
Badog CNC X3
2 participants
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 1 sur 3
Page 1 sur 3 • 1, 2, 3 
Badog CNC X3
ClubRobotESEO Dim 04 Oct 2015, 00:35
Bonjour à tous !
Je suis étudiant à l'ESEO sur Angers, une école d'ingénieurs en électronique et informatique, et avec une vingtaine d'étudiants nous faisons partie du club de robotique de notre école. L'électronique et le code, on maîtrise plutôt bien. La mécanique en revanche...
Il y a maintenant deux ans, nous avons investi dans une petite fraiseuse à commande numérique, histoire de pouvoir devenir autonome dans la réalisation de nos pièces. Après moult négociations avec les différents acteurs sur le marché, notre choix s'est porté sur la Badog X3, achetée directement chez Badog CNC.
A travers ce topic nous allons présenter nos travaux réalisés avec notre CNC, dans le cadre de notre participation à la coupe de France de Robotique, qui se déroulera en Mai.
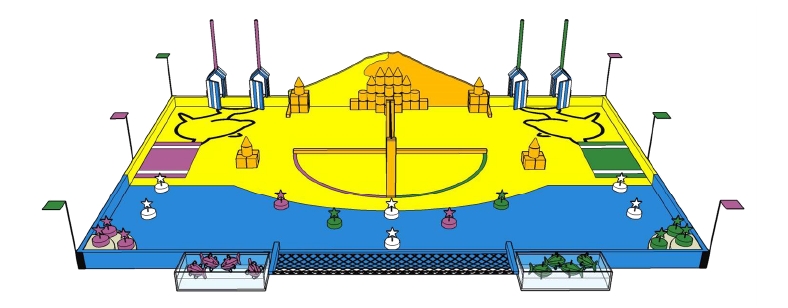
Pour présenter brièvement la coupe : pendant 8 mois, nous devons construire et programmer deux robots complètement autonomes, qui doivent effectuer plusieurs actions sur une table de jeu, en 90, face à deux robots adverses.
Le thème de la coupe cette année : la plage !
En attendant de vous poster nos avancements, voici une petite vidéo récapitulative de l'année dernière
Si jamais vous avez des questions, ou si vous avez des conseils, n'hésitez pas à vous manifester sur ce topic :)
A très bientôt !
Je suis étudiant à l'ESEO sur Angers, une école d'ingénieurs en électronique et informatique, et avec une vingtaine d'étudiants nous faisons partie du club de robotique de notre école. L'électronique et le code, on maîtrise plutôt bien. La mécanique en revanche...
Il y a maintenant deux ans, nous avons investi dans une petite fraiseuse à commande numérique, histoire de pouvoir devenir autonome dans la réalisation de nos pièces. Après moult négociations avec les différents acteurs sur le marché, notre choix s'est porté sur la Badog X3, achetée directement chez Badog CNC.
A travers ce topic nous allons présenter nos travaux réalisés avec notre CNC, dans le cadre de notre participation à la coupe de France de Robotique, qui se déroulera en Mai.
Pour présenter brièvement la coupe : pendant 8 mois, nous devons construire et programmer deux robots complètement autonomes, qui doivent effectuer plusieurs actions sur une table de jeu, en 90, face à deux robots adverses.
Le thème de la coupe cette année : la plage !
En attendant de vous poster nos avancements, voici une petite vidéo récapitulative de l'année dernière
Si jamais vous avez des questions, ou si vous avez des conseils, n'hésitez pas à vous manifester sur ce topic :)
A très bientôt !

ClubRobotESEO- Membre confirmé

- Messages : 16
Date d'inscription : 04/10/2015
Re: Badog CNC X3
ClubRobotESEO Dim 04 Oct 2015, 21:38
Après une bonne année d’usinage, à faire voler de l’alu dans le coffrage de la bête, il a fallu faire un petit nettoyage pour notre CNC, qui l’a mérité
On est resté plutôt simple dans le nettoyage, pour éviter les soucis de remontage.
On a commencé par retirer les moteurs pas à pas. Un petit coup de compresseur puis de chiffon, et ils sont propres.
L’axe Z est celui le plus exposé aux copeaux d’aluminium, donc on démonte le support de la broche pour accéder à la vis sans fin et aux glissières associées. On nettoie le tout et on remet un peu de graisse.


Même punition pour l’axe Y, avant de tout remonter.


L’axe X étant protégé, on a préféré éviter de le toucher pour éviter tout jeu.
La CNC est presque prête à réusiner ! Avant ça, il va falloir surfacer le martyr, qui en a bien bavé jusque-là à n'en être plus très plat

On est resté plutôt simple dans le nettoyage, pour éviter les soucis de remontage.
On a commencé par retirer les moteurs pas à pas. Un petit coup de compresseur puis de chiffon, et ils sont propres.
L’axe Z est celui le plus exposé aux copeaux d’aluminium, donc on démonte le support de la broche pour accéder à la vis sans fin et aux glissières associées. On nettoie le tout et on remet un peu de graisse.
Même punition pour l’axe Y, avant de tout remonter.
L’axe X étant protégé, on a préféré éviter de le toucher pour éviter tout jeu.
La CNC est presque prête à réusiner ! Avant ça, il va falloir surfacer le martyr, qui en a bien bavé jusque-là à n'en être plus très plat
ClubRobotESEO- Membre confirmé
- Messages : 16
Date d'inscription : 04/10/2015
Re: Badog CNC X3
ClubRobotESEO Mer 28 Oct 2015, 15:11
Bonjour à tous !
Désolé pour le délai depuis le dernier post, nous avons eu un problème de disque dur sur le pc qui s’occupait de contrôler la CNC. Du coup, il a fallu en trouver un autre et reconfigurer LinuxCNC tout comme il fallait (ce qui était la plus grosse partie). On s’est dépêcher de faire une sauvegarde, ça nous prendra moins de temps si on se retrouve dans la même galère
Trêve de bavardage. Nous nous attaquons dès à présent au surfaçage du martyr. Ça risque de nous prendre pas mal de temps. On ne laisse rien au hasard, on veut une surface bien plane, donc on se fait plaisir à faire des passes dans tous les sens. Et puis, on a de nouvelles recrues disponibles pour rester devant pendant quelques heures
En attendant que ça se termine, je vous laisse quelques aperçus du martyr avant surfaçage
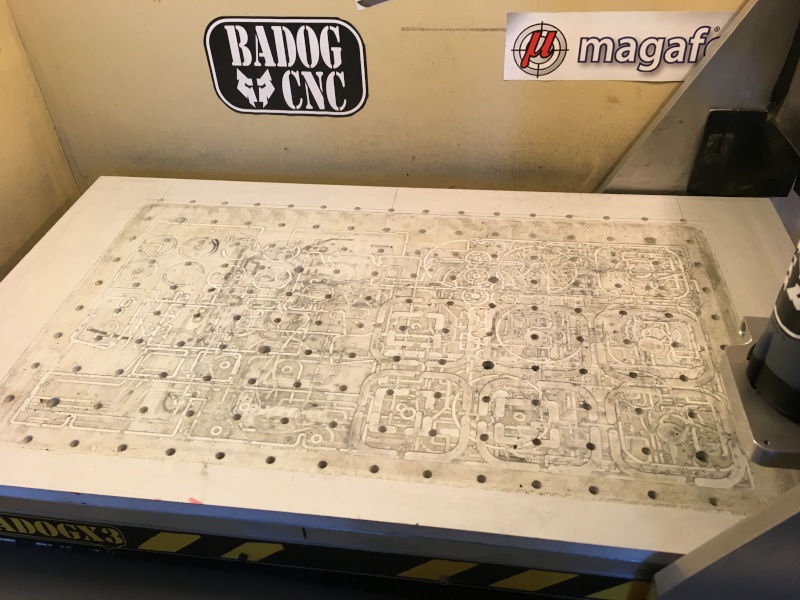


Et un aperçu du chemin que va parcourir la fraise (passage vertical, horizontal, puis en spirale).

Désolé pour le délai depuis le dernier post, nous avons eu un problème de disque dur sur le pc qui s’occupait de contrôler la CNC. Du coup, il a fallu en trouver un autre et reconfigurer LinuxCNC tout comme il fallait (ce qui était la plus grosse partie). On s’est dépêcher de faire une sauvegarde, ça nous prendra moins de temps si on se retrouve dans la même galère
Trêve de bavardage. Nous nous attaquons dès à présent au surfaçage du martyr. Ça risque de nous prendre pas mal de temps. On ne laisse rien au hasard, on veut une surface bien plane, donc on se fait plaisir à faire des passes dans tous les sens. Et puis, on a de nouvelles recrues disponibles pour rester devant pendant quelques heures
En attendant que ça se termine, je vous laisse quelques aperçus du martyr avant surfaçage
Et un aperçu du chemin que va parcourir la fraise (passage vertical, horizontal, puis en spirale).
ClubRobotESEO- Membre confirmé
- Messages : 16
Date d'inscription : 04/10/2015
Re: Badog CNC X3
ClubRobotESEO Jeu 05 Nov 2015, 18:02
Le surfaçage est terminé, on a désormais un bel état de surface. Comme on peut le voir, on n'a malheureusement pas réussi à surfacer les bords comme vous pouvez le constater, la fraiseuse ayant déjà atteint ses limites d'usinages (en terme de surface). Il suffira juste de fignoler à la main, avec un ciseau à bois très probablement (cette zone n'étant justement pas usinable, il y a assez peu d'importance quant à la précision de l'opération).
Quelques photos seront plus parlantes qu'une description :


J'ai oublié de montrer la fraise qui a servi au surfaçage. Vu le travail, il nous fallait bien évidemment une grosse fraise. On en a donc utilisé une de diamètre 30, trouvé au fond d'un de nos tiroirs.


Quelques photos seront plus parlantes qu'une description :
J'ai oublié de montrer la fraise qui a servi au surfaçage. Vu le travail, il nous fallait bien évidemment une grosse fraise. On en a donc utilisé une de diamètre 30, trouvé au fond d'un de nos tiroirs.
ClubRobotESEO- Membre confirmé
- Messages : 16
Date d'inscription : 04/10/2015
Re: Badog CNC X3
ClubRobotESEO Jeu 26 Nov 2015, 17:13
L’année avance, la conception des robots avance bien, et la fabrication du terrain se finalise. Il ne manque plus qu’à faire les bacs à poissons.


Parce qu’on veut vraiment avoir un beau terrain, on décide de le faire en plastique translucide. D’habitude, on fait découper du plexiglass (du vrai) à l’aide d’une imprimante laser, mais vu la surface des bacs, et le budget disponible, donc a décidé d’utiliser la CNC, malgré de précédentes expériences qui se sont mal déroulés. Forcément, le plastique fond et se solidifie immédiatement, faisant de gros pâtés sur les côtés de la pièce.
On choisit d’utiliser une fraise qui a déjà pris un sacré coup lors d’un usinage d’une plaque de MDF. Le bout a pris un gros coup de chaud comme vous pouvez le constater.

Une fois l’usinage terminé, nous nous sommes rendu compte que l’outil utilisé n’a pas été bien configuré sur Cambam (diamètre réel de 8, configuré comme du 3mm). Les pièces ne sont donc pas à la bonne taille, et nous comprenons mieux pourquoi les points d’attaches (pourtant prévu nombreux) n’ont pas tenus (devenus beaucoup trop fin).

Mis à part ce problème qui va nous forcer à recommencer, on se retrouve avec une surface très rayée sur les bords (forcément, on a essayé de retirer les morceaux fondus).

Les bords ont été travaillés très grossièrement à l’aide d’une ponceuse à bande, mais on se retrouve avec un état de surface pas trop mauvais (merci à l’échauffement dû aux frottements).

On va terminer ces bacs en plastique d’ici les prochains jours, mais à l’avenir, on préfèrera les faire dans une matière plus simple à usiner
Parce qu’on veut vraiment avoir un beau terrain, on décide de le faire en plastique translucide. D’habitude, on fait découper du plexiglass (du vrai) à l’aide d’une imprimante laser, mais vu la surface des bacs, et le budget disponible, donc a décidé d’utiliser la CNC, malgré de précédentes expériences qui se sont mal déroulés. Forcément, le plastique fond et se solidifie immédiatement, faisant de gros pâtés sur les côtés de la pièce.
On choisit d’utiliser une fraise qui a déjà pris un sacré coup lors d’un usinage d’une plaque de MDF. Le bout a pris un gros coup de chaud comme vous pouvez le constater.
Une fois l’usinage terminé, nous nous sommes rendu compte que l’outil utilisé n’a pas été bien configuré sur Cambam (diamètre réel de 8, configuré comme du 3mm). Les pièces ne sont donc pas à la bonne taille, et nous comprenons mieux pourquoi les points d’attaches (pourtant prévu nombreux) n’ont pas tenus (devenus beaucoup trop fin).
Mis à part ce problème qui va nous forcer à recommencer, on se retrouve avec une surface très rayée sur les bords (forcément, on a essayé de retirer les morceaux fondus).
Les bords ont été travaillés très grossièrement à l’aide d’une ponceuse à bande, mais on se retrouve avec un état de surface pas trop mauvais (merci à l’échauffement dû aux frottements).
On va terminer ces bacs en plastique d’ici les prochains jours, mais à l’avenir, on préfèrera les faire dans une matière plus simple à usiner
ClubRobotESEO- Membre confirmé
- Messages : 16
Date d'inscription : 04/10/2015
Re: Badog CNC X3
Mjc22160 Ven 27 Nov 2015, 21:22
Bonsoir
Si tu as le temps vas voir https://passion-usinages.forumgratuit.org/t5063p25-incliner-couronne-de-polycarbonate#33699 Notre ami
Onyx a fait un excellent travail sur polycarbonate avec des moyens inférieur à une fraiseuse cn, je pense que tu peux t'en inspirer pour améliorer
tes usinages des polymères.
Cordialement
Si tu as le temps vas voir https://passion-usinages.forumgratuit.org/t5063p25-incliner-couronne-de-polycarbonate#33699 Notre ami
Onyx a fait un excellent travail sur polycarbonate avec des moyens inférieur à une fraiseuse cn, je pense que tu peux t'en inspirer pour améliorer
tes usinages des polymères.
Cordialement
Mjc22160- Chevronné

- Messages : 1593
Date d'inscription : 13/08/2014
Re: Badog CNC X3
ClubRobotESEO Ven 04 Déc 2015, 16:49
En effet, son projet est impressionnant, et le rendu vraiment propre, on est presque jaloux du rendu 
Après avoir repris confiance en nous, on est allé acheter la matière nécessaire pour terminer le bac, et on s’est remis à la découpe.
Cette fois, on a diminué la vitesse de la broche (5500 tr/min pour une vitesse d'avance de 200mm/min) et on a donné beaucoup plus souvent des coups de compresseurs. Le résultat est bien meilleur, et beaucoup moins de problème
Une petite vidéo pour changer

On manque de colle, donc l’assemblage final va devoir attendre un peu
Après avoir repris confiance en nous, on est allé acheter la matière nécessaire pour terminer le bac, et on s’est remis à la découpe.
Cette fois, on a diminué la vitesse de la broche (5500 tr/min pour une vitesse d'avance de 200mm/min) et on a donné beaucoup plus souvent des coups de compresseurs. Le résultat est bien meilleur, et beaucoup moins de problème
Une petite vidéo pour changer
On manque de colle, donc l’assemblage final va devoir attendre un peu
ClubRobotESEO- Membre confirmé
- Messages : 16
Date d'inscription : 04/10/2015
Re: Badog CNC X3
Mjc22160 Ven 04 Déc 2015, 17:53
Bonsoir
beau boulot, les plaques que l'on voit en médaillon, sont brutes de coupe ? ou légèrement "uniformisées" par un ponçage judicieux ?
beau boulot, les plaques que l'on voit en médaillon, sont brutes de coupe ? ou légèrement "uniformisées" par un ponçage judicieux ?
Mjc22160- Chevronné
- Messages : 1593
Date d'inscription : 13/08/2014
Re: Badog CNC X3
ClubRobotESEO Dim 27 Déc 2015, 18:24
Salut !
Oui, ces plaques ont été poncé à l'aide d'une ponceuse à bande. C'est pas l'outil le plus adapté pour ça, mais l’échauffement que ça a produit à permis d'avoir un état de surface plutôt sympa (attention à ne pas trop insister, on s'est arrêté au moment où des petits bouts commençaient à fondre un peu, donc pas plus de 5s par tranche).
Sinon, sur d'autres pièces, on a essayé de faire une passe de finition avec la CNC, qui enlevait 0,4mm de matière sur toute la tranche. Le résultat est bien meilleur (je n'ai malheureusement pas accès au local pour prendre une photo en cette période). Il a juste fallu prévoir de bon points d'attaches.
Oui, ces plaques ont été poncé à l'aide d'une ponceuse à bande. C'est pas l'outil le plus adapté pour ça, mais l’échauffement que ça a produit à permis d'avoir un état de surface plutôt sympa (attention à ne pas trop insister, on s'est arrêté au moment où des petits bouts commençaient à fondre un peu, donc pas plus de 5s par tranche).
Sinon, sur d'autres pièces, on a essayé de faire une passe de finition avec la CNC, qui enlevait 0,4mm de matière sur toute la tranche. Le résultat est bien meilleur (je n'ai malheureusement pas accès au local pour prendre une photo en cette période). Il a juste fallu prévoir de bon points d'attaches.
ClubRobotESEO- Membre confirmé
- Messages : 16
Date d'inscription : 04/10/2015
Re: Badog CNC X3
ClubRobotESEO Dim 27 Déc 2015, 18:24
Cette fois, on va revenir sur une méthode qu’on utilise en dernier recours, lorsque l’on a besoin d’usiner des deux côtés d’une plaque avec la CNC. D’habitude, on trouve un moyen pour éviter ça, mais parfois, on n’y arrive pas.
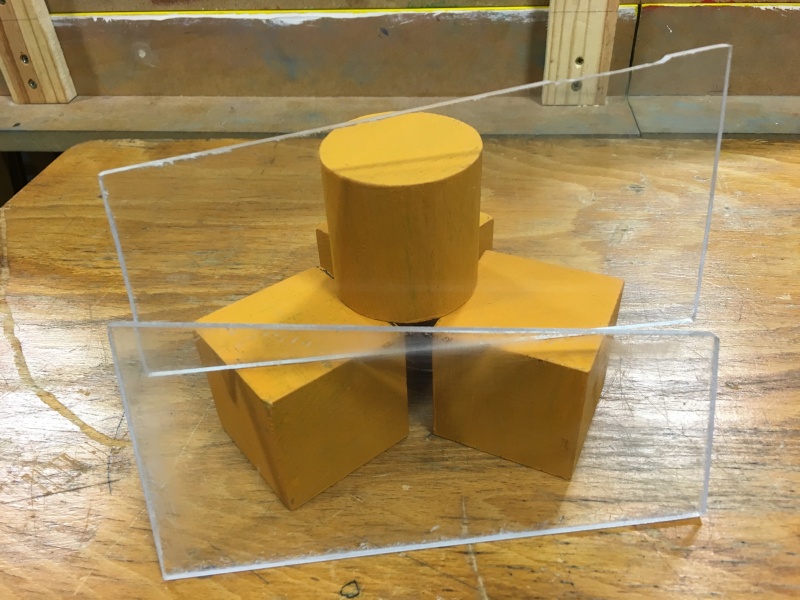
Pour former nos nouveaux membres, on a donc commencé par une pièce qui ne nécessitait pas une grosse précision, car on est incapable d’en avoir de cette façon. Il s’agit des rocher du terrain (pièce grise sur la capture).
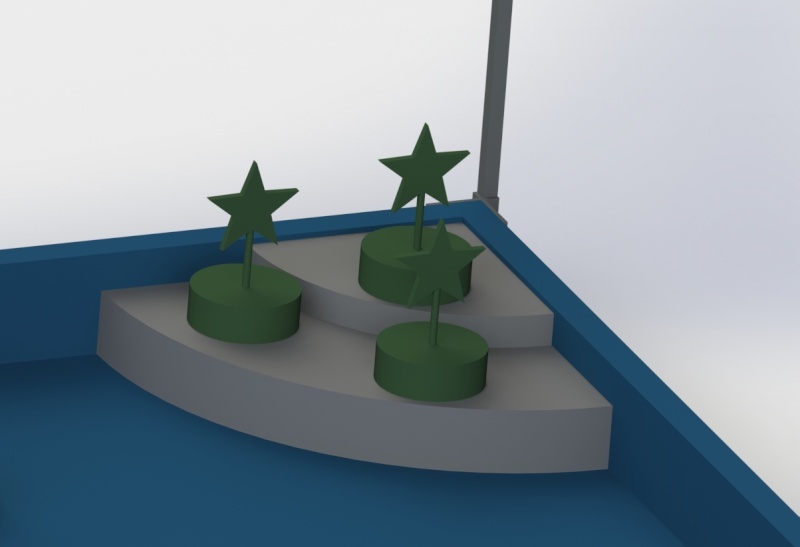
Il s’agit d’un quart de cercle R15 d’épaisseur 22mm et d’un autre quart de cercle R25 d’épaisseur 44mm. On a donc pris des plaques de MDF de 22mm. Si on a eu besoin de retourner la plaque pour l’usiner, c’est parce que dans notre stock de fraise, on n’a pas mieux qu’une fraise ayant une hauteur de coupe de 14mm. Alors oui, la CNC n’est clairement pas l’outil le plus adapté pour cette pièce, mais comme on l’a dit, c’était pour la formation des nouveaux
Pour commencer, c’est comme d’habitude sauf que l’on ne descend qu’à 14mm de profondeur (et donc pas de point d’attache nécessaire). On rajoute en plus un perçage du diamètre de l’outil qui servira de point de repère. On obtient donc notre usinage pour la face avant.

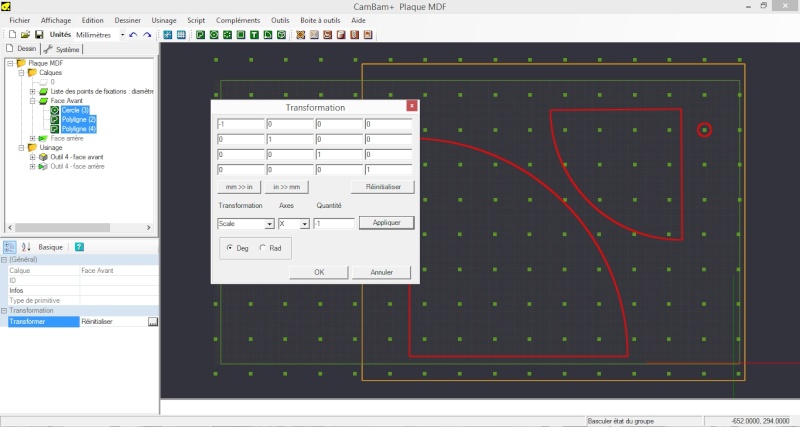
On usine la plaque comme d’habitude, on la retire et on revient sur Cambam. On crée ensuite un calque face arrière qui est un simple copier-coller du calque face avant. On sélectionne le calque et on applique une transformation d’échelle (scale) de -1 sur l’axe X.
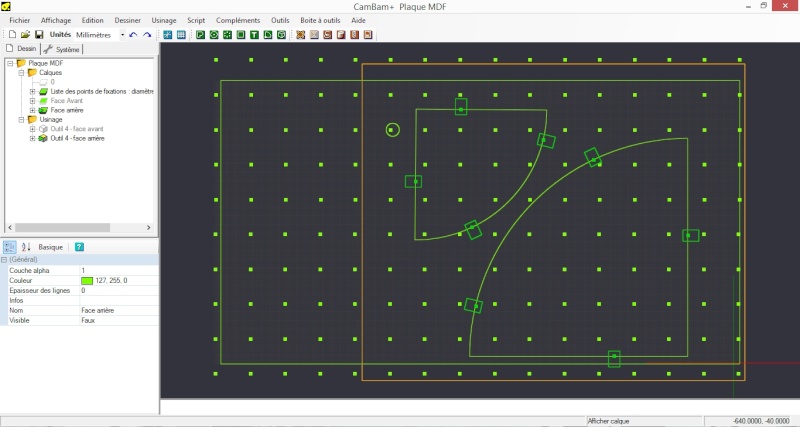
On a donc nos pièces retournées comme il le faut. On les remet correctement dans le brut pour plus de clarté (en prenant soin de tout déplacer d’un coup pour garder le même écartement entre les identités).
On passe ensuite à la seconde partie de l’usinage avec une petite manipulation à faire que je vous décrierai prochainement.
Pour former nos nouveaux membres, on a donc commencé par une pièce qui ne nécessitait pas une grosse précision, car on est incapable d’en avoir de cette façon. Il s’agit des rocher du terrain (pièce grise sur la capture).
Il s’agit d’un quart de cercle R15 d’épaisseur 22mm et d’un autre quart de cercle R25 d’épaisseur 44mm. On a donc pris des plaques de MDF de 22mm. Si on a eu besoin de retourner la plaque pour l’usiner, c’est parce que dans notre stock de fraise, on n’a pas mieux qu’une fraise ayant une hauteur de coupe de 14mm. Alors oui, la CNC n’est clairement pas l’outil le plus adapté pour cette pièce, mais comme on l’a dit, c’était pour la formation des nouveaux
Pour commencer, c’est comme d’habitude sauf que l’on ne descend qu’à 14mm de profondeur (et donc pas de point d’attache nécessaire). On rajoute en plus un perçage du diamètre de l’outil qui servira de point de repère. On obtient donc notre usinage pour la face avant.
On usine la plaque comme d’habitude, on la retire et on revient sur Cambam. On crée ensuite un calque face arrière qui est un simple copier-coller du calque face avant. On sélectionne le calque et on applique une transformation d’échelle (scale) de -1 sur l’axe X.
On a donc nos pièces retournées comme il le faut. On les remet correctement dans le brut pour plus de clarté (en prenant soin de tout déplacer d’un coup pour garder le même écartement entre les identités).
On passe ensuite à la seconde partie de l’usinage avec une petite manipulation à faire que je vous décrierai prochainement.
ClubRobotESEO- Membre confirmé
- Messages : 16
Date d'inscription : 04/10/2015
Page 1 sur 3 • 1, 2, 3
Passion-Usinages :: CNC :: Machines CNC :: Fraiseuses CN
Page 1 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|