
Filetage récalcitrant
+4
brise-copeaux
Mjc22160
Admin
Meshell
8 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Filetage récalcitrant
Meshell Mer 25 Nov 2015, 17:03
Bonjour à tous
Je suis nouveau ici, ainsi que dans le travail du métal (je sais déjà la différence entre un clou et une vis...)
Je m'entête à fileter un axe acier afin d'y visser un mandrin en 3/8-24 UNF.
1er essai: Filière et tourne à gauche.
En finale, le bout du mandrin décrit un ovale de +- 50 centièmes.
J'employais un axe de 10, je me suis dit que la filière rencontrait trop de métal à couper, et que c'était peut être la raison.
Comme j'avais aussi un axe en 3/ 8, je recommence.
Erreur en bout de mandrin: 40/100e
Je fixe la filière sur ma perceuse d'établi, l'arbre dans le mandrin, je corrige la position de la filière par rapport à l'axe
avec une équerre afin d'être pile à angle droit dans tous les sens.
Je démarre le filet en tournant à la main, après trois tours je reprends au tourne à gauche.
Résultat identique.
Comme je dispose d'un axe déjà fileté d'usine, je contrôle le mandrin monté sur lui, jeu en bout 1 à 2 centièmes.
Ensuite je visse la filière sur cet axe parfait, tout va bien, à l'équerre elle est parfaitement positionnée, en la
tournant à la main et comparateur sur sa face avant, elle donne 5/100e de faux rond..
Au pied à coulisse, la filière a un ovale extérieur de 10 centièmes (important ?)
Donc, quelle que soit la manière dont je m'en sers, ça finit de biais.
Est il possible qu'il existe des filières dont le perçage (les filets) puissent-être de travers par rapport au corps même,
cas où il faudrait que je la positionne au départ en biais pour avoir un filet droit ?
Si quelqu'un connaissait un moyen de faire mieux qu'il parle maintenant ou se taise à jamais
(PS: Je n'ai pas de tour évidemment, et si on me conseille d'en acheter un pour fileter 1 axe, je refuserai)
Je pourrais donner mon axe à un tourneur mais j'aimerais tellement y arriver tout seul..
Merci à tous ceux qui se pencheront sur mon petit problème.
Meshell
Je suis nouveau ici, ainsi que dans le travail du métal (je sais déjà la différence entre un clou et une vis...)
Je m'entête à fileter un axe acier afin d'y visser un mandrin en 3/8-24 UNF.
1er essai: Filière et tourne à gauche.
En finale, le bout du mandrin décrit un ovale de +- 50 centièmes.
J'employais un axe de 10, je me suis dit que la filière rencontrait trop de métal à couper, et que c'était peut être la raison.
Comme j'avais aussi un axe en 3/ 8, je recommence.
Erreur en bout de mandrin: 40/100e
Je fixe la filière sur ma perceuse d'établi, l'arbre dans le mandrin, je corrige la position de la filière par rapport à l'axe
avec une équerre afin d'être pile à angle droit dans tous les sens.
Je démarre le filet en tournant à la main, après trois tours je reprends au tourne à gauche.
Résultat identique.
Comme je dispose d'un axe déjà fileté d'usine, je contrôle le mandrin monté sur lui, jeu en bout 1 à 2 centièmes.
Ensuite je visse la filière sur cet axe parfait, tout va bien, à l'équerre elle est parfaitement positionnée, en la
tournant à la main et comparateur sur sa face avant, elle donne 5/100e de faux rond..
Au pied à coulisse, la filière a un ovale extérieur de 10 centièmes (important ?)
Donc, quelle que soit la manière dont je m'en sers, ça finit de biais.
Est il possible qu'il existe des filières dont le perçage (les filets) puissent-être de travers par rapport au corps même,
cas où il faudrait que je la positionne au départ en biais pour avoir un filet droit ?
Si quelqu'un connaissait un moyen de faire mieux qu'il parle maintenant ou se taise à jamais
(PS: Je n'ai pas de tour évidemment, et si on me conseille d'en acheter un pour fileter 1 axe, je refuserai)
Je pourrais donner mon axe à un tourneur mais j'aimerais tellement y arriver tout seul..
Merci à tous ceux qui se pencheront sur mon petit problème.
Meshell
Meshell- Nouveau

- Messages : 6
Date d'inscription : 25/11/2015
Personne ?
Meshell Jeu 26 Nov 2015, 19:37
Bonjour
Je constate deux jours après, que 50 personnes ont lu mon
-long- texte et que personne n'a jugé utile d'intervenir.
Soit personne ne comprend ce que je demande et je devrais
donc prendre des cours de langue française.
Soit le problème semble insoluble ...
(à part les solutions du type :Change de filière, change d'axe,
change de main, change d'étau, change de hobby, change de
ville, de pays......bref.
Mais quelle que soit la raison du silence général, le désespoir me gagne lentement.
Cordialement
Meshell
Je constate deux jours après, que 50 personnes ont lu mon
-long- texte et que personne n'a jugé utile d'intervenir.
Soit personne ne comprend ce que je demande et je devrais
donc prendre des cours de langue française.
Soit le problème semble insoluble ...
(à part les solutions du type :Change de filière, change d'axe,
change de main, change d'étau, change de hobby, change de
ville, de pays......bref.
Mais quelle que soit la raison du silence général, le désespoir me gagne lentement.
Cordialement
Meshell
Meshell- Nouveau
- Messages : 6
Date d'inscription : 25/11/2015
Re: Filetage récalcitrant
Admin Jeu 26 Nov 2015, 21:13
Bonsoir
Pas de panique, si je comprend bien ton problème tu fait un filetage à la main (filière et tourne à gauche) pour installer un mandrin et tu veut que ça tourne droit? Là je crois que tu te fais des illusions, si tu veut quelque chose d'à peut près correct il faut faire ton filetage au tour pour une bonne concentricité à la main je pense que c'est mission impossible.
Pas de panique, si je comprend bien ton problème tu fait un filetage à la main (filière et tourne à gauche) pour installer un mandrin et tu veut que ça tourne droit? Là je crois que tu te fais des illusions, si tu veut quelque chose d'à peut près correct il faut faire ton filetage au tour pour une bonne concentricité à la main je pense que c'est mission impossible.

Admin- Administrateur

- Messages : 1795
Date d'inscription : 03/07/2010
Re: Filetage récalcitrant
Mjc22160 Ven 27 Nov 2015, 12:47
Bonjour
Sauf "coup de pot" extraordinaire et peu probable" ! ...... Mieux vaut trouver un copain dans ton coin qui dispose d'un tour , et qui sera à même de réaliser cela avec la précision demandée.
Cordialement
Sauf "coup de pot" extraordinaire et peu probable" ! ...... Mieux vaut trouver un copain dans ton coin qui dispose d'un tour , et qui sera à même de réaliser cela avec la précision demandée.
Cordialement
Mjc22160- Chevronné

- Messages : 1593
Date d'inscription : 13/08/2014
Re: Filetage récalcitrant
Meshell Ven 27 Nov 2015, 16:01
Merci pour vos interventions même si sans grand espoir....
Pour mes copains possédant un tour, je ne dispose que d'électroniciens,
le monde d'où je viens est plutôt genre oscilloscopes.
D'autre part pour répondre au coup de pot cité par MJC, je crois que cela existe.
Hier j'ai employé un autre système avec ma pauvre filière de base.
Contrôle, en montant le mandrin (Jacobs) sur l'axe et une tige acier dans les mors,
je mesure +1.5 -1.5 centièmes de faux rond, ceci à 4 cm de distance du filetage.
Au bec des mors, cela se réduit à +0.8 -0.8 /100e (approx, en gros cela couvre une graduation et demie)
J'ai lu ici des discussion où les pros se contentent de 2/100e de précision au tour,
alors j'en déduis que c'est pas mal pour un bricoleux avec une filière de pauvre.
Coup de pot unique signalé par MJC ou méthode innovante ?
Je recommence aujourd'hui de la même manière et je vous fais un rapport,
si des fois vous repassez par là...
Cordialement
Meshell
Pour mes copains possédant un tour, je ne dispose que d'électroniciens,
le monde d'où je viens est plutôt genre oscilloscopes.
D'autre part pour répondre au coup de pot cité par MJC, je crois que cela existe.
Hier j'ai employé un autre système avec ma pauvre filière de base.
Contrôle, en montant le mandrin (Jacobs) sur l'axe et une tige acier dans les mors,
je mesure +1.5 -1.5 centièmes de faux rond, ceci à 4 cm de distance du filetage.
Au bec des mors, cela se réduit à +0.8 -0.8 /100e (approx, en gros cela couvre une graduation et demie)
J'ai lu ici des discussion où les pros se contentent de 2/100e de précision au tour,
alors j'en déduis que c'est pas mal pour un bricoleux avec une filière de pauvre.
Coup de pot unique signalé par MJC ou méthode innovante ?
Je recommence aujourd'hui de la même manière et je vous fais un rapport,
si des fois vous repassez par là...
Cordialement
Meshell
Meshell- Nouveau
- Messages : 6
Date d'inscription : 25/11/2015
Re: Filetage récalcitrant
brise-copeaux Ven 27 Nov 2015, 17:23
Meshell a écrit:
Je recommence aujourd'hui de la même manière et je vous fais un rapport,
si des fois vous repassez par là...
Cordialement
Meshell
Salut,
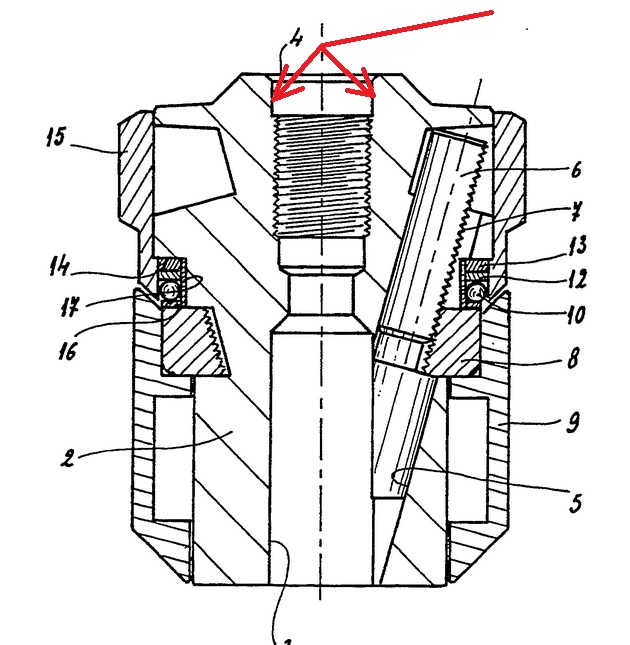
Un mandrin n'est jamais centré par le filetage, mais un emboitement juste...donc tu perds ton temps à vouloir insister.
C'est ici que l'ajustement se fait pour avoir une bonne concentricité.
@ +
_________________
Chez vous, vous avez l'heure chez nous , on a le temps-------proverbe africain----

brise-copeaux- Chevronné
- Messages : 1303
Date d'inscription : 10/07/2010
Re: Filetage récalcitrant
Okapi Sam 28 Nov 2015, 00:29
J'irai encore plus loin que brise-copeaux, on ne centre jamais quoi que ce soit de manière précise à la filière conventionnelle, c'est un mode de serrage, pas de centrage.
Okapi- Chevronné
- Messages : 684
Date d'inscription : 26/08/2013
Re: Filetage récalcitrant
Meshell Sam 28 Nov 2015, 19:30
Merci encore pour vos conseils.
J'avoue que je n'ai jamais vu cette sorte d'emboîtage.
Mon mandrin possède une entrée lisse, mais de seulement 3 mm de profondeur avant le 1er filet.
Même en tant que profane je ne suis pas sûr que 3 mm d'emboîture suffisent à centrer ET aligner le mandrin.
C'est un mandrin Jacobs de bonne qualité.
Par contre tous les axes que j'ai vus jusqu'ici étaient filetés avec un brin de jeu pour laisser le mandrin plus
libre et comportaient un épaulement important à l'arrière du filetage, de sorte que le mandrin, avant d'arriver
en fin de filetage, venait appliquer sa face arrière sur l'épaulement et s'alignait automatiquement.
Et justement tous ces axes n'ont pas de partie lisse à emboîter et au contraire ont les derniers filets dégagés
(sans filetage), le tourneur creuse une fosse juste avant l'épaulement..
(J'ai récupéré plusieurs axes de sorties de perceuses HS, mais ils sont toujours trop courts pour être utiles)
Bref, me voila dans une sérieuse impasse, pour un début dans la mécanique c'est raté.
Merci à tous
Meshell.

J'avoue que je n'ai jamais vu cette sorte d'emboîtage.
Mon mandrin possède une entrée lisse, mais de seulement 3 mm de profondeur avant le 1er filet.
Même en tant que profane je ne suis pas sûr que 3 mm d'emboîture suffisent à centrer ET aligner le mandrin.
C'est un mandrin Jacobs de bonne qualité.
Par contre tous les axes que j'ai vus jusqu'ici étaient filetés avec un brin de jeu pour laisser le mandrin plus
libre et comportaient un épaulement important à l'arrière du filetage, de sorte que le mandrin, avant d'arriver
en fin de filetage, venait appliquer sa face arrière sur l'épaulement et s'alignait automatiquement.
Et justement tous ces axes n'ont pas de partie lisse à emboîter et au contraire ont les derniers filets dégagés
(sans filetage), le tourneur creuse une fosse juste avant l'épaulement..
(J'ai récupéré plusieurs axes de sorties de perceuses HS, mais ils sont toujours trop courts pour être utiles)
Bref, me voila dans une sérieuse impasse, pour un début dans la mécanique c'est raté.
Merci à tous
Meshell.
Meshell- Nouveau
- Messages : 6
Date d'inscription : 25/11/2015
Re: Filetage récalcitrant
brise-copeaux Sam 28 Nov 2015, 20:38
Meshell a écrit:Merci encore pour vos conseils.
J'avoue que je n'ai jamais vu cette sorte d'emboîtage.
Mon mandrin possède une entrée lisse, mais de seulement 3 mm de profondeur avant le 1er filet.
Même en tant que profane je ne suis pas sûr que 3 mm d'emboîture suffisent à centrer ET aligner le mandrin.
C'est un mandrin Jacobs de bonne qualité.
Par contre tous les axes que j'ai vus jusqu'ici étaient filetés avec un brin de jeu pour laisser le mandrin plus
libre et comportaient un épaulement important à l'arrière du filetage, de sorte que le mandrin, avant d'arriver
en fin de filetage, venait appliquer sa face arrière sur l'épaulement et s'alignait automatiquement.
Et justement tous ces axes n'ont pas de partie lisse à emboîter et au contraire ont les derniers filets dégagés
(sans filetage), le tourneur creuse une fosse juste avant l'épaulement..
(J'ai récupéré plusieurs axes de sorties de perceuses HS, mais ils sont toujours trop courts pour être utiles)
Bref, me voila dans une sérieuse impasse, pour un début dans la mécanique c'est raté.
Merci à tous
Meshell.
Salut,
Bah tu te trompes même 1mm d'emboitement suffis pour center correctement le mandrin.
Voici les bons axes pour monter un mandrin.
http://www.utiloutil.fr/SHOP/catalog/index.php?cPath=33_154_165
Clic sur le premier, tu vas y voir un emboitement.
@ +
_________________
Chez vous, vous avez l'heure chez nous , on a le temps-------proverbe africain----
brise-copeaux- Chevronné
- Messages : 1303
Date d'inscription : 10/07/2010
Re: Filetage récalcitrant
BEROLA Dim 29 Nov 2015, 09:49
Bonjour
Je découvre ce fil après coup et ne peux que confirmer toutes les réponses données
@+
Je découvre ce fil après coup et ne peux que confirmer toutes les réponses données
@+
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)

BEROLA- Chevronné
- Messages : 2846
Date d'inscription : 13/12/2010
Page 1 sur 2 • 1, 2
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum