industrielles ou artisanale très pointue.
Troisième contrainte : il faut avoir un detendeur, alors que certains gaziers proposent maintenant des bouteilles pré-équipées. Pour l'argon, ce n'est pas trop problematique. Par contre, pour les gaz qu'on utilise tres peu, comme l'oxygene, je passe plus de detendeurs que de bouteilles. Je dois les acheter. Si j'avais des detendeurs integrés, ils seraient revisés à chaque remplissage. Mais comme je remplis une fois tous les quinze ans, ça ne me servirait à rien... Et comment ça se passerait si j'avais une bouteille 3/4 pleine de dix ans avec un detendeur integré HS ?
A toi de faire le bilan coût- bénéfice en fonction de ta consommation.
https://lecomptoirdusoudeur.com/156-bouteilles-de-gaz
Pour une fois que l'Europe et sa libre circulation des biens et des personnes ne nous sont pas, défavorables, je pense qu'il faut en profiter en étudiant pour chaque cas l'offre en gaz espagnol.
Evidemment, les frontaliers ont souvent intérêt à passer la frontière-passoire, en toute légalité pour aller acheter chez qui bon leur semble. La Belgique, l'Allemagne , la, Suisse, l'Espagne semblent avoir une offre plus, attrayante que la France. L'Italie, je ne sais pas. Mais ça m'etonnerait qu'au pays de la debrouille on se laisse rouler dans la farine comme en France. Tant pis pour les gaziers français qui semblent moins capables de comprendre les attentes des petits consommateurs que leurs confreres étrangers.
On va peut-être me traiter comme un type qui manque de patriotisme. Qu'est-ce qui prouve que les entreprises françaises appartiennent à des actionnaires français ?
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8445
Date d'inscription : 11/08/2010
woodbike aime ce message
Contenu sponsorisé
Page 2 sur 2 • 1, 2
» Réparation d'un carter de pont en fonte
» Reparation d'une poulie en fonte par brasage
» Réparation /revetement de glissière (rechargement): MOGLICE
» Réparation /revetement de glissière (rechargement): TURCITE
» Reparer/Souder la fonte (+ l'agrafage & réparation de filetage par insert)
» Reparation d'une poulie en fonte par brasage
» Réparation /revetement de glissière (rechargement): MOGLICE
» Réparation /revetement de glissière (rechargement): TURCITE
» Reparer/Souder la fonte (+ l'agrafage & réparation de filetage par insert)
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum