
optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
2 participants
Page 1 sur 1

optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
allalou Jeu 16 Jan 2020, 19:38
Bonjour à tous,
comme indiqué dans ma présentation, je vais commencer par la présentation de ma première CNC.
J'ai fait une structure costaux, toujours avec l'objectif d'usiner de petites pièces en ALU



j'ai réalisé cette structure avec les moyens du bord, scie à métaux, limes, perceuse à colonne et de l'huile de coude....
les glissières sont de bonne qualité, j'ai acheté un lot d'occasion à un bon prix, seul les vis d'entrainement sont faite en tige filetée de 10 mm avec un écrou en bronze pour limiter les frictions et les jeux....
une petite vidéo que j'avais fait il y a quelques temps ce qui vous permettra de mieux voir la structure de la CNC
voilà pour ce soir, je vous détaillerai par la suite le coté soft.
Bonne soirée Pascal
comme indiqué dans ma présentation, je vais commencer par la présentation de ma première CNC.
J'ai fait une structure costaux, toujours avec l'objectif d'usiner de petites pièces en ALU



j'ai réalisé cette structure avec les moyens du bord, scie à métaux, limes, perceuse à colonne et de l'huile de coude....
les glissières sont de bonne qualité, j'ai acheté un lot d'occasion à un bon prix, seul les vis d'entrainement sont faite en tige filetée de 10 mm avec un écrou en bronze pour limiter les frictions et les jeux....
une petite vidéo que j'avais fait il y a quelques temps ce qui vous permettra de mieux voir la structure de la CNC
voilà pour ce soir, je vous détaillerai par la suite le coté soft.
Bonne soirée Pascal
allalou- Nouveau

- Messages : 7
Date d'inscription : 13/01/2020
Re: optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
TRD Jeu 16 Jan 2020, 21:02
Salut.
J'ai conçu des machines de production pendant une vingtaine d'années. Au départ, on faisait des châssis en mecanosoudure, puis les profilés en alliage d'aluminium ont envahi le marché de la machine de production. C'est séduisant parce que ça fait des châssis évolutifs, mais on s'aperçoit rapidement qu'on ne parvient pas à conserver les réglages lorsque les châssis sont constitués uniquement de profilés et d'equerres.
Pour faire de bonnes structures, il faut qu'ils soient triangulés. Le moyen le plus simple est souvent d'ajouter des tôles d'aluminium vissées sur les profilés pour éviter l'effet parallélogramme. Pour une machine d'utilisation occasionnelle, ça suffit généralement. Par contre, lorsqu'il s'agit de machines de production intensive, les ancrages par écrous prisonniers dans les rainures des profilés finissent par se desserrer à la suite de matages (d'autant plus rapides que les profilés sont légers, donc peu chers.) Et au bout du compte, on finit par boulonner de grosses platines avec des boulons traversant les profilés.
N.B. : Les profilés légers sont conçus pour faire des carters. Pour les structures, il faut des profilés lourds.
Au regard de la structure telle qu'elle est présentée, il faudra soit la renforcer, soit s'attendre à une précision mediocre après quelques mois d'utilisation. Une simple tôle d'alliage d'aluminium renforce considerablement les cadres en profilés, même s'il faut y découper de grandes lumières pour éviter des interférences.
J'ai conçu des machines de production pendant une vingtaine d'années. Au départ, on faisait des châssis en mecanosoudure, puis les profilés en alliage d'aluminium ont envahi le marché de la machine de production. C'est séduisant parce que ça fait des châssis évolutifs, mais on s'aperçoit rapidement qu'on ne parvient pas à conserver les réglages lorsque les châssis sont constitués uniquement de profilés et d'equerres.
Pour faire de bonnes structures, il faut qu'ils soient triangulés. Le moyen le plus simple est souvent d'ajouter des tôles d'aluminium vissées sur les profilés pour éviter l'effet parallélogramme. Pour une machine d'utilisation occasionnelle, ça suffit généralement. Par contre, lorsqu'il s'agit de machines de production intensive, les ancrages par écrous prisonniers dans les rainures des profilés finissent par se desserrer à la suite de matages (d'autant plus rapides que les profilés sont légers, donc peu chers.) Et au bout du compte, on finit par boulonner de grosses platines avec des boulons traversant les profilés.
N.B. : Les profilés légers sont conçus pour faire des carters. Pour les structures, il faut des profilés lourds.
Au regard de la structure telle qu'elle est présentée, il faudra soit la renforcer, soit s'attendre à une précision mediocre après quelques mois d'utilisation. Une simple tôle d'alliage d'aluminium renforce considerablement les cadres en profilés, même s'il faut y découper de grandes lumières pour éviter des interférences.
TRD- Modérateur

- Messages : 8429
Date d'inscription : 11/08/2010
Re: optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
allalou Lun 20 Jan 2020, 08:35
Merci pour ce retour,
Je ne fais fais pas un usinage intensif, je n'ai donc pas eu le temps de constater ce que tu décris.
pour ma part si je dois faire un retour sur cette machine, la structure est trop lourde, on imagine que pour que se soit rigide il faut faire "gros"...
l'effet indésirable de cette structure c'est que les moteurs force beaucoup, surtout sur l'axe des X... ce phénomène est amplifié par l'utilisation des tiges filetées...
autre effet indésirable, la structure prend beaucoup de place et l'espace de découpe, 1m50 de long et on ne peut travailler que sur 0.90m ....
fort de ces constats, enrichi par les commentaires de TRD, j'ai repensé la structure que je vous présenterai prochainement...
Bonne journée
Amicalement Pascal
Je ne fais fais pas un usinage intensif, je n'ai donc pas eu le temps de constater ce que tu décris.
pour ma part si je dois faire un retour sur cette machine, la structure est trop lourde, on imagine que pour que se soit rigide il faut faire "gros"...
l'effet indésirable de cette structure c'est que les moteurs force beaucoup, surtout sur l'axe des X... ce phénomène est amplifié par l'utilisation des tiges filetées...
autre effet indésirable, la structure prend beaucoup de place et l'espace de découpe, 1m50 de long et on ne peut travailler que sur 0.90m ....
fort de ces constats, enrichi par les commentaires de TRD, j'ai repensé la structure que je vous présenterai prochainement...
Bonne journée
Amicalement Pascal
allalou- Nouveau
- Messages : 7
Date d'inscription : 13/01/2020
Re: optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
allalou Ven 14 Fév 2020, 11:41
Bonjour à tous,
Comme promis la suite de la description de ma CNC.. la partie mécanique a été présentée, maintenant voyons la partie électronique et commande...
j'ai acheté chez technimaniac une carte TB6600
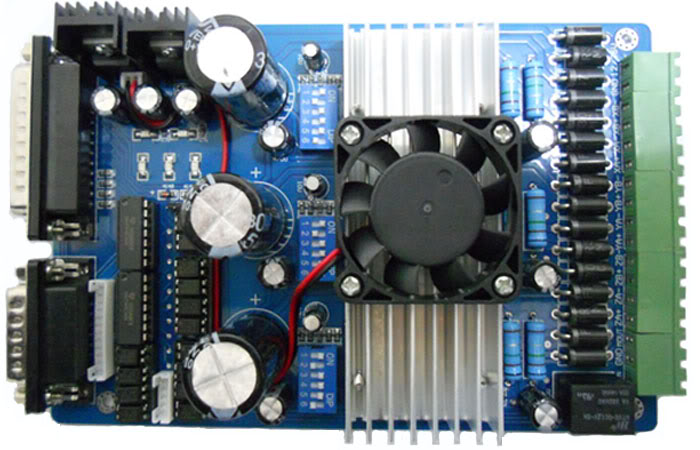
j'ai placé une carte pour passer d'un port LPT à USB à l'aide de la carte NEOLPT V2

Le tout cablé dans une tour d'ordinateur avec une alimentation 24Vcc
La broche est une KRESS elle fonctionne en tout ou rien à l'aide d'un contacteur la vitesse est réglable sur la fraiseuse uniquement..
Parlons logiciel maintenant, j'ai MACH3 que je n'utilise pas par manque de connaissance de ce logiciel et NINOS V5.
Je réalise essentiellement des découpes de pièces que je dessine sur autocad puis exporte sur NINOS pour réaliser les parcours...
de cette façon je n'ai pas de Gcode ou autre langage à écrire....
Comme promis la suite de la description de ma CNC.. la partie mécanique a été présentée, maintenant voyons la partie électronique et commande...
j'ai acheté chez technimaniac une carte TB6600

j'ai placé une carte pour passer d'un port LPT à USB à l'aide de la carte NEOLPT V2

Le tout cablé dans une tour d'ordinateur avec une alimentation 24Vcc
La broche est une KRESS elle fonctionne en tout ou rien à l'aide d'un contacteur la vitesse est réglable sur la fraiseuse uniquement..
Parlons logiciel maintenant, j'ai MACH3 que je n'utilise pas par manque de connaissance de ce logiciel et NINOS V5.
Je réalise essentiellement des découpes de pièces que je dessine sur autocad puis exporte sur NINOS pour réaliser les parcours...
de cette façon je n'ai pas de Gcode ou autre langage à écrire....
allalou- Nouveau
- Messages : 7
Date d'inscription : 13/01/2020
Re: optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
allalou Ven 14 Fév 2020, 12:03
une petite vidéo de la machine.. découpe du CTP5mm à l'aide d'une fraise diamant de 1.5mm
Comme vous pouvez le voir ça fait l'affaire...
Toutefois je rencontre parfois des soucis:
- perte de pas sans comprendre pourquoi !!
- je trouve aussi les moteurs pas à pas bruyant
- machine assez lente en générale certainement dû au tige filetées..
voilà pour les présentations...
Comme vous pouvez le voir ça fait l'affaire...
Toutefois je rencontre parfois des soucis:
- perte de pas sans comprendre pourquoi !!
- je trouve aussi les moteurs pas à pas bruyant
- machine assez lente en générale certainement dû au tige filetées..
voilà pour les présentations...
allalou- Nouveau
- Messages : 7
Date d'inscription : 13/01/2020
Re: optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
TRD Ven 14 Fév 2020, 12:34
Bonjour
Ne serait-il pas bénéfique de pulvériser un lubrifiant sec sur ces tiges filetées ?
Ne serait-il pas bénéfique de pulvériser un lubrifiant sec sur ces tiges filetées ?
TRD- Modérateur
- Messages : 8429
Date d'inscription : 11/08/2010
Re: optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
allalou Ven 14 Fév 2020, 15:26
les tiges sont lubrifiées à l'huile très fluide, surtout les bagues bronzes. (3en1)
j'aurai toutefois une petite question, lors des paramétrage on doit configurer des switchs

sur mon moteur un pas fais 1.8°, j'ai interprété le microstep comme étant une proportion du pas...
si je choisi 2 par exemple le cran de déplacement le plus petit sera 1.8 / 2 soit 0.9°
si je choisi 4 le plus petit cran de déplacement devient 1.8 / 4 soit 0.45°
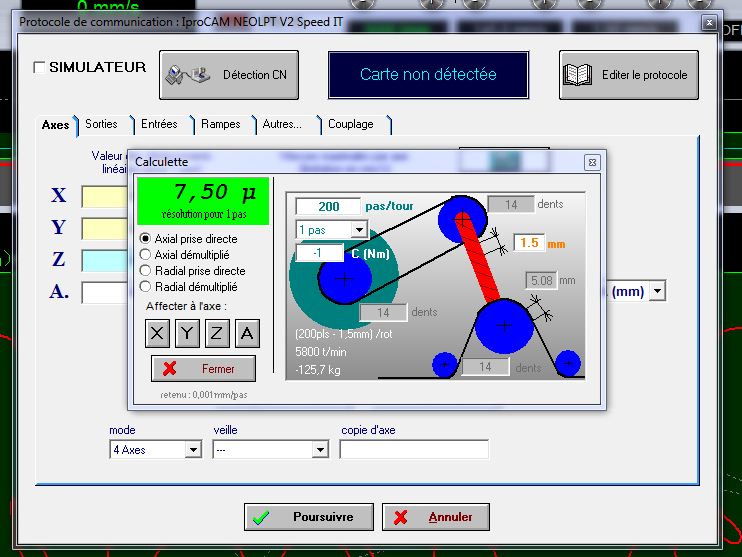
il faut ensuite paramétrer le logiciel pour qu'il parle le même langage que la carte on aura 200 pas/tour soit 1.8° x 200 = 360°
ensuite 1.5mm puisque 1 tour donne un déplacement du chariot de 1.5mm.
le dernier paramètre est situé sous l'indication de 200 pas/tour soit un menu déroulant nous demandant de choisir: 1pas, 1/2pas, 1/4pas, .....
ayant réglé ma carte à 2 microstep, j'ai donc paramétré 1/2pas....
j'aimerai avoir votre avis sur le sujet, mon raisonnement est-il correct?
Merci par avance pour vos réponses
Pascal
j'aurai toutefois une petite question, lors des paramétrage on doit configurer des switchs

sur mon moteur un pas fais 1.8°, j'ai interprété le microstep comme étant une proportion du pas...
si je choisi 2 par exemple le cran de déplacement le plus petit sera 1.8 / 2 soit 0.9°
si je choisi 4 le plus petit cran de déplacement devient 1.8 / 4 soit 0.45°

il faut ensuite paramétrer le logiciel pour qu'il parle le même langage que la carte on aura 200 pas/tour soit 1.8° x 200 = 360°
ensuite 1.5mm puisque 1 tour donne un déplacement du chariot de 1.5mm.
le dernier paramètre est situé sous l'indication de 200 pas/tour soit un menu déroulant nous demandant de choisir: 1pas, 1/2pas, 1/4pas, .....
ayant réglé ma carte à 2 microstep, j'ai donc paramétré 1/2pas....
j'aimerai avoir votre avis sur le sujet, mon raisonnement est-il correct?
Merci par avance pour vos réponses
Pascal
allalou- Nouveau
- Messages : 7
Date d'inscription : 13/01/2020
Re: optimisation de ma CNC, dans le but d'usiner le bois mais aussi l'aluminium...
Contenu sponsorisé
Contenu sponsorisé
» poste a souder rotatif
» table rotative mais aussi tank poncage costaud
» travail du bois dans la rome antique
» Robert, 88 ans, tourneur sur bois dans le jura
» Marc Dubuc: apres Marc l'Ecuyer un autre quebecois mais pour le tournage sur bois
» table rotative mais aussi tank poncage costaud
» travail du bois dans la rome antique
» Robert, 88 ans, tourneur sur bois dans le jura
» Marc Dubuc: apres Marc l'Ecuyer un autre quebecois mais pour le tournage sur bois
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum