
Projet de fabrication d'un verin hydraulique pour mandrin à pinces
Page 1 sur 1

Projet de fabrication d'un verin hydraulique pour mandrin à pinces
TRD Sam 01 Mai 2021, 06:53
Bonjour à tous.
L'idee est dans le titre. Je commence à reflechir à une architecture de verin hydraulique embarqué pour actionner un mandrin de tour à pinces.
Il s'agira d'une conception originale. En effet, traditionnellement les mandrins hydrauliques sont alimentes en huile sous pression via un joint tournant. Or, ce montage ne me plait pas parce que je souhaite pouvoir monter et demonter mon mandrin à pinces en quelques minutes sans avoir à gerer une installation hydraulique complexe.
Ce mandrin est destiné à des travaux de reprise de pieces unitaires, alors que souvent on destine ce genre d'outillages à de la serie, notamment du decolletage. Les temps de mise en oeuvre sont donc generalement moins importants.
Le verin sera autonome et servira d'entretoise entre le plateau Camlock et le mandrin à pinces.
Le mandrin à pinces est du type DIN 6343-DIN 173e.

Le plateau Camlock est du type D1-6.

Pour l'instant ce plateau est en rupture de stock chez mon fournisseur anglais. Et plus de deux fois plus cher chez les français.
Ce projet non prioritaire sera traité à temps perdu.
L'idee est dans le titre. Je commence à reflechir à une architecture de verin hydraulique embarqué pour actionner un mandrin de tour à pinces.
Il s'agira d'une conception originale. En effet, traditionnellement les mandrins hydrauliques sont alimentes en huile sous pression via un joint tournant. Or, ce montage ne me plait pas parce que je souhaite pouvoir monter et demonter mon mandrin à pinces en quelques minutes sans avoir à gerer une installation hydraulique complexe.
Ce mandrin est destiné à des travaux de reprise de pieces unitaires, alors que souvent on destine ce genre d'outillages à de la serie, notamment du decolletage. Les temps de mise en oeuvre sont donc generalement moins importants.
Le verin sera autonome et servira d'entretoise entre le plateau Camlock et le mandrin à pinces.
Le mandrin à pinces est du type DIN 6343-DIN 173e.
Le plateau Camlock est du type D1-6.
Pour l'instant ce plateau est en rupture de stock chez mon fournisseur anglais. Et plus de deux fois plus cher chez les français.
Ce projet non prioritaire sera traité à temps perdu.
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur

- Messages : 8430
Date d'inscription : 11/08/2010
Re: Projet de fabrication d'un verin hydraulique pour mandrin à pinces
TRD Sam 01 Mai 2021, 08:49
Coupe d'un mandrin (document Rohm)
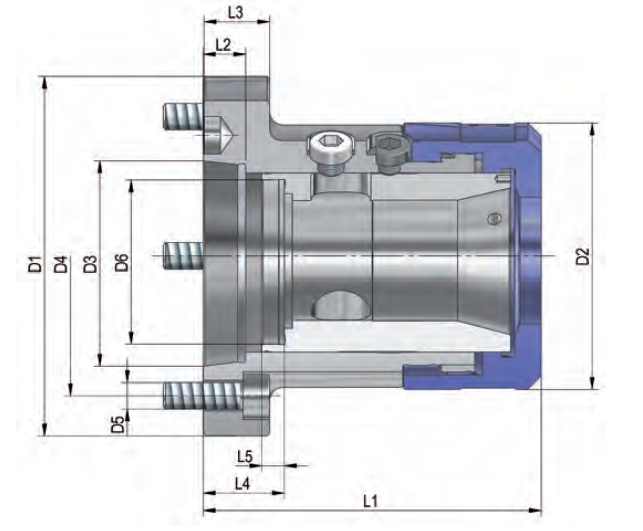
Le nez de broche est recouvert par un écrou à fixation par baïonnette.
La pince est poussée contre l'écrou par le fourreau dont l'intérieur conique resserre la pince.
Le fourreau se termine du côté gauche par un taraudage (D6) M66 x 1,5 sur lequel le vérin doit pousser pour fermer la pince sur la pièce.
Selon les données du constructeur, la course maximale du fourreau est égale à 7,5 mm.
Les difficultés identifiées dès le départ de l'étude sont :
-nécessité de concevoir un vérin creux pour permettre le passage de barres longues en cas de travaux en petites séries
-installation d'une pièce intermédiaire entre le filetage M66x 1,5 et la tige du vérin pour éviter l'hypertatisme qui pourraît etre source de fuites du vérin..
-encombrement du vérin compatible avec le centrage du mandrin qui se fait par le cône intérieur. Le grand diamètre de ce cône mesure 82,563 mm.
-effort maximal exercé par le vérin 25 kN,pour développer une force de serrage de la pièce de 50 kN soit 5 tonnes de serrage (donnée constructeur.)
Le nez de broche est recouvert par un écrou à fixation par baïonnette.
La pince est poussée contre l'écrou par le fourreau dont l'intérieur conique resserre la pince.
Le fourreau se termine du côté gauche par un taraudage (D6) M66 x 1,5 sur lequel le vérin doit pousser pour fermer la pince sur la pièce.
Selon les données du constructeur, la course maximale du fourreau est égale à 7,5 mm.
Les difficultés identifiées dès le départ de l'étude sont :
-nécessité de concevoir un vérin creux pour permettre le passage de barres longues en cas de travaux en petites séries
-installation d'une pièce intermédiaire entre le filetage M66x 1,5 et la tige du vérin pour éviter l'hypertatisme qui pourraît etre source de fuites du vérin..
-encombrement du vérin compatible avec le centrage du mandrin qui se fait par le cône intérieur. Le grand diamètre de ce cône mesure 82,563 mm.
-effort maximal exercé par le vérin 25 kN,pour développer une force de serrage de la pièce de 50 kN soit 5 tonnes de serrage (donnée constructeur.)
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Re: Projet de fabrication d'un verin hydraulique pour mandrin à pinces
TRD Sam 01 Mai 2021, 14:31
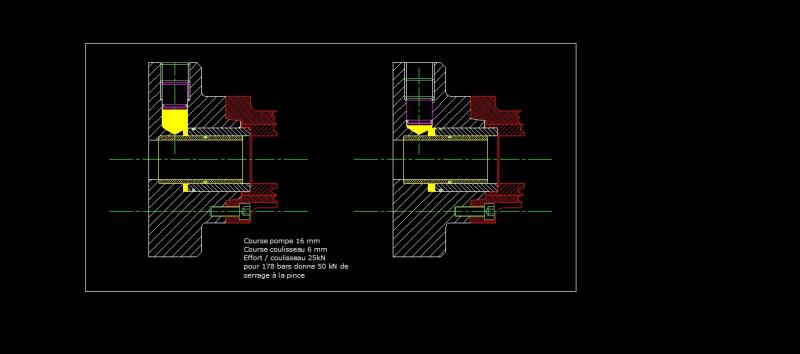
Epure
_________________
La théorie c'est quand on sait presque tout et que rien ne fonctionne.
La pratique c'est quand tout marche à merveille et que personne ne sait pourquoi.
Albert EINSTEIN
TRD- Modérateur
- Messages : 8430
Date d'inscription : 11/08/2010
Contenu sponsorisé
» Fabrication d'une tige de verin pour une excavatrice CAT 390
» Re-fabrication d'un verin pour une excavatrice Hitachi ZX470
» Fabrication d'une tige pour cric hydraulique ... de 100 Tonnes
» [résolu]Verin presse hydraulique qui ne bouge plus
» Fabrication d'une poulie pour voiture de rallye WRC [USM Fabrication]
» Re-fabrication d'un verin pour une excavatrice Hitachi ZX470
» Fabrication d'une tige pour cric hydraulique ... de 100 Tonnes
» [résolu]Verin presse hydraulique qui ne bouge plus
» Fabrication d'une poulie pour voiture de rallye WRC [USM Fabrication]
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum