
Presentation d un breton
5 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 
Presentation d un breton
NIKO1983 Mer 15 Juin 2022, 18:29
salut tous le monde  . Moi c est nico passionné par les vielles mecaniques et tourneur fraiseur de metier. Je viens de recuperer un vieux tour de marque inconnue pour mes petites bricoles a la maison, et j aurais surement besoin de petits renseignements pour le remettre en route
. Moi c est nico passionné par les vielles mecaniques et tourneur fraiseur de metier. Je viens de recuperer un vieux tour de marque inconnue pour mes petites bricoles a la maison, et j aurais surement besoin de petits renseignements pour le remettre en route 
voila a bientot
. Moi c est nico passionné par les vielles mecaniques et tourneur fraiseur de metier. Je viens de recuperer un vieux tour de marque inconnue pour mes petites bricoles a la maison, et j aurais surement besoin de petits renseignements pour le remettre en route voila a bientot
NIKO1983- Nouveau

- Messages : 5
Date d'inscription : 15/06/2022
Re: Presentation d un breton
TRD Mer 15 Juin 2022, 18:42
Bienvenue sur Passion-usinages NIKO.
As-tu des photos du tour ?
As-tu des photos du tour ?
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 7596
Date d'inscription : 11/08/2010
Re: Presentation d un breton
NIKO1983 Mer 15 Juin 2022, 20:19
TRD a écrit:Bienvenue sur Passion-usinages NIKO.
As-tu des photos du tour ?
Merci
 Oui bien sûr j ai des photos. J ouvrirai un post pour ca
Oui bien sûr j ai des photos. J ouvrirai un post pour ca 
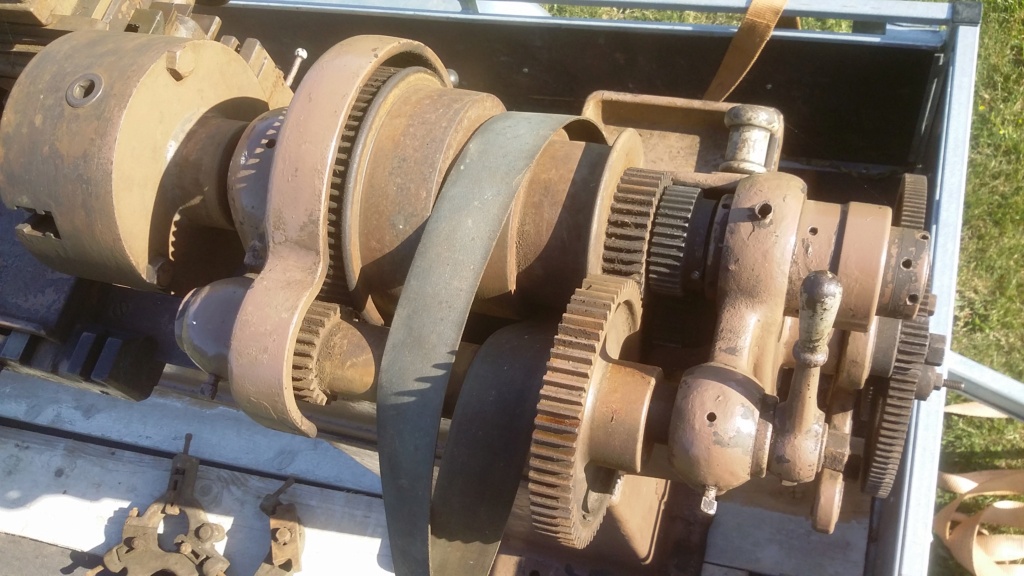
Quelques photos en attendant




Et les accessoires



Et la seule info sur la marque

Voila
NIKO1983- Nouveau
- Messages : 5
Date d'inscription : 15/06/2022
Re: Presentation d un breton
brise-copeaux Mer 15 Juin 2022, 21:54
NIKO1983 a écrit:
Et la seule info sur la marquesi quelqu un connaît ?
Salut,
C'est Parigo ça déjà vu ce sigle sur une vielle perceuse, en fait tu ne trouvera pas marque de ce tour.
En fait c'est un générique, à l'époque les fonderies produisaient pour tout le monde, les monteurs ou vendeurs mettaient leurs sigle sur les bâtis...toi c'est société mécanique.
_________________
Chez vous, vous avez l'heure chez nous , on a le temps-------proverbe africain----

brise-copeaux- Chevronné

- Messages : 1303
Date d'inscription : 10/07/2010
Re: Presentation d un breton
BEROLA Mer 15 Juin 2022, 21:56
En tout cas il a un "air de famille" avec les tours parisiens Vuilleumier .
J'ai eu un de ces tours jadis , mais dans une taille plus réduite .
J'ai eu un de ces tours jadis , mais dans une taille plus réduite .
_________________
CAV 430
Je ne me lasse pas d'être utile , la nature m'a fait ainsi. (Léonard de Vinci )
on ne résoud pas les problèmes avec ceux qui les ont crées . (Enstein)

BEROLA- Chevronné
- Messages : 2852
Date d'inscription : 13/12/2010
Re: Presentation d un breton
TRD Mer 15 Juin 2022, 21:58
SM, j'ai bien pensé à Sambre et Meuse, mais apparemment, ils n'ont pas fabriqué de tour.
Sado-Maso non plus..
C'est typiquement une machine d'entre les deux guerres. Vu la forme du pied, je dirais plutot annees 20-25 environ. Cest machines ont été conçues pour etre entrainées par un arbre situé au plafond de l'atelier. Ces arbres entrainaient souvent plusieurs machines. Des moteurs autonomes ont souvent été ajoutés ensuite.
De tres nombreuses marques de cette epoque ont produit une multitude de machines qui se ressemblent beaucoup. Et la majorité de ces marques ont disparu. Pour compliquer un peu, à la signature de l'armistice de 1918, l'Allemagne a dû verser une dette de guerre à la France. Pour rembourser cette dette, de nombreuses machines ont traversé le Rhin.
La tourelle, si elle est d'origine semble indiquer une machine en provenance d'Allemagne. Mais elle a pu etre ajoutee ensuite.
Il serait interessant de regarder si la visserie est metrique ou imperiale. Ça peut orienter les recherches sur un produit americain ou anglais.
La majorité des broches de cette epoque a un palier avant conique. En deplaçant axialement le coussinet grâce à un ecrou, on peut regler le jeu.
Comme le palier s'echauffe en travaillant, il se dilate. On doit donc regler le jeu à chaud.
Et fatalement faire fonctionner le tour avant de faire des travaux precis pour chauffer le palier.
Il reste que si on reduit trop le jeu, le frottement du palier provoque un fort patinage de la courroie. Pour compliquer un peu l'affaire, plus on met d'huile dans le palier, plus il en part sur la courroie. Ajouter (quand c'est possible) un deflecteur entre le pallier et la poulie est un bon moyen pour etre moins embêté de ce côté.
Souvent, les graduations du tambour du transversal sont au dixieme au diametre. Parfois 0,05 au diametre. Rarement mieux. On peut neanmoins realiser des cotes plus precises de deux manieres. La plus evidente consiste à installer un comparateur sur le transversal. L'autre fait appel à la trigonometrie. En inclinant le petit chariot de 5 degrés et 43 minutes (5,75 degrés environ), chaque millimetre de course du petit chariot deplace l'outil en direction du centre de 0,1 mm. Et par consequent, chaque dixieme de deplacement rapproche l'outil d'un centieme. Si le banc du tour n'est pas trop usé, on parvient avec cette methode à realiser des ajustements corrects.
Autre specificité de ces machines : les broches et les mandrins ne peuvent pas tourner aussi vite que ceux des machines modernes. On a donc souvent de meilleurs resultats avec des outils en acier rapide qu'avec des outils carbure. Pour les gros diametres, ce n'est plus la vitesse de broche qui limite l'utilisation des outils carbure, mais souvent la puissance du moteur ou le patinage de courroie.
Les filetages contre epaulement sont difficiles à realiser à cause de l'inertie de la broche et de ses lourdes poulies.
Bref, on peut faire beaucoup de choses avec ce genre de machine. Ce sont elles qui ont reconstruit l'Europe apres la seconde guerre mondiale. Je les connais parce que j'en ai eu une presque dix ans. Mais il faut apprendre à travailler comme à l'époque et par consequent accepter de consacrer plus de temps qu'avec une machine moderne. Beaucoup plus.
Sado-Maso non plus..
C'est typiquement une machine d'entre les deux guerres. Vu la forme du pied, je dirais plutot annees 20-25 environ. Cest machines ont été conçues pour etre entrainées par un arbre situé au plafond de l'atelier. Ces arbres entrainaient souvent plusieurs machines. Des moteurs autonomes ont souvent été ajoutés ensuite.
De tres nombreuses marques de cette epoque ont produit une multitude de machines qui se ressemblent beaucoup. Et la majorité de ces marques ont disparu. Pour compliquer un peu, à la signature de l'armistice de 1918, l'Allemagne a dû verser une dette de guerre à la France. Pour rembourser cette dette, de nombreuses machines ont traversé le Rhin.
La tourelle, si elle est d'origine semble indiquer une machine en provenance d'Allemagne. Mais elle a pu etre ajoutee ensuite.
Il serait interessant de regarder si la visserie est metrique ou imperiale. Ça peut orienter les recherches sur un produit americain ou anglais.
La majorité des broches de cette epoque a un palier avant conique. En deplaçant axialement le coussinet grâce à un ecrou, on peut regler le jeu.
Comme le palier s'echauffe en travaillant, il se dilate. On doit donc regler le jeu à chaud.
Et fatalement faire fonctionner le tour avant de faire des travaux precis pour chauffer le palier.
Il reste que si on reduit trop le jeu, le frottement du palier provoque un fort patinage de la courroie. Pour compliquer un peu l'affaire, plus on met d'huile dans le palier, plus il en part sur la courroie. Ajouter (quand c'est possible) un deflecteur entre le pallier et la poulie est un bon moyen pour etre moins embêté de ce côté.
Souvent, les graduations du tambour du transversal sont au dixieme au diametre. Parfois 0,05 au diametre. Rarement mieux. On peut neanmoins realiser des cotes plus precises de deux manieres. La plus evidente consiste à installer un comparateur sur le transversal. L'autre fait appel à la trigonometrie. En inclinant le petit chariot de 5 degrés et 43 minutes (5,75 degrés environ), chaque millimetre de course du petit chariot deplace l'outil en direction du centre de 0,1 mm. Et par consequent, chaque dixieme de deplacement rapproche l'outil d'un centieme. Si le banc du tour n'est pas trop usé, on parvient avec cette methode à realiser des ajustements corrects.
Autre specificité de ces machines : les broches et les mandrins ne peuvent pas tourner aussi vite que ceux des machines modernes. On a donc souvent de meilleurs resultats avec des outils en acier rapide qu'avec des outils carbure. Pour les gros diametres, ce n'est plus la vitesse de broche qui limite l'utilisation des outils carbure, mais souvent la puissance du moteur ou le patinage de courroie.
Les filetages contre epaulement sont difficiles à realiser à cause de l'inertie de la broche et de ses lourdes poulies.
Bref, on peut faire beaucoup de choses avec ce genre de machine. Ce sont elles qui ont reconstruit l'Europe apres la seconde guerre mondiale. Je les connais parce que j'en ai eu une presque dix ans. Mais il faut apprendre à travailler comme à l'époque et par consequent accepter de consacrer plus de temps qu'avec une machine moderne. Beaucoup plus.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7596
Date d'inscription : 11/08/2010
Re: Presentation d un breton
NIKO1983 Mer 15 Juin 2022, 22:38
merci brise copeaux pour l info apres la marque c est pas ce qui m occupe le plus mais j aime bien connaitre d ou ca vient 
vuillemier je vais regarder ca  merci berola
merci berola
pour TRD c est un tour qui me servira juste a faire quelques pieces sans grande precision peut etre reprendre des filets suivant les cas enfin c est vraiment juste pour me depanner a la maison. Pour tous le reste j ai du tres moderne qui sont prete a me faire de belles pieces a mon taf
Bon apres on verra a l usage
Pour le moment il faut que je trouve des idees pour pouvoir l entrainer avec un moteur a lui tous en restant le plus compact possible!
Je sais pas si il y a beaucoup de vieux tour de ce type sur le forum mais je suis preneur d idées sur les renvois avec poulie pour le motoriser
pour la visserie je regardais pour voir si metrique ou autre
merci pour les infos en tous cas
apres la marque c est pas ce qui m occupe le plus mais j aime bien connaitre d ou ca vient vuillemier
merci berolapour TRD c est un tour qui me servira juste a faire quelques pieces sans grande precision peut etre reprendre des filets suivant les cas enfin c est vraiment juste pour me depanner a la maison. Pour tous le reste j ai du tres moderne qui sont prete a me faire de belles pieces a mon taf
Bon apres on verra a l usage
Pour le moment il faut que je trouve des idees pour pouvoir l entrainer avec un moteur a lui tous en restant le plus compact possible!
Je sais pas si il y a beaucoup de vieux tour de ce type sur le forum mais je suis preneur d idées sur les renvois avec poulie pour le motoriser
pour la visserie je regardais pour voir si metrique ou autre
merci pour les infos en tous cas
NIKO1983- Nouveau
- Messages : 5
Date d'inscription : 15/06/2022
Re: Presentation d un breton
dubleu Mer 15 Juin 2022, 22:45
bienvenue
belle machine ancienne mais complète avec tous les accessoires
reste plus que un peut huile de coude
au besoin un amis vend l'huile spécifique en petite quantité pour les palier bronze
et fait aussi les courroie plate soudé à long
belle machine ancienne mais complète avec tous les accessoires
reste plus que un peut huile de coude
au besoin un amis vend l'huile spécifique en petite quantité pour les palier bronze
et fait aussi les courroie plate soudé à long
dubleu- Chevronné
- Messages : 708
Date d'inscription : 16/01/2022
Re: Presentation d un breton
TRD Mer 15 Juin 2022, 23:33
Pour le moteur, helas, tu n'as pas le choix, il faudra le mettre sur un chassis en haut et à l'arriere. Ou en bas avec u e courroie tres longue.
3 chevaux, c'est normalement suffisant parce que les courroies limitent le couple transmissible. Reste a choisir la frequence de rotation 950, 1420 ou 2850 RPM. Ça dependra des diametres des poulies utilisees. Pour la broche, je te deconseille de depasser 1000 tours par minute. Les poulies en fonte et les mandrins de cette epoque n'ont pas été conçus pour tourner vite. Il peut y avoir de gros defauts de compacité et d'equilibrage.
En general, on ajoute un arbre intermediaire entre le moteur et la broche. Le moteur a une poulie simple une courroie primaire part de cette poulie et va entrainer l'arbre intermediaire qui comporte 4 ou 5 poulies (suivant le nombre de vitesses du tour) . Une pour son entrainement par la courroie primaire et 3 ou 4 pour entrainer la broche via une courroie secondaire. La courroie secondaire est normalement plate. Pour la primaire mieux vaut choisir une trapézoïdale, plus fiable et moins encombrante.
Le moteur et l'arbre intermediaire sont montes sur un chassis basculant. En le basculant, on peut tendre et detendre la courroie secondaire qui entraine la broche pour changer de vitesse. Il faut donc un tendeur-detendeur rapide. Un levier de frein à main automobile avec son cliquet va tres bien pour cet usage. Les changements de vitesses sont rapides Les anciennes manivelles de freins de tombereaux à traction par chevaux etaient bien aussi grace à leurs vis à grands pas.
Sur le chassis, la tension de la courroie entre moteur et arbre intermediare peut être faite de deux manieres : soit moteur sur chassis reglable, soit moteur suspendu à la courroie. C'est le poids du moteur qui tend la courroie. A eviter si la courroie est en cuir car les rebonds de moteur ont tendance à arracher les agrafes.
Exemple typique

Attention aux copeaux qui volent et retombent dans les engrenages d'avance. Quand ça bourre bien, les dents descendent à toute vitesse parce qu'en general les roues dentees sont en fonte. Un bon carter est indispensable.
3 chevaux, c'est normalement suffisant parce que les courroies limitent le couple transmissible. Reste a choisir la frequence de rotation 950, 1420 ou 2850 RPM. Ça dependra des diametres des poulies utilisees. Pour la broche, je te deconseille de depasser 1000 tours par minute. Les poulies en fonte et les mandrins de cette epoque n'ont pas été conçus pour tourner vite. Il peut y avoir de gros defauts de compacité et d'equilibrage.
En general, on ajoute un arbre intermediaire entre le moteur et la broche. Le moteur a une poulie simple une courroie primaire part de cette poulie et va entrainer l'arbre intermediaire qui comporte 4 ou 5 poulies (suivant le nombre de vitesses du tour) . Une pour son entrainement par la courroie primaire et 3 ou 4 pour entrainer la broche via une courroie secondaire. La courroie secondaire est normalement plate. Pour la primaire mieux vaut choisir une trapézoïdale, plus fiable et moins encombrante.
Le moteur et l'arbre intermediaire sont montes sur un chassis basculant. En le basculant, on peut tendre et detendre la courroie secondaire qui entraine la broche pour changer de vitesse. Il faut donc un tendeur-detendeur rapide. Un levier de frein à main automobile avec son cliquet va tres bien pour cet usage. Les changements de vitesses sont rapides Les anciennes manivelles de freins de tombereaux à traction par chevaux etaient bien aussi grace à leurs vis à grands pas.
Sur le chassis, la tension de la courroie entre moteur et arbre intermediare peut être faite de deux manieres : soit moteur sur chassis reglable, soit moteur suspendu à la courroie. C'est le poids du moteur qui tend la courroie. A eviter si la courroie est en cuir car les rebonds de moteur ont tendance à arracher les agrafes.
Exemple typique
Attention aux copeaux qui volent et retombent dans les engrenages d'avance. Quand ça bourre bien, les dents descendent à toute vitesse parce qu'en general les roues dentees sont en fonte. Un bon carter est indispensable.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 7596
Date d'inscription : 11/08/2010
Re: Presentation d un breton
NIKO1983 Jeu 16 Juin 2022, 20:24
merci a tous pour toutes les infos
en electricité je suis un peu perdu entre puissance en ch, en kw, ect
j ai vu ca comme moteur avec 4 vitesses mes quelle puissance fait il??

L idee des vitesses me plait bien mais est t il assé puissant pour un tour? j ai aussi une perceuse a colonne a remotoriser (il faudra que je vous mettes des photos d elles aussi:D ) il serait peut etre plus adapté la dessus?
merci d avance pour vos reponses
en electricité je suis un peu perdu entre puissance en ch, en kw, ect
j ai vu ca comme moteur avec 4 vitesses mes quelle puissance fait il??
L idee des vitesses me plait bien mais est t il assé puissant pour un tour? j ai aussi une perceuse a colonne a remotoriser (il faudra que je vous mettes des photos d elles aussi:D ) il serait peut etre plus adapté la dessus?
merci d avance pour vos reponses
NIKO1983- Nouveau
- Messages : 5
Date d'inscription : 15/06/2022
Page 1 sur 2 • 1, 2
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|