
Cazeneuve 590 HBY: STD & CL12
3 participants
Passion-Usinages :: Documentation :: Machines Outils: Manuels & Docs (Machinery Manuals & Brochures) :: Tours (Lathes)
Page 1 sur 1

Cazeneuve 590 HBY: STD & CL12
Enfield Mer 24 Nov 2010, 22:49
590 HBY STD notice merci a Castro001
590 HBY STD plans merci a Castro001
590 HBY STD Schémas électriques
590 HBY CL12 manuel d'entretien
590 HBY CL12 manuel utilisateur
590 HBY CL12 Schémas électriques
+ https://thomas-racing.blog4ever.com/tour-cazeneuve-hby-590-1
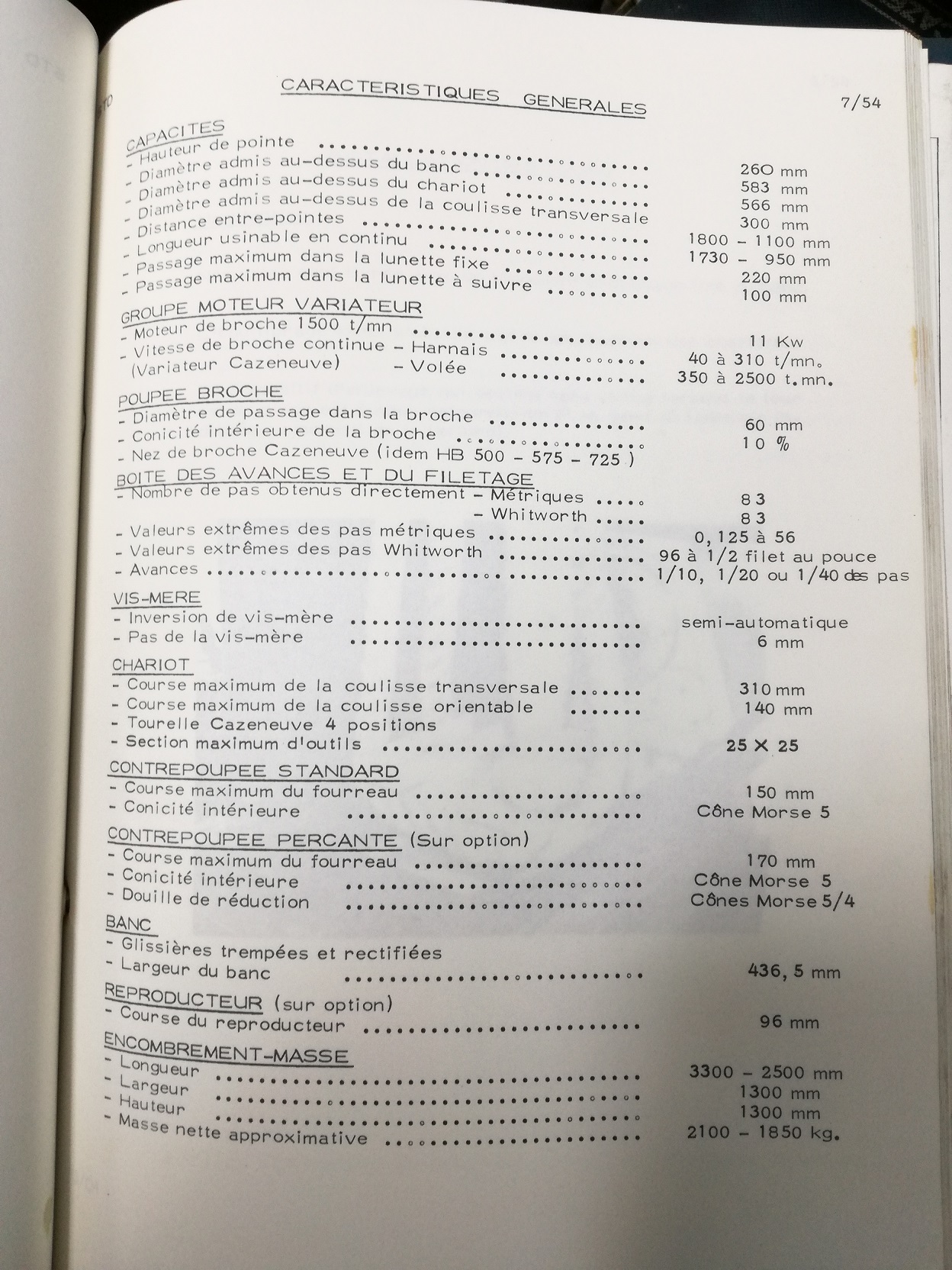
CAZENEUVE HBY 590
Hauteur de pointes : 260mm
Ø admis au dessus du banc : 583mm
Ø admis au dessus du chariot : 566mm
Ø admis au dessus de la coulisse transversale : 300mm
Entrepointes : 1100mm
Longeur usinale en continu : 950 mm
Passage maxi dans la lunette fixe : 220 mm
Passage maxi dans la lunette à suivre : 100 mm
Moteur de broche 1500 T/mn : 11kW
Vitesse de broche continue - Harnais : 50 -> 310 T/mn - volée : 400 -> 2500 t/mn
Ø de passage dans la broche : 60mm
Conicité intérieure de la broche : 10%
Nb de pas obtenus directement métriques : 83
Valeurs extrèmes des pas métrique 0,125 à 56
Nb d'avances longitudinales et transversales : 83
Pas de la vis mère 6 mm
Cone Morse 5
Largeur du banc : 436,5 mm
Poids : 1,85 T



590 HBY STD plans merci a Castro001
590 HBY STD Schémas électriques
590 HBY CL12 manuel d'entretien
590 HBY CL12 manuel utilisateur
590 HBY CL12 Schémas électriques
+ https://thomas-racing.blog4ever.com/tour-cazeneuve-hby-590-1
CAZENEUVE HBY 590
Hauteur de pointes : 260mm
Ø admis au dessus du banc : 583mm
Ø admis au dessus du chariot : 566mm
Ø admis au dessus de la coulisse transversale : 300mm
Entrepointes : 1100mm
Longeur usinale en continu : 950 mm
Passage maxi dans la lunette fixe : 220 mm
Passage maxi dans la lunette à suivre : 100 mm
Moteur de broche 1500 T/mn : 11kW
Vitesse de broche continue - Harnais : 50 -> 310 T/mn - volée : 400 -> 2500 t/mn
Ø de passage dans la broche : 60mm
Conicité intérieure de la broche : 10%
Nb de pas obtenus directement métriques : 83
Valeurs extrèmes des pas métrique 0,125 à 56
Nb d'avances longitudinales et transversales : 83
Pas de la vis mère 6 mm
Cone Morse 5
Largeur du banc : 436,5 mm
Poids : 1,85 T




Dernière édition par Enfield le Lun 18 Déc 2023, 21:46, édité 2 fois

Enfield- Administrateur

- Messages : 7517
Date d'inscription : 02/11/2010
Re: Cazeneuve 590 HBY: STD & CL12
TRD Ven 22 Sep 2023, 12:46
Il existe des HBY 590 avec une poupée mobile conventionnelle.

_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Cazeneuve 590 HBY: STD & CL12
brise-copeaux Ven 22 Sep 2023, 13:38
Salut,
J'ai connu les premiers HBX mais du tout les HBY ...elle sers à quoi la barre sous le trainard
@ +
PS: Impossible de télécharger les documents fournir par Enfield
J'ai connu les premiers HBX mais du tout les HBY ...elle sers à quoi la barre sous le trainard
@ +
PS: Impossible de télécharger les documents fournir par Enfield
_________________
Chez vous, vous avez l'heure chez nous , on a le temps-------proverbe africain----

brise-copeaux- Chevronné

- Messages : 1345
Date d'inscription : 10/07/2010
Re: Cazeneuve 590 HBY: STD & CL12
TRD Ven 22 Sep 2023, 14:05
Je decouvre ce tour, qui pour l'instant est encore dans l'atelier du vendeur. On a negocié ça : il paye la boite de manutention qui va installer son nouveau tour C. N. à la place de celui que j'ai acheté, et ils me le chargent gratis lors de la manutention du nouveau. Donc je ne l'aurai pas sous les yeux avant cinq ou six semaines.
A mon avis, ça doit être une butée pour la commande de cycle. Les 360 gerent une butee avant pour la fin du filetage, mais pas un retour automatique pour la passe suivante.
Si j'ai bien compris, certains 590 (pas tous) sont capables de revenir seuls au debut du filetage pour la passe suivante comme un tour C. N.
Ils le font aussi avec un copieur. Et c'est là que se trouve le "vice caché" des 590 d'occasion : ceux qui avaient un copieur ont fait de la serie et beaucoup sont completement usés.
A mon avis, ça doit être une butée pour la commande de cycle. Les 360 gerent une butee avant pour la fin du filetage, mais pas un retour automatique pour la passe suivante.
Si j'ai bien compris, certains 590 (pas tous) sont capables de revenir seuls au debut du filetage pour la passe suivante comme un tour C. N.
Ils le font aussi avec un copieur. Et c'est là que se trouve le "vice caché" des 590 d'occasion : ceux qui avaient un copieur ont fait de la serie et beaucoup sont completement usés.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Cazeneuve 590 HBY: STD & CL12
TRD Mer 27 Sep 2023, 21:50
En moins d'une semaine, j'ai bien avancé dans la connaissance de ce tour.
Il y a desormais pas mal d'informations sur mon blog. Et notamment des videos où on voit le fonctionnement de la vis mere reversible.
Je rappelle que sur les gammes HBX-HBY, la vis mere gere les filetages, mais aussi les avances .
Cette vis mère reversible sur les HBY (tous) permet un retour en arrière semi-automatique. Mais seuls les HBY CL12 peuvent revenir en arrière en rapide.
https://thomas-racing.blog4ever.com/tour-cazeneuve-hby-590-1
Il y a desormais pas mal d'informations sur mon blog. Et notamment des videos où on voit le fonctionnement de la vis mere reversible.
Je rappelle que sur les gammes HBX-HBY, la vis mere gere les filetages, mais aussi les avances .
Cette vis mère reversible sur les HBY (tous) permet un retour en arrière semi-automatique. Mais seuls les HBY CL12 peuvent revenir en arrière en rapide.
https://thomas-racing.blog4ever.com/tour-cazeneuve-hby-590-1
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Cazeneuve 590 HBY: STD & CL12
TRD Mar 23 Jan 2024, 07:51
Dispositif d'inversion de sens de rotation automatique de l'HBY 590 STD
Je confirme pour la " barre" dont parle Brise Copeaux. Il s'agit d'un coulisseau sur lequel sont montées deux cames reglables. Pour le modele CL12 deux autres cames etaient disponibles en accessoires.
Le trainard prend appui sur ces cames lorsqu'on qu'on fait des filetages. En se déplaçant, il pousse le coulisseau qui agit sur le dispositif d'inversion de sens de rotation de la vis mere.
La position des cames determine donc les deux localisations extrêmes de la course où le tour va fileter.
Le fonctionnement semi-automatique est expliqué dans le manuel de l'HBY 590 STD. En filetage semi-automatique :
- Le moteur du tour n'est jamais arreté
- La broche tourne toujours dans le même sens (celui qui a ete choisi par le tourneur)
- Le sens de rotation de la vis mere change automatiquement, mais l'ecrou de prise de force n'est jamais désengagé.
Par consequent, la notion de retombée dans le pas n'a pas lieu d'être. Le tour reste forcement dans le pas tant qu'on ne separe pas ecrou et vis mere.
L'ecrou reste engagé, mais le trainard ne se deplace plus aux deux extrémités de la course. Alors, le tourneur recule ou avance l'outil puis commande la course suivante avec le levier de filetage.
L'arrêt de deplacement du trainard en fin de filet est quasiment immediat. Par contre, le lancement du tablier au debut du filet necessite un temps technologique. Pour une synchronisation parfaite, la butée qui commande la mise en rotation de la vis dans le sens du filetage doit être placée de telle manière que le mouvement d'avance de filetage commence 30 mm avant le debut du filetage. Ça n'a pas de consequence pour la majorité des pieces puisque même s'il est possible que la piece soit plus longue que le filetage, le diamêtre de son extrémité doit être inférieur à celui du filetage pour assurer la montabilité de l'ecrou. Dans le cas particulier où l'ecrou serait en plusieurs partie et le filetage localisé entre deux epaulements delimitant des diametres plus grands que ceux du filetage, sans qu'il soit possible de laisser 30 mm de garde au debut du filetage, le fonctionnement semi-automatique ne serait pas envisageable. Mais une piece atypique de ce genre serait de toutes façons assez dificile à realiser avec un tour traditionnel.
Pour rester dans le pas, le tourneur ne doit jamais desengager l'ecrou de la vis mère. Le bénéfice du dispositif du Cazeneuve HBY 590 se situe aux niveaux suivants :
-possibilité d'augmenter fortement la vitesse de coupe par rapport à un tour ordinaire ;
- pas de souci de retombée dans le pas ;
- pas de temps technologique pour inverser le sens de rotation de la broche ;
- pas de gros appel de courant au redémarrage du moteur de broche ;
- pas de surchauffe du moteur, même pour des travaux à haute cadence ;
- moins de fatigue du tourneur pour des pieces repetitives ;
- moins de risques de fausse manoeuvre ;
- moins de risques de rater des pieces.
Je confirme pour la " barre" dont parle Brise Copeaux. Il s'agit d'un coulisseau sur lequel sont montées deux cames reglables. Pour le modele CL12 deux autres cames etaient disponibles en accessoires.
Le trainard prend appui sur ces cames lorsqu'on qu'on fait des filetages. En se déplaçant, il pousse le coulisseau qui agit sur le dispositif d'inversion de sens de rotation de la vis mere.
La position des cames determine donc les deux localisations extrêmes de la course où le tour va fileter.
Le fonctionnement semi-automatique est expliqué dans le manuel de l'HBY 590 STD. En filetage semi-automatique :
- Le moteur du tour n'est jamais arreté
- La broche tourne toujours dans le même sens (celui qui a ete choisi par le tourneur)
- Le sens de rotation de la vis mere change automatiquement, mais l'ecrou de prise de force n'est jamais désengagé.
Par consequent, la notion de retombée dans le pas n'a pas lieu d'être. Le tour reste forcement dans le pas tant qu'on ne separe pas ecrou et vis mere.
L'ecrou reste engagé, mais le trainard ne se deplace plus aux deux extrémités de la course. Alors, le tourneur recule ou avance l'outil puis commande la course suivante avec le levier de filetage.
L'arrêt de deplacement du trainard en fin de filet est quasiment immediat. Par contre, le lancement du tablier au debut du filet necessite un temps technologique. Pour une synchronisation parfaite, la butée qui commande la mise en rotation de la vis dans le sens du filetage doit être placée de telle manière que le mouvement d'avance de filetage commence 30 mm avant le debut du filetage. Ça n'a pas de consequence pour la majorité des pieces puisque même s'il est possible que la piece soit plus longue que le filetage, le diamêtre de son extrémité doit être inférieur à celui du filetage pour assurer la montabilité de l'ecrou. Dans le cas particulier où l'ecrou serait en plusieurs partie et le filetage localisé entre deux epaulements delimitant des diametres plus grands que ceux du filetage, sans qu'il soit possible de laisser 30 mm de garde au debut du filetage, le fonctionnement semi-automatique ne serait pas envisageable. Mais une piece atypique de ce genre serait de toutes façons assez dificile à realiser avec un tour traditionnel.
Pour rester dans le pas, le tourneur ne doit jamais desengager l'ecrou de la vis mère. Le bénéfice du dispositif du Cazeneuve HBY 590 se situe aux niveaux suivants :
-possibilité d'augmenter fortement la vitesse de coupe par rapport à un tour ordinaire ;
- pas de souci de retombée dans le pas ;
- pas de temps technologique pour inverser le sens de rotation de la broche ;
- pas de gros appel de courant au redémarrage du moteur de broche ;
- pas de surchauffe du moteur, même pour des travaux à haute cadence ;
- moins de fatigue du tourneur pour des pieces repetitives ;
- moins de risques de fausse manoeuvre ;
- moins de risques de rater des pieces.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Cazeneuve 590 HBY: STD & CL12
TRD Sam 09 Mar 2024, 21:14
Dépose du mandrin
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
» Cazeneuve
» Cazeneuve en California (Projet HBY 590 CL12)
» Restauration tour Cazeneuve HB500
» Cazeneuve 360 HBX & HBX 360-I (+ 590 HBX )
» Cazeneuve HB 800
» Cazeneuve en California (Projet HBY 590 CL12)
» Restauration tour Cazeneuve HB500
» Cazeneuve 360 HBX & HBX 360-I (+ 590 HBX )
» Cazeneuve HB 800
Passion-Usinages :: Documentation :: Machines Outils: Manuels & Docs (Machinery Manuals & Brochures) :: Tours (Lathes)
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum